JP2012240078A - 塊成機及び塊成化方法 - Google Patents
塊成機及び塊成化方法 Download PDFInfo
- Publication number
- JP2012240078A JP2012240078A JP2011111637A JP2011111637A JP2012240078A JP 2012240078 A JP2012240078 A JP 2012240078A JP 2011111637 A JP2011111637 A JP 2011111637A JP 2011111637 A JP2011111637 A JP 2011111637A JP 2012240078 A JP2012240078 A JP 2012240078A
- Authority
- JP
- Japan
- Prior art keywords
- side frame
- pressure
- hydraulic cylinder
- cylinder
- auxiliary cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/005—Control arrangements
- B30B11/006—Control arrangements for roller presses
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
Abstract
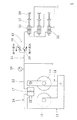
【解決手段】一方側が回動自在に連結された固定側フレーム11及び回動側フレーム12と、この中央部に対向配置して取付けられる成形ロール13、14と、他方側を連結する隙間調整手段15を有する塊成機10及び塊成化方法であり、隙間調整手段15には、固定側フレーム11及び回動側フレーム12の他方側に連結する油圧シリンダー17と、この加圧側の油流路に連結され、油圧シリンダー17にかかる圧力を初期設定圧まで受ける補助シリンダー32と、この背圧側に直列配置され、初期設定圧を超えた際に発生する荷重を受けるばね38が設けられ、油圧シリンダー17により成形ロール13、14に成形力を与えながら、発生した異常成形力の反力をばね38で受ける。
【選択図】図1
Description
図4(A)に示すように、塊成機80は、下側がピン81で回動自在に連結された固定側フレーム82及び回動側フレーム83と、この固定側フレーム82及び回動側フレーム83の中央部に対向配置して取付けられる対となる成形ロール84、85と、固定側フレーム82及び回動側フレーム83の上側を連結し、対となる成形ロール84、85の間隔及び挟持力を調整する伸縮ロッド86とを有している。
このように構成することで、成形ロール84、85に異常成形力が発生して反力の初期値を超えた場合、成形ロール84、85の隙間を皿ばね91のばね定数に応じて制御できる。
また、成形ロール84、85の隙間や挟持力を設定する皿ばね91は、ロッド部材88、90に組み込まれているため、変更するのに長い作業時間が必要とされる。そして、初期値が大荷重の場合は、使用可能な皿ばねを容易に入手することができない。
更に、皿ばね91が規定の最大たわみに達すると、受ける反力の上限が設定されないため、機械設計ができない。また、例え機械設計ができたとしても、固定側フレーム82と回動側フレーム83には想定外の荷重が加わり、フレーム等が壊れる恐れがある。
前記隙間調整手段には、前記固定側フレーム及び前記回動側フレームの他方側に連結する油圧シリンダーと、該油圧シリンダーの加圧側の油流路に連結され、該油圧シリンダーにかかる圧力を、予め設定した初期設定圧まで受ける補助シリンダーと、該補助シリンダーの背圧側に直列配置され、前記初期設定圧を超えた際に発生する荷重を受けるばねとが設けられている。
ここで、前記各補助シリンダーの内径は同一で、しかも前記各ばねのばね定数はそれぞれ異ならせることもできる。
そして、本発明に係る塊成機において、前記補助シリンダーの背圧側に、減圧弁を介して前記油圧シリンダーにかかる圧力より低い圧力の油が供給されていることが好ましい。
更に、本発明に係る塊成機において、前記補助シリンダーには、両軸シリンダーを使用してもよい。
前記隙間調整手段には、前記固定側フレーム及び前記回動側フレームの他方側に連結する油圧シリンダーと、該油圧シリンダーの加圧側の油流路に連結され、該油圧シリンダーにかかる圧力を、予め設定した初期設定圧まで受ける補助シリンダーと、該補助シリンダーの背圧側に直列配置され、前記初期設定圧を超えた際に発生する荷重を受けるばねとが設けられ、前記油圧シリンダーにより、前記対となる成形ロールに成形力を与えながら、該対となる成形ロールに異常成形力が発生した場合に、その反力を前記補助シリンダーに直列配置された前記ばねで受ける。
このように、油圧シリンダー、補助シリンダー、及びばねを使用することで、対となる成形ロールの間隔及び挟持力の初期設定を容易にできる。
また、油圧シリンダーの使用により、安全弁が設けられているため、成形ロールに想定外の荷重が加わった場合に受ける反力の上限値を設定できる。
これにより、塊成機の機械設計が可能となり、フレーム等の破損も防止できる。
なお、各補助シリンダーの内径が同一で、しかも各ばねのばね定数がそれぞれ異なる場合、油圧シリンダーの初期設定圧から上限圧力に至るまでの圧力上昇経路を、一直線状とすることなく、目的に応じた圧力上昇経路、例えば、折れ線状や曲線状にできる。
図1に示すように、本発明の一実施の形態に係る塊成機10は、下側が回動自在に連結された固定側フレーム11及び回動側フレーム12と、この固定側フレーム11及び回動側フレーム12の中央部に対向配置して取付けられる対となる成形ロール13、14と、固定側フレーム11及び回動側フレーム12の上側を連結する隙間調整手段15とを有する。以下、詳しく説明する。
この成形ロール13、14は、その回転軸が、水平状態で平行となるように、固定側フレーム11及び回動側フレーム12に回転可能に取付けられている。この成形ロール13、14を互いに逆回転させることで、ホッパーから送られる原料を加圧し塊成化しながら、下方へ排出できる構成となっている。
また、固定側フレーム11と回動側フレーム12の上側には、隙間調整手段15の油圧シリンダー(塊成化用シリンダー)17が連結されている。具体的には、固定側フレーム11の上側に、油圧シリンダー17のシリンダーカバー18の先側が、ピン19を介して回動自在に連結され、回動側フレーム12の上側に、油圧シリンダー17のピストンロッド20の基側が、ピン21を介して回動自在に連結されている。
なお、各配管22、24の途中位置には、電磁弁(電磁切換弁)26が設けられ、この電磁弁26と油圧シリンダー17との間の配管22には、パイロットチェッキ弁27が設けられている。
以上の構成により、塊成機10の主電源(図示しない)をオンにし、油圧ポンプ23を始動させて圧力を上昇させ、電磁弁26を切換えることにより、油圧シリンダー17を作動させることができる。これにより、対となる成形ロール13、14の間隔及び挟持力(成形力)を制御できる。
上記した上限設定用圧力計28とリリーフ弁29との間の配管22と、電磁弁26と油圧ポンプ23との間の配管22には、油流路を構成する分岐配管31の両端部が、それぞれ接続されている。
補助シリンダー32は、油圧シリンダー17にかかる圧力を、予め設定した初期設定圧まで受けるものであり、分岐配管31を介して、補助シリンダー32のピストンロッド37側(背圧側)は油圧ポンプ23と連結され、補助シリンダー32の先側(加圧側)は上限設定用圧力計28と連結されている。
なお、補助シリンダー32には、両軸シリンダーを使用しているが、単軸シリンダーでもよい。
この補助シリンダー32の背圧側には、初期設定圧を超えた際に発生する荷重を受ける圧縮ばね(ばねの一例)38が直列配置されている。
ここで、各補助シリンダー32の内径は同一で、しかも各圧縮ばね38のばね定数も同一であるが、各補助シリンダー32の内径を同一にして、各圧縮ばねのばね定数をそれぞれ異なる値にすることもできる。
これにより、対となる成形ロール13、14の隙間が開く際の動きを素早くでき、この隙間が狭くなる際の動きをゆっくりにすることができる。
これにより、油圧シリンダー17に予圧による反力を与えることができる。
まず、上限設定用圧力計28に、塊成機10が損傷しない範囲で反力の上限値を設定し、初期圧設定用圧力計34に、初期設定圧を設定する。そして、塊成機10の主電源をオンにし、油圧ポンプ23を始動させて圧力を上昇させ、電磁弁26を切換えることにより、油圧シリンダー17を作動させて、対となる成形ロール13、14の間隔及び挟持力を制御する。このとき、各補助シリンダー17も作動し、補助シリンダー32の背圧側に接続された分岐配管31の圧力が初期設定圧に達した場合に、リリーフ弁33が開放され、分岐配管31の圧力が維持される。
ここで、原料の塊成化作業が安定(初期設定圧以下)に行われ、成形ロール13、14に異常成形力が発生しない場合は、成形ロール13、14の間に原料が噛み込まれた際、対向する塊成ロール13、14が、その間隔が開く方向に移動しようとしても、油圧シリンダー17にかかる圧力は、各補助シリンダー32で受けることができる。なお、このとき、各補助シリンダー32の背圧側に直列配置された圧縮ばね38は僅かに圧縮される。
ここで、各補助シリンダー32の内径は同一で、各圧縮ばね38のばね定数も同一であるため、各圧縮ばね38は同じように縮む。なお、各圧縮ばねのばね定数が異なる場合は、例えば、各圧縮ばねを段階的に、順次縮ませることもできる。
このとき、塊成ロール13、14同士の挟持力が急上昇し、振動を起こす可能性があるため、図2に示すように、スピードコントローラ41を設けたり、また、図3に示すように、減圧弁42を設けることが好ましい。
また、前記実施の形態においては、固定側フレームと回動側フレームの下側を回動自在に連結し、上側を隙間調整手段で連結した場合について説明したが、固定側フレームと回動側フレームの上側を回動自在に連結し、下側を隙間調整手段で連結することもできる。
Claims (7)
- 上下いずれか一方側が回動自在に連結された固定側フレーム及び回動側フレームと、該固定側フレーム及び該回動側フレームの中央部に対向配置して取付けられる対となる成形ロールと、該固定側フレーム及び該回動側フレームの他方側に連結し、前記対となる成形ロールの間隔及び挟持力を調整する隙間調整手段とを有する塊成機において、
前記隙間調整手段には、前記固定側フレーム及び前記回動側フレームの他方側に連結する油圧シリンダーと、該油圧シリンダーの加圧側の油流路に連結され、該油圧シリンダーにかかる圧力を、予め設定した初期設定圧まで受ける補助シリンダーと、該補助シリンダーの背圧側に直列配置され、前記初期設定圧を超えた際に発生する荷重を受けるばねとが設けられていることを特徴とする塊成機。 - 請求項1記載の塊成機において、前記補助シリンダーと該補助シリンダーに直列配置される前記ばねは、前記油圧シリンダーの油流路に複数列設けられていることを特徴とする塊成機。
- 請求項2記載の塊成機において、前記各補助シリンダーの内径は同一で、しかも前記各ばねのばね定数はそれぞれ異なることを特徴とする塊成機。
- 請求項1〜3のいずれか1項に記載の塊成機において、前記油圧シリンダーと前記補助シリンダーとの間の油流路には、前記補助シリンダー方向に自由流路を形成する逆止弁と、該逆止弁と並列接続された流量調整弁とを有するスピードコントローラが設けられていることを特徴とする塊成機。
- 請求項1〜4のいずれか1項に記載の塊成機において、前記補助シリンダーの背圧側に、減圧弁を介して前記油圧シリンダーにかかる圧力より低い圧力の油が供給されていることを特徴とする塊成機。
- 請求項1〜5のいずれか1項に記載の塊成機において、前記補助シリンダーには、両軸シリンダーが使用されていることを特徴とする塊成機。
- 上下いずれか一方側が回動自在に連結された固定側フレーム及び回動側フレームと、該固定側フレーム及び該回動側フレームの中央部に対向配置して取付けられる対となる成形ロールと、該固定側フレーム及び該回動側フレームの他方側に連結し、前記対となる成形ロールの間隔及び挟持力を調整する隙間調整手段とを有する塊成機の前記対となる成形ロールの間に上から原料を供給し、該原料を塊成化する方法において、
前記隙間調整手段には、前記固定側フレーム及び前記回動側フレームの他方側に連結する油圧シリンダーと、該油圧シリンダーの加圧側の油流路に連結され、該油圧シリンダーにかかる圧力を、予め設定した初期設定圧まで受ける補助シリンダーと、該補助シリンダーの背圧側に直列配置され、前記初期設定圧を超えた際に発生する荷重を受けるばねとが設けられ、前記油圧シリンダーにより、前記対となる成形ロールに成形力を与えながら、該対となる成形ロールに異常成形力が発生した場合に、その反力を前記補助シリンダーに直列配置された前記ばねで受けることを特徴とする塊成化方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111637A JP5618901B2 (ja) | 2011-05-18 | 2011-05-18 | 塊成機及び塊成化方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111637A JP5618901B2 (ja) | 2011-05-18 | 2011-05-18 | 塊成機及び塊成化方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012240078A true JP2012240078A (ja) | 2012-12-10 |
| JP5618901B2 JP5618901B2 (ja) | 2014-11-05 |
Family
ID=47462322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011111637A Expired - Fee Related JP5618901B2 (ja) | 2011-05-18 | 2011-05-18 | 塊成機及び塊成化方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5618901B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105216362A (zh) * | 2015-10-19 | 2016-01-06 | 苏州飞驰环保科技股份有限公司 | 一种水生植物的挤压装置以及运输船 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0426699U (ja) * | 1990-06-26 | 1992-03-03 | ||
| JPH0494743A (ja) * | 1990-08-10 | 1992-03-26 | Ube Ind Ltd | ロールプレス |
| JPH06335800A (ja) * | 1993-05-28 | 1994-12-06 | Sintokogio Ltd | 片持ち式ダブルロ−ル型ブリケットマシン |
| JPH09174294A (ja) * | 1995-12-22 | 1997-07-08 | Sintokogio Ltd | ブリケットマシン |
-
2011
- 2011-05-18 JP JP2011111637A patent/JP5618901B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0426699U (ja) * | 1990-06-26 | 1992-03-03 | ||
| JPH0494743A (ja) * | 1990-08-10 | 1992-03-26 | Ube Ind Ltd | ロールプレス |
| JPH06335800A (ja) * | 1993-05-28 | 1994-12-06 | Sintokogio Ltd | 片持ち式ダブルロ−ル型ブリケットマシン |
| JPH09174294A (ja) * | 1995-12-22 | 1997-07-08 | Sintokogio Ltd | ブリケットマシン |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105216362A (zh) * | 2015-10-19 | 2016-01-06 | 苏州飞驰环保科技股份有限公司 | 一种水生植物的挤压装置以及运输船 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5618901B2 (ja) | 2014-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103842088B (zh) | 颚式破碎机 | |
| AU2013339535B2 (en) | Roller crusher | |
| US9421547B2 (en) | Jaw crusher | |
| US20110253821A1 (en) | Horizontal shaft impact crusher | |
| US9914127B2 (en) | Hydraulic system for controlling a jaw crusher | |
| JP5618901B2 (ja) | 塊成機及び塊成化方法 | |
| JP6914886B2 (ja) | 圧縮ねじり成形装置 | |
| JP6261586B2 (ja) | 粉砕装置 | |
| CN104802241A (zh) | 入口可调式连续平压热压机 | |
| EP2735405B1 (en) | An improved press for the reversible disassembling of car shock absorbers | |
| JP2012096192A (ja) | ジョークラッシャ | |
| JP7482596B2 (ja) | 竪型ミルおよびストッパ荷重推定方法 | |
| JP2011194466A5 (ja) | ||
| CN205925860U (zh) | 一种立磨的限位装置 | |
| JP2651875B2 (ja) | ロールプレス | |
| CN206823878U (zh) | 一种双动颚高效颚式破碎机 | |
| CN204528946U (zh) | 一种板材模具车传动装置 | |
| JP2754881B2 (ja) | ロールプレス | |
| RU2394679C1 (ru) | Устройство для прессования заготовок оболочки | |
| CN103433114B (zh) | 一种立式磨机磨辊限位缓冲装置 | |
| JPWO2015198903A1 (ja) | ブリケットマシン | |
| CN105034073B (zh) | 纸垫自动剪切机 | |
| JP7567522B2 (ja) | モータ駆動粉末成形機 | |
| CN223096900U (zh) | 一种立式辊磨独立背压系统 | |
| JP5912384B2 (ja) | プレス装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140826 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140828 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140916 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5618901 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |