JP2012240137A - 工作機械の熱変位補正方法および熱変位補正装置 - Google Patents
工作機械の熱変位補正方法および熱変位補正装置 Download PDFInfo
- Publication number
- JP2012240137A JP2012240137A JP2011110538A JP2011110538A JP2012240137A JP 2012240137 A JP2012240137 A JP 2012240137A JP 2011110538 A JP2011110538 A JP 2011110538A JP 2011110538 A JP2011110538 A JP 2011110538A JP 2012240137 A JP2012240137 A JP 2012240137A
- Authority
- JP
- Japan
- Prior art keywords
- thermal displacement
- machine tool
- correction
- displacement estimation
- machining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Automatic Control Of Machine Tools (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Numerical Control (AREA)
Abstract
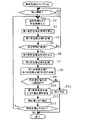
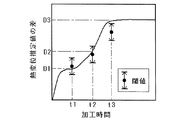
【解決手段】第1熱変位推定処理は、第2熱変位推定処理よりも処理時間が短く、熱変位推定値にリアルタイム性があるため、工作物の加工開始から継続的に実行される(ステップS1〜S4)。一方、第2熱変位推定処理は、多くの情報を処理する必要があるため第1熱変位推定処理よりも処理時間が長いが、多くの情報を処理する分、熱変位推定値に信頼性があるため、工作物Wの加工開始から定期的に実行される(ステップS5〜S7)。これにより、第1熱変位推定処理による熱変位推定値を、第2熱変位推定処理による熱変位推定値で監視することができ、相互補完して熱変位推定値の信頼性を向上させることが可能となる。
【選択図】図3
Description
(請求項1)本発明の工作機械の熱変位補正方法は、工作機械の所定部位に配置された温度センサからの温度情報に基づいて、前記工作機械の熱変位の推定が可能な少なくとも異なる2種類の熱変位推定処理を用いて、工作物の加工中に発生する前記工作機械の熱変位を補正する方法であって、前記2種類の熱変位推定処理のうち、処理時間が短時間の熱変位推定処理を前記工作物の加工開始から連続的に実行する第1熱変位推定処理実行工程と、前記2種類の熱変位推定処理のうち、処理時間が長時間の熱変位推定処理を前記工作物の加工開始から所定時間ごとに実行する第2熱変位推定処理実行工程と、前記第1熱変位推定処理実行工程にて得られる第1熱変位推定値と、前記第2熱変位推定処理実行工程にて得られる第2熱変位推定値との差を、予め記憶している前記工作機械の熱変位の許容範囲である閾値と比較する熱変位推定値比較工程と、前記熱変位推定値比較工程にて得られる熱変位推定値の差が前記閾値の範囲内のとき、前記第1熱変位推定値に基づいて、NCプログラムによる前記工作機械の移動体の指令位置に対する補正値を求める補正値演算工程と、前記補正値演算工程にて得られる前記補正値により前記指令位置を補正する補正工程と、前記熱変位推定値比較工程にて得られる熱変位推定値の差が前記閾値の範囲外のとき、前記工作物の加工を停止する加工停止工程と、を備える。
(請求項3)本発明の工作機械の熱変位補正装置は、少なくとも異なる2種類の熱変位の推定が可能な熱変位推定処理を用いて、工作物の加工中に発生する工作機械の熱変位を補正する装置であって、前記工作機械の所定部位に配置された温度センサと、前記温度センサからの温度情報に基づいて、前記2種類の熱変位推定処理のうち、処理時間が短時間の熱変位推定処理を前記工作物の加工開始から連続的に実行する第1熱変位推定処理実行手段と、前記温度センサからの温度情報に基づいて、前記2種類の熱変位推定処理のうち、処理時間が長時間の熱変位推定処理を前記工作物の加工開始から所定時間ごとに実行する第2熱変位推定処理実行手段と、前記工作機械の熱変位の許容範囲である閾値を記憶する閾値記憶手段と、前記第1熱変位推定処理実行手段にて得られる第1熱変位推定値と、前記第2熱変位推定処理実行手段にて得られる第2熱変位推定値との差を求め、前記閾値記憶手段に記憶されている前記閾値と比較する熱変位推定値比較手段と、前記熱変位推定値比較手段にて得られる熱変位推定値の差が前記閾値の範囲内のとき、前記第1熱変位推定値に基づいて、NCプログラムによる前記工作機械の移動体の指令位置に対する補正値を求める補正値演算手段と、前記補正値演算手段にて得られる前記前記補正値により前記指令位置を補正する補正手段と、前記熱変位推定値比較手段にて得られる熱変位推定値の差が前記閾値の範囲外のとき、前記加工を停止する加工停止手段と、を備える。
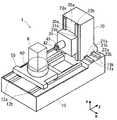
工作機械1の一例として、横型マシニングセンタを例に挙げ、図1および図2を参照して説明する。つまり、当該工作機械は駆動軸として、相互に直交する3つの直進軸(X,Y,Z軸)および鉛直方向の回転軸(B軸)を有する工作機械である。
ターンテーブル60は、ベッド10内に収容されたB軸モータ61により回転可能に設けられ、工作物Wを磁気吸着等により固定している。
次に、熱変位補正装置90による熱変位の補正について説明する。熱変位補正装置90による熱変位補正は、工作物Wの加工中に行うもので、温度センサ70からの温度情報に基づいて、工作機械1の熱変位の推定が可能な異なる2種類の熱変位推定処理が用いられる。2種類の熱変位推定処理は、処理時間が比較的短時間の熱変位推定処理(第1熱変位推定処理)と、処理時間が比較的長時間の熱変位推定処理(第2熱変位推定処理)である。
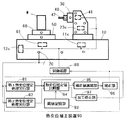
次に、熱変位補正装置90について、図2を参照して説明する。熱変位補正装置90は、第1熱変位推定処理実行部91と、第2熱変位推定処理実行部92と、閾値記憶部93と、熱変位推定値比較部94と、補正値演算部95と、補正部96と、加工停止部97とを備えて構成される。ここで、第1熱変位推定処理実行部91と、第2熱変位推定処理実行部92と、閾値記憶部93と、熱変位推定値比較部94と、補正値演算部95と、補正部96と、加工停止部97は、それぞれ個別のハードウエアによる構成することもできるし、ソフトウエアによりそれぞれ実現する構成とすることもできる。
第2熱変位推定処理実行部92は、温度センサ70からの温度情報に基づいて、第2熱変位推定処理、例えば、有限要素法による熱変位推定処理を工作物の加工開始Wから所定時間ごとに実行する。
熱変位推定値比較部94は、第1熱変位推定処理実行部91にて得られる第1熱変位推定値と、第2熱変位推定処理実行部92にて得られる第2熱変位推定値との差を求め、閾値記憶部93に記憶されている閾値と比較する。
補正部96は、補正値演算部95にて得られる補正値により加工指令位置を補正する。
加工停止部97は、熱変位推定値比較部94にて得られる熱変位推定値の差が閾値の範囲外のとき、工作物Wの加工を停止する。
次に、熱変位補正装置90による処理について、図3を参照して説明する。この熱変位補正装置90による処理は、加工中において実行可能である。
なお、上述した実施形態では、熱変位補正方法は、異なる2種類の熱変位推定処理を用いたが、3種類以上の熱変位推定処理を用いてもよく、さらに熱変位推定値の信頼性を向上させることが可能となる。
10:ベッド、 11a,11b:X軸ガイドレール、 11c:X軸モータ
12a,12b:Z軸ガイドレール、 12c:Z軸モータ
20:コラム、 21a,21b:X軸ガイド溝、 22a,22b:ボールガイド
23a,23b:Y軸ガイドレール、 23c:Y軸モータ
30:サドル、 31a,31b:Y軸ガイド溝
40:回転主軸、 41:主軸モータ、 42:工具
50:テーブル
60:ターンテーブル、 61:B軸モータ
70:温度センサ
80:制御装置
90:熱変位補正装置、 91:第1熱変位推定処理実行部
92:第2熱変位推定処理実行部、 93:閾値記憶部、 94:熱変位推定値比較部
95:補正値演算部、 96:補正部、97:加工停止部
Claims (3)
- 工作機械の所定部位に配置された温度センサからの温度情報に基づいて、前記工作機械の熱変位の推定が可能な少なくとも異なる2種類の熱変位推定処理を用いて、工作物の加工中に発生する前記工作機械の熱変位を補正する方法であって、
前記2種類の熱変位推定処理のうち、処理時間が短時間の熱変位推定処理を前記工作物の加工開始から連続的に実行する第1熱変位推定処理実行工程と、
前記2種類の熱変位推定処理のうち、処理時間が長時間の熱変位推定処理を前記工作物の加工開始から所定時間ごとに実行する第2熱変位推定処理実行工程と、
前記第1熱変位推定処理実行工程にて得られる第1熱変位推定値と、前記第2熱変位推定処理実行工程にて得られる第2熱変位推定値との差を、予め記憶している前記工作機械の熱変位の許容範囲である閾値と比較する熱変位推定値比較工程と、
前記熱変位推定値比較工程にて得られる熱変位推定値の差が前記閾値の範囲内のとき、前記第1熱変位推定値に基づいて、NCプログラムによる前記工作機械の移動体の指令位置に対する補正値を求める補正値演算工程と、
前記補正値演算工程にて得られる前記補正値により前記指令位置を補正する補正工程と、
前記熱変位推定値比較工程にて得られる熱変位推定値の差が前記閾値の範囲外のとき、前記工作物の加工を停止する加工停止工程と、
を備える工作機械の熱変位補正方法。 - 請求項1において、
前記第1熱変位推定処理実行工程にて実行される熱変位推定処理は、人工知能もしくは統計処理であり、前記第2熱変位推定処理実行工程にて実行される熱変位推定処理は、物理構造解析である工作機械の熱変位補正方法。 - 少なくとも異なる2種類の熱変位の推定が可能な熱変位推定処理を用いて、工作物の加工中に発生する工作機械の熱変位を補正する装置であって、
前記工作機械の所定部位に配置された温度センサと、
前記温度センサからの温度情報に基づいて、前記2種類の熱変位推定処理のうち、処理時間が短時間の熱変位推定処理を前記工作物の加工開始から連続的に実行する第1熱変位推定処理実行手段と、
前記温度センサからの温度情報に基づいて、前記2種類の熱変位推定処理のうち、処理時間が長時間の熱変位推定処理を前記工作物の加工開始から所定時間ごとに実行する第2熱変位推定処理実行手段と、
前記工作機械の熱変位の許容範囲である閾値を記憶する閾値記憶手段と、
前記第1熱変位推定処理実行手段にて得られる第1熱変位推定値と、前記第2熱変位推定処理実行手段にて得られる第2熱変位推定値との差を求め、前記閾値記憶手段に記憶されている前記閾値と比較する熱変位推定値比較手段と、
前記熱変位推定値比較手段にて得られる熱変位推定値の差が前記閾値の範囲内のとき、前記第1熱変位推定値に基づいて、NCプログラムによる前記工作機械の移動体の指令位置に対する補正値を求める補正値演算手段と、
前記補正値演算手段にて得られる前記前記補正値により前記指令位置を補正する補正手段と、
前記熱変位推定値比較手段にて得られる熱変位推定値の差が前記閾値の範囲外のとき、前記加工を停止する加工停止手段と、
を備える工作機械の熱変位補正装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011110538A JP5803261B2 (ja) | 2011-05-17 | 2011-05-17 | 工作機械の熱変位補正方法および熱変位補正装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011110538A JP5803261B2 (ja) | 2011-05-17 | 2011-05-17 | 工作機械の熱変位補正方法および熱変位補正装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012240137A true JP2012240137A (ja) | 2012-12-10 |
| JP5803261B2 JP5803261B2 (ja) | 2015-11-04 |
Family
ID=47462368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011110538A Expired - Fee Related JP5803261B2 (ja) | 2011-05-17 | 2011-05-17 | 工作機械の熱変位補正方法および熱変位補正装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5803261B2 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103064381A (zh) * | 2012-12-21 | 2013-04-24 | 昆山航天智能技术有限公司 | 一种远程监控工程机械运行状况的系统与方法 |
| JP2015055517A (ja) * | 2013-09-11 | 2015-03-23 | 株式会社ミツトヨ | 産業機械及びシフト量算出方法 |
| JP2015199168A (ja) * | 2014-04-08 | 2015-11-12 | ファナック株式会社 | 機械の熱変位補正装置 |
| JP2016179525A (ja) * | 2015-03-24 | 2016-10-13 | 三井精機工業株式会社 | 工作機械及び該工作機械における熱変位補正方法 |
| JP2016200928A (ja) * | 2015-04-09 | 2016-12-01 | ファナック株式会社 | 工作機械の管理システム |
| JP2017170532A (ja) * | 2016-03-18 | 2017-09-28 | オークマ株式会社 | 工作機械の熱変位補正方法、工作機械 |
| CN107999914A (zh) * | 2016-11-01 | 2018-05-08 | 发那科株式会社 | 线放电加工机 |
| JP2019013993A (ja) * | 2017-07-04 | 2019-01-31 | ファナック株式会社 | 熱変位補正装置 |
| CN110297460A (zh) * | 2018-03-23 | 2019-10-01 | 发那科株式会社 | 热位移修正系统以及计算机 |
| KR20200131475A (ko) * | 2019-05-14 | 2020-11-24 | 두산공작기계 주식회사 | 공작기계의 열변위 보정 방법 및 시스템 |
| US11098263B2 (en) | 2016-09-28 | 2021-08-24 | Cosmo Oil Lubricants Co., Ltd. | Lubricating oil composition for sliding guide surface |
| JP2022111725A (ja) * | 2021-01-20 | 2022-08-01 | オークマ株式会社 | 工作機械の熱変位補正装置及び熱変位補正方法 |
| EP4517472A4 (en) * | 2022-07-14 | 2025-07-09 | Mitsubishi Electric Corp | NUMERICAL CONTROL DEVICE, NUMERICAL CONTROL MACHINE TOOL, MACHINING PROGRAM GENERATION DEVICE, AND MACHINING PROGRAM GENERATION METHOD |
| WO2025164409A1 (ja) * | 2024-01-30 | 2025-08-07 | 株式会社小松製作所 | 産業機械の熱変位補正装置及び熱変位補正方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6855218B2 (ja) * | 2016-11-15 | 2021-04-07 | 三菱重工工作機械株式会社 | 工作機械及び工作機械の運転方法 |
| JP6743238B1 (ja) | 2019-04-23 | 2020-08-19 | Dmg森精機株式会社 | 工作機械における変動量推定装置、及び補正量算出装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07186003A (ja) * | 1993-12-27 | 1995-07-25 | Brother Ind Ltd | Nc工作機械の変位補正装置 |
| JPH11114775A (ja) * | 1997-10-08 | 1999-04-27 | Brother Ind Ltd | 工作機械の熱変位量算出装置及び記憶媒体 |
| US20070213867A1 (en) * | 2004-09-13 | 2007-09-13 | Dirk Prust | Method for compensating thermal displacements |
| JP2009258997A (ja) * | 2008-04-16 | 2009-11-05 | Murata Mach Ltd | 加工機械 |
| JP2010173033A (ja) * | 2009-01-30 | 2010-08-12 | Sodick Co Ltd | 工作機械における変位補正式の生成装置および工作機械における変位補正式の生成方法 |
-
2011
- 2011-05-17 JP JP2011110538A patent/JP5803261B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07186003A (ja) * | 1993-12-27 | 1995-07-25 | Brother Ind Ltd | Nc工作機械の変位補正装置 |
| JPH11114775A (ja) * | 1997-10-08 | 1999-04-27 | Brother Ind Ltd | 工作機械の熱変位量算出装置及び記憶媒体 |
| US20070213867A1 (en) * | 2004-09-13 | 2007-09-13 | Dirk Prust | Method for compensating thermal displacements |
| JP2009258997A (ja) * | 2008-04-16 | 2009-11-05 | Murata Mach Ltd | 加工機械 |
| JP2010173033A (ja) * | 2009-01-30 | 2010-08-12 | Sodick Co Ltd | 工作機械における変位補正式の生成装置および工作機械における変位補正式の生成方法 |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103064381A (zh) * | 2012-12-21 | 2013-04-24 | 昆山航天智能技术有限公司 | 一种远程监控工程机械运行状况的系统与方法 |
| JP2015055517A (ja) * | 2013-09-11 | 2015-03-23 | 株式会社ミツトヨ | 産業機械及びシフト量算出方法 |
| US10234843B2 (en) | 2014-04-08 | 2019-03-19 | Fanuc Corporation | Thermal displacement correction device for machine tool |
| JP2015199168A (ja) * | 2014-04-08 | 2015-11-12 | ファナック株式会社 | 機械の熱変位補正装置 |
| JP2016179525A (ja) * | 2015-03-24 | 2016-10-13 | 三井精機工業株式会社 | 工作機械及び該工作機械における熱変位補正方法 |
| JP2016200928A (ja) * | 2015-04-09 | 2016-12-01 | ファナック株式会社 | 工作機械の管理システム |
| US11614728B2 (en) | 2015-04-09 | 2023-03-28 | Fanuc Corporation | Machine tool management system that obtains a next maintenance period from a maintenance period model and a refinement algorithm |
| JP2017170532A (ja) * | 2016-03-18 | 2017-09-28 | オークマ株式会社 | 工作機械の熱変位補正方法、工作機械 |
| US11098263B2 (en) | 2016-09-28 | 2021-08-24 | Cosmo Oil Lubricants Co., Ltd. | Lubricating oil composition for sliding guide surface |
| JP2018069408A (ja) * | 2016-11-01 | 2018-05-10 | ファナック株式会社 | ワイヤ放電加工機 |
| US10204769B2 (en) | 2016-11-01 | 2019-02-12 | Fanuc Corporation | Wire electric discharge machine |
| CN107999914B (zh) * | 2016-11-01 | 2018-12-14 | 发那科株式会社 | 线放电加工机 |
| CN107999914A (zh) * | 2016-11-01 | 2018-05-08 | 发那科株式会社 | 线放电加工机 |
| JP2019013993A (ja) * | 2017-07-04 | 2019-01-31 | ファナック株式会社 | 熱変位補正装置 |
| US10852710B2 (en) | 2017-07-04 | 2020-12-01 | Fanuc Corporation | Thermal displacement compensation apparatus |
| CN110297460A (zh) * | 2018-03-23 | 2019-10-01 | 发那科株式会社 | 热位移修正系统以及计算机 |
| KR20200131475A (ko) * | 2019-05-14 | 2020-11-24 | 두산공작기계 주식회사 | 공작기계의 열변위 보정 방법 및 시스템 |
| KR102698365B1 (ko) * | 2019-05-14 | 2024-08-23 | 주식회사 디엔솔루션즈 | 공작기계의 열변위 보정 방법 및 시스템 |
| JP2022111725A (ja) * | 2021-01-20 | 2022-08-01 | オークマ株式会社 | 工作機械の熱変位補正装置及び熱変位補正方法 |
| JP7580278B2 (ja) | 2021-01-20 | 2024-11-11 | オークマ株式会社 | 工作機械の熱変位補正装置及び熱変位補正方法 |
| EP4517472A4 (en) * | 2022-07-14 | 2025-07-09 | Mitsubishi Electric Corp | NUMERICAL CONTROL DEVICE, NUMERICAL CONTROL MACHINE TOOL, MACHINING PROGRAM GENERATION DEVICE, AND MACHINING PROGRAM GENERATION METHOD |
| WO2025164409A1 (ja) * | 2024-01-30 | 2025-08-07 | 株式会社小松製作所 | 産業機械の熱変位補正装置及び熱変位補正方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5803261B2 (ja) | 2015-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5803261B2 (ja) | 工作機械の熱変位補正方法および熱変位補正装置 | |
| JP7514322B2 (ja) | 工作機械制御及び工作機械に対する特性図に基づく誤差補償のための方法 | |
| CN107491038B (zh) | 学习异常负载检测的阈值的机械学习机、数控装置以及机械学习方法 | |
| JP5811102B2 (ja) | 熱変位補正装置および熱変位補正方法 | |
| JP7303065B2 (ja) | 機械学習装置、制御システム及び機械学習方法 | |
| US20180196405A1 (en) | Machine learning device for machine tool and thermal displacement compensation device | |
| JP6444959B2 (ja) | ワイヤ放電加工機 | |
| TWI448353B (zh) | 工具機熱誤差智慧調適裝置及其方法 | |
| JP7481112B2 (ja) | 熱変位補正装置 | |
| JP2019063960A (ja) | 熱変位補正システム | |
| JP4031627B2 (ja) | 工作機械の性能評価装置及びこれを備えた性能評価システム | |
| CN118977237B (zh) | 巡检机器人的轨迹规划控制方法及装置 | |
| US20240427306A1 (en) | Identification of model parameters for a manufacturing machine, and use thereof for determining optimised trajectories | |
| US20220088735A1 (en) | Computer-aided optimization of numerically controlled machining of a workpiece | |
| Mares et al. | Robustness and portability of machine tool thermal error compensation model based on control of participating thermal sources | |
| Liu et al. | A dynamic linearization modeling of thermally induced error based on data-driven control for CNC machine tools | |
| WO2023228253A1 (ja) | 熱変位モデル学習装置、熱変位推定装置、加工システム、および加工方法 | |
| JPH068107A (ja) | 工作機械における熱変位補正方法 | |
| JP2015030083A (ja) | 工作機械の各部材の線膨張係数の決定方法および工作機械の熱変位補正装置 | |
| JP7466801B1 (ja) | 制御装置、工作機械システム、および加工方法 | |
| CN112912803A (zh) | 数控装置、学习装置及学习方法 | |
| WO2025164409A1 (ja) | 産業機械の熱変位補正装置及び熱変位補正方法 | |
| JP2004154907A (ja) | 多軸工作機械の熱変位補正方法および装置 | |
| JP5805268B1 (ja) | 工作機械の変位補正方法および工作機械の制御装置 | |
| JP4358705B2 (ja) | 工作機械の熱変形誤差の補正方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140421 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150409 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150817 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5803261 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |