JP2012206175A - 二重ワイヤ溶接トーチおよびそれに関連する方法 - Google Patents
二重ワイヤ溶接トーチおよびそれに関連する方法 Download PDFInfo
- Publication number
- JP2012206175A JP2012206175A JP2012172001A JP2012172001A JP2012206175A JP 2012206175 A JP2012206175 A JP 2012206175A JP 2012172001 A JP2012172001 A JP 2012172001A JP 2012172001 A JP2012172001 A JP 2012172001A JP 2012206175 A JP2012206175 A JP 2012206175A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- welding wire
- nozzle end
- wire
- torch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/173—Arc welding or cutting making use of shielding gas and of a consumable electrode
- B23K9/1735—Arc welding or cutting making use of shielding gas and of a consumable electrode making use of several electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
- B23K9/122—Devices for guiding electrodes, e.g. guide tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
- B23K9/124—Circuits or methods for feeding welding wire
- B23K9/125—Feeding of electrodes
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Arc Welding In General (AREA)
Abstract
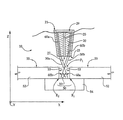
【解決手段】溶接トーチは、第1の溶接ワイヤ方向に第1の溶接ワイヤを配向するように構成された第1の溶接ワイヤガイドと、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向に、第2の溶接ワイヤを配向するように構成された第2の溶接ワイヤガイドとを有するノズルを含む。溶接方法は、溶接すべきワークピース継手に対して溶接トーチを移動させるステップを含む。溶接トーチの移動中に、第1の溶接ワイヤは、第1の溶接ワイヤ方向を定める第1の溶接ワイヤガイドを通して供給され、また第2の溶接ワイヤは、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向を定める第2の溶接ワイヤガイドを通して供給される。
【選択図】図1
Description
11 ノズル
12 溶接ワイヤ供給部
20 ノズル端部本体
21 溶接ワイヤ供給側
23 溶接側
25 ガス通路
27 ガス出口
29 開口部
30a 第1の溶接ワイヤガイド
30b 第2の溶接ワイヤガイド
31 基端
33 末端
39 ノズル端部本体の端面
40a 溶接ワイヤ収容部
40b 溶接ワイヤ収容部
50 継手
52 ワークピース部材
53 縁面
54 バッキングプレート
55 頂面
59 溝
60a 第1の溶接ワイヤ
60b 第2の溶接ワイヤ
61 溶接ワイヤの先端
120 ノズル端部本体
130a 溶接ワイヤガイド
130b 溶接ワイヤガイド
139 ノズル端部本体の端面
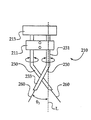
210 溶接トーチ
211 クランプ
213 主体部分
230 溶接ワイヤガイド
231 基部
233 末端部
260 溶接ワイヤ
L ライン
P1 面
P2 面
R1 継手根元部
R2 継手根元部
W 溶接進行面
W’ 溶接進行面
T 横方向面
T’ 横方向面
Claims (20)
- 溶接方法であって、
溶接すべきワークピース継手に対して溶接トーチを溶接方向に移動させるステップと、
溶接トーチの移動中に、溶接トーチのノズル端部本体に結合された基端と、末端と、を有する第1の溶接ワイヤガイドを通して第1の溶接ワイヤを供給し、溶接トーチのノズル端部本体に結合された基端と、末端と、を有する第2の溶接ワイヤガイドを通して第2の溶接ワイヤを供給するステップであって、第1の溶接ワイヤガイドは第1の溶接ワイヤ方向を定め、第2の溶接ワイヤガイドは、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向を定める、ステップと、
を含み、
第1の溶接ワイヤの供給および第2の溶接ワイヤの供給は、それぞれ、各溶接ワイヤを対応する溶接ワイヤガイドを通して、溶接トーチのノズル端部本体から、少なくとも溶接進行面と第2の面との内の少なくとも一方に向かう供給を含み、溶接進行面は、溶接方向に合わせられて、第1の溶接ワイヤガイドの基端と第2の溶接ワイヤガイドの基端との間に位置するノズル端部本体上の点と交差し、第2の面は、溶接進行面と垂直であって、第1の溶接ワイヤガイドの基端と第2の溶接ワイヤガイドの基端との間に位置するノズル端部本体上の点と交差する溶接方法。 - 第1の溶接ワイヤガイドを介して、第1の溶接ワイヤを継手の第1の根元部に向かって配向し、かつ第2の溶接ワイヤガイドを介して、第2の溶接ワイヤを継手の第2の根元部に向かって配向するステップをさらに含む請求項1に記載の方法。
- 溶接によって接合すべき隣接するワークピース部材によって少なくとも部分的に画成される継手の溝を作って、溶接トーチの移動中に溝内で第1および第2の溶接ワイヤの先端を移動させるステップをさらに含む請求項2に記載の方法。
- 溝を作るステップが、部分的に、ワークピース部材の対面する縁面によって、部分的に、溝にわたって延びると共に継手の第1および第2の根元部のワークピース部材に当接するバッキングプレートによって、また部分的に、バッキングプレートの対向側の頂面により画成される平行の壁溝を作るステップを含み、その頂面は、対面する縁面と、隣接するワークピース部材の頂面と、の交点によって画成される請求項3に記載の方法。
- 溶接トーチの第1および第2のワイヤガイドのそれぞれが、溶接トーチのノズル端部本体に結合された基端と、末端とを備え、第1および第2のワイヤガイドの最も近接する箇所が基端と末端との間の位置に存在するように、方法が、第1および第2のワイヤガイドを配向するステップをさらに含む請求項4に記載の方法。
- 第1および第2のワークピース部材の間の突合せ継手を溶接するステップをさらに含み、その溶接は、それぞれの溶接ワイヤの先端を溝内で移動させる間に第1および第2の根元部を溶接するステップを含む請求項4に記載の方法。
- 突合せ継手を溶接するステップの前に、第1および第2の溶接ワイヤガイドを有するノズル端部本体を溶接トーチ用のワイヤ供給装置に結合するステップをさらに含み、その結合は、第1および第2の溶接ワイヤガイドによって、ワイヤ供給装置で定められた同一平面の方向から第1および第2の溶接ワイヤを再配向するステップを含む請求項6に記載の方法。
- 溶接トーチアセンブリ用のノズル端部であって、
ノズル端部本体と、
ノズル端部本体に結合されかつある方向を有する第1の溶接ワイヤガイドと、
ノズル端部本体に結合され、かつ第1の溶接ワイヤガイドの方向とは異なる方向を有する第2の溶接ワイヤガイドと、
を備え、
第1および第2の溶接ワイヤガイドのそれぞれは、ノズル端部本体に結合されている基端と、末端とを含み、第1および第2の溶接ワイヤガイドは、第1および第2の溶接ワイヤガイドの末端に交差する第1の面と、基端のそれぞれに交差しかつ第1の面に対して横方向に配向された第2の面と、第1の面に垂直でありかつ第2の面に垂直な第3の面と、をさらに画成し、第2および第3の面のそれぞれは、第1および第2の溶接ガイドガイドの基端の間に位置するノズル端部本体上の点と交差し、第1および第2の溶接ワイヤガイドの方向は第2の面とは異なる方向に逸脱し、それぞれの溶接ワイヤガイドは、ノズル端部本体から離れて第3の面に向かうように角度付けされた部分をさらに含むノズル端部。 - ノズル端部本体は、第1および第2のワイヤガイドを取り付ける溶接側と、ノズル端部本体を溶接トーチノズルの一部に結合するように構成された開口部を有するワイヤ供給側と、を含む請求項8に記載のノズル端部。
- ノズル端部本体は、溶接ガスをガス通路からノズル端部本体の溶接側の外側に導くように構成されたガス通路およびガス出口を有するセラミック部材を備える請求項9に記載のノズル端部。
- 第1および第2のワイヤガイドは、第1および第2の面のそれぞれに対して横方向に配向された溶接進行面を画成し、第1および第2の溶接ワイヤガイドのそれぞれは、溶接進行面に向かって配向された少なくとも一部を含む請求項8に記載のノズル端部。
- 第1および第2の溶接ワイヤガイドのそれぞれは、第2の面に対して約2.0°〜約6.0°の範囲の角度を定め、さらに、溶接進行面に対して約2.0°〜約6.0°の範囲の角度を定める請求項11に記載のノズル端部。
- 第1および第2の溶接ワイヤガイドは第1および第2の溶接ワイヤ方向をそれぞれ定めて、溶接進行面内における各溶接ワイヤ方向の間の第1の突出角を約6.0°〜約9.0°の範囲に定め、第2の面内における各溶接ワイヤ方向の間の第2の突出角を約4.0°〜約11.0°の範囲に定め、溶接進行面および第2の面は、互いに垂直かつ第1の面に対して垂直に配向される請求項12に記載のノズル端部。
- 第1の突出角は9.0°であり、第2の突出角は6.0°である請求項13に記載のノズル端部。
- 溶接トーチであって、
第1の溶接ワイヤ方向に第1の溶接ワイヤを配向するように構成された第1の溶接ワイヤガイドと、第1の溶接ワイヤ方向に対して同一平面にない逸脱する第2の溶接ワイヤ方向に、第2の溶接ワイヤを配向するように構成された第2の溶接ワイヤガイドと、を有するノズル端部本体を含むノズルを備え、第1および第2の溶接ワイヤガイドのそれぞれは、ノズル端部本体に結合される基端と、末端とを含み、
第1および第2の溶接ワイヤガイドは、それらの末端に交差する第1の面と、それらの基端の交差しかつ第1の面に対して横方向に配向された第2の面と、第1の面に対して直角かつ第2の面に対して直角である第3の面と、をさらに画成し、第2および第3の面のそれぞれは、第1および第2の溶接ガイドガイドの基端の間に位置するノズル端部本体上の点と交差し、第1および第2の溶接ワイヤガイドの方向は第2の面とは異なる方向に逸脱し、それぞれの溶接ワイヤガイドは、ノズル端部本体から離れて第3の面に向かうように角度付けされた部分をさらに含む溶接トーチ。 - 第1および第2の溶接ワイヤガイドは、第1および第2の溶接ワイヤ方向を定める第1および第2の配向で固定される請求項15に記載の溶接トーチ。
- 溶接ワイヤガイドのそれぞれは基端と末端とを含み、
第1および第2の溶接ワイヤガイドは、第1および第2の溶接ワイヤガイドの個々の末端に交差する第1の面と、第1の面に対して垂直に配向されかつ基端および溶接進行面に交差する第2の面と、を画成し、溶接進行面は、第1および第2の面のそれぞれに対して垂直に配向され、
第1および第2の溶接ワイヤ方向は、第2の面から逸脱して、溶接進行面内における各溶接ワイヤ方向の間の第1の突出角を約6.0°〜約9.0°の範囲に定め、第2の面内における各溶接ワイヤ方向の間の第2の突出角を約4.0°〜約11.0°の範囲に定める請求項16に記載の溶接トーチ。 - 第2の面および溶接進行面のそれぞれは、第1および第2の溶接ワイヤガイドのそれぞれの末端から等距離に位置決めされる請求項17に記載の溶接トーチ。
- 第1および第2の溶接ワイヤガイドの少なくとも一方は、調整可能であって、同一平面にない逸脱する異なる複数の関係で第1および第2の溶接ワイヤを配向するように構成される請求項15に記載の溶接トーチ。
- 第1および第2の溶接ワイヤガイドの少なくとも一方は、同一平面にない逸脱する異なる複数の関係で第1および第2の溶接ワイヤを配向するように回転可能である請求項19に記載の溶接トーチ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/449,054 US7525067B2 (en) | 2006-06-08 | 2006-06-08 | Dual wire welding torch and method |
| US11/449,054 | 2006-06-08 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007099496A Division JP2007326148A (ja) | 2006-06-08 | 2007-04-05 | 二重ワイヤ溶接トーチおよびそれに関連する方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012206175A true JP2012206175A (ja) | 2012-10-25 |
| JP5571745B2 JP5571745B2 (ja) | 2014-08-13 |
Family
ID=38820853
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007099496A Pending JP2007326148A (ja) | 2006-06-08 | 2007-04-05 | 二重ワイヤ溶接トーチおよびそれに関連する方法 |
| JP2012172001A Expired - Fee Related JP5571745B2 (ja) | 2006-06-08 | 2012-08-02 | 二重ワイヤ溶接トーチおよびそれに関連する方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007099496A Pending JP2007326148A (ja) | 2006-06-08 | 2007-04-05 | 二重ワイヤ溶接トーチおよびそれに関連する方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7525067B2 (ja) |
| JP (2) | JP2007326148A (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080169336A1 (en) * | 2007-01-11 | 2008-07-17 | Spiegel Lyle B | Apparatus and method for deep groove welding |
| US20090277877A1 (en) * | 2008-05-08 | 2009-11-12 | Daniels Craig A | Apparatus and method for welding objects |
| US9555493B2 (en) * | 2008-07-09 | 2017-01-31 | Lincoln Global, Inc. | Apparatus for welding with curtain electrodes and strip electrodes |
| JP2010082624A (ja) * | 2008-09-29 | 2010-04-15 | Daihen Corp | 2ワイヤ溶接トーチ、およびこれを用いた2ワイヤ溶接装置 |
| EP2414128B1 (en) * | 2009-04-01 | 2015-02-25 | Esab AB | Welding head and welding head assembly for an arc-welding system |
| US9839970B2 (en) | 2010-12-21 | 2017-12-12 | Lincoln Global, Inc. | Dual wire welding system and method |
| DE102012202602A1 (de) * | 2012-02-21 | 2013-08-22 | Siemens Aktiengesellschaft | Schweißvorrichtung und Verfahren zum Betreiben einer Schweißvorrichtung |
| JP5843683B2 (ja) * | 2012-03-28 | 2016-01-13 | 株式会社神戸製鋼所 | タンデム溶接トーチ |
| DE102012020801A1 (de) * | 2012-10-23 | 2014-04-24 | Linde Aktiengesellschaft | Mehrflammenbrenner und Verfahren zum Erwärmen eines Werkstücks |
| JP5979734B2 (ja) * | 2014-11-28 | 2016-08-31 | エーエスアーベー アーベー | アーク溶接システムのための溶接ヘッドおよび溶接ヘッドアセンブリ |
| US10792752B2 (en) | 2017-08-08 | 2020-10-06 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US10773335B2 (en) | 2017-08-08 | 2020-09-15 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US10532418B2 (en) | 2017-08-08 | 2020-01-14 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing contact tip and diffuser |
| US11440121B2 (en) | 2017-08-08 | 2022-09-13 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US11504788B2 (en) | 2017-08-08 | 2022-11-22 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US11285557B2 (en) | 2019-02-05 | 2022-03-29 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system |
| US11498146B2 (en) | 2019-09-27 | 2022-11-15 | Lincoln Global, Inc. | Dual wire welding or additive manufacturing system and method |
| US12168268B2 (en) | 2021-05-20 | 2024-12-17 | Lincoln Global, Inc. | Reduction of droplet size for CO2 shielded welding wire |
| US20260070128A1 (en) * | 2024-09-10 | 2026-03-12 | Blue Origin, Llc | Wire-feed friction stir additive manufacturing devices and methods |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6246192U (ja) * | 1985-09-04 | 1987-03-20 | ||
| JPH03297574A (ja) * | 1990-04-17 | 1991-12-27 | Babcock Hitachi Kk | Tigアーク溶接トーチ及び溶接装置 |
| JPH05237663A (ja) * | 1992-03-03 | 1993-09-17 | Babcock Hitachi Kk | Tig溶接トーチ |
| JPH10109174A (ja) * | 1996-10-04 | 1998-04-28 | Ishikawajima Harima Heavy Ind Co Ltd | 2極極間可変溶接トーチノズル |
| JP2001071132A (ja) * | 1999-08-18 | 2001-03-21 | Lincoln Global Inc | 電気溶接装置及び方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5139627B2 (ja) * | 1973-02-23 | 1976-10-28 | ||
| JPS55112181A (en) * | 1979-02-23 | 1980-08-29 | Nippon Kokan Kk <Nkk> | Welding method for production of large-diameter thick-walled steel pipe |
| JPH069749Y2 (ja) * | 1988-11-24 | 1994-03-16 | 三菱重工業株式会社 | 狭開先周溶接装置 |
| JP3089060B2 (ja) * | 1991-07-03 | 2000-09-18 | 愛知産業株式会社 | 自動溶接装置 |
| US5155330A (en) * | 1991-08-02 | 1992-10-13 | The Lincoln Electric Company | Method and apparatus for GMAW welding |
| JPH07276052A (ja) * | 1994-02-18 | 1995-10-24 | Hitachi Zosen Corp | 狭開先継手の初層溶接方法および積層溶接方法 |
| JPH08294773A (ja) * | 1995-04-26 | 1996-11-12 | Yoshinori Suzuki | 鉄筋溶接継手の製作方法 |
| US5714735A (en) * | 1996-06-20 | 1998-02-03 | General Electric Company | Method and apparatus for joining components with multiple filler materials |
| JPH10156532A (ja) * | 1996-11-29 | 1998-06-16 | Nkk Corp | 多電極ガスシールドアーク溶接方法 |
| US6683279B1 (en) * | 2001-12-27 | 2004-01-27 | Delford A. Moerke | Twin MIG welding apparatus |
| US7115324B1 (en) * | 2003-08-29 | 2006-10-03 | Alcoa Inc. | Method of combining welding and adhesive bonding for joining metal components |
-
2006
- 2006-06-08 US US11/449,054 patent/US7525067B2/en active Active
-
2007
- 2007-04-05 JP JP2007099496A patent/JP2007326148A/ja active Pending
-
2012
- 2012-08-02 JP JP2012172001A patent/JP5571745B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6246192U (ja) * | 1985-09-04 | 1987-03-20 | ||
| JPH03297574A (ja) * | 1990-04-17 | 1991-12-27 | Babcock Hitachi Kk | Tigアーク溶接トーチ及び溶接装置 |
| JPH05237663A (ja) * | 1992-03-03 | 1993-09-17 | Babcock Hitachi Kk | Tig溶接トーチ |
| JPH10109174A (ja) * | 1996-10-04 | 1998-04-28 | Ishikawajima Harima Heavy Ind Co Ltd | 2極極間可変溶接トーチノズル |
| JP2001071132A (ja) * | 1999-08-18 | 2001-03-21 | Lincoln Global Inc | 電気溶接装置及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007326148A (ja) | 2007-12-20 |
| JP5571745B2 (ja) | 2014-08-13 |
| US20070284351A1 (en) | 2007-12-13 |
| US7525067B2 (en) | 2009-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5571745B2 (ja) | 二重ワイヤ溶接トーチおよびそれに関連する方法 | |
| CN102728960B (zh) | 混合焊接设备和焊接的系统与方法 | |
| US8729424B2 (en) | Hybrid welding with multiple heat sources | |
| US6608285B2 (en) | Hybrid arc/laser welding with earth contactor position control | |
| US8283599B2 (en) | Welding method for T-joint | |
| US20140034622A1 (en) | Method and system for narrow grove welding using laser and hot-wire system | |
| WO2014020420A2 (en) | Method and system of hot wire joint design for out-of-position welding | |
| JP7014823B2 (ja) | 少なくとも2つのワークピースを接合するための方法および装置 | |
| US9440314B2 (en) | Laser welding assembly and method | |
| JP7318740B2 (ja) | 接合方法 | |
| JP2010284691A (ja) | 厚板の鋼板や鋼管の狭開先溶接方法 | |
| WO2014140763A2 (en) | System and method of welding stainless steel to copper | |
| CN101987391B (zh) | 嵌入式芯片、电浆火炬及电浆加工装置 | |
| JP7119960B2 (ja) | 接合方法 | |
| US20130240490A1 (en) | Welding method | |
| KR100437738B1 (ko) | 좁은 갭의 용접방법 및 용접장치 | |
| CN104646831B (zh) | 用于空间偏移部件的复合焊接设备、系统和方法 | |
| CN112025045A (zh) | 对接焊缝单面焊双面成型制作工艺 | |
| CN110560904B (zh) | 一种多束流辅助的激光-电弧复合焊接方法 | |
| Diez et al. | Dual wire welding torch and method | |
| CN110449759B (zh) | 一种大通径管道焊接方法 | |
| JP2017154184A (ja) | 回転消耗品を用いる溶接のためのシステム及び方法 | |
| WO2020085492A1 (ja) | 接合方法 | |
| JP2011147944A (ja) | レーザ・アーク複合溶接法 | |
| JP7351436B1 (ja) | 狭開先ガスシールドアーク溶接方法および狭開先ガスシールドアーク溶接用溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120802 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140527 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140626 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5571745 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |