JP2012240132A - アングルヘッド切削工具およびアングルヘッド工作機械 - Google Patents
アングルヘッド切削工具およびアングルヘッド工作機械 Download PDFInfo
- Publication number
- JP2012240132A JP2012240132A JP2011110075A JP2011110075A JP2012240132A JP 2012240132 A JP2012240132 A JP 2012240132A JP 2011110075 A JP2011110075 A JP 2011110075A JP 2011110075 A JP2011110075 A JP 2011110075A JP 2012240132 A JP2012240132 A JP 2012240132A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- cutter
- spindle
- cutting tool
- angle head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007246 mechanism Effects 0.000 claims description 11
- 230000005540 biological transmission Effects 0.000 claims description 5
- 238000003754 machining Methods 0.000 abstract description 16
- 238000012545 processing Methods 0.000 description 33
- 230000008859 change Effects 0.000 description 12
- 238000005498 polishing Methods 0.000 description 12
- 230000002093 peripheral effect Effects 0.000 description 9
- 238000000034 method Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 238000010586 diagram Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 238000000227 grinding Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000004323 axial length Effects 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000003082 abrasive agent Substances 0.000 description 1
- 238000012840 feeding operation Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
Images













Landscapes
- Milling Processes (AREA)
Abstract
【解決手段】工作機械に装着されてワークに溝加工を行うためのアングルヘッド切削工具1であって、工作機械に接続されるベース20と、ベース20に支持されて第1ロータ回転軸AR1まわりに回転自在な第1ロータ30と、第1ロータ30に支持されて第1ロータ回転軸AR1と交叉する第2ロータ回転軸AR2まわりに回転自在な第2ロータ40と、第2ロータ40に支持されて第2ロータ回転軸AR2に平行なカッタ回転軸ACまわりに回転自在な複数のカッタ50と、を有する。
【選択図】図3
Description
工作機械では、スピンドル先端に切削工具を装着したうえでスピンドルを高速回転させるとともに、X,Y,Zの3軸駆動系で工具の刃物位置を正確に制御することで、ワークの指定位置に対して高精度な加工を実現している。
従って、ワークの溝幅を変更したい場合あるいは異なる幅の溝加工を行う場合には、切削工具を交換する必要が生じていた。このような工具交換は、人手による場合は勿論のこと、工具交換装置による交換であっても所定の時間を要し、作業効率を低下させる原因となっていた。
さらに、ワークに加工する溝が、溝の長手方向に沿ってその幅寸法が変化する形状である場合、同じ工具のまま1回で加工することは不可能であり、必ず幅寸法を規定する両側内面に沿った2回以上の切削が必要となっていた。
同様に、例えば横中ぐり盤など、ワークが切削工具に対して回転する形式の装置において、ワークにその回転中心に沿って延びる溝を加工する場合、溝内の対向する両側内面は正確にはワークの径方向の面となり、その結果、溝断面は矩形ではなく扇形となる。特に、溝幅がワーク直径に対して大きい場合、扇形が顕著となり、通常の矩形断面の溝を形成できないことになる。
工具交換が必要となる他の例として、表面仕上げ精度が異なる研削あるいは研磨を行う場合、粗密の2種類の工具を取り替えて2回の加工を行う必要がある。
このように、異なる幅や高さ等の寸法、異なる仕上げ精度、複雑な形状など、異なる条件での加工が必要な場合、複数の工具を交換しつつ2回以上の加工動作が必須であった。
本発明において、複数のカッタとしては、同一仕様のカッタを複数用いるとしてもよく、仕様(例えば、径や高さ等の寸法、形状、刃物の配置や向き、加工精度など)の一部が異なるカッタを用いてもよい。
本発明において、カッタとしては、ワークの切削を行うものに限らず、研磨、研削あるいは穿孔など、ワークからその材料を除去することで加工を行うための手段を広く含む。
例えば、第2ロータに設置されたカッタが2つとして、カッタが溝加工の方向に並んでいる状態では一方のカッタが切削した後、他方のカッタは形成された溝内を通過するだけであり、形成される溝の幅は最小幅であるカッタの外周面の直径寸法となる。一方、2つのカッタが溝加工の方向と直角に並んだ状態では、2つのカッタが並列に切削を行うことになり、2つのカッタの外側を結んだ最大幅の溝が加工されることになる。さらに、第2ロータを前述した二位置の中間にした場合、2つのカッタの外側を結んだ幅が、前述した最大幅より小さいが前述した最小幅より大きい中間的な任意の寸法とすることができる。
このように、本発明によれば、第2ロータの回転角度位置によって複数のカッタの配置を変更することができ、この配置変更により溝加工の幅を自由に変更することが可能となる。
このため、例えば立方体状のワークの4つの側面に縦方向の溝加工を行う場合でも、第2ロータおよびカッタの向きを変えることで対応することができ、テーブルに固定されたワークの向きを変更する作業を解消することができる。
例えば、工具への負荷を軽減するために先溝加工を行う場合があるが、このような場合、先ず小径のカッタで狭い幅の溝を加工しておき、続いて狭い溝に沿って大径のカッタで幅の広い溝を加工してゆくことで、工具交換なしに加工を完了することができる。
あるいは、幅広い溝の底部に狭い溝を二段に形成する場合、高さ寸法が大きく小径のカッタと、高さ寸法が小さく大径のカッタとを組み合わせた切削工具とすることで、工具交換なしに加工を完了することができる。
このような第1ロータ駆動モータ、第2ロータ駆動モータおよびカッタ駆動モータとしては、電動モータあるいは油圧あるいは空気圧などで駆動され流体圧モータなどが適宜利用できる。
なお、第1ロータ駆動モータ、第2ロータ駆動モータおよびカッタ駆動モータとして流体圧モータを用いる場合、発電機に変えて流体を加圧駆動するポンプを設置してもよい。但し、回転制御等の簡略化が可能であるため、電動モータを用いることが望ましい。
このような本発明では、スピンドルの回転を動力源とするため、外部からの電源配線等が不要となり、切削工具周辺の設備簡素化が図れる。
このような本発明では、前述したアングルヘッド切削工具について述べた本発明の効果を得ることができる。
〔第1実施形態〕
図1から図7には、本発明の第1実施形態が示されている。
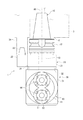
図1において、本発明のアングルヘッド切削工具1は、シャンク10、ベース20、第1ロータ30、第2ロータ40、一対のカッタ50を有し、図2および図3に示すように工作機械のスピンドル2およびこれを支持するヘッド3に装着されてワークに対する溝加工を行うものである。
ベース20の外周面の一部には径方向に膨出した保持部22が形成されている。保持部22には円錐台状のサブシャンク23が形成され、このサブシャンク23はヘッド3から延びる延長部3Aに接続可能である。この延長部3Aとサブシャンク23との接続により、ベース20はヘッド3に対して固定される。
第1ロータ30のベース20に対する回転軸(ロータ回転軸AR)は、スピンドル2の回転軸ASおよび前述したシャンク10のシャフト13の回転軸と同一になっている。
前述したシャンク10のシャフト13は、ベース20を貫通して第1ロータ30内まで延長され、その中間部にはフランジ14が固定されている。
第1ロータ30のケース31の内側にはソレノイド33を介してクラッチ板34が設置されている。クラッチ板34はフランジ14に対向され、通常はフランジ14との間に隙間があるが、ソレノイド33を作動させることでフランジ14に向けて付勢され、フランジ14に圧接される。
なお、ソレノイド33を解除した際にはクラッチ板34がフランジ14から確実に離隔するように、他のばね等を用いてもよい。さらに、フランジ14から離隔したクラッチ板34がベース20の一部に接触するように構成すれば、第1ロータ30をベース20に対して回転させないようにするブレーキ機能とすることができる。
第2ロータ40は、円盤状のケース41を有し、このケース41は内側に設置されたベアリング42を介して第1ロータ30に回転自在に支持されている。
ケース41の裏面中央にはシャフト45が接続され、このシャフト45は傘歯車46を介してシャフト13に噛合されている。
第2ロータ40においては、スピンドル2によりシャンク10が回転駆動されることで、この回転がシャフト13、傘歯車46、シャフト45を経由してケース41に伝達され、第2ロータ40の回転が行われる。これにより、スピンドル2のC軸制御(回転角度制御)により、第2ロータ40の回転角度位置を制御することができる。
なお、第2ロータ40の回転軸(第2ロータ回転軸AR2)は、第1ロータ30の回転軸(第1ロータ回転軸AR1)と直角に交叉されている。
カッタ駆動モータ55は、高圧空気で駆動されるエアモータであり、配管55Aを介してシャフト13の端面に連結され、シャフト13ないしシャンク10の中心に沿って形成された通路13Aを経由してスピンドル2に接続されている。従って、スピンドル2から高圧空気を供給することで、カッタ駆動モータ55が駆動され、カッタ50が回転する。
カッタ駆動モータ55の回転軸つまりカッタ50の回転軸であるカッタ回転軸ACは、前述したロータ回転軸ARと平行とされ、かつ一対のカッタ回転軸ACは互いにロータ回転軸ARの反対側に等距離で配置されている。
ここで、一対のカッタ50のカッタ回転軸ACは、スピンドル回転軸ASおよび第1ロータ回転軸AR1に対して直角に交叉しており、これによりアングルヘッド機能が得られるようになっている。
本実施形態において、カッタ駆動モータ55として油圧モータを用いてもよい。但し、この場合、作動油の回収用配管等が必要となるため、大気に排出できるエアモータを用いることが望ましい。
本実施形態において、カッタ駆動モータ55として電動モータを用いてもよい。電動モータを用いる場合、給電用の配線経路としてサブシャンク23を通る通路23Aを用いることができる。
溝加工を行う際、フランジ14とクラッチ板34が圧接していない状態でスピンドル2を回転(C軸制御)することにより、第2ロータ40を第1ロータ30に対して回転させることで、加工する溝に対するカッタ50の並び方向を変更することができ、この並び方向により加工する溝幅を調整することができる。
このため、例えば、円筒状のワークをスピンドル2と同方向へ設置しておき、このワークの周面に沿ってスピンドル2を平行移動させながら第1ロータ30を回転させることで、カッタ50を常にワークの中心軸に向かうように制御することができる。
なお、各図において、一対のカッタ50は各々のカッタ回転軸ACを中心に、例えば反対方向に回転駆動され、ワーク4に対する切削を行う。また、溝5の連続方向となるカッタ50の送り方向DM、カッタ50単体の最大外径D、一対のカッタ50の並び方向DC、溝5の最小幅W1、中間的な幅W2、最大幅W3とする。
この状態では、方向DMから見ると、一対のカッタ50は重なって最外側の距離はカッタ50の最大外径Dひとつ分になる。
従って、この状態でカッタ50を回転させて切削を行いつつ、カッタ50を方向DMへと送ることで、最小幅W1=最大外径Dの溝5が形成される。
この状態では、方向DMから見ると、一対のカッタ50が並び、最外側の距離はカッタ50の最大外径Dひとつ分よりも大きくなる。
従って、この状態でカッタ50を回転させて切削を行いつつ、カッタ50を方向DMへと送ることで、幅W2>最大外径Dの溝5が形成される。
この状態では、方向DMから見ると、一対のカッタ50が互いに真横に並び、最外側の距離はカッタ50の最大外径Dひとつ分と一対のカッタ回転軸の距離との和となる。
従って、この状態でカッタ50を回転させて切削を行いつつ、カッタ50を方向DMへと送ることで、最大幅W3の溝5が形成される。
先ず、一対のカッタ50の最外側の距離が幅W4となるようにカッタ50の並び方向DCの傾きS4を調整しておく。この状態でカッタ50をそれぞれ回転させてワーク4に切り込む。
続いて、切削と平行してカッタ50の並び方向DCの傾きを変化させつつ切削を進め、ワーク4の出口側でカッタ50の最外側の距離が幅W5となるような並び方向DCの傾きS5となるまで回転位置を調整する。
なお、図7において、一対のカッタ50は、並び方向DCがカッタ50の送り方向DMに対して傾斜しており、ふたつのカッタ50は送り方向DMに対して前後になる。一方、テーパ状の溝5は送り方向DMに沿って幅が変化するため、それぞれカッタ50がある位置では異なる幅となる。従って、送り動作にあたっては、送り方向DMに対して幅方向にオフセットOFをとり、前後のカッタ50が正確に溝5の内側を切削するように補正することが好ましい。
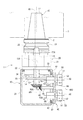
図8には、本発明の第2実施形態が示されている。
図8において、アングルヘッド切削工具1Aは、前述した第1実施形態と同様なシャンク10、ベース20、第1ロータ30、第2ロータ40、カッタ50を有する。これらの共通する構成については、簡略化のため同じ符号を付し、重複する説明を省略する。
本実施形態においては、第1ロータ30、第2ロータ40およびカッタ50を動作させるための内部構成が異なる。
第1ロータ30のケース31の内側にはソレノイド33を介してクラッチ板34が設置されている。クラッチ板34はフランジ14に対向され、通常はフランジ14との間に隙間があるが、ソレノイド33を作動させることでフランジ14に向けて付勢され、フランジ14に圧接される。フランジ14とクラッチ板34が圧接された状態では、シャフト13の回転が第1ロータ30に伝達され、ヘッド3に対するスピンドル2の回転により、ベース20に対して第1ロータ30が回転される。
但し、カッタ50および第2ロータ40の動力源として、スピンドル2の回転をクラッチ板44で切り替えて利用するため、カッタ50および第2ロータ40を同時に動作させることができず、このため図7の動作を行うためにはクラッチ板44の切り替えを頻繁に行う等の処理が必要となる。
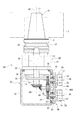
図9には、本発明の第3実施形態が示されている。
図9において、アングルヘッド切削工具1Bは、前述した第1実施形態と同様なシャンク10、ベース20、第1ロータ30、第2ロータ40、カッタ50を有する。これらの共通する構成については、簡略化のため同じ符号を付し、重複する説明を省略する。
本実施形態においては、第1ロータ30、第2ロータ40およびカッタ50を動作させるための内部構成が異なる。
第1ロータ30のケース31の内部にはロータ駆動モータ39(図3参照)が設置され、ベース20のケース21の内部には内歯車24が設置されている。ロータ駆動モータ39のシャフトには図示しないピニオンが装着され、このピニオンが内歯車24に噛合されており、コントローラ29からの指令によりロータ駆動モータ39が回転することで、第1ロータ30はベース20に対して回転される。
なお、第1ロータ30のベース20に対する回転軸(第1ロータ回転軸AR1)は、スピンドル2の回転軸ASおよび前述したシャンク10のシャフト13の回転軸と同一になっている。
第2ロータ40は、円盤状のケース41を有し、内側に設置されたベアリング42を介して第1ロータ30に回転自在に支持されている。
第1ロータ30のケース31の内部には第2ロータ駆動モータ49(図3参照)が設置され、そのシャフトはケース41の中心に接続されており、コントローラ29からの指令により第2ロータ駆動モータ49が回転することで、第2ロータ40は第1ロータ30に対して回転される。
なお、第2ロータ40の回転軸(第2ロータ回転軸AR2)は、第1ロータ30の回転軸(第1ロータ回転軸AR1)と直角に交叉されている。
カッタ50は、円筒状のホルダ51の周面ないし端面にかけて複数の刃物52を装着したものであり、カッタ駆動モータ59で回転駆動されることで刃物52によりワークに対する溝加工を行うことができる。
一対のカッタ駆動モータ59はコントローラ29で制御される。コントローラ29は保持部22内には設置されている。サブシャンク23および延長部3Aには、それぞれ対応する配線用コネクタ(図示省略)が設置されており、これらの延長部3Aおよびサブシャンク23のコネクタ同士の接続により、ヘッド3側からコントローラ29への制御信号等の電気的接続が得られるようになっている。
特に、カッタ50および第2ロータ40の動力源を独立した電動式のカッタ駆動モータ59および第2ロータ駆動モータ49としたため、前述した図7のようなカッタ50および第2ロータ40の同時動作も自由に行うことができる。
なお、本実施形態において、電動式のカッタ駆動モータ59、第1ロータ駆動モータ39および第2ロータ駆動モータ49への電力供給は、サブシャンク23および延長部3Aを経てヘッド3から得るようにすればよいが、スピンドル2による発電による電力を用いてもよい。
本実施形態においては、この発電機19で発生した電力を前述した第1ロータ駆動モータ39、第2ロータ駆動モータ49およびカッタ駆動モータ59の電源として用い、コントローラ29により動作を制御するように構成されている。
なお、電力の安定化を図るために、発電した電力を蓄える二次電池などを併せて用いるようにしてもよい。また、電力負荷に応じて発電機19およびスピンドル2の回転速度を調整してもよい。
なお、本発明は前述した実施形態に限定されるものではなく、本発明の目的を達成できる範囲内での変形等は本発明に含まれるものである。
前記実施形態では、2つのカッタを用いたが、3つ以上のカッタを用いてもよい。3つ以上のカッタは、複数が一列に並ぶ配置、V字状の配置など、適宜な配置とすることができる。
本発明において、カッタとしては、ワークの切削を行うものに限らず、研磨、研削あるいは穿孔など、ワークからその材料を除去することで加工を行うための手段を広く含む。
図10ないし図14には、本発明の第4実施形態が示されている。
前述した第1実施形態ないし第3実施形態では、それぞれ2つのカッタ50が同一仕様のものであった。これに対し、本実施形態では異なる仕様のカッタ50A,50Bを用いる。
図10および図11において、本実施形態のカッタ50A,50Bは、一方のカッタ50Aが比較的小径(外径D1)で軸方向長さ(高さ)が比較的大きい(長さL1)であるのに対し、他方のカッタ50Bは比較的大径(外径D2>D1)で軸方向長さ(高さ)が比較的小さい(長さL2<L1)である。
本実施形態のカッタ50A,50Bにおける、これらの寸法の相違は、基本的にホルダ41A,41Bの相違であり、これらに装着された刃物52は同じものとされている。
図12において、先溝加工を行う場合、先ず第2ロータ40を回転させてカッタ50A,50Bの並びを溝の連続方向(図12の左から右)に合わせ、先行するカッタ50Aによりワーク4に狭い溝5Aを切り込んでゆく。さらに、追従するカッタ50Bにより広い溝5Bを形成してゆく。
このような加工により、ワーク4に広い溝5Bを加工することができるとともに、先行する狭い溝5Aの加工を同じ動作のなかで実行することができ、従来の工具交換および2回の繰り返し加工が不要となり、作業効率の向上が期待できる。
本実施形態では、第2ロータ40を回転させてカッタ50A,50Bが並ぶ方向を選択することができ、ワーク4における溝がどのような方向であっても適切に対応することができる。
図13のように、広い溝5Bの底面の中間に狭い溝5Aがある場合、溝の連続方向に対してカッタ50A,50Bの整列方向が揃うようにすればよい。この状態でカッタ50A,50Bによりワーク4を切り進むことで、図13の断面形状が加工される。
図14のように、広い溝5Bの一方の側壁に沿って狭い溝5Aがある場合、溝の連続方向に対してカッタ50A,50Bの整列方向を傾斜させ、カッタ50A,50Bの各外径が溝の連続方向に揃うようにすればよい。この状態でカッタ50A,50Bによりワーク4を切り進むことで、図14の断面形状が加工される。
図15には、本発明の第5実施形態が示されている。
前述した第1実施形態ないし第4実施形態では、それぞれ2つの同一のカッタ50あるいは異なる仕様のカッタ50A,50Bを用いており、各々は刃物52が装着されて回転切削を行うものであった。これに対し、本実施形態ではカッタとして研磨ツール50C,50Dを用いる。
図15において、研磨ツール50C,50Dは、第2ロータ40に設置されたカッタ駆動モータ59(図1参照)等で回転駆動される。第2ロータ40は前述した第1実施形態ないし第3実施形態で説明したアングルヘッド切削工具1,1A,1Bの一部であり、これらの全体の説明は省略する。
このような本実施形態では、第2ロータ40を回転させてワークに対して適用される研磨ツール50C,50Dを選択することで、粗研磨と精密仕上げとを切り替えることができ、工具交換なしに複数の加工を行うことができる。
図16には、本発明の第6実施形態が示されている。
前述した第1実施形態ないし第4実施形態では、それぞれ2つの同一のカッタ50あるいは異なる仕様のカッタ50A,50Bを用いており、各々は刃物52が装着されて回転切削を行うものであった。これに対し、本実施形態ではカッタとしてエンドミル50E,50Fを用いる。
図16において、エンドミル50E,50Fは、第2ロータ40に設置されたカッタ駆動モータ59(図1参照)等で回転駆動される。第2ロータ40は前述した第1実施形態ないし第3実施形態で説明したアングルヘッド切削工具1,1A,1Bの一部であり、これらの全体の説明は省略する。
本実施形態において、エンドミル用の刃物52Eは比較的小径とされ、この刃物52Eが固定されたエンドミル50Eは精密加工用とされる。エンドミル用の刃物52Fは比較的大径とされ、この刃物52Fが固定されたエンドミル50Fは粗加工用とされる。
このような本実施形態では、第2ロータ40を回転させてワークに対して適用されるエンドミル50E,50Fを選択することで、加工する孔径を切り替えることができ、工具交換なしに複数の加工を行うことができる。
2…スピンドル
3…ヘッド
3A…延長部
4…ワーク
5,5A,5B…溝
10…シャンク
11…テーパーシャンク
12…支持部
13…シャフト
14…フランジ
19…発電機
20…ベース
21…ケース
22…保持部
23…サブシャンク
24…内歯車
29…コントローラ
30…第1ロータ
31…ケース
32…ベアリング
33…ソレノイド
34…クラッチ板
39…第1ロータ駆動モータ
40…第2ロータ
41…ケース
42…ベアリング
43…ソレノイド
44…クラッチ板
45…シャフト
46…傘歯車
49…第2ロータ駆動モータ
50,50A,50B…カッタ
50C,50D…カッタとしての研磨ツール
50E,50F…カッタとしてのエンドミル
51,51A,51B,51E,51F…ホルダ
52,52E,52F…刃物
52C,52D…研磨材
53…シャフト
54…歯車機構
55,59…カッタ駆動モータ
AR1…第1ロータ回転軸
AR2…第2ロータ回転軸
AS…スピンドル回転軸
D…最大外径
DC…並び方向
DM…送り方向
OF…オフセット
S2…角度
W1…最小幅
W2…中間的な幅
W3…最大幅
W4,W5…幅
Claims (5)
- 工作機械に装着されてワークに溝加工を行うためのアングルヘッド切削工具であって、
前記工作機械に接続されるベースと、前記ベースに支持されて第1ロータ回転軸まわりに回転自在な第1ロータと、前記第1ロータに支持されて前記第1ロータ回転軸と交叉する第2ロータ回転軸まわりに回転自在な第2ロータと、前記第2ロータに支持されて前記第2ロータ回転軸に平行なカッタ回転軸まわりに回転自在な複数のカッタと、を有することを特徴とするアングルヘッド切削工具。 - 請求項1に記載したアングルヘッド切削工具において、
前記ベースに対して前記第1ロータを回転させる第1ロータ駆動モータと、前記第1ロータに対して前記第2ロータを回転させる第2ロータ駆動モータと、前記第2ロータに対して前記カッタを回転させるカッタ駆動モータとを有することを特徴とするアングルヘッド切削工具。 - 請求項1または請求項2に記載したアングルヘッド切削工具において、
前記工作機械は、先端に切削工具が装着されるスピンドルと、前記スピンドルを支持しかつ前記スピンドルをその中心軸廻りに回転駆動するヘッドとを有し、
前記ベースは前記ヘッドに接続され、
前記ベースには、前記スピンドルに接続されて前記スピンドルの回転により発電する発電機が設置され、
前記第1ロータ駆動モータ、前記第2ロータ駆動モータおよび前記カッタ駆動モータは前記発電機が発電する電力を電源として回転することを特徴とするアングルヘッド切削工具。 - 請求項1から請求項3の何れかに記載したアングルヘッド切削工具において、
前記工作機械は、先端に切削工具が装着されるスピンドルと、前記スピンドルを支持しかつ前記スピンドルをその中心軸廻りに回転駆動するヘッドとを有し、
前記ベースは前記ヘッドに接続され、
前記ベースには、前記スピンドルに接続されて前記スピンドルの回転を前記第1ロータ、第2ロータおよび前記カッタに伝達する動力伝達機構が設置されていることを特徴とするアングルヘッド切削工具。 - ワークに溝加工を行うためのアングルヘッド工作機械であって、ワークを載置するテーブルと、前記テーブルに対して移動されるアングルヘッド切削工具とを有し、この切削工具は、ベースと、前記ベースに支持されて第1ロータ回転軸まわりに回転自在な第1ロータと、前記第1ロータに支持されて前記第1ロータ回転軸と交叉する第2ロータ回転軸まわりに回転自在な第2ロータと、前記第2ロータに支持されて前記ロータ回転軸に平行なカッタ回転軸まわりに回転自在な複数のカッタと、を有することを特徴とするアングルヘッド工作機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011110075A JP2012240132A (ja) | 2011-05-17 | 2011-05-17 | アングルヘッド切削工具およびアングルヘッド工作機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011110075A JP2012240132A (ja) | 2011-05-17 | 2011-05-17 | アングルヘッド切削工具およびアングルヘッド工作機械 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012240132A true JP2012240132A (ja) | 2012-12-10 |
Family
ID=47462364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011110075A Pending JP2012240132A (ja) | 2011-05-17 | 2011-05-17 | アングルヘッド切削工具およびアングルヘッド工作機械 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012240132A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103273357A (zh) * | 2013-04-11 | 2013-09-04 | 宁波海天精工股份有限公司 | 一种方滑枕全自动ac双摆头 |
| CN104741940A (zh) * | 2013-12-31 | 2015-07-01 | 丸荣机械股份有限公司 | 动力刀把装置 |
| CN113146282A (zh) * | 2021-05-31 | 2021-07-23 | 南京鸿创精密科技有限公司 | 一种自供压式角度头 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4736462Y1 (ja) * | 1969-02-10 | 1972-11-04 | ||
| JPS6085810A (ja) * | 1983-09-15 | 1985-05-15 | フオレスト−リネ | フライス盤 |
| JPH03178709A (ja) * | 1989-12-02 | 1991-08-02 | Kikukawa Tekkosho:Kk | 複数軸加工機 |
| JP2003001541A (ja) * | 2001-06-22 | 2003-01-08 | Toshiba Mach Co Ltd | 工作機械、工具および工具ホルダ |
| JP2003017752A (ja) * | 2001-06-28 | 2003-01-17 | Toyoda Gosei Co Ltd | 反射型光学デバイス及びその製造方法 |
-
2011
- 2011-05-17 JP JP2011110075A patent/JP2012240132A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4736462Y1 (ja) * | 1969-02-10 | 1972-11-04 | ||
| JPS6085810A (ja) * | 1983-09-15 | 1985-05-15 | フオレスト−リネ | フライス盤 |
| JPH03178709A (ja) * | 1989-12-02 | 1991-08-02 | Kikukawa Tekkosho:Kk | 複数軸加工機 |
| JP2003001541A (ja) * | 2001-06-22 | 2003-01-08 | Toshiba Mach Co Ltd | 工作機械、工具および工具ホルダ |
| JP2003017752A (ja) * | 2001-06-28 | 2003-01-17 | Toyoda Gosei Co Ltd | 反射型光学デバイス及びその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103273357A (zh) * | 2013-04-11 | 2013-09-04 | 宁波海天精工股份有限公司 | 一种方滑枕全自动ac双摆头 |
| CN104741940A (zh) * | 2013-12-31 | 2015-07-01 | 丸荣机械股份有限公司 | 动力刀把装置 |
| CN113146282A (zh) * | 2021-05-31 | 2021-07-23 | 南京鸿创精密科技有限公司 | 一种自供压式角度头 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104768686B (zh) | 肋的加工方法 | |
| JP4837448B2 (ja) | 精密ロール旋盤 | |
| JP5818506B2 (ja) | 切削工具、工作機械および溝加工方法 | |
| JP6105255B2 (ja) | 旋盤およびワークの加工方法 | |
| JP2002011630A (ja) | 半導体cmp加工用パッドの細溝加工機械・加工用工具及び切削加工方法 | |
| JP5780592B2 (ja) | アングルヘッド切削工具およびアングルヘッド工作機械 | |
| JPWO2008013313A1 (ja) | 複数の刃物台を備える自動旋盤 | |
| US20200171610A1 (en) | Tool unit | |
| CN104801981A (zh) | 一种斜床身双主轴车铣复合机床 | |
| JP5272249B2 (ja) | 曲線切断用メタルソーとその加工方法と加工装置 | |
| JP2012240132A (ja) | アングルヘッド切削工具およびアングルヘッド工作機械 | |
| TW201338911A (zh) | 工作機械 | |
| JP6968068B2 (ja) | ギアを作製または加工するための方法、およびそのために設計された歯切り機械 | |
| KR20160015678A (ko) | 머시닝 센터용 툴포트 선회장치 | |
| KR20230145611A (ko) | 공작 기계 | |
| JP2008290167A (ja) | 切削加工装置 | |
| JPWO2014068714A1 (ja) | ワーク加工装置 | |
| US20190118268A1 (en) | Tool Holder for Lathe and Lathe Provided with the Tool Holder | |
| CN105772814A (zh) | 汽轮机汽缸中分面密封槽专用铣床 | |
| CN201596805U (zh) | 曲面切削加工装置 | |
| CN214684403U (zh) | 一种用于狭窄空间内钻孔铰孔的装置 | |
| TWI745179B (zh) | 一種形成輕量化的刀套之方法 | |
| CN109434388A (zh) | 楔环的一种车铣复合加工方法 | |
| US20100150680A1 (en) | Milling machine drive mechanism | |
| JP2012161904A (ja) | 複合工具、加工方法および工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140414 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20140509 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20140521 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140826 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150106 |