JP2012196809A - ポリエステル樹脂フィルムの製造方法 - Google Patents
ポリエステル樹脂フィルムの製造方法 Download PDFInfo
- Publication number
- JP2012196809A JP2012196809A JP2011061203A JP2011061203A JP2012196809A JP 2012196809 A JP2012196809 A JP 2012196809A JP 2011061203 A JP2011061203 A JP 2011061203A JP 2011061203 A JP2011061203 A JP 2011061203A JP 2012196809 A JP2012196809 A JP 2012196809A
- Authority
- JP
- Japan
- Prior art keywords
- polyester resin
- resin film
- heat treatment
- general formula
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 0 COc(c(*)c1*)c(*)c(*)c1-c1c(*)c(**)cc(*)c1* Chemical compound COc(c(*)c1*)c(*)c(*)c1-c1c(*)c(**)cc(*)c1* 0.000 description 1
Images




Landscapes
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
【解決手段】一般式1と一般式2のポリエステルを(Tg−20℃)以上(Tg+35℃)以下で縦横に1.15倍以上1.30倍以下で二軸延伸する。熱処理は(Tg−30℃)以上(Tg−10℃)以下で横両端部の熱処理を行う第1の熱処理と、より温度が低くかつ(Tg−50℃)以上(Tg−30℃)以下で、横端部を把持しないで熱処理を行う第2の熱処理工程。
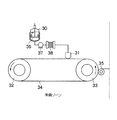
【選択図】図1
Description
一般式(1)で表される構造および一般式(2)で表される構造を含有するポリエステル樹脂を使用した。その結果、(Tg−20℃)以上(Tg+35℃)以下の温度範囲で縦方向および横方向にそれぞれ1.15倍以上1.30倍以下の低い延伸倍率でポリエステル樹脂を二軸延伸することで、分子鎖を二次元に容易に配向制御することができる。分子鎖を二次元に配向制御することにより、ポリエステル樹脂フィルムの線熱膨張係数を小さくできる。また、延伸倍率が小さいので、ポリエステル樹脂に残留する応力は小さくなる。応力を除去するための熱処理(熱緩和)時間を短くできる。
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、下記式(A)を満たす。
(式(A)中、aはポリエステル樹脂における前記一般式(1)で表される構造の含有率(単位:モル%)を表し、bはポリエステル樹脂における前記一般式(2)で表される構造の含有率(単位:モル%)を表し、cはポリエステル樹脂における前記一般式(3)で表される構造の含有率(単位:モル%)を表す。)
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、下記一般式(4)で表される構造を含有する。
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、下記一般式(5)で表される構造を含有する。
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記二軸延伸工程において、10Mpa以上80Mpaの張力で前記ポリエステル樹脂を縦方向および横方向に延伸する。
ポリエステル樹脂は、一般式(1)で表される構造および一般式(2)で表される構造を含有する。
一般式(1)で表される構造と一般式(2)で表される構造とを含有するので、小さい延伸倍率の二軸延伸で分子鎖を配向制御できる。その結果、ポリエステル樹脂の線熱膨張係数を小さくできる。
(一般式(1)で表される構造)
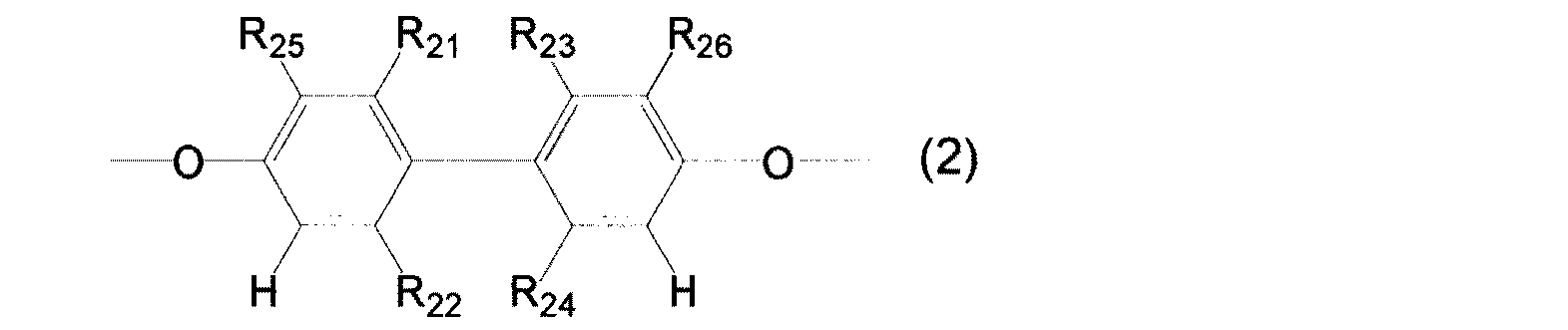
本実施形態のポリエステル樹脂フィルムは、一般式(2)で表される構造を含有する。
前記R21〜R26が表す置換基の好ましい例としては、前記一般式(1)における前記R15〜R18で表される置換基の好ましい例と同様のものを挙げることができる。
本実施形態の樹脂は、芳香族ジオール由来の構造として、前記一般式(1)で表される構造および前記一般式(2)で表される構造などのビフェノール由来の構造の他に、その他の芳香族ジオール由来の構造を有していてもよい。
(一般式(4)で表される構造)
本実施形態のポリエステル樹脂は、芳香族ジオールと、2価カルボン酸がエステル結合により連結していることが好ましい。前記2価カルボン酸としては特に制限はないが、本発明の樹脂は少なくとも下記一般式(4)で表される構造を含有することが、線熱膨張係数を低下させる観点から好ましい。
前記R41で表される好ましい置換基の範囲は、上記R11〜R18で表される好ましい置換基と同様である。
本実施形態のポリエステル樹脂は、下記一般式(5)で表される構造を含有することが、Tgを高める方向に微調整し、より溶融製膜性を良好にする観点から好ましい。
また、一般式(5)中のR51およびR52が表す好ましい置換基としては、アルキル基(炭素数1〜10が好ましく、例えば、メチル基、エチル基、イソプロピル基、tert−ブチル基など)、ハロゲン原子(例えば、塩素原子、臭素原子、ヨウ素原子など)、アリール基(炭素数6〜20が好ましく、例えば、フェニル基、ビフェニル基、ナフチル基など)、アルコキシ基(炭素数1〜10が好ましく、例えば、メトキシ基、エトキシ基、イソプロポキシ基など)、アシル基(炭素数2〜10が好ましく、例えば、アセチル基、プロピオニル基、ブチリル基など)、アシルアミノ基(炭素数1〜10が好ましく、例えば、ホルミルアミノ基、アセチルアミノ基など)、ニトロ基、シアノ基などが挙げられる。より好ましくはアルキル基、ハロゲン原子、アリール基、アルコキシ基、ニトロ基であり、特に好ましくは、アルキル基、ハロゲン原子である。
本実施形態のポリエステル樹脂は、一般式(6)で表される構造を含有することが好ましい。
前記R61〜R64で表される好ましい置換基は、上記R11〜R18で表される好ましい置換基と同様である。前記R61〜R64は水素原子であることが好ましい。
本実施形態のポリエステル樹脂は、芳香族ジオールまたは2価カルボン酸由来の構造として、本発明の趣旨に反しない限りにおいて前記一般式(1)〜前記一般式(6)で表される構造以外の構造を有していてもよい。なお、本明細書中、前記芳香族ジオール由来の構造とは、例えば前記一般式(1)で表される構造、前記一般式(2)で表される構造、前記一般式(3)で表される構造などを含む。本明細書中、前記ジカルボン酸由来の構造とは、例えば前記一般式(4)で表される構造、前記一般式(5)で表される構造および前記一般式(6)で表される構造などを含む。
本実施形態のポリエステル樹脂は、芳香族ジオール成分が下記式(A)を満たすことが、線熱膨張係数を下げる観点から好ましい。
(式(A)中、aはポリエステル樹脂における前記一般式(1)で表される構造の含有率(単位:モル%)を表し、bはポリエステル樹脂における前記一般式(2)で表される構造の含有率(単位:モル%)を表し、cはポリエステル樹脂における前記一般式(3)で表される構造の含有率(単位:モル%)を表す。)
特に前記Xがジメチル置換の炭素原子である場合には、(a+b)/(a+b+c)≧0.2とすることで線熱膨張係数を低くすることができる傾向にあり、好ましい。(a+b)/(a+b+c)の下限値は0.4以上であることがより好ましく、0.5以上であることが特に好ましい。
(式(B)中、Aはポリエステル樹脂中に含まれる全ての芳香族ジオール由来の構造に対する前記一般式(1)で表される芳香族ジオール由来の構造の含有率(単位:モル%)を表し、Bはポリエステル樹脂中に含まれる全ての芳香族ジオール由来の構造に対する前記一般式(2)で表される芳香族ジオール由来の構造の含有率(単位:モル%)を表し、Dはポリエステル樹脂中に含まれる全てのジカルボン酸由来の構造に対する前記一般式(4)で表されるジカルボン酸由来の構造の含有率(単位:モル%)を表し、Eはポリエステル樹脂中に含まれる全てのジカルボン酸由来の構造に対する前記一般式(5)で表されるジカルボン酸由来の構造のうち2位と6位に連結位置を持つものの含有率(単位:モル%)を表す。)
以下、前記式(B)の左辺、すなわちA+B+0.5×D+0.50×Eの値を直線成分量とも言う。
本実施形態の樹脂は、一般にモノマーとしてビフェノール誘導体、ジカルボン酸および/またはその誘導体を用いて合成することができる。また、好ましくは、ビスフェノール誘導体などを用いて共重合体として合成してもよい。
以下に本発明のポリエステル樹脂の具体例を示すが、本発明で用いることができるポリエステル樹脂はこれらに限定されるものではない。なお、P−1〜P−9中、カッコ右下の数字はポリエステル樹脂中の各構造のモル%を表す。
本実施の形態のポリエステル樹脂は共重合体である。その重合形式はランダム十号であっても、ブロック共重合であっても、その他の重合形式であってもよい。
本実施の形態のポリエステル樹脂は塩化メチレン、クロロホルム、テトラヒドロフラン等の溶媒に可溶であることが好ましい。特に、沸点の低い塩化メチレンに溶解することが好ましい。
図1は、ポリエステル樹脂フィルムの製造ラインの一例を示している。図1に示すように製造ライン10は主として、延伸前のポリエステル樹脂を準備する準備ゾーンと、ポリエステル樹脂を二軸に延伸する延伸ゾーンと、二軸延伸されたポリエステル樹脂に熱処理を行う熱処理ゾーンと、ポリエステル樹脂フィルムを巻き取る巻き取りゾーンとで構成される。
溶融製膜法または溶液流延法を用いてポリエステル樹脂が準備される。図1の準備ゾーンは、溶融製膜法によるポリエステル樹脂の準備を示す。
製造ライン10の延伸ゾーンには、縦延伸装置50と横延伸装置60とが、フィルムの搬送方向の上流側から下流側に向けて、この順で配置される。縦延伸装置50は二つのニップロール52、54を備える。下流側のニップロール54は、上流側のニップロール52よりも早い搬送速度でポリエステル樹脂を搬送する。これによって、ポリエステル樹脂が縦方向に延伸される。
製造ライン10の熱処理ゾーンに、熱処理装置90が配置される。熱処理装置90は、第1の熱処理領域92と第2の熱処理領域94とを少なくとも含んでいる。第1の熱処理領域92では、(Tg−30℃)以上(Tg−10℃)以下の温度範囲でポリエステル樹脂の横方向の両端部を一定間隔で把持しながら、ポリエステル樹脂に熱処理を施す。
熱処理が施されたポリエステル樹脂フィルムが、巻き取り機200によりフィルムロールに巻き取られる。
二軸延伸により分子鎖を配向することにより、ポリエステル樹脂フィルムの線熱膨張係数を30ppm/K以下とすることが可能となる。ポリエステル樹脂フィルムの線熱膨張係数は20ppm/K以下であることが好ましい。ポリエステル樹脂フィルムの線熱膨張係数を30ppm/K以下である場合、フィルム上に無機薄膜を積層した場合、加熱時に膨張率の差によるクラックの発生、フィルムのソリを制御することができる。
本実施形態のポリエステル樹脂フィルムの表面には、用途に応じて他の層を形成してもよい。また他の部品との密着性を高める目的で、フィルム表面上にケン化、コロナ処理、火炎処理、グロー放電処理等の処理を行ってもよい。さらに、フィルム表面にアンカー層を設けてもよい。
本実施形態のポリエステル樹脂フィルムは、ガス透過性を抑制するために、少なくとも片面にガスバリア層を積層することもできる。好ましいガスバリア層としては、例えば、珪素、アルミニウム、マグネシウム、亜鉛、ジルコニウム、チタン、イットリウムおよびタンタルからなる群から選ばれる1種または2種以上の金属を主成分とする金属酸化物、珪素、アルミニウム、ホウ素の金属窒化物またはこれらの混合物で形成された膜を挙げることができる。この中でも、ガスバリア性、透明性、表面平滑性、屈曲性、膜応力、コスト等の点から珪素原子数に対する酸素原子数の割合が1.5〜2.0の珪素酸化物を主成分とする金属酸化物で形成された膜が良好である。これら無機化合物からなるガスバリア層は、例えば、スパッタリング法、真空蒸着法、イオンプレーティング法、プラズマCVD法、Cat−CVD法等の気相中より材料を堆積させて膜形成する気相堆積法により作製できる。中でも、特に優れたガスバリア性が得られるスパッタリング法およびCat−CVD法が好ましい。またガスバリア層を設けている間に50〜250℃に昇温してもよい。
本発明のフィルムの少なくとも片面側には、透明導電層を積層してもよい。透明導電層としては、公知の金属膜、金属酸化物膜等を適用できる。中でも、透明性、導電性、機械的特性に優れた金属酸化物膜を透明導電層とすることが好ましい。金属酸化物膜は、例えば、不純物としてスズ、テルル、カドミウム、モリブテン、タングステン、フッ素、亜鉛、ゲルマニウム等を添加した酸化インジウム、酸化カドミウムまたは酸化スズの金属酸化物膜;不純物としてアルミニウムを添加した酸化亜鉛、酸化チタン等の金属酸化物膜が挙げられる。中でも酸化スズから主としてなり、酸化亜鉛を2〜15質量%含有した酸化インジウムの薄膜が、透明性、導電性が優れており、好ましく用いられる。
以上説明した本実施形態のポリエステル樹脂フィルムは、画像表示装置に用いることができる。ここで、画像表示装置の種類は特に限定されず、従来知られているものを挙げることができる。また、本実施形態のポリエステル樹脂フィルムを基板として用いて表示品質に優れたフラットパネルディスプレイを作製することができる。前記フラットパネルディスプレイとしては液晶表示装置、プラズマディスプレイ、有機エレクトロルミネッセンス(EL)、無機エレクトロルミネッセンス、蛍光表示管、発光ダイオード、電界放出型などが挙げられ、これら以外にも従来ガラス基板が用いられてきたディスプレイ方式のガラス基板に代わる基板として用いることができる。さらに、本実施形態のポリエステル樹脂フィルムは、フラットパネルディスプレイ以外にも太陽電池、タッチパネルなどの用途にも応用が可能である。タッチパネルは、例えば、特開平5−127822号公報、特開2002−48913号公報等に記載のものに応用することができる。
(予稿集)28(1997)845)、SID99, Digest of tech. Papers(予稿集)30(1999)206)、特開平11−258605号公報、SURVAIVAL(月刊ディスプレイ、第6巻、第3号(1999)14)、PVA(Asia Display 98,Proc.of the−18th−Inter. Display res.Conf.(予稿集)(1998)383)、Para−A(LCD/PDP International99)、DDVA(SID98, Digest of tech. Papers(予稿集)29(1998)838)、EOC(SID98,Digest of tech. Papers(予稿集)29(1998)319)、PSHA(SID98, Digestof tech. Papers(予稿集)29(1998)1081)、RFFMH(AsiaDisplay 98, Proc.of the−18th−Inter. Displayres.Conf. (予稿集)(1998)375)、HMD(SID98, Digest of tech. Papers (予稿集)29(1998)702)、特開平10−123478号公報、国際公開第98/48320号パンフレット、特許第3022477号公報、および国際公開第00/65384号パンフレット等に記載されている。
以下、実施例を挙げ、本発明をより詳細に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
攪拌装置を備えた合成タンクに、3,3’,5,5’−テトラメチル−4,4'−ビスヒドロキシビフェニル 1.056t、3,3’−ジメチル−4,4'−ビスヒドロキシビフェニル 0.468t、ビスフェノールA 0.996t、ハイドロサルファイトナトリウム36Kg、テトラ−n−ブチルアンモニウムクロライド160Kg、塩化メチレン39m3、および水45m3を添加し、窒素気流下攪拌し溶解した。該溶液中に、テレフタル酸クロライド 1.78t、2,6−ナフタレンジカルボン酸クロライド 0.536tを塩化メチレン18m3に溶解した溶液を添加した。
合成したポリマーを、350℃に設定した混練機を用いて10分間混練し、ヌードル状に押し出した後、直径3mm、長さ5mmの円柱状ペレットに成形した。得られたペレットを、110℃で、真空乾燥機で乾燥し、含水率を0.1%以下とした。
示差走査熱量計(DSC6200、セイコー(株)製)を用いて、窒素中、昇温温度10℃/分の条件でフィルム試料のTgを測定した。Tgは260℃であった。
フィルムサンプル(19mm×5mm)を作製し、TMA(理学電機(株)製、TMA8310)を用いて測定した。測定速度は、3℃/分とした。測定は3サンプルを行い、その平均値を用いた。測定は25℃から300℃の温度範囲で行い、線熱膨張係数は昇温時の25℃〜200℃の範囲で計算した。
フィルムサンプル(19mm×5mm)を作製し、TMA(理学電機(株)製、TMA8310)を用いて測定した。測定速度は、3℃/分とした。測定は3サンプルを行い、その平均値を用いた。測定は25℃から200℃へ昇温させ、200℃で60分間ホールドし、その間に起こる収縮量を計算した。
フィルムサンプルを目視で割れ等の有無を判断した。割れとは、フィルムに日々が入った状態を、カールとは、切り出したフィルムを水平台に置いた際、その全面が水平台に接していない、もしくは接していない面が生じてしまう状態を意味する。
線熱膨張係数が20ppm/K以下を◎とし、30ppm/K以下を○とし、30ppm/Kより大きいものを×とした。熱収縮率が200℃、60分で20ppm以下を◎とし、30ppm以下を○とし、30ppmより大きいものを×とした。割れ等が発生せず、線膨張係数が◎で熱収縮率が◎の場合、評価を◎とした。割れ等が発生せず、線膨張係数が◎で熱収縮率が○の場合、評価を○とした。割れ等が発生せず、線膨張係数が○で熱収縮率が◎の場合、評価を○とした。割れ等の発生、線膨張係数が×、熱収縮率が×の何れかである場合、評価を×とした。
試験1〜33について、得られた結果を図5の表に記載した。試験1〜12について、延伸温度が(Tg−20℃)以上(Tg+35℃)以下の温度範囲であり、延伸倍率が1.15〜1.3倍の範囲であり、張力が10〜80Mpaの範囲であり、第1の熱処理温度が(Tg−30℃)以上(Tg−10℃)以下の温度範囲であり、第2の熱処理温度が(Tg−50℃)以上(Tg−30℃)以下の温度範囲を満たすので、○以上の評価が得られた。特に、延伸温度が(Tg+10℃)以上(Tg+25℃)以下の温度範囲であり、延伸倍率が1.20〜1.25倍の範囲であり、張力が20〜50Mpaの範囲である試験1〜4について、◎の評価が得られた。
Claims (24)
- 一般式(1)で表される構造および一般式(2)で表される構造を含有するポリエステル樹脂を準備する工程と、
(Tg−20℃)以上(Tg+35℃)以下の温度範囲で前記ポリエステル樹脂を縦方向および横方向にそれぞれ1.15倍以上1.30倍以下で延伸する二軸延伸工程と、
前記延伸されたポリエステル樹脂を熱処理する熱処理工程を備え、
該熱処理工程が、(Tg−30℃)以上(Tg−10℃)以下の温度範囲で、前記延伸されたポリエステル樹脂の横方向の両端部を一定間隔で把持しながら熱処理を行う第1の熱処理工程と、前記第1の熱処理工程に引き続いて、前記第1の熱処理工程より温度が低く、かつ(Tg−50℃)以上(Tg−30℃)以下の温度範囲で、前記延伸されたポリエステル樹脂の横方向の端部を把持しないで熱処理を行う第2の熱処理工程とを備える、ポリエステル樹脂フィルムの製造方法。
(Tg:ポリエステル樹脂のガラス転移温度)
- 前記一般式(1)において、前記R15〜R18がそれぞれ独立にハロゲン原子、アルキル基、アリール基またはアルコキシ基である請求項1に記載のポリエステル樹脂フィルムの製造方法。
- 前記一般式(1)において、前記R15〜R18がそれぞれ独立にフッ素原子、塩素原子、臭素原子、炭素数1〜4のアルキル基、フェニル基またはメトキシ基である請求項1に記載のポリエステル樹脂フィルムの製造方法。
- 前記一般式(2)において、前記R21〜R26がそれぞれ独立に水素原子、ハロゲン原子、アルキル基、アリール基またはアルコキシ基である請求項1から3の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記一般式(2)において、前記R21〜R26がそれぞれ独立に水素原子、フッ素原子、臭素原子、塩素原子、炭素数1〜4のアルキル基、フェニル基またはメトキシ基である請求項1から3の何れか記載のポリエステル樹脂フィルムの製造方法。
- 下記一般式(3)で表される構造を含有する請求項1から5の何れか記載のポリエステル樹脂フィルムの製造方法。
- 下記式(A)を満たす請求項6に記載のポリエステル樹脂フィルムの製造方法。
0.2 ≦ (a+b)/(a+b+c) ≦ 0.9
(式(A)中、aはポリエステル樹脂における前記一般式(1)で表される構造の含有率(単位:モル%)を表し、bはポリエステル樹脂における前記一般式(2)で表される構造の含有率(単位:モル%)を表し、cはポリエステル樹脂における前記一般式(3)で表される構造の含有率(単位:モル%)を表す。) - 下記一般式(4)で表される構造を含有する請求項1から7の何れか記載のポリエステル樹脂フィルムの製造方法。
- 下記一般式(5)で表される構造を含有する請求項1から8の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記二軸延伸工程において、10Mpa以上80Mpaの張力で前記ポリエステル樹脂を縦方向および横方向に延伸する請求項1から9の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記二軸延伸工程において、(Tg+10℃)以上(Tg+25℃)以下の温度範囲で、20Mpa以上50Mpaの張力で前記ポリエステル樹脂を縦方向および横方向にそれぞれ1.20倍以上1.25倍以下で延伸する請求項1から10の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記二軸延伸工程において、前記ポリエステル樹脂を逐次的にまたは同時に縦方向および横方向に延伸する請求項1から11の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記第1の熱処理工程において、前記延伸されたポリエステル樹脂の幅方向を、テンターを用いて把持する請求項1から12の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記第2の熱処理工程において、前記延伸されたポリエステル樹脂をローラで支持することにより、前記延伸されたポリエステル樹脂の横方向の端部を把持しないで熱処理を行う請求項1から13の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記第2の熱処理工程において、前記延伸されたポリエステル樹脂を空気浮上させることにより、前記延伸されたポリエステル樹脂の幅方向を把持しないで熱処理を行う請求項1から14の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記ポリエステル樹脂を準備する工程において、前記ポリエステル樹脂を溶融製膜法および溶液流延法の何れかの方法で準備する請求項1から15の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記熱処理工程を経たポリエステル樹脂フィルムが30ppm/K以下の線熱膨張係数を有する請求項1から16の何れか記載のポリエステル樹脂フィルムの製造方法。
- 前記熱処理工程を経たポリエステル樹脂フィルムが、200℃、60分で30ppm以下の熱収縮率を有する請求項17に記載のポリエステル樹脂フィルムの製造方法。
- 前記熱処理工程を経たポリエステル樹脂フィルムが20ppm/K以下の線熱膨張係数と、200℃、60分で20ppm以下の熱収縮率とを有する請求項18記載のポリエステル樹脂フィルムの製造方法。
- 前記熱処理工程において、延伸されたポリエステル樹脂の応力が実質的に一定となるまで前記第1の熱処理工程を行う請求項1から19の何れか記載のポリエステル樹脂フィルムの製造方法。
- 請求項1〜20のポリエステル樹脂フィルムの製造方法により製造されたポリエステル樹脂フィルムであって、20ppm/K以下の線熱膨張係数と、200℃、60分で20ppm以下の熱収縮率とを有し、可視光透過率が90%以上であるポリエステル樹脂フィルム。
- ガスバリア層を有する請求項21に記載のポリエステル樹脂フィルム。
- 透明導電層を有する請求項21または22に記載のポリエステル樹脂フィルム。
- 請求項21から23の何れか記載のポリエステル樹脂フィルムを備える太陽電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061203A JP2012196809A (ja) | 2011-03-18 | 2011-03-18 | ポリエステル樹脂フィルムの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061203A JP2012196809A (ja) | 2011-03-18 | 2011-03-18 | ポリエステル樹脂フィルムの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012196809A true JP2012196809A (ja) | 2012-10-18 |
| JP2012196809A5 JP2012196809A5 (ja) | 2013-09-19 |
Family
ID=47179536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011061203A Pending JP2012196809A (ja) | 2011-03-18 | 2011-03-18 | ポリエステル樹脂フィルムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012196809A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016112773A (ja) * | 2014-12-15 | 2016-06-23 | コニカミノルタ株式会社 | ポリアリレートフィルムとその製造方法 |
| WO2018079118A1 (ja) * | 2016-10-31 | 2018-05-03 | 京セラドキュメントソリューションズ株式会社 | ポリアリレート樹脂及び電子写真感光体 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007069420A (ja) * | 2005-09-06 | 2007-03-22 | Fujifilm Corp | フィルムの製造方法およびフィルム |
| JP2007254663A (ja) * | 2006-03-24 | 2007-10-04 | Fujifilm Corp | 樹脂、並びに、これを用いた光学材料、フィルムおよび画像表示装置 |
-
2011
- 2011-03-18 JP JP2011061203A patent/JP2012196809A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007069420A (ja) * | 2005-09-06 | 2007-03-22 | Fujifilm Corp | フィルムの製造方法およびフィルム |
| JP2007254663A (ja) * | 2006-03-24 | 2007-10-04 | Fujifilm Corp | 樹脂、並びに、これを用いた光学材料、フィルムおよび画像表示装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016112773A (ja) * | 2014-12-15 | 2016-06-23 | コニカミノルタ株式会社 | ポリアリレートフィルムとその製造方法 |
| WO2018079118A1 (ja) * | 2016-10-31 | 2018-05-03 | 京セラドキュメントソリューションズ株式会社 | ポリアリレート樹脂及び電子写真感光体 |
| CN109803994A (zh) * | 2016-10-31 | 2019-05-24 | 京瓷办公信息系统株式会社 | 聚芳酯树脂及电子照相感光体 |
| JPWO2018079118A1 (ja) * | 2016-10-31 | 2019-09-12 | 京セラドキュメントソリューションズ株式会社 | ポリアリレート樹脂及び電子写真感光体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5034897B2 (ja) | 芳香族ポリカーボネートフィルムの製造方法、芳香族ポリカーボネートフィルム、及び有機エレクトロルミネッセンス素子用基板 | |
| JP2007063417A (ja) | フィルムおよびフィルムの製造方法、ガスバリア層付フィルム、透明導電層付フィルム、並びに、画像表示装置 | |
| JP2006089585A (ja) | ポリマー、樹脂組成物、光学部品、光学フィルム、ガスバリア層付光学フィルム、透明導電層付光学フィルム、tft付光学フィルムおよび画像表示装置 | |
| WO2006030873A1 (en) | Polyamide, film, and image display device | |
| CN101578336B (zh) | 包含聚芳酯树脂和含有三嗪结构的氨基树脂的光学膜树脂组合物及用其制备的光学膜 | |
| JP2011202129A (ja) | ポリエステル樹脂、並びに、これを用いた光学材料、フィルムおよび画像表示装置 | |
| US20140142247A1 (en) | Amorphous copolyester, substrate, and optical film | |
| TW201321428A (zh) | 非晶系共聚酯、軟性基材、及光學膜 | |
| JP2006291163A (ja) | フィルム、フィルムの製造方法および画像表示装置 | |
| JP2012196809A (ja) | ポリエステル樹脂フィルムの製造方法 | |
| JP5086526B2 (ja) | ポリマー、該ポリマーの製造方法、光学フィルムおよび画像表示装置 | |
| JP2683291B2 (ja) | 液晶表示素子 | |
| JP5723566B2 (ja) | ポリエステルおよびその製造方法、並びに、これを用いた樹脂組成物、フィルム、電子材料、光学材料およびガスバリアフィルム | |
| WO2010098111A1 (ja) | ポリエステル樹脂、並びに、これを用いた光学材料、フィルムおよび画像表示装置 | |
| JP2012196808A (ja) | 耐熱性フィルムの製造方法及び製造装置 | |
| JP2006249116A (ja) | ポリイミドおよびそれを用いた光学フィルム | |
| JP4231440B2 (ja) | 樹脂組成物および該樹脂組成物を用いたフィルム、光学部品、画像表示素子 | |
| JP6609940B2 (ja) | 光学フィルム製造用ポリエステルフィルム | |
| JP4177778B2 (ja) | ポリウレタンおよび前記ポリウレタンからなる光学フィルム | |
| JP2007254663A (ja) | 樹脂、並びに、これを用いた光学材料、フィルムおよび画像表示装置 | |
| JP2007145950A (ja) | フィルムおよびその製造方法、並びに、画像表示装置 | |
| JP2007084650A (ja) | 高耐熱ポリマー前駆体フィルム、光学フィルムおよびその製造方法、並びに、これを用いた画像表示装置 | |
| JP2011202130A (ja) | ポリエステル樹脂、並びに、これを用いた光学材料、フィルムおよび画像表示装置 | |
| JP2011195594A (ja) | ポリエステル樹脂、並びに、これを用いた光学材料、フィルムおよび画像表示装置 | |
| CN101370651A (zh) | 用于液晶显示器的负c-型延迟补偿器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130725 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140428 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140828 |