JP2012201093A - 複合材構造体の成形方法 - Google Patents
複合材構造体の成形方法 Download PDFInfo
- Publication number
- JP2012201093A JP2012201093A JP2011070605A JP2011070605A JP2012201093A JP 2012201093 A JP2012201093 A JP 2012201093A JP 2011070605 A JP2011070605 A JP 2011070605A JP 2011070605 A JP2011070605 A JP 2011070605A JP 2012201093 A JP2012201093 A JP 2012201093A
- Authority
- JP
- Japan
- Prior art keywords
- jig
- outer plate
- composite material
- prepreg
- ply
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/345—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using matched moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/462—Moulding structures having an axis of symmetry or at least one channel, e.g. tubular structures, frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
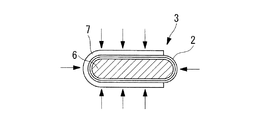
【解決手段】内型治具6にプリプレグ2を巻回する巻回工程と、内型治具6に巻回したプリプレグ2にプライ8を積層する積層工程と、プライ8を積層した内型治具6の外周に複合材の外板4a、4bを設けて、分割された外型治具9を装着して成形する成形工程と、を含むことを特徴とする。
【選択図】図4
Description
すなわち、本発明にかかる複合材構造体の成形方法は、内型治具にプリプレグを巻回する巻回工程と、前記内型治具に巻回した前記プリプレグにプライを積層する積層工程と、前記プライを積層した前記内型治具の外周に複合材の外板を設けて、分割された外型治具を装着して成形する成形工程と、を含むことを特徴とする。
以下、本発明の第1実施形態について、図1から図5を用いて説明する。
図1には、ヘリコプターのテールロータブレード1の概略構成図が示されている。
テールロータブレード(複合材構造体)1は、繊維強化プラスチック(FRP:Fiber Reinforced Plastics)製等の複合材によって成形される中空の構造体である。
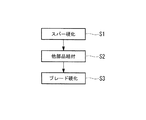
図2から図4には、本実施形態のテールロータブレード1を成形する各工程を示した横断面図が示されており、図5には、図2から図4に示す成形工程のフローチャートが示されている。
プリプレグ2を内型治具6に巻回して、巻回したプリプレグ2に調整プライ(プライ)8を積層させた後に複合材の外板4を設けて外型治具9に装着して成形することとした。そのため、内型治具6によってテールロータブレード(複合材構造体)1を構成しているスパー3の内側成形面の形状や寸法を成形すると共に、外型治具9によってテールロータブレード1の外側成形面の形状や寸法を成形することができる。さらに、内型治具6に巻回したプリプレグ2に調整プライ8を積層させて外板4を設けて成形することにより、テールロータブレード1の板厚調整が容易になる。したがって、内側成形面および外側成形面の形状や寸法精度を向上させたテールロータブレード1とすることができる。
本実施形態の複合材構造体の成形方法は、外板が未硬化複合材である点で、第1実施形態と相違しその他は同様である。したがって、同一の構成および工程については、その説明を省略する。
未硬化複合材の上面外板(外板)および下面外板(外板)を、内型治具に積層した積層プライ(プライ)の外周に設けることした。そのため、外型治具を装着して成形する際に上面外板および下面外板のレジンフローによって、テールロータブレード(複合材構造体)の板厚を調整することができる。したがって、テールロータブレードの板厚調整が一層容易となる。
2 プリプレグ
4、4a、4b 外板(上面外板、下面外板)
6 内型治具
8 プライ(調整プライ)
9 外型治具
Claims (3)
- 内型治具にプリプレグを巻回する巻回工程と、
前記内型治具に巻回した前記プリプレグにプライを積層する積層工程と、
前記プライを積層した前記内型治具の外周に複合材の外板を設けて、分割された外型治具を装着して成形する成形工程と、を含むことを特徴とする複合材構造体の成形方法。 - 内型治具にプリプレグを巻回する巻回工程と、
前記内型治具に巻回した前記プリプレグの外周に複合材の外板を設けて、該外板にプライを積層する積層工程と、
前記外板に前記プライを積層した前記内型治具の外周に、分割された外型治具を装着して成形する成形工程と、を含むことを特徴とする複合材構造体の成形方法。 - 前記外板が未硬化複合材であることを特徴とする請求項1または請求項2に記載の複合材構造体の成形方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011070605A JP5738033B2 (ja) | 2011-03-28 | 2011-03-28 | 複合材構造体の成形方法 |
| EP12763405.3A EP2692511B1 (en) | 2011-03-28 | 2012-01-13 | Forming method for composite material structure |
| US13/876,012 US9833945B2 (en) | 2011-03-28 | 2012-01-13 | Composite material structure forming method |
| PCT/JP2012/050613 WO2012132497A1 (ja) | 2011-03-28 | 2012-01-13 | 複合材構造体の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011070605A JP5738033B2 (ja) | 2011-03-28 | 2011-03-28 | 複合材構造体の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012201093A true JP2012201093A (ja) | 2012-10-22 |
| JP5738033B2 JP5738033B2 (ja) | 2015-06-17 |
Family
ID=46930265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011070605A Active JP5738033B2 (ja) | 2011-03-28 | 2011-03-28 | 複合材構造体の成形方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9833945B2 (ja) |
| EP (1) | EP2692511B1 (ja) |
| JP (1) | JP5738033B2 (ja) |
| WO (1) | WO2012132497A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200057469A (ko) * | 2018-11-16 | 2020-05-26 | 한국항공우주연구원 | 복합재 샌드위치구조물 제조방법 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112008990B (zh) * | 2020-08-14 | 2022-03-29 | 威海锦阳电子有限公司 | 线性压缩机磁桶加工方法 |
| CN112297470B (zh) * | 2020-10-10 | 2022-03-29 | 江西洪都航空工业集团有限责任公司 | 一种复材垂直安定面成型模具 |
| US20250361814A1 (en) * | 2024-05-23 | 2025-11-27 | General Electric Company | Composite airfoil for a turbine engine |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5016298A (ja) * | 1973-05-30 | 1975-02-20 | ||
| JPS60166593A (ja) * | 1983-10-26 | 1985-08-29 | アグスタ ソチエタ ペル アツィオニ | ヘリコプタプレ−ド用長手部材とその製造方法 |
| US4657615A (en) * | 1984-08-20 | 1987-04-14 | The Boeing Company | Composite leading edge/spar member for an aircraft control surface |
| JPH04235004A (ja) * | 1991-01-11 | 1992-08-24 | Kawasaki Heavy Ind Ltd | ロービングプリプレグの積層方法及びその装置 |
| JP2007503533A (ja) * | 2003-08-22 | 2007-02-22 | シコルスキー エアクラフト コーポレイション | ロータブレードの編組翼桁とその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2381662A1 (fr) * | 1977-02-28 | 1978-09-22 | Aerospatiale | Pale, notamment pour un rotor d'helicoptere, et son procede de fabrication |
| US4169749A (en) * | 1977-09-21 | 1979-10-02 | The United States Of America As Represented By The Secretary Of The Navy | Method of making a hollow airfoil |
| GB2040790B (en) * | 1979-02-05 | 1982-10-13 | Westland Aircraft Ltd | Moulding hollow articles |
| JPS5856823A (ja) | 1981-09-30 | 1983-04-04 | Kawasaki Heavy Ind Ltd | 複合材構造物製造方法 |
| US5125993A (en) * | 1991-07-25 | 1992-06-30 | E. I. Du Pont De Nemours And Company | Method for forming and consolidating a fiber reinforced resin structure |
| EP0783431B1 (en) | 1994-08-31 | 2000-01-19 | United Technologies Corporation | Fiber reinforced composite spar for a rotary wing aircraft and method of manufacture thereof |
| DE10011879A1 (de) | 2000-03-07 | 2001-09-13 | Roll N Ice Taiwan Corp | Verbundkunststoffstruktur und Verfahren zu deren Herstellung |
-
2011
- 2011-03-28 JP JP2011070605A patent/JP5738033B2/ja active Active
-
2012
- 2012-01-13 WO PCT/JP2012/050613 patent/WO2012132497A1/ja not_active Ceased
- 2012-01-13 EP EP12763405.3A patent/EP2692511B1/en active Active
- 2012-01-13 US US13/876,012 patent/US9833945B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5016298A (ja) * | 1973-05-30 | 1975-02-20 | ||
| JPS60166593A (ja) * | 1983-10-26 | 1985-08-29 | アグスタ ソチエタ ペル アツィオニ | ヘリコプタプレ−ド用長手部材とその製造方法 |
| US4657615A (en) * | 1984-08-20 | 1987-04-14 | The Boeing Company | Composite leading edge/spar member for an aircraft control surface |
| JPH04235004A (ja) * | 1991-01-11 | 1992-08-24 | Kawasaki Heavy Ind Ltd | ロービングプリプレグの積層方法及びその装置 |
| JP2007503533A (ja) * | 2003-08-22 | 2007-02-22 | シコルスキー エアクラフト コーポレイション | ロータブレードの編組翼桁とその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200057469A (ko) * | 2018-11-16 | 2020-05-26 | 한국항공우주연구원 | 복합재 샌드위치구조물 제조방법 |
| KR102161158B1 (ko) | 2018-11-16 | 2020-09-29 | 한국항공우주연구원 | 복합재 샌드위치구조물 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2692511B1 (en) | 2019-10-16 |
| EP2692511A1 (en) | 2014-02-05 |
| EP2692511A4 (en) | 2014-12-10 |
| JP5738033B2 (ja) | 2015-06-17 |
| WO2012132497A1 (ja) | 2012-10-04 |
| US9833945B2 (en) | 2017-12-05 |
| US20130199709A1 (en) | 2013-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101786342B1 (ko) | 멀티박스 날개 보 및 표면 | |
| CN109562578B (zh) | 复合材料结构体和复合材料结构体的制造方法 | |
| CN102712144B (zh) | 双蒙皮结构 | |
| KR101864051B1 (ko) | 복합재를 이용한 경량 날개 및 블레이드 제조방법 | |
| WO2011004504A1 (ja) | 風車翼及び風車翼の製造方法 | |
| WO2008152103A4 (en) | Method for producing fuselage cell sections for aircraft with composite fibre materials, and a device | |
| CA2685478A1 (en) | Integrated multispar torsion box of composite material | |
| US9051062B1 (en) | Assembly using skeleton structure | |
| US9649820B1 (en) | Assembly using skeleton structure | |
| WO2019021537A1 (ja) | 複合材成形治具及び複合材成形方法 | |
| JP5738033B2 (ja) | 複合材構造体の成形方法 | |
| CN114889233B (zh) | 一种轻型翼肋及其成型方法 | |
| CN112238551A (zh) | 一种复材机翼多零件一体成型装配模具及成型装配方法 | |
| WO2019059260A1 (ja) | 複合材翼の成形方法、複合材翼及び複合材翼の成形型 | |
| US11383828B2 (en) | Landing gear of rotorcraft | |
| CN110712324B (zh) | 一种复合材料机翼成型装配一体化模具 | |
| CN112793185A (zh) | 一种用于t型加筋壁板复合材料的共固化成型方法 | |
| CN110757838A (zh) | 一种复合材料机翼及成型装配一体化成型方法 | |
| WO2019069639A1 (ja) | 繊維強化樹脂部材の製造方法、燃料タンク及び繊維強化樹脂部材 | |
| GB2533369A (en) | Method of forming a Laminar composite structure | |
| JP2012040991A (ja) | 自転車用フレームの製造方法及び自転車用フレーム | |
| CN106976252B (zh) | 一种复合材料多梁盒段共固化成型用梁模具组件定位支架及组装工艺 | |
| US20240217645A1 (en) | Main body of an aerial vehicle | |
| WO2020003608A1 (ja) | 複合材、複合材の製造方法、及び複合材の硬化方法 | |
| CN109435274B (zh) | 一种零件与复合材料骨架蒙皮结构的定位组装方法及装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150324 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150421 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5738033 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |