JP2012243501A - 電線集合体及び電線集合体の製造方法 - Google Patents
電線集合体及び電線集合体の製造方法 Download PDFInfo
- Publication number
- JP2012243501A JP2012243501A JP2011111220A JP2011111220A JP2012243501A JP 2012243501 A JP2012243501 A JP 2012243501A JP 2011111220 A JP2011111220 A JP 2011111220A JP 2011111220 A JP2011111220 A JP 2011111220A JP 2012243501 A JP2012243501 A JP 2012243501A
- Authority
- JP
- Japan
- Prior art keywords
- core
- wire
- wires
- electric
- core wires
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Landscapes
- Insulated Conductors (AREA)
Abstract
【課題】複数の電線の芯線同士を接続する際に、位置揃え作業をなるべく容易に行えるようにすることを目的とする。
【解決手段】電線集合体10は、芯線13Aa、13Abを有する複数の電線12Aと、芯線13Bを有する少なくとも1つの電線12Bとを備える。複数の芯線13Aa、13Ab同士が第1接合部分14で接合されている。複数の芯線13Aa、13Abうちの一部の芯線13Aaと芯線13Bとが、第1接合部分14に対して前記一部の芯線13Aaの長手方向に沿って異なる位置の第2接合部分16で接合されている。
【選択図】図3
【解決手段】電線集合体10は、芯線13Aa、13Abを有する複数の電線12Aと、芯線13Bを有する少なくとも1つの電線12Bとを備える。複数の芯線13Aa、13Ab同士が第1接合部分14で接合されている。複数の芯線13Aa、13Abうちの一部の芯線13Aaと芯線13Bとが、第1接合部分14に対して前記一部の芯線13Aaの長手方向に沿って異なる位置の第2接合部分16で接合されている。
【選択図】図3
Description
この発明は、複数の電線の芯線同士を接続する技術に関する。
車両等に敷設されるワイヤーハーネスは、複数の仮結束ワイヤーハーネスを複数組合わせることにより製造されることがある。また、複数の仮結束ワイヤーハーネスを組合わせる際に、多数の電線の芯線同士を電気的に接続する作業が必要となる場合がある。
特許文献1には、複数の仮結束ワイヤーハーネスを組合わせる際に、各電線の先端に露出させた芯線を一箇所に集中させ、集中された複数の芯線を溶接接続することにより又は端子金具で圧着して一体化する技術が開示されている。
しかしながら、特許文献1に開示の技術によると、溶接又は圧着を行う際に、多数の露出した芯線を所定位置に揃えて配置する必要がある。しかしながら、そのような位置揃え作業は困難である。
そこで、本発明は、複数の電線の芯線同士を接続する際に、位置揃え作業をなるべく容易に行えるようにすることを目的とする。
上記課題を解決するため、第1の態様は、第1芯線を有する複数の第1電線と、第2芯線を有する少なくとも1つの第2電線とを備え、前記複数の第1芯線同士が第1接合部分で接合され、前記複数の第1芯線のうちの一部と前記第2芯線とが、前記第1接合部分に対して前記一部の第1芯線の長手方向に沿って異なる位置の第2接合部分で接合されている。
第2の態様は、第1の態様に係る電線集合体であって、前記複数の第1電線のそれぞれの端部に、前記複数の第1芯線が露出しており、前記複数の第1芯線のうちの一部が他よりも長く延出しており、前記第1接合部分は前記複数の第1芯線の基端部側に設けられ、前記第2接合部分は前記複数の第1の芯線のうち他よりも長く延出する部分に設けられている。
第3の態様は、第1又は第2の態様に係る電線集合体であって、前記第1接合部分及び第2接合部分のうちの少なくとも一方は、超音波溶接、レーザー溶接、抵抗溶接、半田付、導電性接着剤、中継端子のうちのいずれかによって接合されたものである。
また、上記課題を解決するため、第4の態様に係る電線集合体の製造方法は、(a)複数の第1電線に露出するように設けられた複数の第1芯線同士を第1接合部分で接合する工程と、(b)第2電線に露出するように設けられた第2芯線を、前記複数の第1芯線のうちの一部に、前記第1接合部分に対して前記一部の第1芯線の長手方向に沿って異なる位置の第2接合部分で接合する工程とを備える。
第5の態様は、第4の態様に係る電線集合体の製造方法であって、前記複数の第1電線のそれぞれの端部に、前記複数の第1芯線が露出すると共に、前記複数の第1芯線のうちの一部が他よりも長く延出しており、前記工程(a)において、前記第1接合部分は前記複数の第1芯線の基端部側に設定され、前記工程(b)において、前記第2接合部分は前記複数の第1の芯線のうち他よりも長く延出する部分に設定されている。
第1の態様によると、複数の第1芯線を第1接合部分で相互に接合し、これとは別箇所の第2接合部分で、前記複数の第1芯線のうちの一部と第2芯線とを接合することで、第1芯線と第2芯線とが全て接続される。このため、第1芯線及び第2芯線全てを揃える場合と比べて、位置揃え作業をなるべく容易に行える。
第2の態様によると、第1芯線のうち長く延出する一部のものを第2芯線に容易に接合することができる。
第3の態様によると、前記第1接合部分及び第2接合部分のうちの少なくとも一方を、超音波溶接、レーザー溶接、抵抗溶接、半田付、導電性接着剤、中継端子のうちのいずれかによって接合することができる。
第4の態様によると、複数の第1芯線を第1接合部分で相互に接合し、これとは別箇所の第2接合部分で、前記複数の第1芯線のうちの一部と第2芯線とを接合することで、第1芯線と第2芯線とが全て接続される。このため、第1芯線及び第2芯線全てを揃える場合と比べて、位置揃え作業をなるべく容易に行える。
第5の態様によると、第1芯線のうち長く延出する一部のものを第2芯線に容易に接合することができる。
{第1実施形態}
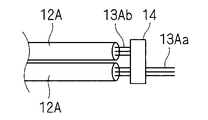
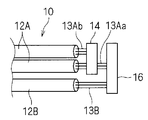
以下、第1実施形態に係る電線集合体及び電線集合体の製造方法について説明する。図1及び図2は電線集合体10を製造する途中工程を示す説明図であり、図3は電線集合体10の接続部分を示す説明図である。
以下、第1実施形態に係る電線集合体及び電線集合体の製造方法について説明する。図1及び図2は電線集合体10を製造する途中工程を示す説明図であり、図3は電線集合体10の接続部分を示す説明図である。
この電線集合体10は、複数の電線12A、12Bを備えている。複数の電線12A、12Bは、複数のグループに分けられている。ここでは、複数の電線12A、12Bは、2つの電線(第1電線)12Aと、1つの電線(第2電線)12Bとに分けられている。
電線12A、12Bは、芯線と、芯線の外周を覆う被覆部とを備えている。芯線は、銅線、銅合金線、アルミニウム線、アルミニウム合金線等の金属線によって構成されている。芯線は、単線であってもよいし、複数の素線の撚り合せ集合線であってもよい。被覆部は、芯線の周囲に樹脂を押出被覆等することによって形成されている。
電線12Aの端部では被覆部が所定長に亘って除去されることで、露出した芯線(第1芯線)13Aa、13Abが設けられている。複数の芯線13Aa、13Abのうちの一部の電線である芯線13Aaは、他の芯線13Abよりも長く延出している。芯線13Abに対する芯線13Aaの延出長は、後述する第2接合部分16の加工寸法、加工方法等に応じて設定され、例えば、10〜20mm程度に設定されるとよい。そして、複数の芯線13Aa、13Ab同士が第1接合部分14で接合されている。ここでは、第1接合部分14は、複数の芯線13Aa、13Abの基端部側に設けられている。より具体的には、第1接合部分14は、複数の電線12Aの被覆部の端部の位置を揃えるように複数の電線12Aを直線状に配設した状態で、短い方の芯線13Abに合わせて、つまり、複数の芯線13Aa、13Abが重複して配設される長さ領域部分に設けられている。第1接合部分14は、当該重複して配設される長さ領域部分のうちの全体に形成されていてもよいし、一部に設けられていてもよい。
第1接合部分14は、複数の芯線13Aa、13Abを密着させるように集合させた状態で、各芯線13Aa、13Ab同士を超音波溶接、レーザー溶接、抵抗溶接等することにより形成される。その他、複数の芯線13Aa、13Ab同士が半田付によって接合され、或は、導電性接着剤(銀粉や銅粉あるいはカーボン等の導電性材料を混合した接着剤)によって接合されることで、第1接合部分14が形成されていてもよい。あるいは、複数の芯線13Aa、13Abを束ねた状態でその周りに筒状或は断面略U字状の金属製中継端子をかしめることによって第1接合部分14が形成されていてもよい。
この第1接合部分14に対して、長い方の芯線13Aaは外方に延出している。
電線12Bの端部でも被覆部が所定長に亘って除去されることで、露出した芯線(第2芯線)13Bが形成されている。ここでは、芯線13Bは、上記長い方の芯線13Aaと同じ長さに設定されているが、必ずしもその必要はない。
上記長い方の芯線13Aaと芯線13Bとは、第1接合部分14に対して前記一部の(長い方の)芯線13Aaの長手方向に沿って異なる位置の第2接合部分16で接合されている。より具体的には、第2接合部分16は、芯線13Abより長く延出する芯線13Aaの部分に設けられている。換言すれば、第1接合部分14に対して芯線13Aaが外方に延出しており、芯線13Aaのうち第1接合部分14より延出する部分と芯線13Bとが第2接合部分16で接合されている。この場合、電線12Aの被覆部の端部と電線12Bの被覆部の端部とは揃えられていてもよいし、揃えられていなくてもよい。
第2接合部分16は、上記第1接合部分14と同様に、超音波溶接、レーザー溶接、抵抗溶接、半田付、導電性接着剤、中継端子のうちのいずれかによって接合された構成とすることができる。勿論、第1接合部分14と第2接合部分16とが同じ接合方法によって接合された構成である必要はない。
以上のように構成された電線集合体10及び電線集合体10の製造方法によると、複数の芯線13Aa、13Abを第1接合部分14で相互に接合し、これとは別箇所の第2接合部分16で、複数の芯線13Aa、13Abのうちの一部である芯線13Aaと芯線13Bとを接合することで、複数の芯線13Aa、13Abと芯線13Bとが全て電気的に接続された状態となる。第1接合部分14を加工する際及び第2接合部分16を加工する際のそれぞれにおいて、揃える必要がある芯線の本数は、全ての芯線を一括して揃えて接合する場合と比べて少ない。このため、位置揃え作業を容易に実施できる。
また、一括して多数の芯線を溶接で接合しようとする場合、溶接装置等の条件制約によって、そのような一括した接合ができない場合もあるが、ここでは、多数の芯線を小分けにして順次接合していく構成であるため、そのような条件制約に合致した範囲内で適宜接合していくことができる。また、一括して多数の芯線を溶接或は圧着等で接合可能であったとしても、そのような多数の芯線に対する溶接状態、圧着条件等の溶接条件の調整は難しい。しかしながら、ここでは、多数の芯線を小分けにして順次接合していく構成であるため、そのような接合条件の調整、設定も比較的容易である。
また、第1接合部分に他の芯線を溶接、圧着等で接合する場合、複数回の接合作業によって芯線に対するダメージが大きくなり、芯線に対して、素線切れ等のダメージが生じ易くなる。これに対して、上記電線集合体10では、第1接合部分14及び第2接合部分16のそれぞれは、接合作業が一回だけ施された構成であるため、芯線に対するダメージを抑制することができる。
また、電線の芯線同士を電気的に接続する構成としては、電線の端部に圧着された端子を、中継接続用のジョイントコネクタ等に接続し、当該ジョイントコネクタ内で芯線同士を相互に電気的に接続する構成等が考えられる。しかしながら、この場合、ジョイントコネクタ、端子等の部品が多数必要となるし、また、多数本同士の接合にも用いることができるように統一形状化されたジョイントコネクタを用いたような場合には、空き挿入箇所が発生し、無駄に大型化する恐れがある。しかしながら、本電線集合体10では、芯線13Aa、13Ab同士、或は、芯線13Aa、13B同士をより直接的に相互接続する構成であるため、部品点数を少なくして低コスト化が可能になり(中継端子を使う場合であっても、各芯線に設ける必要はなく、また、ジョイントコネクタを用いなくてよいので部品点数は少ない)、また、構成のコンパクト化も図られる。
また、芯線13Aa、13Abのうち長く延出する芯線13Aaを、芯線13Bに接合しているため、当該接合作業を容易に行える。
なお、上記第1実施形態に係る電線集合体10では、2本の電線12Aの芯線13Aa、13Abとを接合し、芯線13Aaと1本の電線12Bの芯線13Bとを接合する例で説明したが、複数の電線の接続態様は当該例に限られない。
例えば、2本の電線12Aの芯線13Aa、13Abに対して、第1接合部分14でさらに他の電線の芯線が接合されていてもよい。即ち、第1芯線を有する第1電線は複数であればよく、3つ以上であってもよい。このように、第1電線が3つ以上である場合、そのうちの一部である複数の第1電線の芯線が他の電線よりも長く延出され、第2接合部分で第2電線の芯線に接合されていてもよい。
また、芯線13Aaに対して、第2接合部分16で、芯線13Bの他の電線の芯線が接合されていてもよい。すなわち、複数の第1電線の第1芯線のうちの一部に接合される、第2電線の第2芯線は複数であってもよい。
また、芯線13Bに対して、第2接合部分16以外で他の芯線が接合されていてもよい。即ち、複数の第1電線の第1芯線のうちの一部に接合される第2電線の第2芯線に対して、他の箇所で他の芯線が接合されていてもよい。
また、第2接合部分で接合された芯線13Aa、13Bの一部が、第1接合部分14及び第2接合部分16以外の場所(典型的には第2接合部分よりもさらに延出した位置)で、他の芯線に接合されていてもよい。
これらの組合せ等によって、複数の芯線が多様な態様で接合された電線集合体を得ることができ、その一例を次の第2実施形態にて説明する。
{第2実施形態}
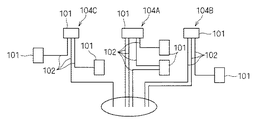
第2実施形態では、電線集合体の一種であるワイヤーハーネス100を製造する例で説明する。図4は複数の仮結部品104A、104B、104Cを組合わせてワイヤーハーネス100を製造する様子を示す概念図であり、図5は組立図板103上でワイヤーハーネス100を組立てる様子を示す説明図である。
第2実施形態では、電線集合体の一種であるワイヤーハーネス100を製造する例で説明する。図4は複数の仮結部品104A、104B、104Cを組合わせてワイヤーハーネス100を製造する様子を示す概念図であり、図5は組立図板103上でワイヤーハーネス100を組立てる様子を示す説明図である。
すなわち、ワイヤーハーネス100は、複数の電線102が車両における配線形態及び接続先となる電気部品のレイアウト等に合わせて分岐しつつ結束された構成とされている。ワイヤーハーネス100を構成する電線102の本数が多数である場合、ワイヤーハーネス100全体の一部の構成部品である仮結部品104A、104B、104Cを製造し(図4参照)、この仮結部品104A、104B、104Cを組立図板103上で複数組合わせてワイヤーハーネスを製造することがある(図5参照)。ワイヤーハーネス或は仮結部品を製造する際、各電線102の端部に接続された端子がコネクタ101に挿入される。また、複数の仮結部品104A、104B、104C間で、必要に応じて複数の電線102同士が電気的に接続されることがある。ここでは、仮結部品104Aの構成電線の一部である3本の電線102(以下、区別の必要性がある場合に電線112Aと表記することがある)、仮結部品104Bの構成電線の一部である2本の電線102(以下、区別の必要性がある場合に電線112Bと表記することがある)と、仮結部品104Cの構成電線の一部である1本の電線102(以下、区別の必要性がある場合に電線112Cと表記することがある)とを電気的に接続する構成に着目して説明する。なお、通常、ワイヤーハーネス100には、下記で接続対象となる仮結部品104A、104B、104C以外の仮結部品等も組込まれる。
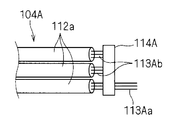
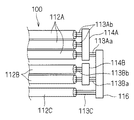
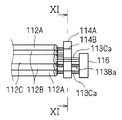
図6〜図8は各仮結部品104A、104B、104Cを製造する途中工程を示す説明図であり、図9は仮結部品104A、104B、104Cの接続部分を示す説明図である。
電線112A、112B、112Cは、上記電線12A、12Bと同様に、芯線と、芯線の外周を覆う被覆部とを備えている。
電線112Aの端部では被覆部が所定長に亘って除去されることで、露出した芯線113Aa、113Abが設けられている。複数の芯線113Aa、113Abのうちの一部の電線である芯線113Aaは、他の芯線113Abよりも長く延出している。そして、複数の芯線113Aa、113Ab同士が第1接合部分114Aで接合されている。ここでは、第1接合部分114Aは、複数の芯線113Aa、113Abの基端部側に設けられている。より具体的には、第1接合部分114Aは、複数の電線112Aの被覆部の端部の位置を揃えるように複数の電線112Aを直線状に配設した状態で、短い方の芯線113Abに合わせて、つまり、複数の芯線113Aa、113Abが重複して配設される長さ領域部分に設けられている。
第1接合部分114Aは、上記第1接合部分14と同様に、超音波溶接、レーザー溶接、抵抗溶接、半田付、導電性接着剤、中継端子のうちのいずれかによって接合された構成とすることができる。この第1接合部分114Aに対して、長い方の芯線113Aaは外方に延出している。
電線112Bの端部では被覆部が所定長に亘って除去されることで、露出した芯線113Ba、113Bbが設けられている。複数の芯線113Ba、113Bbのうちの一部の電線である芯線113Baは、他の芯線113Bbよりも長く延出している。そして、複数の芯線113Ba、113Bb同士が上記第1接合部分114Aとは別の第1接合部分114Bで接合されている。ここでは、第1接合部分114Bは、複数の芯線113Ba、113Bbの基端部側に設けられている。より具体的には、第1接合部分114Bは、複数の電線112Bの被覆部の端部の位置を揃えるように複数の電線112Bを直線状に配設した状態で、短い方の芯線113Bbに合わせて、つまり、複数の芯線113Ba、113Bbが重複して配設される長さ領域部分に設けられている。
第1接合部分114Bは、上記第1接合部分14と同様に、超音波溶接、レーザー溶接、抵抗溶接、半田付、導電性接着剤、中継端子のうちのいずれかによって接合された構成とすることができる。この第1接合部分114Bに対して、長い方の芯線113Baは外方に延出している。芯線113Baと芯線113Aaとは同じ長さに設定されていることが好ましい。
また、電線112Cの端部でも被覆部が所定長に亘って除去されることで、露出した芯線113Cが形成されている。ここでは、芯線113Cは、上記長い方の芯線113Aa、113Baと同じ長さに設定されているが、必ずしもその必要はない。
上記長い方の芯線113Aa、113Baと芯線113Cとは、第1接合部分114A、114Bに対して芯線113Aa、113Ba等の長手方向に沿って異なる位置の第2接合部分116で接合されている。より具体的には、第2接合部分116は、芯線113Ab、113Bbより長く延出する芯線113Aa、113Baの部分に設けられている。換言すれば、第1接合部分114Aに対して芯線113Aaが外方に延出すると共に、これとは別の第1接合部分114Bに対して芯線113Baが外方に延出しており、芯線113Aaのうち第1接合部分114Aより延出する部分と芯線113Baのうち第1接合部分114Bより延出する部分と芯線113Cとが第2接合部分116で接合されている。
第2接合部分116は、上記第1接合部分14と同様に、超音波溶接、レーザー溶接、抵抗溶接、半田付、導電性接着剤、中継端子のうちのいずれかによって接合された構成とすることができる。勿論、第1接合部分114A,114B、第2接合部分116とが同じ接合方法によって接合されている構成である必要はない。
なお、図9では、第2接合部分116を加工する際、第1接合部分114A、114Bと、芯線113Cとは横並び状態に配設されている。
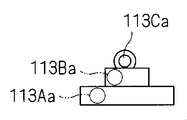
図10及び図11に示すように、第1接合部分114A、114Bと、芯線113Cとを積上げるように、より具体的には、幅広なものから順次積上げるように配設した状態で、第2接合部分116の接合作業を行うようにしてもよい。つまり、第1接合部分114A上に第1接合部分114Bを、この上に芯線113Cを積上げるように配設した状態で、第2接合部分116の接合作業を行うようにしてもよい。
なお、第2接合部分116の接合は、組立図板103の側方に設けられた溶接装置等の接合装置103Dで行うとよい(図5参照)。
この第2実施形態では、電線112Aを第1電線として捉えると、電線112B、112Cを第2電線として捉えることができ、電線112Bを第1電線として捉えると、電線112A、112Cを第2電線として捉えることができる。
この第2実施形態では、複数の芯線113Aa、113Abを第1接合部分114Aで相互に接合すると共に、複数の芯線113Ba、113Bbを第1接合部分114Bで相互に接合し、これとは別箇所の第2接合部分116で、芯線113Aa、113Baと芯線113Cとを接合することで、複数の芯線113Aa、113Abと、複数の芯線113Ba、113Bbと、芯線113Cとが全て電気的に接続された状態となる。このため、上記第1実施形態と同様I、位置揃え作業を容易に実施できる。
また、その他についても、上記第1実施形態と同様の効果を得ることができる。
特に、仮結部品104A、104B、104C単位で第1接合部分114A,114Bを加工し、或は、露出した芯線113Cを有する電線112Cを有するものを準備し、これらを集合させてワイヤーハーネス100を組立てる際に第2接合部分116の加工を行えばよいため、ワイヤーハーネス100の組立作業単位で、上記各加工を実施でき、作業性の利便性に優れる。
{変形例}
なお、上記各実施形態では、電線の端部に露出する芯線を例にして説明したが、一部又は全部の芯線が、電線の長手方向中間部に露出したものであってもよい。
なお、上記各実施形態では、電線の端部に露出する芯線を例にして説明したが、一部又は全部の芯線が、電線の長手方向中間部に露出したものであってもよい。
また、上記各実施形態及び変形例で説明した各構成は、相互に矛盾しない限り適宜組合わせることができる。
以上のようにこの発明は詳細に説明されたが、上記した説明は、すべての局面において、例示であって、この発明がそれに限定されるものではない。例示されていない無数の変形例が、この発明の範囲から外れることなく想定され得るものと解される。
10 電線集合体
12A、12B 電線
13Aa、13Ab 芯線
13B 芯線
14 第1接合部分
16 第2接合部分
100 ワイヤーハーネス
112A、112B、112C 電線
113Aa、113Ab 芯線
113Ba、113Bb 芯線
113C 芯線
114A、114B 第1接合部分
116 第2接合部分
12A、12B 電線
13Aa、13Ab 芯線
13B 芯線
14 第1接合部分
16 第2接合部分
100 ワイヤーハーネス
112A、112B、112C 電線
113Aa、113Ab 芯線
113Ba、113Bb 芯線
113C 芯線
114A、114B 第1接合部分
116 第2接合部分
Claims (5)
- 第1芯線を有する複数の第1電線と、
第2芯線を有する少なくとも1つの第2電線と、
を備え、
前記複数の第1芯線同士が第1接合部分で接合され、
前記複数の第1芯線のうちの一部と前記第2芯線とが、前記第1接合部分に対して前記一部の第1芯線の長手方向に沿って異なる位置の第2接合部分で接合されている、電線集合体。 - 請求項1記載の電線集合体であって、
前記複数の第1電線のそれぞれの端部に、前記複数の第1芯線が露出しており、前記複数の第1芯線のうちの一部が他よりも長く延出しており、
前記第1接合部分は前記複数の第1芯線の基端部側に設けられ、前記第2接合部分は前記複数の第1の芯線のうち他よりも長く延出する部分に設けられている、電線集合体。 - 請求項1又は請求項2記載の電線集合体であって、
前記第1接合部分及び第2接合部分のうちの少なくとも一方は、超音波溶接、レーザー溶接、抵抗溶接、半田付、導電性接着剤、中継端子のうちのいずれかによって接合されたものである、電線集合体。 - (a)複数の第1電線に露出するように設けられた複数の第1芯線同士を第1接合部分で接合する工程と、
(b)第2電線に露出するように設けられた第2芯線を、前記複数の第1芯線のうちの一部に、前記第1接合部分に対して前記一部の第1芯線の長手方向に沿って異なる位置の第2接合部分で接合する工程と、
を備える電線集合体の製造方法。 - 請求項4記載の電線集合体の製造方法であって、
前記複数の第1電線のそれぞれの端部に、前記複数の第1芯線が露出すると共に、前記複数の第1芯線のうちの一部が他よりも長く延出しており、
前記工程(a)において、前記第1接合部分は前記複数の第1芯線の基端部側に設定され、
前記工程(b)において、前記第2接合部分は前記複数の第1の芯線のうち他よりも長く延出する部分に設定されている、電線集合体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111220A JP2012243501A (ja) | 2011-05-18 | 2011-05-18 | 電線集合体及び電線集合体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111220A JP2012243501A (ja) | 2011-05-18 | 2011-05-18 | 電線集合体及び電線集合体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012243501A true JP2012243501A (ja) | 2012-12-10 |
Family
ID=47465011
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011111220A Withdrawn JP2012243501A (ja) | 2011-05-18 | 2011-05-18 | 電線集合体及び電線集合体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012243501A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113168939A (zh) * | 2018-06-06 | 2021-07-23 | 住友电装株式会社 | 线束 |
-
2011
- 2011-05-18 JP JP2011111220A patent/JP2012243501A/ja not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113168939A (zh) * | 2018-06-06 | 2021-07-23 | 住友电装株式会社 | 线束 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6278272B2 (ja) | 導電線及びその配索構造 | |
| US20160079684A1 (en) | Connection Structure for Terminal Metal Fittings | |
| WO2015002180A1 (ja) | 導電線及びその配索構造 | |
| CN105990713B (zh) | 具有连接端子的电线和用于制造该电线的方法 | |
| JP2016081625A (ja) | ジョイント端子 | |
| US20160072199A1 (en) | Terminal, terminal-equipped electrical wire, and method for manufacturing terminal-equipped electrical wire | |
| JP3237412B2 (ja) | ワイヤハーネスおよび該ワイヤハーネスの製造方法 | |
| CN114128049A (zh) | 电线的连接结构及电线的连接方法 | |
| CN105390905B (zh) | 覆皮电线的接合方法 | |
| US20150104983A1 (en) | Joint structure between end of coaxial cable and terminal, and joining method therebetween | |
| WO2009051042A1 (ja) | 電線端末接続体及び電線端末接続方法 | |
| US9054435B2 (en) | Conversion terminal device and method for coupling dissimilar metal electrical components | |
| JP5979427B2 (ja) | 導電体 | |
| JP6422213B2 (ja) | 接続端子、及び当該接続端子を備えた接続構造 | |
| JP2012243501A (ja) | 電線集合体及び電線集合体の製造方法 | |
| JP6013417B2 (ja) | 被覆電線の接合方法 | |
| WO2017115710A1 (ja) | 端子付電線の製造方法及び端子付電線 | |
| JP6556512B2 (ja) | ワイヤハーネス | |
| JP2021190241A (ja) | 端子付き電線および端子付き電線の製造方法 | |
| JP5359122B2 (ja) | バスバー構造 | |
| JP6276820B2 (ja) | 被覆電線の接合方法 | |
| JP6514555B2 (ja) | 中継端子、及び、ワイヤハーネス | |
| JP2004192949A (ja) | フラットハーネスおよびフラットハーネスの製造方法 | |
| JP5365100B2 (ja) | 短絡回路を含むワイヤハーネス及びその製造方法 | |
| JP4444249B2 (ja) | ケーブル接続方法、電気装置製造方法、および電気装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |