JP2012243568A - 絶縁電線及びその製造方法 - Google Patents
絶縁電線及びその製造方法 Download PDFInfo
- Publication number
- JP2012243568A JP2012243568A JP2011112445A JP2011112445A JP2012243568A JP 2012243568 A JP2012243568 A JP 2012243568A JP 2011112445 A JP2011112445 A JP 2011112445A JP 2011112445 A JP2011112445 A JP 2011112445A JP 2012243568 A JP2012243568 A JP 2012243568A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- coating layer
- insulated wire
- extrusion coating
- conductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Insulated Conductors (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【解決手段】絶縁電線10は、導体20と、導体20上に押出被覆層30を有する絶縁被覆とを備えている。押出被覆層30は、電子線照射により架橋され、融点が200℃以上の熱可塑性樹脂からなる樹脂(A)、及びメルトフローレート(MFR)が1g/10分以下のオレフィン系共重合樹脂を含む樹脂(B)を混合した樹脂組成物を有する。
【選択図】図1
Description
図1において、全体を示す符号10は、この実施の形態に係る典型的な絶縁電線を例示している。この絶縁電線10の基本の構成は、導体20と、この実施の形態における特徴部をなす押出被覆層30とを有する。
上記のように構成された絶縁電線10は、次の工程(イ)及び(ロ)を有する製造方法により効果的に得られる。
(イ)導体20上に、上記樹脂(A)と上記樹脂(B)とを混合した樹脂組成物を押出被覆して押出被覆層を有する絶縁被覆を形成する工程、及び
(ロ)押出被覆層を含む絶縁被覆を、電子線照射により架橋処理する工程。
(ハ)押出被覆層30を押出被覆して形成した後であって、押出被覆層30の絶縁被覆を電子線照射により架橋処理する前に、その押出被覆層30を250℃以上300℃以下で加熱処理する工程。
上記実施の形態に係る絶縁電線10によると、導体20上に押出被覆した絶縁被覆は、融点が200℃以上の熱可塑性樹脂からなる樹脂(A)、及びMFRが1g/10分以下のオレフィン系共重合樹脂を含む樹脂(B)を混合した樹脂組成物により構成されるため、押出被覆層30の厚さが薄くても、高い部分放電開始電圧を有する。それに加えて、導体20と押出被覆層30との密着性が優れており、その密着性を低下させることなく、高温の成形温度による変形や絶縁性能の低下を抑えることができるようになる。
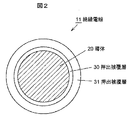
以上の説明から明らかなように、本発明の絶縁電線及びその製造方法を上記実施の形態に基づいて説明したが、本発明の技術思想の範囲内において種々の構成が可能であり、次に示すような第1及び第2の変形例も可能である。なお、図2及び図3において、上記実施の形態と実質的に同じ部材には同一の部材名と符号を付している。従って、これらの部材に関する詳細な説明は省略する。
この第1の変形例にあっても、上記実施の形態に係る絶縁電線10と基本的な構成において変わるところはない。図2において、上記実施の形態と大きく異なるところは、上記実施の形態では、導体20上に押出被覆して一層の第1の押出被覆層30を形成していたものを、この第1変形例にあっては、第1の押出被覆層30上に二層目の第2の押出被覆層31を形成した点にある。
この第2の変形例にあっても、上記実施の形態に係る絶縁電線10と基本的な構成において変わるところはない。図3において、この第2変形例による絶縁電線12にあっては、導体20上に押出被覆して一層目の第1押出被覆層30を形成し、次に、第1押出被覆層30上に二層目の第2押出被覆層31を形成し、更に、第2押出被覆層31上に三層目の第3押出被覆層32を形成した点が、上記実施の形態とは大きく異なっている。
導体として外径1.25mmの銅線を複数本準備し、押出機を用いて、約300〜370℃の押出温度で、表1に示す成分を含有する12通りの樹脂組成物を銅線上に押出被覆して押出被覆層を形成した。この押出被覆層の形成後、温度(設定温度)が200〜300℃である電気炉を通して、第1の加熱処理を施した。更に、その押出被覆層を250℃以上300℃以下で第2の加熱処理を施して、絶縁被覆厚さが約100μmである断面円形状の絶縁電線を作製した。なお、比較例1を除いて、実施例1〜8及び比較例2〜4については、第2の加熱処理後、押出被覆層の樹脂組成物に、架橋処理として線量が30Mradの電子線照射を施すことで絶縁電線を作製した。
得られた絶縁電線の部分放電開始電圧の測定にあたり、先ず、絶縁電線を500mmの長さで2本切り出し、39N(4kgf)の張力を掛けながら撚り合わせて、絶縁電線の中央部の120mmの範囲に6回の撚りを有するツイストペアの試料を用意した。次に、この試料の端部である10mmの部位をアビソフィックス装置で剥離した。その後、絶縁被膜の乾燥のため、120℃の恒温槽中に30分間保持し、デシケータ中で室温になるまで18時間放置した。
この密着性は、JIS C3003に準拠した急激伸張試験を実施することにより評価した。急激伸張試験の結果、絶縁被覆の浮き(剥離)の長さが破断点から2mm以下のものを◎印(優秀)とし、2〜20mmのものを○印(合格)とし、20mmよりも長いものを×印(不合格)として評価した。この評価結果を下記表1にまとめて示す。
この耐熱性の評価にあたり、先ず、絶縁電線を500mmの長さで2本切り出し、39N(4kgf)の張力を掛けながら撚り合わせて、絶縁電線の中央部の120mmの範囲に6回の撚りを有するツイストペア試料を用意した。次に、このツイストペア試料を老化試験機(東洋精機株式会社製、ギヤーオーブンSTD60P)の中に350℃で5分間保持して加熱した。その後、部分放電開始電圧を部分放電開始電圧試験により測定した。その時の部分放電開始電圧の低下が上記試験による測定値よりも20%未満のものを○印とし、20%以上低下したものを×印として評価した。この評価結果を下記表1にまとめて示す。

Claims (6)
- 導体と、
前記導体上に設けられ、融点が200℃以上の熱可塑性樹脂からなる樹脂(A)、及びメルトフローレート(MFR)が1g/10分以下のオレフィン系共重合樹脂を含む樹脂(B)を混合した樹脂組成物からなり、電子線照射により架橋された押出被覆層を有する絶縁被覆と、
を備えたことを特徴とする絶縁電線。 - 前記樹脂組成物は、前記樹脂(A)と前記樹脂(B)とが重量比で、(B)/(A)=30/70〜70/30の範囲で混和されている請求項1記載の絶縁電線。
- 前記樹脂(A)は、熱可塑性ポリイミド、ポリエーテルエーテルケトン、ポリエーテルケトン、ポリフェニレンサルファイド、ポリブチレンナフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリエチレンテレフタレートのうちのいずれかからなる請求項1又は2記載の絶縁電線。
- 前記樹脂(B)は、無水マレイン酸やグリシジルメタクリレート等で変性させてなる樹脂が更に含まれている請求項1〜3のいずれかに記載の絶縁電線。
- 導体上に、融点が200℃以上の熱可塑性樹脂からなる樹脂(A)と、メルトフローレート(MFR)が1g/10分以下のオレフィン系共重合樹脂を含む樹脂(B)とを混合した樹脂組成物を押出被覆して形成した押出被覆層を有する絶縁被覆を形成する工程と、
前記押出被覆層を含む絶縁被覆を、電子線照射により架橋処理する工程と、
を含むことを特徴とする絶縁電線の製造方法。 - 前記絶縁被覆を形成する工程後に、前記絶縁被覆を250℃以上300℃以下で加熱処理する工程を更に含む請求項5記載の絶縁電線の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011112445A JP5561238B2 (ja) | 2011-05-19 | 2011-05-19 | 絶縁電線及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011112445A JP5561238B2 (ja) | 2011-05-19 | 2011-05-19 | 絶縁電線及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012243568A true JP2012243568A (ja) | 2012-12-10 |
| JP5561238B2 JP5561238B2 (ja) | 2014-07-30 |
Family
ID=47465057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011112445A Expired - Fee Related JP5561238B2 (ja) | 2011-05-19 | 2011-05-19 | 絶縁電線及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5561238B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103450631A (zh) * | 2013-09-09 | 2013-12-18 | 苏州德尔泰高聚物有限公司 | 一种聚醚醚酮电缆料及其制备方法 |
| WO2014112405A1 (ja) * | 2013-01-17 | 2014-07-24 | ダイキン工業株式会社 | 絶縁電線 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0512924A (ja) * | 1990-05-23 | 1993-01-22 | Fujikura Ltd | 絶縁電線及びこれを使用したケーブル |
| JP2006012649A (ja) * | 2004-06-28 | 2006-01-12 | Toray Ind Inc | 樹脂被覆電線 |
| JP2008257924A (ja) * | 2007-04-02 | 2008-10-23 | Furukawa Electric Co Ltd:The | 絶縁電線及びそれを用いた変圧器 |
| JP2010055964A (ja) * | 2008-08-28 | 2010-03-11 | Furukawa Electric Co Ltd:The | 絶縁ワイヤ |
-
2011
- 2011-05-19 JP JP2011112445A patent/JP5561238B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0512924A (ja) * | 1990-05-23 | 1993-01-22 | Fujikura Ltd | 絶縁電線及びこれを使用したケーブル |
| JP2006012649A (ja) * | 2004-06-28 | 2006-01-12 | Toray Ind Inc | 樹脂被覆電線 |
| JP2008257924A (ja) * | 2007-04-02 | 2008-10-23 | Furukawa Electric Co Ltd:The | 絶縁電線及びそれを用いた変圧器 |
| JP2010055964A (ja) * | 2008-08-28 | 2010-03-11 | Furukawa Electric Co Ltd:The | 絶縁ワイヤ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014112405A1 (ja) * | 2013-01-17 | 2014-07-24 | ダイキン工業株式会社 | 絶縁電線 |
| CN104903977A (zh) * | 2013-01-17 | 2015-09-09 | 大金工业株式会社 | 绝缘电线 |
| CN104903977B (zh) * | 2013-01-17 | 2018-12-28 | 大金工业株式会社 | 绝缘电线 |
| US10991478B2 (en) | 2013-01-17 | 2021-04-27 | Daikin Industries, Ltd. | Insulated wire |
| CN103450631A (zh) * | 2013-09-09 | 2013-12-18 | 苏州德尔泰高聚物有限公司 | 一种聚醚醚酮电缆料及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5561238B2 (ja) | 2014-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9224523B2 (en) | Inverter surge-resistant insulated wire | |
| JP2013033607A (ja) | 絶縁電線及びその製造方法 | |
| US9514863B2 (en) | Inverter surge-resistant insulated wire and method of producing the same | |
| JP5699971B2 (ja) | 絶縁電線 | |
| US11615914B2 (en) | Magnet wire with thermoplastic insulation | |
| US20130130031A1 (en) | Insulated wire | |
| WO2015033821A1 (ja) | 平角電線およびその製造方法並びに電気機器 | |
| JP2015138626A (ja) | 絶縁電線とその製造方法、及び電気機器のコイルとその製造方法 | |
| JP2014154511A (ja) | 絶縁電線およびその製造方法 | |
| US8809684B2 (en) | Insulated wire | |
| JP5561238B2 (ja) | 絶縁電線及びその製造方法 | |
| JP5516303B2 (ja) | 絶縁電線およびその製造方法 | |
| JP5521568B2 (ja) | 絶縁電線 | |
| US12283401B2 (en) | Magnet wire with thermoplastic insulation | |
| JP5445109B2 (ja) | 絶縁電線 | |
| JP6519231B2 (ja) | 巻線及びその製造方法 | |
| JP2011210519A (ja) | 絶縁電線 | |
| US20250253093A1 (en) | Magnet wire with thermoplastic insulation | |
| JP2014067656A (ja) | 絶縁電線およびその製造方法 | |
| JP2012015038A (ja) | 絶縁電線 | |
| JP2015099742A (ja) | 耐インバータサージ絶縁ワイヤ及びその製造方法 | |
| JP2015228285A (ja) | 巻線及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130920 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130920 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140318 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140418 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140513 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140526 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5561238 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |