JP2012196965A - 積層体及びその製造方法 - Google Patents
積層体及びその製造方法 Download PDFInfo
- Publication number
- JP2012196965A JP2012196965A JP2012054430A JP2012054430A JP2012196965A JP 2012196965 A JP2012196965 A JP 2012196965A JP 2012054430 A JP2012054430 A JP 2012054430A JP 2012054430 A JP2012054430 A JP 2012054430A JP 2012196965 A JP2012196965 A JP 2012196965A
- Authority
- JP
- Japan
- Prior art keywords
- intermediate layer
- surface layer
- layer
- mass
- meth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
【解決手段】基材11上に、中間層15を介して、ナノ凹凸構造の表面を有する表層12を設けた積層体10であって、20℃において振動周波数1Hzの条件で測定した表層12の貯蔵弾性率(SG)に対する中間層15の貯蔵弾性率(MG)の比(MG/SG)が、0.003以上、0.14以下である積層体10。
【選択図】図1
Description
基材上に、中間層を介して、ナノ凹凸構造の表面を有する表層を設けた積層体であって、
20℃において振動周波数1Hzの条件で測定した表層の貯蔵弾性率(SG)に対する中間層の貯蔵弾性率(MG)の比(MG/SG)が、0.003以上、0.14以下である積層体である。
基材上に、中間層を介して、ナノ凹凸構造の表面を有する表層を設けた積層体であって、
前記中間層が、下記(A)および(B)のうち少なくとも1つを満たす樹脂組成物を硬化させたものである、積層体である。
(B)重合性モノマー成分を含み、20℃において振動周波数1Hzの条件で測定した前記重合性モノマー成分のtanδ(損失正接)が0.2以上である。
本発明の積層体は、基材と中間層と表層から構成される。中間層は2層以上でもよいが、生産性とコストの点から1層であることが望ましい。
基材は、中間層を介してナノ凹凸構造を表面に有する表層を支持可能なものであれば、その材質はいずれであってもよいが、後述するように、中間体を介して表層を活性エネルギー線の照射により硬化成形を可能とするため、表層の硬化に用いる活性エネルギー線の透過率が高い透光性を有し、活性エネルギー線に対する耐久性を有することが、表層の形成に、遮光性のスタンパの使用を可能とすることから、好ましい。基材の材質としては、具体的には、以下のものを挙げることができる。例えば、メチルメタクリレート(共)重合体、ポリカーボネート、スチレン(共)重合体、メチルメタクリレート−スチレン共重合体;セルロースジアセテート、セルローストリアセテート、セルロースアセテートブチレート等の半合成高分子;ポリエチレンテレフタレート、ポリ乳酸等のポリエステル;ポリアミド、ポリイミド、ポリエーテルスルフォン、ポリスルフォン、ポリエチレン、ポリプロピレン、ポリメチルペンテン、ポリ塩化ビニル、ポリビニルアセタール、ポリエーテルケトン、ポリウレタン等;これらの複合物として、ポリメチルメタクリレートとポリ乳酸の複合物、ポリメチルメタクリレートとポリ塩化ビニルの複合物;ガラス等が挙げられる。
中間層は、表層の貯蔵弾性率との関係において、特定の貯蔵弾性率を有するものであり、特定する貯蔵弾性率を有することにより、押圧力により表面が受ける歪を吸収し、表層に対する耐擦傷性を著しく向上させ、表層に割れ等の損傷が生じるのを抑制することができる。中間層が貯蔵弾性率を有するものとするため、その材質及び層厚を選択することが好ましい。
(B)重合性モノマーを含み、20℃において振動周波数1Hzの条件で測定した前記中間層の前記重合性モノマー成分のtanδ(損失正接)が0.2以上である。
(B)重合性モノマー成分を含み、20℃において振動周波数1Hzの条件で測定した前記重合性モノマー成分のtanδ(損失正接)が0.2以上である。
表層は、中間層上に設けられ、ナノ凹凸構造の表面を有し、中間層の貯蔵弾性率との関係において、特定の貯蔵弾性率を有する。ナノ凹凸構造を形成することができる材料として、架橋密度が高く、極めて高弾性を有する樹脂である必要がある。ナノ凹凸構造を有する表層は、引張破断伸びは5%以下であり、押圧力が負荷されると亀裂や損傷を受けやすい。一方、本発明の表層は、中間層との関係において、特定の貯蔵弾性率を有することにより、耐擦傷性を著しく向上させることができ、ナノ凹凸構造による反射防止性や、ロータス効果を長期に亘って維持することができる。
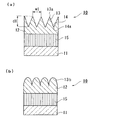
上記表層は表面にナノ凹凸構造を有する。凹凸構造は、凸部及び凹部が等間隔で形成された構造であり、図1(a)の断面図に示すように、表層12aの凸部13aの形状は、円錐状又は角錐状や、図1(b)の断面図に示すように、表層12bの凸部13bの形状は、釣鐘状等が挙げられ、表層膜面の垂直方向で切断したときの断面積の占有率が、凸部先端から表層の膜面に向かって、連続的に増大するような形状を有する。このように断面積が連続的に変化する凸部及び凹部が規則的に形成されることによって、凸部先端から、凹部の底部まで連続的に屈折率を増大させることができる。このため、ナノ凹凸構造表面は、波長に拘らず、反射を抑制し、反射防止性能を示す。
上記積層体は、具体的には、図1に示すように、基材11上に中間層15と表層12が順次積層されたものである。図1(a)の断面図に示すように、表層12の表面は、凸部13及び凹部14が等間隔で形成されている。凸部13の形状は円錐状又は角錐状であり、表層12膜面の垂直方向で切断したときの断面積の占有率が、凸部先端から表層の膜面に向かって、連続的に増大する構造を有する。凸部の先端から凹部の底部まで連続的に占有断面積が変化する凸部13bの形状としては、円錐状、角錐状に限らず、図1(b)に示す、釣鐘状等いずれであってもよい。
このような積層体は、活性エネルギー線を透過させる透光性基材上に中間層用原料を塗布して得られる塗布膜に、活性エネルギー線を照射する中間層形成工程と、中間層に対向して配置した前記ナノ凹凸構造の反転構造を有するスタンパと中間層間に、表層用原料を充填し、活性エネルギー線を照射して、表層用原料を硬化した後、スタンパを剥離する表層形成工程とを有する方法により製造することができる。
中間層形成工程は、活性エネルギー線を透過させる透光性基材上に中間層用原料を塗布して得られる塗布膜に、活性エネルギー線を照射して中間層を形成する工程であり、主として、透光性基材上に塗布膜を形成する塗工工程と、これに活性エネルギー線を照射して硬化させる硬化工程とを有する。
表層形成工程は、中間層に対向して配置した前記ナノ凹凸構造の反転構造を有するスタンパと中間層間に、表層用原料を充填し、活性エネルギー線を照射して、表層用原料を硬化した後、スタンパを剥離する表層形成工程であり、主として、表層用原料を調製する工程と、中間層とスタンパ間に表層用原料を充填、硬化する成形工程と、スタンパを剥離する工程とを有する。
表層用原料の調製工程においては、上記表層に含有する高架橋密度、高硬度の樹脂を構成するモノマーと、活性エネルギー線重合開始剤とを混合し、適宜、その他、溶媒、上記添加剤を含有させ、粘度を調整して調製することができる。
上記成形工程においては、形成するナノ凹凸構造の反転構造を有するスタンパを中間層に対向して配置し、スタンパと中間層間に、表層用原料を充填することにより、一工程でナノ凹凸構造を形成することができる。この工程については、特開2009−31764号公報等に記載される方法を適用することができるが、以下の方法を挙げることができる。
スタンパは、ナノ凹凸構造の反転構造が表面に形成されたものであり、スタンパの材料としては、金属(表面に酸化皮膜が形成されたものを含む。)、石英、ガラス、樹脂、セラミックス等が挙げられる。スタンパの形状としては、ロール状、円管状、平板状、シート状等が挙げられる。スタンバのナノ凹凸構造は表層に形成するナノ凹凸構造の反転構造であり、その大きさの測定は、スタンパの一部の縦断面を1分間Pt蒸着した後、上記表層のナノ凹凸構造の大きさの測定と同様の測定方法による測定値を採用することができる。
工程(b)(図2(b)):形成された第1の酸化皮膜を全て除去し、陽極酸化の細孔発生点を被加工面に形成する酸化皮膜除去工程。
工程(c)(図2(c)):細孔発生点が形成されたアルミニウム基材の被加工面を電解液中、定電圧下で再度陽極酸化し、前記細孔発生点に対応した細孔を有する第2の酸化皮膜を被加工面に形成する第2の酸化皮膜形成工程。
工程(d)(図2(d)):第2の酸化皮膜の一部を除去して、形成された細孔の孔径を拡大させる孔径拡大処理工程。
工程(e)(図2(e)):前記工程(c)と工程(d)を繰り返し行う工程。
工程(a)においては、鏡面化されたアルミニウム基材の被加工面30を電解液中、定電圧下で陽極酸化し、アルミニウム基材の被加工面30に、細孔31を有する第1の酸化皮膜32を形成する。第1の酸化皮膜32の厚さは10μm以下が好ましい。
工程(a)により形成された第1の酸化皮膜32を全て除去し、除去された第1の酸化皮膜の底部(バリア層と呼ばれる)に、細孔31に対応して周期的な窪み33が形成され、この窪みが、陽極酸化の細孔発生点となり、最終的に形成されるナノ凹凸構造の規則性を向上させることができる(例えば、益田、「応用物理」、2000年、第69巻、第5号、p.558参照。)。
細孔発生点33が形成されたアルミニウム基材の被加工面30を電解液中、定電圧下で再度陽極酸化して、細孔発生点に対応した円柱状の細孔35を有する第2の酸化皮膜34を形成する。工程(c)では、工程(a)と同様の条件(電解液濃度、電解液温度、化成電圧等)下で陽極酸化すればよい。工程(c)においても、陽極酸化を長時間施すほど、深い細孔を得ることができるが、ナノ凹凸構造を転写するためのスタンパとしては、工程(c)では厚さが0.01〜0.5μm程度の酸化皮膜を形成すればよく、工程(a)で形成するほどの厚さの酸化皮膜を形成する必要はない。
工程(c)の後、第2の酸化皮膜34の一部を除去し、工程(c)で形成された細孔31の径を拡大させる孔径拡大処理を行って、細孔35の径を工程(c)で形成された細孔の径よりも拡大する。孔径拡大処理の具体的方法としては、アルミナを溶解する溶液に浸漬して、工程(c)で形成された細孔の径をエッチングにより拡大させる方法が挙げられる。このような溶液としては、例えば、5.0質量%程度のリン酸水溶液等を用いることができる。工程(d)の時間を長くするほど、細孔の径は大きくなる。
再度、工程(c)を行って、細孔35の形状を径の異なる2段の円柱状とし、その後、再度、工程(d)を行う。このように、工程(c)と工程(d)を繰り返すことで、図2(f)に示すように、細孔35の形状を開口部から深さ方向に徐々に径が縮小するテーパー形状に形成することができ、その結果、周期的な複数の細孔からなる微細凹凸構造が形成された陽極酸化アルミナが被加工面に形成されたスタンパ20を得ることができる。
以下、本発明について詳細に説明する。以下の記載において、特に断りがない限り「部」は「質量部」を意味する。
純度99.99%のアルミニウム板を、羽布研磨及び過塩素酸/エタノール混合溶液(1/4体積比)中で電解研磨し鏡面化した。
このアルミニウム板を、0.3Mシュウ酸水溶液中で、直流40V、温度16℃の条件で30分間陽極酸化を行った。
上記工程で酸化皮膜が形成されたアルミニウム板を、6質量%リン酸/1.8質量%クロム酸混合水溶液に6時間浸漬して、酸化皮膜を除去した。
このアルミニウム板を、0.3Mシュウ酸水溶液中、直流40V、温度16℃の条件で30秒陽極酸化を行った。
上記工程で酸化皮膜が形成されたアルミニウム板を、32℃の5質量%リン酸に8分間浸漬して、細孔径拡大処理を行った。
前記(c)工程及び(d)工程を合計で5回繰り返し、周期100nm、深さ180nmの略円錐形状の細孔を有する陽極酸化ポーラスアルミナを得た。
表1に示す配合量(部)で各成分を混合し、中間層用原料1〜13を得た。
「EB8402」:2官能ウレタンアクリレート(ダイセル・サイテック製、商品名EBECRYL8402)
「EB8465」:2官能ウレタンアクリレート(ダイセル・サイテック製、商品名EBECRYL8465)
「EB8701」:3官能ウレタンアクリレート(ダイセル・サイテック製)
「A−600」:2官能ポリエチレングリコールジアクリレート(新中村化学製、商品名NKエステルA−600)
「M1200」:2官能ウレタンアクリレート(東亞合成製、商品名アロニックスM1200)
「ATM−4E」:エトキシ化ペンタエリスリトールテトラアクリレート(新中村化学製、商品名NKエステルATM−4E)
「TMPT−9EO」:エトキシ化トリメチロールプロパントリメタクリレート(新中村化学株製、商品名NKエステルTMPT−9EO)
「CHDMMA」:シクロヘキサンジメタノールモノアクリレート(日本合成製)
「AP400」:ポリプロピレングリコール(繰返し数=7)モノアクリレート(日油製、商品名ブレンマーAP400)
「AM230」:末端メチル化ポリエチレングリコール(繰返し数=23)モノアクリレート(新中村化学工業社製、商品名NKエステルAM230G)
「Irg」:1.2 α-ヒドロキシアルキルフェノン(日本チバガイギー社製、商品名Irgacure 184)
「MEK」:メチルエチルケトン

以下の材料を混合して、活性エネルギー線硬化性表層用原料を調製した。
エトキシ化ペンタエリスリトールテトラアクリレート(新中村化学工業社製、商品名NKエステルATM−4E)80部
シリコーンジアクリレート(信越化学工業社製、商品名x−22−1602)15部
2−ヒドロキシエチルアクリレート5部
活性エネルギー線重合開始剤
2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン(日本チバガイギー社製、商品名DAROCURE 1173)0.5部
2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイド(日本チバガイギー社製、商品名DAROCURE TPO)0.5部
磨耗試験機(HEIDON:新東科学社製)に1cm四方のキャンバス布を装着し、100gの荷重をかけて、往復距離50mm、ヘッドスピード60mm/sの条件にて積層体の表面を3500回擦傷した。その後、外観を目視にて観察し、以下の基準により評価した。
◎:傷が確認できない。
○:見る角度によって、または黒い布などの上に置いた場合にのみ、傷が確認される。
×:傷が確認される。
JIS K5600−5−4に準じて、荷重750gで試験を行った。試験後5分経った時点で、外観を目視にて観察し、傷が付かない鉛筆の硬度に基き、以下の規準で評価を行なった。
◎:4H以上
○:2Hを超え4H未満
×:2H以下
表1に示す中間層原料を採用したこと以外は、実施例1と同様にして積層体を作製した。評価結果を表2に示す。
陽極酸化ポーラスアルミナからなるスタンパの一部の縦断面を1分間Pt蒸着し、電界放出形走査電子顕微鏡(日本電子社製、商品名JSM−7400F)により加速電圧3.00kVで観察し、隣り合う細孔の間隔(周期)及び細孔の深さを測定した。具体的にはそれぞれ10点ずつ測定し、その平均値を測定値とした。
ナノ凹凸構造の縦断面を10分間Pt蒸着し、上記(1)の場合と同じ装置及び条件にて、隣り合う凸部又は凹部の間隔及び凸部の高さを測定した。具体的にはそれぞれ10点ずつ測定し、その平均値を測定値とした。
JIS K 5400に準拠し、碁盤目剥離試験を行い中間層と表層との密着性を評価した。基盤には厚さ2mmのアクリル板を用いた。碁盤目は10×10の100マスによって行い、100マス中で剥離が起こらなかった数を評価した。
重合性モノマー成分を光硬化させて厚さ500μmのフィルムに成形し、このフィルムを幅5mmの短冊状に打ち抜いたものを試験片とし、セイコーインスツルメンツ株式会社製粘弾性測定装置DMS110を用い、引張モード、チャック問2cm、振動周波数1Hzにて−50〜100℃まで2℃/分で昇温の条件で測定し、tanδを求めた。
基材、中間層形成後、表層形成後のそれぞれの厚さを測ることで、各層の厚さを算出した。
JIS K5600−5−4に準じて、荷重750gで積層体表面の試験を行った。試験後5分経った時点で、外観を目視にて観察し、傷が付かない鉛筆の硬度を記した。2Hで傷が付かず、3Hで傷が付く場合は「2H」と表記した。
硬化後の中間層をジメチルフォルムアミドに溶かし、ガスクロマトグラフ質量分析計(ヒューレッドパッカード製 HP6890)を用いて残存モノマー(g)を定量した。
硬化後の中間層表面を98KPaの圧力で指で触った際に付着物の有無を評価した。
磨耗試験機(HEIDON:新東科学社製)に1cm四方のキャンバス布を装着し、100gの荷重をかけて、往復距離50mm、ヘッドスピード60mm/sの条件にて積層体の表面を3500回擦傷した。その後、外観を目視にて観察し、以下の基準により評価した。
◎:傷が確認できない。
○:見る角度によって、または黒い布などの上に置いた場合にのみ、傷が確認される。
×:傷が確認される。
純度99.99%のアルミニウム板を、羽布研磨及び過塩素酸/エタノール混合溶液(1/4体積比)中で電解研磨し鏡面化した。
このアルミニウム板を、0.3Mシュウ酸水溶液中で、直流40V、温度可16℃の条件で30分間陽極酸化を行った。
上記工程で酸化皮膜が形成されたアルミニウム板を、6質量%リン酸/1.8質量%クロム酸混合水溶液に6時間浸漬して、酸化皮膜を除去した。
このアルミニウム板を、0.3Mシュウ酸水溶液中、直流40V、温度16℃の条件で30秒陽極酸化を行った。
上記工程で酸化皮膜が形成されたアルミニウム板を、32℃の5質量%リン酸に8分間浸漬して、細孔径拡大処理を行った。
前記(c)工程及び(d)工程を合計で5回線り返し、周期100nm、深さ180nmの略円錐形状の細孔を有する陽極酸化ポーラスアルミナを得た。
表3に示す配合量(部)で各成分を混合し、中間層原料を得た。表3略号は以下の通りである。
・「CHDMMA」:シクロヘキサンジメタノールモノアクリレート(日本合成製)
・「AP−400」:ポリプロピレングリコール(繰返し数=7)モノアクリレート(日油製、商品名ブレンマーAP−400)
・「CH−09」:クロトン酸単位を8質量%含む酢酸ビニル−クロトン酸共重合体(電気化学工業(株)製、商品名ASR CH−09)
・「TPO」:2,4,6−トリメチルベンブイル−ジフェニル−フォスフィンオキサイド(日本チバガイギー社製、商品名Darocure TPO)
・「IRG184」:1−ヒドロキシシクロヘキシルフェニルケトン(日本チバガイギー(株)製、商品名Irgacure 184)
・「MEK」:メチルエチルケトン
エトキシ化ペンタエリスリトールテトラアクリレート(新中村化学工業社製、商品名NKエステルA TM−4E)80部、シリコーンジアクリレート(信越化学工業社製、商品名x−22−1602)15部、2−ヒドロキシエチルアクリレート5部、活性エネルギー線重合開始剤として2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン(日本チバガイギー社製、商品名DAROCURE1173)0.5部及び2,4,6−トリメチルベンゾイル−ジフェニル−フォスフィンオキサイド(日本チバガイギー社製、商品名DAROCURE TPO)0.5部を混合して、表層形成用の活性エネルギー線硬化性樹脂組成物を得た。
(中間層の形成)
透明基材としてトリアセチルセルロースフィルム(富士フィルム社製、FT DT80ULM商品名 厚さ80μm)を用い、表3に示した中間層原料をこの基材フィルム上に、バーコーターを用いて均一に塗布して塗工膜を形成し、100℃の乾燥機内に5分間静置し、中間層を形成した。また、中間層を形成する際に、溶剤乾燥後に中間層原料を塗布した側から高圧水銀灯を用いて、酸素濃度1000ppm以下の窒素雰囲気下で5000mJ/cm2のエネルギーで紫外線を照射して塗工膜を硬化させた
スタンパの細孔面上に表層形成用の樹脂組成物を流し込み、15秒間かけて該表面形成用の樹脂組成物の上に中間層が接するように基材フィルムを押し広げながら該樹脂組成物を被覆した。この基材フィルム側から高圧水銀灯を用いて空気下で1000mJ/cm2のエネルギーで紫外線を照射し、樹脂組成物を硬化した。その後スタンパを剥離して、ナノ凹凸構造を表面に有する積層体を得た。
中間層を形成せずに、基材上に直接表層を形成した以外は、実施例A1と同様にして積層体を得た。評価結果を表3に示す。
中間層を空気下で1000mJ/cm2のエネルギーで照射し硬化させた以外は実施例A1と同様にして積層体を得た。評価結果を表3に示す。
11 透明基材
12 表層
13、13b 凸部
13a 凸部の頂点
14 凹部
14a 凹部の底点
15 中間層
48
W1 隣り合う凸部の間隔
d1 凹部の底点から凸部の頂点までの垂直距離
20 スタンパ
30 被加工面
31 細孔
32 第1の酸化皮膜
33 細孔発生点
34 第2の酸化皮膜
Claims (12)
- 基材上に、中間層を介して、ナノ凹凸構造の表面を有する表層を設けた積層体であって、20℃において振動周波数1Hzの条件で測定した表層の貯蔵弾性率(SG)に対する中間層の貯蔵弾性率(MG)の比(MG/SG)が、0.003以上、0.14以下である積層体。
- 振動周波数1Hzの条件で測定した表層のゴム状平坦領域における貯蔵弾性率の極小値(sg)に対する中間層のゴム状平坦領域における貯蔵弾性率の極小値(mg)の比(mg/sg)が、0.009以上、0.05以下である請求項1に記載の積層体。
- 前記中間層が、下記(A)および(B)のうち少なくとも1つを満たす樹脂組成物を硬化させたものである、請求項1又は2に記載の積層体;
(A)樹脂組成物中にクロトン酸単位を2質量%以上含む酢酸ビニル−クロトン酸共重合体を15〜40質量%含む、
(B)重合性モノマー成分を含み、20℃において振動周波数1Hzの条件で測定した前記重合性モノマー成分のtanδ(損失正接)が0.2以上である。 - 前記中間層が、前記(A)および前記(B)の両方の条件を満たす樹脂組成物を硬化させたものである請求項3に記載の積層体。
- 基材上に、中間層を介して、ナノ凹凸構造の表面を有する表層を設けた積層体であって、
前記中間層が、下記(A)および(B)のうち少なくとも1つを満たす樹脂組成物を硬化させたものである、積層体;
(A)樹脂組成物中にクロトン酸単位を2質量%以上含む酢酸ビニル−クロトン酸共重合体を15〜40質量%含む、
(B)重合性モノマー成分を含み、20℃において振動周波数1Hzの条件で測定した前記重合性モノマー成分のtanδ(損失正接)が0.2以上である。 - 前記中間層が、前記(A)および前記(B)の両方の条件を満たす樹脂組成物を硬化させたものである請求項5に記載の積層体。
- 前記中間層が活性エネルギー線照射による硬化物からなる請求項1乃至6の何れかに記載の積層体。
- 前記中間層の厚さが、8μm以上、40μm以下である請求項1乃至7の何れかに記載の積層体。
- 前記中間層が、帯電防止剤、紫外線吸収剤及び近赤外線吸収剤からなる群より選択される少なくとも一種を含有する請求項1乃至8の何れかに記載の積層体。
- 請求項1乃至9のいずれかに記載の積層体の製造方法であって、
前記基材は活性エネルギー線を透過させる透光性基材であり、
(1)前記透光性基材上に前記中間層の原料を塗工して得られる塗工膜を形成する工程と、
(2)前記塗工膜に、活性エネルギー線を照射して前記中間層を形成する工程と、
(3)前記中間層に対向して配置された前記ナノ凹凸構造の反転構造を有するスタンパと前記中間層との間に、前記表層の原料を配置する工程と、
(4)前記表層の原料に活性エネルギー線を照射して前記表層を形成する工程と、
(5)前記スタンパを前記表層から剥離する工程と、
を含む積層体の製造方法。 - 前記工程(2)において、前記塗布膜が完全に硬化しない条件で前記活性エネルギー線を照射する請求項10記載の積層体の製造方法。
- 前記工程(2)において、前記中間層の残存モノマー量が3質量%以下となるよう前記活性エネルギー線を照射する請求項10又は11に記載の積層体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012054430A JP2012196965A (ja) | 2011-03-10 | 2012-03-12 | 積層体及びその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011052937 | 2011-03-10 | ||
| JP2011052937 | 2011-03-10 | ||
| JP2012054430A JP2012196965A (ja) | 2011-03-10 | 2012-03-12 | 積層体及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012196965A true JP2012196965A (ja) | 2012-10-18 |
Family
ID=47179661
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012054430A Pending JP2012196965A (ja) | 2011-03-10 | 2012-03-12 | 積層体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012196965A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014113721A (ja) * | 2012-12-07 | 2014-06-26 | Denki Kagaku Kogyo Kk | 撥水性を付与した積層シート及びラミネート用フィルム |
| WO2014141866A1 (ja) * | 2013-03-13 | 2014-09-18 | Dic株式会社 | ハードコートフィルム、保護フィルム及び画像表示装置 |
| WO2014163185A1 (ja) * | 2013-04-05 | 2014-10-09 | 三菱レイヨン株式会社 | 微細凹凸構造体、加飾シート及び加飾樹脂成形体、並びに微細凹凸構造体及び加飾樹脂成形体の製造方法 |
| WO2014192709A1 (ja) * | 2013-05-27 | 2014-12-04 | 三菱レイヨン株式会社 | 積層体及びその製造方法 |
| JP2015157875A (ja) * | 2014-02-21 | 2015-09-03 | 三菱レイヨン株式会社 | 硬化性組成物、微細凹凸構造体、加飾シート、および加飾樹脂成形体、並びに加飾樹脂成形体の製造方法 |
| JP2019505095A (ja) * | 2016-01-22 | 2019-02-21 | センブラント リミテッド | コーティングされた電気アセンブリ |
| JP2019109500A (ja) * | 2017-12-15 | 2019-07-04 | 信越化学工業株式会社 | 反射防止膜、反射防止膜の製造方法、及び眼鏡型ディスプレイ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11300873A (ja) * | 1998-02-18 | 1999-11-02 | Dainippon Printing Co Ltd | ハ―ドコ―トフィルム |
| JP2009031764A (ja) * | 2007-07-04 | 2009-02-12 | Mitsubishi Rayon Co Ltd | 反射防止物品、およびこれより得られる成形品、ならびにこれらを備えた自動車用部品 |
| JP2009145644A (ja) * | 2007-12-14 | 2009-07-02 | Olympus Corp | 反射防止膜 |
| JP4846867B2 (ja) * | 2010-03-31 | 2011-12-28 | 三菱レイヨン株式会社 | 積層体及びその製造方法 |
-
2012
- 2012-03-12 JP JP2012054430A patent/JP2012196965A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11300873A (ja) * | 1998-02-18 | 1999-11-02 | Dainippon Printing Co Ltd | ハ―ドコ―トフィルム |
| JP2009031764A (ja) * | 2007-07-04 | 2009-02-12 | Mitsubishi Rayon Co Ltd | 反射防止物品、およびこれより得られる成形品、ならびにこれらを備えた自動車用部品 |
| JP2009145644A (ja) * | 2007-12-14 | 2009-07-02 | Olympus Corp | 反射防止膜 |
| JP4846867B2 (ja) * | 2010-03-31 | 2011-12-28 | 三菱レイヨン株式会社 | 積層体及びその製造方法 |
| JP5691951B2 (ja) * | 2010-03-31 | 2015-04-01 | 三菱レイヨン株式会社 | 積層体及びその製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014113721A (ja) * | 2012-12-07 | 2014-06-26 | Denki Kagaku Kogyo Kk | 撥水性を付与した積層シート及びラミネート用フィルム |
| WO2014141866A1 (ja) * | 2013-03-13 | 2014-09-18 | Dic株式会社 | ハードコートフィルム、保護フィルム及び画像表示装置 |
| JPWO2014141866A1 (ja) * | 2013-03-13 | 2017-02-16 | Dic株式会社 | ハードコートフィルム、保護フィルム及び画像表示装置 |
| WO2014163185A1 (ja) * | 2013-04-05 | 2014-10-09 | 三菱レイヨン株式会社 | 微細凹凸構造体、加飾シート及び加飾樹脂成形体、並びに微細凹凸構造体及び加飾樹脂成形体の製造方法 |
| US10137661B2 (en) | 2013-04-05 | 2018-11-27 | Mitsubishi Chemical Corporation | Microrelief structural body, decorative sheet, decorative resin molded body, method for producing microrelief structural body, and method for producing decorative resin molded body |
| WO2014192709A1 (ja) * | 2013-05-27 | 2014-12-04 | 三菱レイヨン株式会社 | 積層体及びその製造方法 |
| JP2015157875A (ja) * | 2014-02-21 | 2015-09-03 | 三菱レイヨン株式会社 | 硬化性組成物、微細凹凸構造体、加飾シート、および加飾樹脂成形体、並びに加飾樹脂成形体の製造方法 |
| JP2019505095A (ja) * | 2016-01-22 | 2019-02-21 | センブラント リミテッド | コーティングされた電気アセンブリ |
| JP2019109500A (ja) * | 2017-12-15 | 2019-07-04 | 信越化学工業株式会社 | 反射防止膜、反射防止膜の製造方法、及び眼鏡型ディスプレイ |
| TWI763958B (zh) * | 2017-12-15 | 2022-05-11 | 日商信越化學工業股份有限公司 | 抗反射膜、抗反射膜之製造方法及眼鏡型顯示器 |
| JP7222674B2 (ja) | 2017-12-15 | 2023-02-15 | 信越化学工業株式会社 | 反射防止膜、反射防止膜の製造方法、及び眼鏡型ディスプレイ |
| US11762127B2 (en) | 2017-12-15 | 2023-09-19 | Shin-Etsu Chemical Co., Ltd. | Antireflective film including a photoresist material containing a polymer compound having an aromatic group, method of producing antireflective film, and eyeglass type display |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5691951B2 (ja) | 積層体及びその製造方法 | |
| TWI447026B (zh) | 積層體以及其製造方法 | |
| JP5260790B2 (ja) | 活性エネルギー線硬化性樹脂組成物、微細凹凸構造体及び微細凹凸構造体の製造方法 | |
| JP5283846B2 (ja) | 成形体とその製造方法 | |
| JP5162344B2 (ja) | 反射防止物品、およびこれを備えた自動車用部品 | |
| CN102341229B (zh) | 薄膜的制造方法 | |
| JP6032196B2 (ja) | スタンパの製造方法、および成形体の製造方法 | |
| KR101688282B1 (ko) | 미세 요철 구조를 표면에 갖는 투명 필름, 그의 제조 방법 및 투명 필름의 제조에 이용되는 기재 필름 | |
| JP5362826B2 (ja) | 微細凹凸構造を有する硬化樹脂層が基材の表面に形成された物品の製造方法 | |
| JP5648632B2 (ja) | 活性エネルギー線硬化性樹脂組成物、及びそれを用いたナノ凹凸構造体とその製造方法、及びナノ凹凸構造体を備えた撥水性物品 | |
| JP2012196965A (ja) | 積層体及びその製造方法 | |
| JP2008209867A (ja) | スタンパおよび防眩性反射防止物品とその製造方法 | |
| JP6686284B2 (ja) | 活性エネルギー線硬化性樹脂組成物の硬化物を含む物品 | |
| JP2014005341A (ja) | 微細凹凸構造を表面に有する物品 | |
| JPWO2012141238A1 (ja) | 活性エネルギー線硬化性樹脂組成物、成形品、微細凹凸構造体、撥水性物品、モールド、及び微細凹凸構造体の製造方法 | |
| JP2013039711A (ja) | 積層体 | |
| JP2015054402A (ja) | 積層構造体およびその製造方法、反射防止物品 | |
| JP2012224709A (ja) | 活性エネルギー線硬化性樹脂組成物、及びそれを用いたナノ凹凸構造体と撥水性物品 | |
| JP5810591B2 (ja) | 積層体ならびに反射防止物品および撥水性物品 | |
| JP2009109572A (ja) | 反射防止物品 | |
| JP2010275525A (ja) | 活性エネルギー線硬化性樹脂組成物、及びそれを用いたナノ凹凸構造体とその製造方法、及びナノ凹凸構造体を備えた撥水性物品 | |
| JPWO2014192709A1 (ja) | 積層体及びその製造方法 | |
| JP2013190460A (ja) | 積層体及びその製造方法 | |
| JP2014126761A (ja) | 積層体、およびその製造方法 | |
| JP2013222074A (ja) | 積層体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140521 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151013 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160301 |