JP2012207277A - 銅系摺動材料 - Google Patents
銅系摺動材料 Download PDFInfo
- Publication number
- JP2012207277A JP2012207277A JP2011074248A JP2011074248A JP2012207277A JP 2012207277 A JP2012207277 A JP 2012207277A JP 2011074248 A JP2011074248 A JP 2011074248A JP 2011074248 A JP2011074248 A JP 2011074248A JP 2012207277 A JP2012207277 A JP 2012207277A
- Authority
- JP
- Japan
- Prior art keywords
- alloy
- mass
- copper
- alloy layer
- sliding material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/02—Alloys based on copper with tin as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
- B32B15/015—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium the said other metal being copper or nickel or an alloy thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/06—Sliding surface mainly made of metal
- F16C33/12—Structural composition; Use of special materials or surface treatments, e.g. for rust-proofing
- F16C33/121—Use of special materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2204/00—Metallic materials; Alloys
- F16C2204/10—Alloys based on copper
- F16C2204/18—Alloys based on copper with bismuth as the next major constituent
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Powder Metallurgy (AREA)
- Sliding-Contact Bearings (AREA)
Abstract
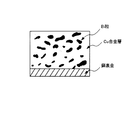
【解決手段】 Cu合金層に含有させるBiとSnの質量比をBi/Sn=1.7〜3.4、BiとPの質量比をBi/P=500〜2100とすることで、焼結後の冷却工程にてCu合金粉末中のCu合金にCu−Sn−P系化合物が析出する。これにより、Cu合金粉末中のCu合金と液相になったBiの熱収縮率の差が緩和され、Biの液相がCu合金粉末中に留まるため、Bi粒の粗大化を抑制し、Bi粒の平均粒子面積を60〜350μm2と微細に分散させることができる。
【選択図】 図1
Description

Claims (4)
- 鋼裏金層及びCu合金層からなる銅系摺動材料であって、前記Cu合金層はSnを6〜12質量%、Biを11〜30質量%、Pを0.01〜0.05質量%含有し、残部がCu及び不可避不純物からなる銅系摺動材料において、
前記Biは、前記Snとの質量比がBi/Sn=1.7〜3.4、前記Pとの質量比がBi/P=500〜2100であり、
前記Cu合金層には、Cu−Sn−P系化合物が分散することにより、前記Cu合金層の厚さ方向と平行な方向の断面に平均粒子面積が60〜350μm2のBi粒が分散していることを特徴とする銅系摺動材料。 - 前記Snは、前記Biとの質量比がBi/Sn=2.1〜3.1であり、且つ前記Cu合金層に6.8〜9質量%含有させることを特徴とする請求項1記載の銅系摺動材料。
- 前記Cu合金層は、さらにNi、Fe、Agからなる群の中から少なくとも1種以上を総量で0.1〜10質量%含有することを特徴とする請求項1又は請求項2記載の銅系摺動材料。
- 前記Cu合金層は、さらに無機化合物を0.1〜10質量%含有することを特徴とする請求項1乃至請求項3のいずれかに記載の銅系摺動材料。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011074248A JP5377557B2 (ja) | 2011-03-30 | 2011-03-30 | 銅系摺動材料 |
| DE102012204967.3A DE102012204967B4 (de) | 2011-03-30 | 2012-03-28 | Kupfer-basiertes Gleitmaterial |
| GB1205639.6A GB2489601B (en) | 2011-03-30 | 2012-03-29 | Copper-based sliding material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011074248A JP5377557B2 (ja) | 2011-03-30 | 2011-03-30 | 銅系摺動材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012207277A true JP2012207277A (ja) | 2012-10-25 |
| JP5377557B2 JP5377557B2 (ja) | 2013-12-25 |
Family
ID=46159986
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011074248A Expired - Fee Related JP5377557B2 (ja) | 2011-03-30 | 2011-03-30 | 銅系摺動材料 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5377557B2 (ja) |
| DE (1) | DE102012204967B4 (ja) |
| GB (1) | GB2489601B (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013043997A (ja) * | 2011-08-22 | 2013-03-04 | Daido Metal Co Ltd | 銅系摺動材料 |
| WO2018061332A1 (ja) * | 2016-09-30 | 2018-04-05 | 大同メタル工業株式会社 | 摺動材料およびその製造方法並びに摺動部材 |
| WO2018061333A1 (ja) * | 2016-09-30 | 2018-04-05 | 大同メタル工業株式会社 | 摺動部材およびその製造方法 |
| JP2018145505A (ja) * | 2017-03-08 | 2018-09-20 | 大同メタル工業株式会社 | 摺動材料及びその製造方法、並びに摺動部材及び軸受装置 |
| JP2019173060A (ja) * | 2018-03-27 | 2019-10-10 | 大同メタル工業株式会社 | 摺動部材 |
| JP7503089B2 (ja) | 2022-03-30 | 2024-06-19 | 大同メタル工業株式会社 | 摺動部材、および摺動部材の製造方法 |
| EP4265356A4 (en) * | 2020-12-25 | 2024-06-26 | Senju Metal Industry Co., Ltd. | SLIDING ELEMENT, BEARING, METHOD FOR MANUFACTURING A SLIDING ELEMENT AND METHOD FOR MANUFACTURING A BEARING |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016208485A1 (de) * | 2016-05-18 | 2017-11-23 | Federal-Mogul Wiesbaden Gmbh | Verfahren zur Herstellung von Gleitlagerverbundwerkstoffen, Gleitlagerverbundwerkstoff und Gleitelement aus solchen Gleitlagerverbundwerkstoffen |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001081523A (ja) * | 1999-09-13 | 2001-03-27 | Daido Metal Co Ltd | 銅系摺動材料 |
| WO2008018348A1 (ja) * | 2006-08-05 | 2008-02-14 | Taiho Kogyo Co. Ltd. | Pbフリー銅合金摺動材料 |
| WO2008140100A1 (ja) * | 2007-05-15 | 2008-11-20 | Taiho Kogyo Co., Ltd. | Pbフリー銅合金摺動材料、及びすべり軸受 |
| WO2010030031A1 (ja) * | 2008-09-10 | 2010-03-18 | 大豊工業株式会社 | PbフリーCu-Bi系焼結材料製摺動部品 |
| JP2010535287A (ja) * | 2007-07-31 | 2010-11-18 | フェデラル−モーグル コーポレイション | 耐摩耗性の鉛フリー合金ブッシングおよびその製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2918292B2 (ja) | 1990-05-25 | 1999-07-12 | 大豊工業株式会社 | 摺動材料 |
| JP3195042B2 (ja) | 1992-03-19 | 2001-08-06 | 大豊工業株式会社 | すべり軸受合金の製造方法 |
| JP3939931B2 (ja) * | 2001-03-23 | 2007-07-04 | 大同メタル工業株式会社 | 銅系複層摺動材料 |
| WO2003031102A1 (en) | 2001-10-08 | 2003-04-17 | Federal-Mogul Corporation | Lead-free bearing |
| JP2003194061A (ja) * | 2001-12-27 | 2003-07-09 | Daido Metal Co Ltd | 銅系焼結摺動材料およびその製造方法 |
-
2011
- 2011-03-30 JP JP2011074248A patent/JP5377557B2/ja not_active Expired - Fee Related
-
2012
- 2012-03-28 DE DE102012204967.3A patent/DE102012204967B4/de not_active Expired - Fee Related
- 2012-03-29 GB GB1205639.6A patent/GB2489601B/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001081523A (ja) * | 1999-09-13 | 2001-03-27 | Daido Metal Co Ltd | 銅系摺動材料 |
| WO2008018348A1 (ja) * | 2006-08-05 | 2008-02-14 | Taiho Kogyo Co. Ltd. | Pbフリー銅合金摺動材料 |
| WO2008140100A1 (ja) * | 2007-05-15 | 2008-11-20 | Taiho Kogyo Co., Ltd. | Pbフリー銅合金摺動材料、及びすべり軸受 |
| JP2010535287A (ja) * | 2007-07-31 | 2010-11-18 | フェデラル−モーグル コーポレイション | 耐摩耗性の鉛フリー合金ブッシングおよびその製造方法 |
| WO2010030031A1 (ja) * | 2008-09-10 | 2010-03-18 | 大豊工業株式会社 | PbフリーCu-Bi系焼結材料製摺動部品 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013043997A (ja) * | 2011-08-22 | 2013-03-04 | Daido Metal Co Ltd | 銅系摺動材料 |
| EP3521464A4 (en) * | 2016-09-30 | 2020-05-13 | Daido Metal Company Ltd. | SLIDING MATERIAL AND METHOD FOR THE PRODUCTION THEREOF AND SLIDING ELEMENT |
| WO2018061332A1 (ja) * | 2016-09-30 | 2018-04-05 | 大同メタル工業株式会社 | 摺動材料およびその製造方法並びに摺動部材 |
| JP2018053349A (ja) * | 2016-09-30 | 2018-04-05 | 大同メタル工業株式会社 | 摺動材料およびその製造方法並びに摺動部材 |
| JP2018054097A (ja) * | 2016-09-30 | 2018-04-05 | 大同メタル工業株式会社 | 摺動部材およびその製造方法 |
| US10844462B2 (en) | 2016-09-30 | 2020-11-24 | Daido Metal Company Ltd. | Slide material and method for manufacturing same, and slide member |
| CN109804095A (zh) * | 2016-09-30 | 2019-05-24 | 大同金属工业株式会社 | 滑动材料及其制造方法、以及滑动构件 |
| WO2018061333A1 (ja) * | 2016-09-30 | 2018-04-05 | 大同メタル工業株式会社 | 摺動部材およびその製造方法 |
| CN109804095B (zh) * | 2016-09-30 | 2021-07-16 | 大同金属工业株式会社 | 滑动材料及其制造方法、以及滑动构件 |
| US10876576B2 (en) | 2016-09-30 | 2020-12-29 | Daido Metal Company Ltd. | Slide member and method for manufacturing same |
| JP2018145505A (ja) * | 2017-03-08 | 2018-09-20 | 大同メタル工業株式会社 | 摺動材料及びその製造方法、並びに摺動部材及び軸受装置 |
| JP2019173060A (ja) * | 2018-03-27 | 2019-10-10 | 大同メタル工業株式会社 | 摺動部材 |
| JP7111484B2 (ja) | 2018-03-27 | 2022-08-02 | 大同メタル工業株式会社 | 摺動部材 |
| EP4265356A4 (en) * | 2020-12-25 | 2024-06-26 | Senju Metal Industry Co., Ltd. | SLIDING ELEMENT, BEARING, METHOD FOR MANUFACTURING A SLIDING ELEMENT AND METHOD FOR MANUFACTURING A BEARING |
| US12031579B2 (en) | 2020-12-25 | 2024-07-09 | Senju Metal Industry Co., Ltd. | Sliding member, bearing, sliding member manufacturing method, and bearing manufacturing method |
| JP7503089B2 (ja) | 2022-03-30 | 2024-06-19 | 大同メタル工業株式会社 | 摺動部材、および摺動部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| GB2489601B (en) | 2013-03-13 |
| GB201205639D0 (en) | 2012-05-16 |
| DE102012204967A1 (de) | 2012-10-04 |
| GB2489601A (en) | 2012-10-03 |
| DE102012204967B4 (de) | 2017-08-24 |
| JP5377557B2 (ja) | 2013-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5377557B2 (ja) | 銅系摺動材料 | |
| JP5058276B2 (ja) | 銅系摺動材料 | |
| KR101265391B1 (ko) | Pb 프리 구리 합금 슬라이딩 재료 및 미끄럼 베어링 | |
| JP5492089B2 (ja) | PbフリーCu−Bi系焼結材料製摺動部品 | |
| CN101550502B (zh) | 无铅铜合金滑动材料 | |
| JP4410612B2 (ja) | 燃料噴射ポンプ用Pbフリー軸受 | |
| KR20160009612A (ko) | 구리 합금, 구리 합금의 용도, 구리 합금을 가지는 베어링, 및 구리 합금으로 이루어진 베어링의 제조 방법 | |
| US20130323524A1 (en) | Sliding bearing composite material | |
| CN101541989A (zh) | 无铅铜合金滑动材料 | |
| JP2011080525A (ja) | 複層摺動部材 | |
| JP2003269456A (ja) | 摺動材料 | |
| WO2012147780A1 (ja) | 摺動材料、軸受用合金及び軸受用複層金属材 | |
| JP5340355B2 (ja) | 銅系摺動材料 | |
| JP7376998B2 (ja) | 摺動部材用合金、摺動部材、内燃機関、及び自動車 | |
| CN102227569B (zh) | 轴承材料 | |
| JP6363931B2 (ja) | すべり軸受用銅合金 | |
| JP5073925B2 (ja) | 鉛フリー銅系摺動材料 | |
| JP3531248B2 (ja) | 軸受及びその軸受材料 | |
| JP2014196524A (ja) | 銅系摺動材料 | |
| JPH02122042A (ja) | 耐焼付性に優れたアルミニウム系軸受合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130827 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130924 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130924 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5377557 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |