JP2012194475A - 偏光板、偏光板の製造方法および液晶表示装置 - Google Patents
偏光板、偏光板の製造方法および液晶表示装置 Download PDFInfo
- Publication number
- JP2012194475A JP2012194475A JP2011059658A JP2011059658A JP2012194475A JP 2012194475 A JP2012194475 A JP 2012194475A JP 2011059658 A JP2011059658 A JP 2011059658A JP 2011059658 A JP2011059658 A JP 2011059658A JP 2012194475 A JP2012194475 A JP 2012194475A
- Authority
- JP
- Japan
- Prior art keywords
- film
- polarizing plate
- polarizing
- protective film
- original fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Landscapes
- Polarising Elements (AREA)
- Liquid Crystal (AREA)
- Laminated Bodies (AREA)
Abstract
【課題】偏光板に貼合されている保護フィルムを剥離することなく、偏光フィルムにアース等の加工を施すことができる偏光板およびその製造方法、並びに当該偏光板を液晶パネルに貼着してなる液晶表示装置を提供する。
【解決手段】本発明に係る偏光板10は、偏光フィルム1に保護フィルム2を貼合してなる偏光板であって、保護フィルム2に、偏光フィルム1の一部が露出する切欠き部3が設けられている。それゆえ、各種組み立て工程を経て最終製品に至るまでの製造工程において偏光フィルム1に保護フィルム2を貼合した状態を維持することができるので、偏光フィルム1に傷が入るおそれがない。
【選択図】図1
【解決手段】本発明に係る偏光板10は、偏光フィルム1に保護フィルム2を貼合してなる偏光板であって、保護フィルム2に、偏光フィルム1の一部が露出する切欠き部3が設けられている。それゆえ、各種組み立て工程を経て最終製品に至るまでの製造工程において偏光フィルム1に保護フィルム2を貼合した状態を維持することができるので、偏光フィルム1に傷が入るおそれがない。
【選択図】図1
Description
本発明は、偏光板およびその製造方法、並びに当該偏光板を液晶パネルに貼着してなる液晶表示装置に関する。
偏光フィルムは、液晶表示装置における偏光の供給素子として、または偏光の検出素子として、広く用いられている。上記偏光フィルムには、液晶表示装置の製造時にその表面を保護する目的で、粘着剤層を介して保護フィルムが貼合されている。
例えば、特許文献1には、偏光フィルム表面の全面にわたって保護フィルムが貼合されてなる偏光板が記載されている。
また、液晶パネルに偏光板を貼着してなる液晶表示装置は、モジュール化され、さらに各種配線等がなされて筐体に組み付けられることにより、最終製品であるノート型パーソナルコンピュータや携帯電話等のモバイル機器等とされるが、かかる製造工程において、偏光板の表面、つまり偏光フィルムに、直接、配線等の加工がなされる場合がある。
例えば、液晶表示装置、特に、横電界方式の液晶表示装置では、偏光板に帯電した静電気によって表示不良を起こしやすいことが知られている。そこで、かかる問題を解決するために、特許文献2には、偏光板の偏光フィルム表面にアースを取り付けることによって、偏光板における静電気の帯電を防止することが開示されている。
偏光板として、例えば、特許文献1に開示されるような、偏光フィルム表面の全面にわたって保護フィルムが貼合されてなる偏光板を用いる場合には、液晶表示装置がモジュール化され、さらに各種組み立て工程を経て最終製品に至るまでの製造工程において偏光フィルムに傷が入ることを防ぐために、保護フィルムは、製造工程の最後に偏光フィルムから剥離される。
しかし、特許文献1に開示されるような偏光板の偏光フィルム表面にアース等の加工を施す場合には、偏光フィルムから保護フィルムを剥離する必要がある。偏光板から保護フィルムを剥離してしまうと、偏光フィルムが露出した状態となってしまう。その結果、液晶表示装置がモジュール化され、さらに各種組み立て工程を経て最終製品に至るまでの製造工程において、偏光フィルムに傷が入るおそれが高くなる。それゆえ、液晶表示装置の製造工程における偏光フィルムの傷つきを防ぐために、製造工程の最後まで、保護フィルムを剥離したくないという要望がある。
本発明は、上記の課題に鑑みてなされたものであり、その目的は、偏光板に貼合されている保護フィルムを剥離することなく、偏光フィルムにアース等の加工を施すことができる偏光板およびその製造方法、並びに当該偏光板を液晶パネルに貼着してなる液晶表示装置を提供することにある。
本発明に係る偏光板は、上記の課題を解決するために、偏光フィルムに保護フィルムを貼合してなる偏光板であって、上記保護フィルムに、偏光フィルムの一部が露出する切欠き部が設けられていることを特徴としている。
上記構成によれば、保護フィルムは、少なくとも1つの切欠き部を有している。すなわち、本発明に係る偏光板では、切欠き部の部分のみ、既に偏光フィルムの一部が露出している。このため、偏光フィルムにアース等の加工を施す場合は、上記切欠き部の露出した偏光フィルム面を利用すればよく、保護フィルムを偏光フィルムから剥離する必要がない。このため、液晶表示装置がモジュール化され、さらに各種組み立て工程を経て最終製品に至るまでの製造工程において、偏光フィルムに保護フィルムを貼合した状態を維持することができる。これにより、液晶表示装置の製造工程での偏光フィルムの傷つきを防ぐことができる。
本発明に係る偏光板では、上記切欠き部は、偏光フィルムの角部または一部の周縁部が露出するように設けられていることが好ましい。
上記構成によれば、切欠き部は、保護フィルムの角部または周縁部、すなわち偏光板の有効表示領域(画像等を表示することができる領域)外に設けることができる。それゆえ、切欠き部にアース等の加工を施した場合でも、画像等の表示を妨げることがない。また、偏光板の有効表示領域では偏光フィルムが露出していないので、液晶表示装置の製造工程での有効表示領域の偏光フィルムの傷つきを防ぐことができる。
本発明に係る偏光板では、上記切欠き部の大きさは、1mm2 〜5mm2 であることが好ましい。
上記構成によれば、偏光フィルム表面に占める当該偏光フィルムが露出している領域の割合(面積)が小さいので、液晶表示装置の製造工程での偏光フィルムの傷つきを防ぐことができる。
本発明に係る偏光板では、上記偏光フィルムにおける上記保護フィルムが貼合される側の面は、導電性を有していることが好ましい。
上記構成によれば、偏光フィルムの導電性を有する面が、切欠き部において露出しているので、偏光板にアースを取り付けた場合に、偏光板における静電気の帯電を効率よく防ぐことができる。
本発明に係る偏光板の製造方法は、上述した偏光板を製造する方法であって、長尺の保護フィルムに、少なくとも1つの切欠き部用穴と少なくとも1つの位置決め用穴とを設ける穿設工程と、
上記穿設工程後の上記長尺の保護フィルムと長尺の偏光フィルムとを貼合し、長尺の偏光板を得る貼合工程と、
上記貼合工程後の上記長尺の偏光板を、上記位置決め用穴によって位置決めしながら切断し、チップ状の偏光板を得る切断工程とを包含していることを特徴としている。
上記穿設工程後の上記長尺の保護フィルムと長尺の偏光フィルムとを貼合し、長尺の偏光板を得る貼合工程と、
上記貼合工程後の上記長尺の偏光板を、上記位置決め用穴によって位置決めしながら切断し、チップ状の偏光板を得る切断工程とを包含していることを特徴としている。
上記構成によれば、保護フィルムに、偏光フィルムの一部が露出する切欠き部が設けられている偏光板を、roll to rollの製造工程によって、連続的に製造することができる。
本発明に係る偏光板の製造方法では、上記穿設工程では、1つの切欠き部用穴の周囲に少なくとも2つの位置決め用穴が位置するように当該位置決め用穴を設けることが好ましい。
上記構成によれば、切断工程において、長尺の偏光板を切断する位置を、少なくとも2つの位置決め用穴によって位置決めしながら、より正確に決定することができる。
本発明に係る偏光板の製造方法では、上記穿設工程では、上記チップ状の偏光板の保護フィルムに設けられる切欠き部の大きさが1mm2 〜5mm2 となるように、上記切欠き部用穴を設けることが好ましい。
本発明に係る偏光板の製造方法では、切断工程において、長尺の偏光板を切断する位置を、位置決め用穴によって位置決めしながら決定するので、上記構成によれば、得られたチップ状の偏光板の保護フィルムに設けられる切欠き部の大きさが1mm2 〜5mm2 となるように偏光板を切断することができる。また、上記構成によれば、チップ状の偏光板において、偏光フィルム表面に占める当該偏光フィルムが露出している領域の大きさ(面積)が小さいので、液晶表示装置の製造工程での偏光フィルムの傷つきを防ぐことができる偏光板を製造することができる。
本発明に係る偏光板の製造方法では、上記穿設工程では、上記チップ状の偏光板の保護フィルムにおける切欠き部から偏光フィルムの角部または一部の周縁部が露出するように、上記切欠き部用穴を設けることが好ましい。
本発明に係る偏光板の製造方法では、切断工程において、長尺の偏光板を切断する位置を、位置決め用穴によって位置決めしながら決定するので、上記構成によれば、得られた上記チップ状の偏光板の保護フィルムにおける切欠き部が、当該保護フィルムの角部または周縁部に設けられるように偏光板を切断することができる。また、上記構成によれば、チップ状の偏光板において、切欠き部は、保護フィルムの角部または周縁部、すなわち偏光板の有効表示領域外に設けることができる。それゆえ、切欠き部にアース等の加工を施した場合でも、画像等の表示を妨げることがない。また、偏光板の有効表示領域では偏光フィルムが露出していないので、液晶表示装置の製造工程での有効表示領域の偏光フィルムの傷つきを防ぐことができる偏光板を製造することができる。
本発明に係る偏光板の製造方法では、上記貼合工程では、上記長尺の保護フィルムにおける上記長尺の偏光フィルムと貼合される領域の剥離フィルムを剥離しながら、当該保護フィルムと当該偏光フィルムとを貼合することが好ましい。
上記構成によれば、保護フィルムにおける偏光フィルムと貼合される領域の剥離フィルムのみを剥離するので、保護フィルムの粘着剤層を、偏光フィルムとの貼合に必要な分だけ露出させることができる。それゆえ、切断工程で切断された余分な保護フィルムが製造ラインに付着することを防ぐことができる。
本発明に係る偏光板の製造方法では、長尺の保護フィルムの幅が長尺の偏光フィルムの幅よりも広いことが好ましい。
上記構成によれば、切断工程において切り取られる余分な偏光フィルムの大きさを小さくすることができるので、コストを削減することができる。
本発明に係る偏光板の製造方法では、上記偏光フィルムにおける上記保護フィルムが貼合される側の面は、導電性を有していることが好ましい。
上記構成によれば、偏光フィルムの導電性を有する面が、切欠き部において露出しているので、偏光板にアースを取り付けた場合に、偏光板における静電気の帯電を効率よく防ぐことができる偏光板を製造することができる。
本発明に係る液晶表示装置は、上述した本発明に係る偏光板、上述した製造方法によって製造される偏光板を、液晶パネルに貼着してなることを特徴としている。
上記構成によれば、液晶表示装置がモジュール化され、さらに各種組み立て工程を経て最終製品に至るまでの製造工程において、偏光フィルムに保護フィルムを貼合した状態を維持することができるので、偏光フィルムに傷が入るおそれがない。このため、生産性や歩留りが高い液晶表示装置となり得る。
本発明に係る偏光板は、偏光フィルムに保護フィルムを貼合してなる偏光板であって、上記保護フィルムに、偏光フィルムの一部が露出する切欠き部が設けられている構成である。また、本発明に係る製造方法によれば、かかる構成の偏光板をroll to rollの製造工程によって、連続的に製造することができる。
本発明に係る偏光板は、切欠き部の部分のみ、既に偏光フィルムが露出している。このため、偏光フィルムにアース等の加工を施す場合は、上記切欠き部の露出した偏光フィルム面を利用すればよく、保護フィルムを偏光フィルムから剥離する必要がない。このため、本発明に係る偏光板を液晶パネルに貼着してなる液晶表示装置は、液晶表示装置がモジュール化され、さらに各種組み立て工程を経て最終製品に至るまでの製造工程において偏光フィルムに保護フィルムを貼合した状態を維持することができるので、偏光フィルムに傷が入るおそれがない。それゆえ、本発明に係る偏光板を用いれば、液晶表示装置の生産性や歩留りを増加させることができるという効果を奏する。
以下、本発明の実施の形態について、詳細に説明する。ただし、本発明はこれに限定されるものではなく、記述した範囲内で種々の変形を加えた態様で実施できるものである。また、本明細書中に記載された学術文献および特許文献の全てが、本明細書中において参考として援用される。なお、本明細書において特記しない限り、数値範囲を表す「A〜B」は、「A以上、B以下」を意味する。
〔1.本発明に係る偏光板〕
本発明に係る偏光板は、偏光フィルムに保護フィルムを貼合してなる偏光板であって、上記保護フィルムに、偏光フィルムの一部が露出する切欠き部が設けられている構成である。
本発明に係る偏光板は、偏光フィルムに保護フィルムを貼合してなる偏光板であって、上記保護フィルムに、偏光フィルムの一部が露出する切欠き部が設けられている構成である。
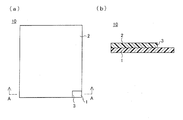
ここで、本発明に係る偏光板の構成の一例を図1に基づいて説明する。図1は、本発明に係る偏光板10の概略の構成を示す図であり、(a)は本発明に係る偏光板10の概略の構成を示す平面図であり、(b)は(a)のA−A線矢視断面図である。
図1の(b)に示すように、本実施の形態に係る偏光板10は、偏光フィルム1および保護フィルム2がこの順に積層されてなり、保護フィルム2は、少なくとも1つの切欠き部3を有している。ここで、上記「切欠き部」とは、保護フィルム2が切り欠かれている部分を指す。但し、本明細書において、保護フィルム2の角部および周縁部の全てが切り欠かれている場合における、当該切り欠かれている部分は、上記「切欠き部」には含まない。すなわち、本明細書において、上記「切欠き部」とは、保護フィルム2の角部または周縁部の一部を残して保護フィルム2が切り欠かれている場合の、切り欠かれている部分を指し、より好ましくは、保護フィルム2の4つの角部(四隅)の内の何れか1つのみが切り欠かれている場合の、切り欠かれている部分を指す。
切欠き部3では、偏光フィルム1が保護フィルム2によって覆われていない。すなわち、図1の(a)に示すように、偏光フィルム1が露出した状態になっている。従来の偏光板では、保護フィルムは、偏光フィルムの全面を覆うようにして貼合されている。すなわち、従来の偏光板では、保護フィルムと偏光フィルムとは、同じ大きさ(面積)であり、且つ同じ形である。これに対して、本発明に係る偏光板10では、保護フィルム2を切り欠いて切欠き部3を設けているので、偏光フィルム1と保護フィルム2とは、切欠き部3の分だけ大きさ(面積)および形が互いに異なる。
偏光フィルム1としては、公知の偏光フィルムが好適に用いられる。具体的には、偏光フィルム1としては、偏光子フィルムの両面または片面に保護膜が貼着されており、保護フィルムが貼合される側の面の裏面に積層された上記保護膜上に粘着剤層が少なくとも形成されている公知の偏光フィルムが挙げられる。
上記「粘着剤層」は、偏光フィルム1に剥離フィルム(プロテクトフィルムまたはセパレータとも称する、図示しない)を貼合すると共に、偏光フィルム1を液晶パネル等に貼着するために形成されている。上記「粘着剤層」および「剥離フィルム」については、後述する。
上記「偏光子フィルム」としては、例えば、ポリビニルアルコール、部分ホルマール化ポリビニルアルコール、エチレン−酢酸ビニル共重合体の部分ケン化物、セルロース等の親水性高分子等からなるフィルムに、一軸延伸およびヨウ素等の色素による染色処理を施すと共に、色相調整等の各種処理を施したフィルムが挙げられる。但し、偏光子フィルムの製造方法は、上記の製造方法に限定されるものではなく、公知の偏光子フィルムが好適に用いられる。
上記「保護膜」としては、例えば、TAC(トリアセチルセルロース)フィルム、シクロオレフィン樹脂フィルム、ジアセチルセルロース等の酢酸セルロース樹脂フィルム;ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等のポリエステル樹脂フィルム;ポリカーボネート樹脂フィルム;アクリル樹脂フィルム;ポリプロピレン樹脂フィルム等の公知のフィルムが挙げられる。
偏光フィルム1の厚さは、特に限定されないが、概して10μm〜300μmである。偏光フィルム1は、実用上において支障のない範囲で上記三層(保護膜、偏光子フィルム、保護膜)以外にさらに他の層を備えていてもよい。具体的には、例えば、偏光フィルム1は、偏光子フィルムと保護膜とを貼着する粘着剤層(接着剤層であってもよい)をさらに備えていてもよい。
また、偏光板における静電気の帯電を効率よく防ぐ観点から、偏光フィルム1における保護フィルム2が貼合される側の面は、導電性を有していることが好ましい。ここで、上記「導電性を有している」とは、偏光フィルム1における保護フィルム2が貼合される側の面が電気を通す性質を有していればよいが、好ましくは、偏光フィルム1における保護フィルム2が貼合される側の面の表面抵抗値が、1010Ω/□以下であることが好ましい。なお、上記「表面抵抗値」は、測定装置としてハイレスタUP MCP−HT450型(三菱化学株式会社製)を用いて、印加電圧500Vにて測定することができる。
偏光フィルム1における保護フィルム2が貼合される側の面が導電性を有するように、偏光フィルム1における保護フィルム2が貼合される側の面に対して公知の帯電防止処理を行ってもよく、偏光フィルム1における保護フィルム2が貼合される側の面に対して伝導性を有するフィルムを貼着してもよい。上記「帯電防止処理」とは、具体的には、例えば、従来公知の帯電防止剤を偏光フィルムにおける保護フィルムが貼合される側の面に塗布する、偏光フィルム自体に従来公知の帯電防止剤を混ぜる、従来公知の帯電防止剤を含む粘着剤を使用する、従来公知の帯電防止剤を含むハードコート(AS−HC)層を偏光フィルムにおける保護フィルムが貼合される側の面に設ける(例えば、特許第4119524号明細書を参照)等の処理を挙げることができる。
保護フィルム2としては、公知の保護フィルムが好適に用いられる。より具体的には、保護フィルム2としては、例えば、ポリエステルフィルム、ポリエチレンテレフタラートフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリスチレンフィルム等の公知の保護フィルムが挙げられる。
保護フィルム2には、偏光フィルム1に貼合される側の面に粘着剤層が形成されている。上記「粘着剤層」は、偏光フィルム1に保護フィルム2を貼合するために形成されている。保護フィルム2の厚さは、特に限定されないが、概して10μm〜100μmである。
本発明に係る偏光板10では、保護フィルム2は、偏光フィルムの一部が露出する切欠き部3が少なくとも1つ設けられていればよく、必要に応じて、切欠き部3が複数個設けられていてもよい。
なお、図1の(a)および(b)に示した偏光板10では、保護フィルム2の切欠き部3の形は、矩形であるが、本発明はこれに限定されるものではない。切欠き部3の形は、目的に応じて適宜変更することができ、どのような形であってもよい。例えば、三角形、円形等であってもよい。
また、図1の(a)および(b)に示した偏光板10では、3.5インチの偏光板(3.5インチの保護フィルム)に対して、1.8mm2 (0.6×3mm)の切欠き部3を設けているが、これに限定されない。保護フィルム2の切欠き部3の大きさ(面積)は、目的に応じて適宜設定することができるが、特に、保護フィルム2に設けられる切欠き部3の大きさ(面積)が、1mm2 〜5mm2 であれば、偏光板10において、偏光フィルム1表面に占める当該偏光フィルム1が露出している領域の大きさ(面積)が小さいので、液晶表示装置の製造工程での偏光フィルム1の傷つきを防ぐことができるため好ましい。例えば、切欠き部3が矩形である場合に、矩形の長手方向が0.5mm〜6mmであり、且つ短手方向が0.2mm〜2mmとなるような大きさの切欠き部を保護フィルムに設ければよい。
また、本発明に係る偏光板10において、保護フィルム2において切欠き部3が設けられている位置は、特に限定されないが、偏光フィルム1の角部または一部の周縁部が露出するように設けられていることが好ましい。上記構成によれば、切欠き部3は、保護フィルムの角部または周縁部、すなわち偏光板10の有効表示領域(画像等を表示することができる領域)外に設けることができる。それゆえ、切欠き部3にアース等の加工を施した場合でも、画像等の表示を妨げることがない。また、偏光板の有効表示領域では偏光フィルム1が露出していないので、液晶表示装置の製造工程での有効表示領域の偏光フィルム1の傷つきを防ぐことができる。
なお、本発明に係る偏光板10では、偏光フィルム1の切欠き部3に対応する領域(露出偏光フィルム領域)は、その表面が保護フィルム2によって保護されていない状態となっているので、傷が入るおそれがある。しかしながら、上記露出偏光フィルム領域は、アース等の加工が施される領域であり、上記露出偏光フィルム領域に傷が入ったとしてもアース等によって覆われるので、実質的な悪影響は生じない。また、切欠き部3の大きさを可能な限り小さくすることによって、上記露出偏光フィルム領域の大きさを小さくすることができるので、偏光フィルム1に傷が入る領域を小さくすることができる。以上のことから、本発明に係る偏光板10の保護フィルム2に切欠き部3を設けることによって、偏光板10の表面の品位が実質的に低下するおそれはない。
また、本発明に係る偏光板10は、偏光フィルム1における保護フィルム2が貼合されていない側の面に位相差フィルム(図示しない)がさらに貼合されていてもよい。この場合、上記位相差フィルムは、偏光フィルム1における保護フィルム2が貼合されていない側の面に設けられた粘着剤層(或いは接着剤層)(図示しない)を介して、偏光フィルム1に貼合される。また、位相差フィルムが貼合された偏光板を、液晶パネル等に貼着するために、位相差フィルムにおける偏光フィルム1が貼合されていない側の面には、粘着剤層が形成されると共に、剥離フィルム(プロテクトフィルムまたはセパレータとも称する、図示しない)が貼合されていてもよい。
上記「位相差フィルム」としては、公知の位相差フィルムが好適に用いられる。具体的には、上記「位相差フィルム」としては、例えば、TAC(トリアセチルセルロース)フィルム、シクロオレフィン樹脂フィルム、ジアセチルセルロース等の酢酸セルロース樹脂フィルム;ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等のポリエステル樹脂フィルム;ポリカーボネート樹脂フィルム;アクリル樹脂フィルム;ポリプロピレン樹脂フィルム;ポリスチレンフィルム等の公知のフィルムを、フィルムのガラス転移点以上の温度条件にて連続延伸して位相差を付与したものが挙げられる。
〔2.本発明に係る偏光板の製造方法〕
本発明に係る偏光板の製造方法(以下「本発明に係る製造方法」という)は、本発明に係る偏光板を製造する方法であって、長尺の保護フィルムに、少なくとも1つの切欠き部用穴と少なくとも1つの位置決め用穴とを設ける穿設工程と、上記穿設工程後の上記長尺の保護フィルムと長尺の偏光フィルムとを貼合し、長尺の偏光板を得る貼合工程と、上記貼合工程後の上記長尺の偏光板を、上記位置決め用穴によって位置決めしながら切断し、チップ状の偏光板を得る切断工程とを含む構成である。
本発明に係る偏光板の製造方法(以下「本発明に係る製造方法」という)は、本発明に係る偏光板を製造する方法であって、長尺の保護フィルムに、少なくとも1つの切欠き部用穴と少なくとも1つの位置決め用穴とを設ける穿設工程と、上記穿設工程後の上記長尺の保護フィルムと長尺の偏光フィルムとを貼合し、長尺の偏光板を得る貼合工程と、上記貼合工程後の上記長尺の偏光板を、上記位置決め用穴によって位置決めしながら切断し、チップ状の偏光板を得る切断工程とを含む構成である。
本発明に係る偏光板の構成については、上記「1.本発明に係る偏光板」の項で説明したとおりであるので、説明を省略する。
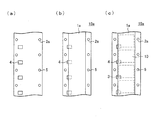
本発明に係る製造方法の各工程について、図2に基づいて以下に説明する。図2は、本発明に係る製造方法の一例を説明する図である。図2の(a)は穿設工程において切欠き部用穴4および位置決め用穴5を設けた保護フィルム原反2aの構成を示す平面図であり、(b)は貼合工程において偏光フィルム原反1aに保護フィルム原反2aを貼合して得られた偏光板原反10aの構成を示す平面図であり、(c)は切断工程で切断される位置を破線で表した偏光板原反10aの平面図である。なお、図2の(a)〜(c)中、白色の四角は全て切欠き部用穴4を表し、白色の丸は全て位置決め用穴5を表している。
(a)穿設工程
図2の(a)に示すように、穿設工程は、保護フィルム原反(長尺の保護フィルム)2aに、位置決め用穴5および切欠き部用穴4を設ける工程である。図2の(a)は、保護フィルム原反2aを、偏光フィルム原反(長尺の偏光フィルム)に貼合される側の面から見ている。
図2の(a)に示すように、穿設工程は、保護フィルム原反(長尺の保護フィルム)2aに、位置決め用穴5および切欠き部用穴4を設ける工程である。図2の(a)は、保護フィルム原反2aを、偏光フィルム原反(長尺の偏光フィルム)に貼合される側の面から見ている。
ここで、上記「切欠き部用穴」とは、図1の(a)に示すチップ状の偏光板10の切欠き部3に相当する穴を指す。また、上記「位置決め用穴」とは、後述する切断工程において、偏光板原反(長尺の偏光板)を切断する際の切断位置を決めるためのガイドとなる穴を指す。
上記「保護フィルム原反」は、保護フィルム、粘着剤層および剥離フィルムから構成される長尺のフィルム積層体であり、保護フィルム原反における偏光フィルム原反(後述する)に貼合される側の面に、粘着剤層(接着剤層であってもよい)を介して剥離可能な剥離フィルムが貼合されてなっている。
上記「保護フィルム」については、上記「1.本発明に係る偏光板」の項で説明したとおりであるのでここでは説明を省略する。
上記「粘着剤層」としては、特に限定されるものではなく、当該技術分野に用いられる公知の粘着剤(或いは接着剤)を塗布することにより構成される。粘着剤層の厚さは適宜設定すればよい。
上記「剥離フィルム」は、保護フィルム原反を偏光フィルム原反に貼合するまでの期間に、粘着剤層に埃等の異物が付着しないように保護するようになっており、保護フィルム原反を偏光フィルム原反に貼合するときに、保護フィルム原反から剥離される。
上記「剥離フィルム」としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリスチレン樹脂、ポリエチレンテレフタレート樹脂等のフィルムを用いることができる。上記剥離フィルムの厚さは、特に限定されないが、概して10μm〜100μmである。
また、保護フィルム原反2aの幅は、概して300mm〜1500mm程度であるが、後述する偏光フィルム原反の幅よりも広くなるように設定されていることが好ましい。これは、製品となるチップ状の偏光板のサイズに基づいて決定すればよく、製品となるチップ状の偏光板の幅に対して、切りシロとして保護フィルム原反2aの幅が1mm〜10mm広くなるように設定されていることが好ましい。上記構成によれば、保護フィルム原反と、偏光フィルム原反とを貼合して得られた偏光板原反からチップ状の偏光板を切り取る際に、余分な部分として切り取られる偏光フィルムの大きさを小さくすることができるので、コストを削減することができる。
また、切欠き部用穴4および位置決め用穴5の数は特に限定されないが、上述したように、位置決め用穴5は、後述する切断工程において、偏光板原反を切断する際の切断位置を決めるためのガイドとして設けられるので、1つの切欠き部用穴4の周囲に少なくとも2つの位置決め用穴5が位置するように当該位置決め用穴を設けることによって、位置決め用穴5の位置によって位置決めしながら、偏光板原反の切断位置を正確に決定することができるため好ましい。
図2の(a)に示した保護フィルム原反2aでは、1つの切欠き部用穴4の周囲に2つの位置決め用穴5が位置するように当該位置決め用穴を設けているが、本発明はこれに限定されず、1つの切欠き部用穴4の周囲に2つ以上の位置決め用穴5が位置するように当該位置決め用穴を設けてもよい。なお、位置決め用穴5は、保護フィルム原反2aの幅方向のなるべく端部に近いところに設けられることが好ましい。具体的には、保護フィルム原反2aの幅方向の端部から位置決め用穴5の端部までの最小の距離が、少なくとも1mm以上となる位置に位置決め用穴5が設けられることが好ましい。保護フィルム原反2aの幅方向の端部から位置決め用穴5までの最小の距離が少なくとも1mm以上あれば、余分な保護フィルムの大きさを小さくしてコストを削減することができる。さらに、後述する切断工程において、例えば、位置決め用穴5に対してセットピンやアーム等を突出させて、偏光板原反の位置を固定しながら偏光板原反を切断する際に、位置決め用穴5の強度が保証される。
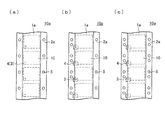
ここで、本発明に係る別の実施の一形態について、図3に基づいて説明する。図3は、本発明に係る製造方法の一例を説明する図であり、(a)〜(c)は、それぞれ、偏光フィルム原反1aに保護フィルム原反2aを貼合して得られた偏光板原反10aを示す平面図である。なお、図3の(a)〜(c)中、白色の四角は全て切欠き部用穴4を表し、白色の丸は全て位置決め用穴5を表している。図3の(a)〜(c)では、それぞれ、偏光板原反10aを、偏光フィルム原反1a側の面から見ており、破線で表した部分が切断されて、チップ状の偏光板が切り出される。
本発明に係る製造方法では、図2に示した以外に、図3の(a)〜(c)に示したような位置に、位置決め用穴5および切欠き部用穴4を設けることができる。特に、図3の配置であれば、1つの切欠き部用穴4を設ければ、チップ状の偏光板2枚分の切欠き部を一度に作製することができる。
また、本発明に係る製造方法では、図2の(a)〜(c)、図3の(a)〜(c)に示したように、穿設工程では、後述する切断工程によって得られるチップ状の偏光板10(図1(a)を参照)の保護フィルム2における切欠き部3から偏光フィルムの角部または一部の周縁部が露出するように、位置決め用穴5に対して、切欠き部用穴4を設けることが好ましい。
また、本発明に係る製造方法では、図2の(a)〜(c)、図3の(a)〜(c)に示したように、穿設工程では、後述する切断工程によって得られるチップ状の偏光板10(図1(a)を参照)の保護フィルム2に設けられる切欠き部3の大きさが1mm2 〜5mm2 となるように、位置決め用穴5に対して、切欠き部用穴4を設けることが好ましい。つまり、チップ状の偏光板10の保護フィルム2における切欠き部3の大きさは、上記範囲となる限り、保護フィルム原反2aに設ける切欠き部用穴4の大きさは、特に限定されない。
具体的には、例えば、図2の(a)〜(c)、図3の(b)および(c)に示したように、チップ状の偏光板10の保護フィルム2における切欠き部3の大きさよりも大きい穴を切欠き部用穴4として設けてもよく、図3の(a)に示したように、チップ状の偏光板10の保護フィルム2における切欠き部3の大きさと同じ大きさの穴を切欠き部用穴4として設けてもよい。
また、図2の(a)〜(c)、図3の(a)〜(c)に示した保護フィルム原反2aでは、位置決め用穴5の大きさは、切欠き部用穴4よりも小さく設けられ、且つ位置決め用穴5の形も丸型であるが、位置決め用穴5が切断工程におけるガイドとなり得る限り、位置決め用穴5の大きさおよび形は特に限定されない。
また、本発明に係る製造方法では、図3の(b)および(c)に示したように、穿設工程では、1つの切欠き部用穴4の周囲に3つの位置決め用穴5が位置するように当該位置決め用穴を設けてもよく、1つの切欠き部用穴4の周囲に4つの位置決め用穴5が位置するように当該位置決め用穴を設けてもよい。当然のことながら、位置決め用穴5を設ける位置は、図3に示した場所に限定されるものではない。
なお、穿設工程では、保護フィルム原反2aの剥離フィルムを切断しないで、保護フィルムおよび粘着剤層のみを切断して(ハーフカットして)切欠き部用穴4および位置決め用穴5を設けてもよく、保護フィルム、粘着剤層および剥離フィルムの全てを切断して切欠き部用穴4および位置決め用穴5を設けてもよい。
(b)貼合工程
図2の(b)に示すように、貼合工程は、上記穿設工程後の保護フィルム原反2aと長尺の偏光フィルム(偏光フィルム原反)1aとを貼合し、長尺の偏光板(偏光板原反)10aを得る工程である。図2の(b)では、偏光板原反10aを、偏光フィルム原反1a側の面から見ている。
図2の(b)に示すように、貼合工程は、上記穿設工程後の保護フィルム原反2aと長尺の偏光フィルム(偏光フィルム原反)1aとを貼合し、長尺の偏光板(偏光板原反)10aを得る工程である。図2の(b)では、偏光板原反10aを、偏光フィルム原反1a側の面から見ている。
ここで、上記「偏光フィルム原反」は、偏光フィルム、粘着剤層および剥離フィルムから構成されるフィルム積層体であり、偏光フィルム原反における保護フィルム原反が貼合されない側の面に、粘着剤層(接着剤層であってもよい)を介して剥離可能な剥離フィルム(図示しない)が貼合されてなっている。
上記「粘着剤層」は、偏光フィルムに剥離フィルムを貼合すると共に、偏光フィルムを液晶パネル等に貼着するために形成されている。
上記「剥離フィルム」は、偏光板を液晶パネル等に貼着するまで、偏光フィルムの表面(液晶パネルに貼着される側の面)に傷が入らないように保護するようになっており、偏光フィルムを液晶パネル等に貼着するときに偏光フィルムから剥離される。
上記「偏光フィルム」については、上記「1.本発明に係る偏光板」の項で説明したとおりであるのでここでは説明を省略する。また、上記「粘着剤層」および上記「剥離フィルム」については、上記「(a)穿設工程」の項で説明したとおりであるのでここでは説明を省略する。
また、偏光フィルム原反における保護フィルム原反が貼合される側の面は、導電性を有していることが好ましい。上記構成によれば、偏光フィルムの帯電防止処理が施された面が、切欠き部において露出するので、偏光板にアースを取り付けた場合に、偏光板における静電気の帯電を効率よく防ぐことができる。
なお、偏光フィルム原反1aにおいては、一方の面に剥離フィルムが貼合されているものの、他方の面には剥離フィルムが貼合されていない。しかし、偏光フィルム原反1aはロール状に巻き取られているので、剥離フィルムが貼合されていない側の偏光フィルムの表面は、重ね合わされた上記剥離フィルムによって覆われており、傷が入るおそれはない。
また、偏光フィルム原反1aの幅は、特に限定されないが、概して300mm〜1500mm程度である。
保護フィルム原反2aの剥離フィルムは、保護フィルム原反2aを偏光フィルム原反1aに貼合する際に剥離されるものであるが、本発明に係る製造方法では、貼合工程において、保護フィルム原反2aにおける偏光フィルム原反1aと貼合される領域の剥離フィルム(図示しない)を剥離しながら、保護フィルム原反2aと偏光フィルム原反1aとを貼合することが好ましい。
ここで、上記「保護フィルム原反2aにおける偏光フィルム原反1aと貼合される領域」とは、例えば、図2の(b)において、保護フィルム原反2aと偏光フィルム原反1aとが重なっている領域を指す。上記構成によれば、保護フィルム原反2aにおける偏光フィルム原反1aと貼合される領域の剥離フィルムのみを剥離するので、保護フィルム原反2aの粘着剤層を、偏光フィルム原反1aとの貼合に必要な分だけ露出させることができる。それゆえ、切断工程で切断された余分な保護フィルム原反2aが製造ラインに付着することを防ぐことができる。例えば、保護フィルム原反2aにおける偏光フィルム原反1aと貼合される領域の幅に一致する位置で保護フィルム原反2aの剥離フィルムのみをハーフカットすることによって、保護フィルム原反2aにおける偏光フィルム原反1aと貼合される領域の剥離フィルムのみを剥離することができる。
(c)切断工程
図2の(c)に示すように、切断工程は、上記貼合工程後の偏光板原反10aを、位置決め用穴5によって位置決めしながら切断し、チップ状の偏光板10を得る工程である。図2の(c)において、切断工程において偏光板原反10aの破線で表した部分が切断されて、チップ状の偏光板10が切り出される。図2の(c)は、偏光板原反10aを、偏光フィルム原反1a側の面から見ている。
図2の(c)に示すように、切断工程は、上記貼合工程後の偏光板原反10aを、位置決め用穴5によって位置決めしながら切断し、チップ状の偏光板10を得る工程である。図2の(c)において、切断工程において偏光板原反10aの破線で表した部分が切断されて、チップ状の偏光板10が切り出される。図2の(c)は、偏光板原反10aを、偏光フィルム原反1a側の面から見ている。
ここで、上記「位置決め用穴によって位置決めしながら切断」とは、保護フィルム原反に設けた位置決め用穴の位置をガイドとして、偏光板原反を切断する位置を決定したうえで偏光板原反を切断することを意味している。具体的には、例えば、切断手段として刃物を有するプレスを用いる場合(後述する製造装置において詳細に説明する)は、当該プレスに位置決め用穴に入るセットピンを設けることで、位置決め用穴の位置によって位置決めしながら偏光板原反を切断する位置を決定することができる。また、切断手段としてレーザカッターを用いる場合は、例えば、(i)位置決め用穴に対して偏光板原反を固定するアームが突出し、偏光板原反の位置を固定し、(ii)レーザーヘッドから固定されたフィルム位置にあわせてレーザー光を射出し、偏光板原反を所望の大きさに切断することで、位置決め用穴の位置によって位置決めしながら偏光板原反を切断する位置を決定することができる。
切断工程では、位置決め用穴5によって位置決めしながら、偏光板原反10aを所定の大きさの切欠き部を有する所定の大きさのチップ状の偏光板に切り出すことができる限り、切断方法は特に限定されない。切断手段としては、例えば、刃物、レーザカッター等の公知のカッターが好適に用いられる。
また、偏光板原反10aの偏光フィルム側に設けられた剥離フィルムを切断しないで、偏光板(保護フィルム+偏光フィルム)および粘着剤層のみを切断して(ハーフカットして)もよいし、偏光板(保護フィルム+偏光フィルム)、粘着剤層および剥離フィルムの全てを切断してもよい。
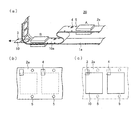
ここで、本発明の実施の一形態について、図4に基づいて説明する。本発明に係る製造方法の一例を説明する図であり、(a)は製造装置20の概略の構成を示す斜視図であり、(b)は保護フィルム搬送装置30の穿設ユニットAにおける保護フィルム2aの状態を示す図であり、(c)は偏光フィルム搬送装置40の切断ユニットBにおける偏光板10の状態を示す図である。図4中、矢印は、偏光フィルム原反、保護フィルム原反、および偏光板の搬送方向を表し、保護フィルム原反2aまたは偏光板原反10aに設けられた白色の四角は全て切欠き部用穴4を表し、白色の丸は全て位置決め用穴5を表し、チップ状の偏光板10に設けられた黒色の四角は全て切欠き部3を表している。図4の(b)は、保護フィルム原反2aを、偏光フィルム原反1a(長尺の偏光フィルム)に貼合される側の面の裏面から見ている。また、図4の(c)は、偏光板10を、保護フィルム2側の面の裏面から見ている。
図4の(a)に示すように、本実施の形態に係る偏光板の製造装置20は、保護フィルム搬送装置30および偏光フィルム搬送装置40を備え、偏光フィルム原反1aに、保護フィルム原反2aを貼合して、偏光板原反10aを製造し、その後、偏光板原反10aを所望の大きさに切断することによって、保護フィルムに、偏光フィルムの一部が露出する切欠き部3が設けられているチップ状の偏光板10を連続的に製造する、いわゆるRoll to Roll方式を採用した偏光板の製造装置である。製造装置20は、上段部分に保護フィルム搬送装置30、下段部分に偏光フィルム搬送装置40を備えた二段構造となっている。これにより、製造装置20の省スペース化を図ることができる。
上記構成の製造装置20を用いた偏光板10の製造方法について説明すると、まず、保護フィルム搬送装置30は、上記搬送ローラーを駆動することによって、保護フィルム原反2aを穿設ユニットAに搬送し、穿設ユニットAにおいて保護フィルム原反2aに位置決め用穴および切欠き部用穴を設けると共に、位置決め用穴5および切欠き部用穴4を設けた保護フィルム原反2aから剥離フィルムを剥離しながら、偏光フィルム搬送装置40の貼合部に保護フィルム原反2aを搬送し、不要となった長尺の剥離フィルムを上記巻取部に巻き取る。保護フィルム原反2aと剥離フィルムとの間に形成されている粘着剤層は、剥離フィルムが剥離された後は保護フィルム原反2aに残存する(穿設工程)。
次に、偏光フィルム搬送装置40は、上記搬送ローラーを駆動することによって、偏光フィルム原反1aを搬送すると共に、貼合部によって、保護フィルム搬送装置30によって巻き出された保護フィルム原反2aを偏光フィルム原反1aに貼合する(貼合工程)。
そして、上記搬送ローラーを駆動することによって、偏光フィルム原反1aと保護フィルム原反2aとを貼合して得られた偏光板原反10aを切断ユニットBに搬送すると共に、切断ユニットBにおいて、偏光板原反10aを、所定の大きさになるように切断することにより、本実施の形態に係る偏光板10が製造される(切断工程)。
以下に、保護フィルム搬送装置30および偏光フィルム搬送装置40の構成についてそれぞれ説明する。
(i)保護フィルム搬送装置30
図4の(a)に示すように、保護フィルム搬送装置30は、巻出部(図示しない)、巻取部(図示しない)、穿設ユニットA、および複数の搬送ローラー(図示しない)を備えている。上記巻出部には保護フィルム原反2aが設置されており、保護フィルム原反2aを巻き出すようになっている。上記巻取部は保護フィルム原反2aから剥離された長尺の剥離フィルム(図示しない)を巻き取るようになっている。
図4の(a)に示すように、保護フィルム搬送装置30は、巻出部(図示しない)、巻取部(図示しない)、穿設ユニットA、および複数の搬送ローラー(図示しない)を備えている。上記巻出部には保護フィルム原反2aが設置されており、保護フィルム原反2aを巻き出すようになっている。上記巻取部は保護フィルム原反2aから剥離された長尺の剥離フィルム(図示しない)を巻き取るようになっている。
上記複数の搬送ローラーは、保護フィルム原反2aに一定の張力を掛けて保護フィルム原反2aを搬送することができるように設けられている。
穿設ユニットAは、保護フィルム原反2aに切欠き部用穴4および位置決め用穴5を設ける機能を有している。
図4の(b)は、穿設ユニットAにおいて、切欠き部用穴4および位置決め用穴5が設けられた保護フィルム原反2aの一例を示す図である。図4の(b)において、白色の四角は全て切欠き部用穴4を表し、白色の丸は全て位置決め用穴5を表し、破線は、図4の(a)に示した偏光フィルム搬送装置40の切断ユニットBによって切断される位置を示している。
穿設ユニットAは、保護フィルム原反2aの所定の位置に、所定の数および大きさ(面積)の切欠き部用穴4および位置決め用穴5を設けることができればその構成は特に限定されない。このため、図4の(a)では、穿設ユニットAとして、切欠き部用穴および位置決め用穴を設けるための刃を備えたプレスを用いているが、レーザカッター、刃物等の公知のカッターが好適に用いられる。
なお、保護フィルム搬送装置30は、保護フィルム原反2aの残量が少なくなったときに新しい保護フィルム原反に短時間で切り換えることができるように、巻出部および巻取部等を二つずつ備えていてもよい。
(ii)偏光フィルム搬送装置40
図4の(a)に示すように、偏光フィルム搬送装置40は、巻出部(図示しない)、貼合部(図示しない)、切断ユニットB、および複数の搬送ローラー(図示しない)を備えている。上記「巻出部」には偏光フィルム原反1aが設置されており、偏光フィルム原反1aを巻き出すようになっている。偏光フィルム原反1aは、その搬送方向に偏光フィルム1の吸収軸の方向が位置するように上記巻出部に巻き取られている。
図4の(a)に示すように、偏光フィルム搬送装置40は、巻出部(図示しない)、貼合部(図示しない)、切断ユニットB、および複数の搬送ローラー(図示しない)を備えている。上記「巻出部」には偏光フィルム原反1aが設置されており、偏光フィルム原反1aを巻き出すようになっている。偏光フィルム原反1aは、その搬送方向に偏光フィルム1の吸収軸の方向が位置するように上記巻出部に巻き取られている。
上記複数の搬送ローラーは、偏光フィルム原反1aまたは偏光板原反10aに一定の張力を掛けて搬送することができるように設けられている。
上記「貼合部」は、ニップ部を形成する一対のニップロールからなっており、偏光フィルム原反1aの表面に粘着剤層を介して保護フィルム原反2aを貼合する機能を有している。
上記一対のニップロールとしては、圧着ロール、加圧ロール等の公知のニップロールが好適に用いられる。また、一対のニップロールは、必要に応じてニップ部の圧力(ニップ圧)を適宜調節することができるようになっている。
上記「貼合部」において、偏光フィルム原反1aに保護フィルム原反2aが貼合されることにより、偏光板原反10aが形成されることになる。
切断ユニットBは、偏光板原反10aを、チップ状の偏光板10に切断する機能を有している。図4の(c)は、切断ユニットBにおいて、偏光板原反10aを、チップ状の偏光板10に切断した一例を示す図である。図4の(c)において、破線は、切り取られた余分な偏光板原反を表し、破線で表した四角は偏光板原反における切り欠き部用穴の位置を表し、破線で表した丸は偏光板原反における位置決め用穴の位置を表している。
切断ユニットBは、所定の位置に所定の大きさ(面積)の切欠き部3を有するチップ状の偏光板10となるように、偏光板原反10aを所定の位置で切断することができればその構成は特に限定されない。図4の(a)では、切断ユニットBとして、位置決め用穴に入るセットピンを有し、偏光板原反10aを切断するための刃を備えたプレスを用いているが、レーザカッター、刃物等の公知のカッターが好適に用いられる。偏光板原反10aを切断する位置は、偏光板原反10aの保護フィルムに予め設けた位置決め用穴によって位置決めしながら決定することができる。
なお、偏光フィルム搬送装置40は、偏光フィルム原反1aの残量が少なくなったときに新しい偏光フィルム原反に短時間で切り換えることができるように、巻出部を二つ備えていてもよい。
また、図4(a)に示す、製造装置20には、図示しないが、上記各搬送機構の動作を制御する制御部が設けられている。即ち、上記「制御部」は、保護フィルム搬送装置30における巻出部および巻取部間の保護フィルム原反2aの搬送速度、偏光フィルム搬送装置40における偏光フィルム原反1aの搬送速度、穿設ユニットAによる保護フィルム原反2aの切断のタイミング(保護フィルム原反2aにおける位置決め用穴および切欠き部用穴の設定)、貼合部による偏光フィルム原反1aに対する保護フィルム原反2aの貼合のタイミング(偏光フィルム原反1aに対する保護フィルム原反2aの位置合わせ)、並びに、ニップロールの圧力(ニップ圧)調節および温度調節等の各種製造条件を、制御するようになっている。そして、制御部が具体的にどのような制御を行うかについては、オペレーター等の使用者によって予め入力(指示)されるようになっている。
〔3.本発明に係る液晶表示装置〕
本発明に係る液晶表示装置は、本発明に係る偏光板または本発明に係る製造方法によって製造された偏光板を、液晶パネルに貼着してなる構成である。
本発明に係る液晶表示装置は、本発明に係る偏光板または本発明に係る製造方法によって製造された偏光板を、液晶パネルに貼着してなる構成である。
本発明に係る偏光板およびその製造方法については、上記「1.本発明に係る偏光板」および上記「2.本発明に係る偏光板の製造方法」で説明したとおりであるので、説明を省略する。
上記「液晶パネル」としては、公知の液晶パネルが好適に用いられる。具体的には、液晶パネルとしては、一対のガラス基板等の基板と液晶層とからなり、基板と液晶層との間に配向膜が配されてなる公知の液晶パネルが挙げられ、例えば、横電界式液晶セル等が挙げられる。
本発明に係る偏光板は、偏光フィルムにおける保護フィルムに貼合されていない側の面(偏光板の偏光フィルムに位相差フィルムがさらに貼合されている場合は、位相差フィルムの偏光フィルムに貼合されていない面)に粘着剤層が設けられているので、かかる偏光板と液晶パネルとを、上記粘着剤層を介して貼着することによって、本発明に係る液晶表示装置を製造することができる。
本発明の実施の一形態として、例えば、上記「2.本発明に係る偏光板の製造方法」の項で説明した、偏光板の製造装置20(図4の(a)を参照)の下流に、偏光板と液晶パネルとを貼着する機能を備えた、液晶表示装置の製造装置を設け、長尺の偏光板を切断しながら液晶パネルに貼着し、液晶表示装置を製造することも可能である。かかる構成であれば、本発明に係る偏光板の製造と、かかる偏光板を備えた液晶表示装置の製造とを連続して行うことができる。
なお、上記「1.本発明に係る偏光板」の項で説明したとおり、本発明に係る偏光板は、偏光フィルムにおける保護フィルムが貼合されていない側の面に位相差フィルムがさらに貼合されていてもよい。この場合、位相差フィルムが貼合された偏光板を製造する方法としては、上述した製造方法の説明において、「偏光フィルム」を「偏光フィルム+位相差フィルム」と読み替えることができる。
上述したように、本発明に係る偏光板は、偏光フィルムに保護フィルムを貼合してなる偏光板であって、上記保護フィルムに、偏光フィルムの一部が露出する切欠き部が設けられている構成である。また、本発明に係る製造方法によれば、かかる構成の偏光板をroll to rollの製造工程によって、連続的に製造することができる。本発明に係る偏光板は、切欠き部の部分のみ、既に偏光フィルムが露出している。このため、偏光フィルムにアース等の加工を施す場合は、上記切欠き部の露出した偏光フィルム面を利用すればよく、保護フィルムを偏光フィルムから剥離する必要がない。このため、本発明に係る偏光板を液晶パネルに貼着してなる液晶表示装置は、液晶表示装置がモジュール化され、さらに各種組み立て工程を経て最終製品に至るまでの製造工程において偏光フィルムに保護フィルムを貼合した状態を維持することができるので、偏光フィルムに傷が入るおそれがない。それゆえ、本発明に係る偏光板を用いれば、液晶表示装置の生産性や歩留りを増加させることができる。
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
本発明に係る偏光板は、偏光フィルムに保護フィルムを貼合してなる偏光板であって、上記保護フィルムに、偏光フィルムの一部が露出する切欠き部が設けられている構成である。このため、偏光フィルムにアース等の加工を施す場合は、上記切欠き部の露出した偏光フィルム面を利用すればよく、保護フィルムを偏光フィルムから剥離する必要がないので、液晶表示装置の製造工程において、偏光フィルムに傷が入るおそれがない。このため、それゆえ、本発明に係る偏光板を用いれば、液晶表示装置の生産性や歩留りを増加(不良率を減少)させることができる。従って、本発明は、ノート型パーソナルコンピュータや携帯電話等のモバイル機器等、偏光板を利用する各種産業において広範に利用され得る。
1 偏光フィルム
1a 偏光フィルム原反(長尺の偏光フィルム)
2 保護フィルム
2a 保護フィルム原反(長尺の保護フィルム)
3 切欠き部
4 切欠き部用穴
5 位置決め用穴
10 偏光板(チップ状の偏光板)
10a 偏光板原反(長尺の偏光板)
20 製造装置
30 保護フィルム搬送装置
40 偏光フィルム搬送装置
A 穿設ユニット
B 切断ユニット
1a 偏光フィルム原反(長尺の偏光フィルム)
2 保護フィルム
2a 保護フィルム原反(長尺の保護フィルム)
3 切欠き部
4 切欠き部用穴
5 位置決め用穴
10 偏光板(チップ状の偏光板)
10a 偏光板原反(長尺の偏光板)
20 製造装置
30 保護フィルム搬送装置
40 偏光フィルム搬送装置
A 穿設ユニット
B 切断ユニット
Claims (12)
- 偏光フィルムに保護フィルムを貼合してなる偏光板であって、
上記保護フィルムに、偏光フィルムの一部が露出する切欠き部が設けられていることを特徴とする偏光板。 - 上記切欠き部は、偏光フィルムの角部または一部の周縁部が露出するように設けられていることを特徴とする、請求項1に記載の偏光板。
- 上記切欠き部の大きさは、1mm2 〜5mm2 であることを特徴とする、請求項1または2に記載の偏光板。
- 上記偏光フィルムにおける上記保護フィルムが貼合される側の面は、導電性を有していることを特徴とする、請求項1〜3の何れか1項に記載の偏光板。
- 請求項1〜4の何れか1項に記載の偏光板を製造する方法であって、
長尺の保護フィルムに、少なくとも1つの切欠き部用穴と少なくとも1つの位置決め用穴とを設ける穿設工程と、
上記穿設工程後の上記長尺の保護フィルムと長尺の偏光フィルムとを貼合し、長尺の偏光板を得る貼合工程と、
上記貼合工程後の上記長尺の偏光板を、上記位置決め用穴によって位置決めしながら切断し、チップ状の偏光板を得る切断工程とを包含していることを特徴とする製造方法。 - 上記穿設工程では、1つの切欠き部用穴の周囲に少なくとも2つの位置決め用穴が位置するように当該位置決め用穴を設けることを特徴とする、請求項5に記載の製造方法。
- 上記穿設工程では、上記チップ状の偏光板の保護フィルムに設けられる切欠き部の大きさが1mm2 〜5mm2 となるように、上記切欠き部用穴を設けることを特徴とする、請求項5または6に記載の製造方法。
- 上記穿設工程では、上記チップ状の偏光板の保護フィルムにおける切欠き部から偏光フィルムの角部または一部の周縁部が露出するように、上記切欠き部用穴を設けることを特徴とする、請求項5〜7の何れか1項に記載の製造方法。
- 上記貼合工程では、上記長尺の保護フィルムにおける上記長尺の偏光フィルムと貼合される領域の剥離フィルムを剥離しながら、当該保護フィルムと当該偏光フィルムとを貼合することを特徴とする、請求項5〜8の何れか1項に記載の製造方法。
- 長尺の保護フィルムの幅が長尺の偏光フィルムの幅よりも広いことを特徴とする、請求項5〜9の何れか1項に記載の製造方法。
- 上記偏光フィルムにおける上記保護フィルムが貼合される側の面は、導電性を有していることを特徴とする、請求項5〜10の何れか1項に記載の製造方法。
- 請求項1〜4の何れか1項に記載の偏光板、または請求項5〜11の何れか1項に記載の製造方法によって製造される偏光板を、液晶パネルに貼着してなる液晶表示装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011059658A JP2012194475A (ja) | 2011-03-17 | 2011-03-17 | 偏光板、偏光板の製造方法および液晶表示装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011059658A JP2012194475A (ja) | 2011-03-17 | 2011-03-17 | 偏光板、偏光板の製造方法および液晶表示装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012194475A true JP2012194475A (ja) | 2012-10-11 |
Family
ID=47086408
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011059658A Withdrawn JP2012194475A (ja) | 2011-03-17 | 2011-03-17 | 偏光板、偏光板の製造方法および液晶表示装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012194475A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150009457A1 (en) * | 2013-07-08 | 2015-01-08 | Japan Display Inc. | Liquid crystal display apparatus and method of manufacturing the same |
| JP2016061959A (ja) * | 2014-09-18 | 2016-04-25 | 住友化学株式会社 | 偏光性積層フィルムの製造方法およびプロテクトフィルム付延伸フィルム |
| JP2017068062A (ja) * | 2015-09-30 | 2017-04-06 | 日東電工株式会社 | 偏光板の製造方法 |
| JP2017068063A (ja) * | 2015-09-30 | 2017-04-06 | 日東電工株式会社 | 偏光板の製造方法 |
| JPWO2017026403A1 (ja) * | 2015-08-10 | 2017-08-10 | 住友化学株式会社 | 偏光板、画像表示装置、及び偏光板の製造方法 |
| JP2017211515A (ja) * | 2016-05-26 | 2017-11-30 | 住友化学株式会社 | 偏光板、及び液晶表示装置 |
| JP2018036655A (ja) * | 2017-10-03 | 2018-03-08 | 住友化学株式会社 | 偏光板、及び液晶表示装置 |
| CN109385222A (zh) * | 2017-08-07 | 2019-02-26 | 日东电工株式会社 | 带粘合剂光学薄膜的制造方法 |
-
2011
- 2011-03-17 JP JP2011059658A patent/JP2012194475A/ja not_active Withdrawn
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9323081B2 (en) * | 2013-07-08 | 2016-04-26 | Japan Display Inc. | Liquid crystal display apparatus and method of manufacturing the same |
| US9606396B2 (en) | 2013-07-08 | 2017-03-28 | Japan Display Inc. | Liquid crystal display apparatus and method of manufacturing the same |
| US20150009457A1 (en) * | 2013-07-08 | 2015-01-08 | Japan Display Inc. | Liquid crystal display apparatus and method of manufacturing the same |
| JP2016061959A (ja) * | 2014-09-18 | 2016-04-25 | 住友化学株式会社 | 偏光性積層フィルムの製造方法およびプロテクトフィルム付延伸フィルム |
| CN106687834A (zh) * | 2014-09-18 | 2017-05-17 | 住友化学株式会社 | 偏振性层叠膜的制造方法及带保护膜的拉伸膜 |
| CN107850724A (zh) * | 2015-08-10 | 2018-03-27 | 住友化学株式会社 | 偏振板、图像显示装置及偏振板的制造方法 |
| JPWO2017026403A1 (ja) * | 2015-08-10 | 2017-08-10 | 住友化学株式会社 | 偏光板、画像表示装置、及び偏光板の製造方法 |
| CN107850724B (zh) * | 2015-08-10 | 2019-04-23 | 住友化学株式会社 | 偏振板、图像显示装置及偏振板的制造方法 |
| JP2017068062A (ja) * | 2015-09-30 | 2017-04-06 | 日東電工株式会社 | 偏光板の製造方法 |
| JP2017068063A (ja) * | 2015-09-30 | 2017-04-06 | 日東電工株式会社 | 偏光板の製造方法 |
| JP2017211515A (ja) * | 2016-05-26 | 2017-11-30 | 住友化学株式会社 | 偏光板、及び液晶表示装置 |
| CN107436459A (zh) * | 2016-05-26 | 2017-12-05 | 住友化学株式会社 | 偏振板和液晶显示装置 |
| CN109385222A (zh) * | 2017-08-07 | 2019-02-26 | 日东电工株式会社 | 带粘合剂光学薄膜的制造方法 |
| JP2019032415A (ja) * | 2017-08-07 | 2019-02-28 | 日東電工株式会社 | 粘着剤付き光学フィルムの製造方法 |
| TWI773802B (zh) * | 2017-08-07 | 2022-08-11 | 日商日東電工股份有限公司 | 附黏著劑之光學膜之製造方法 |
| CN109385222B (zh) * | 2017-08-07 | 2022-12-27 | 日东电工株式会社 | 带粘合剂光学薄膜的制造方法 |
| JP2018036655A (ja) * | 2017-10-03 | 2018-03-08 | 住友化学株式会社 | 偏光板、及び液晶表示装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012194475A (ja) | 偏光板、偏光板の製造方法および液晶表示装置 | |
| JP4377964B1 (ja) | 液晶表示素子の連続製造方法及び装置 | |
| TWI393936B (zh) | A manufacturing method of an optical display device, and a reel-type material for the same | |
| CN101823645B (zh) | 光学显示装置的制造系统 | |
| JP4503693B1 (ja) | 連続ウェブ形態の切込線入り光学フィルム積層体の連続ロール並びにその製造方法及び製造装置 | |
| CN102902005B (zh) | 辊状卷料组件、辊状卷料及其制造方法 | |
| CN101559889B (zh) | 辊状卷料组及辊状卷料的制造方法 | |
| JP5945143B2 (ja) | 光学フィルムロールセットおよび光学フィルムロールセットの製造方法。 | |
| JP2011085630A (ja) | 液層表示素子の連続製造方法及び装置 | |
| KR101493475B1 (ko) | 액정표시장치의 제조 방법 | |
| JP2005043384A (ja) | 偏光板貼合方法及び装置 | |
| JP5455615B2 (ja) | 液晶表示装置の製造方法および液晶表示装置の製造装置 | |
| JP6126257B2 (ja) | 光学フィルムロールセットおよび光学フィルムロールセットの製造方法 | |
| JP2013008003A (ja) | 液晶表示素子の製造方法および液晶表示素子の製造システム | |
| JP5905761B2 (ja) | 光学表示パネルの連続製造方法および光学表示パネルの連続製造システム | |
| JP4885304B2 (ja) | 光学表示装置の製造システム | |
| JP2005037418A (ja) | 偏光板貼合方法及び装置 | |
| JP5314618B2 (ja) | 液晶表示装置の製造方法 | |
| CN105474292A (zh) | 光学构件贴合体的制造装置及制造方法 | |
| KR100943404B1 (ko) | 롤 원반 세트 및 롤 원반의 제조 방법 | |
| JP5885868B1 (ja) | パネル部材への連続貼りに用いる光学フィルム積層体 | |
| WO2008026374A1 (fr) | Plaque de polarisation, procédé de fabrication de plaque de polarisation, panneau d'affichage et élément d'affichage | |
| JPWO2013129219A1 (ja) | 光学表示デバイスの生産システム及び光学表示デバイスの生産方法 | |
| JP2014137577A (ja) | 光学表示装置の製造システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140603 |