JP2012243902A - エッジワイズコイル及びエッジワイズコイルの製造方法。 - Google Patents
エッジワイズコイル及びエッジワイズコイルの製造方法。 Download PDFInfo
- Publication number
- JP2012243902A JP2012243902A JP2011111477A JP2011111477A JP2012243902A JP 2012243902 A JP2012243902 A JP 2012243902A JP 2011111477 A JP2011111477 A JP 2011111477A JP 2011111477 A JP2011111477 A JP 2011111477A JP 2012243902 A JP2012243902 A JP 2012243902A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- pattern
- wire
- edgewise coil
- alternately
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Landscapes
- Coils Of Transformers For General Uses (AREA)
- Insulating Of Coils (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
【課題】連続する一の線材を用いて容易に製造できるとともに、線材の幅寸法や巻数に制限を受けることがないエッジワイズコイルを提供する。
【解決手段】矩形断面を有するとともに、所定の繰り返しパターン5a,5b,6a,6bを備えて形成された板状線材4を、上記パターンを交互に折り畳むようにして環状に成形したエッジワイズコイルであって、上記繰り返しパターンは、上記環状形態を2分割して構成される第1のパターン5a,5bと第2のパターン6a,6bとを、一方向に交互に連続形成して構成されたものであり、上記第1のパターンと上記第2のパターンの境界において板状線材の幅方向に設定される互いに平行な折り曲げ線12a,12b,12cに沿って、上記板状線材を交互に折り畳んで積層することにより構成される。
【選択図】図2
【解決手段】矩形断面を有するとともに、所定の繰り返しパターン5a,5b,6a,6bを備えて形成された板状線材4を、上記パターンを交互に折り畳むようにして環状に成形したエッジワイズコイルであって、上記繰り返しパターンは、上記環状形態を2分割して構成される第1のパターン5a,5bと第2のパターン6a,6bとを、一方向に交互に連続形成して構成されたものであり、上記第1のパターンと上記第2のパターンの境界において板状線材の幅方向に設定される互いに平行な折り曲げ線12a,12b,12cに沿って、上記板状線材を交互に折り畳んで積層することにより構成される。
【選択図】図2
Description
本願発明は、チョークコイル等に適用できる、エッジワイズコイル、及びエッジワイズコイルの製造方法に関する。
大電流に対応できるチョークコイルとして、断面矩形状をしたいわゆる平角巻線を、その短辺をコイル軸に向けて巻き回したエッジワイズコイルが知られている。
上記エッジワイズコイルは、巻線の断面積を大きく設定することができるため大電流を流すことができる。また、丸線に比べて占積率を高めることができるとともに、成形したコイルをコアに組み付けるだけでチョークコイル等を構成できるため、組み付け工程を簡略化できるという利点がある。
一方、矩形断面を有する板状線材からコイルを成形する場合、曲げ方向の厚み(矩形断面の長辺側寸法)が大きいため、曲げ加工が難しいという問題がある。このため、断面における厚み寸法に比べて幅寸法が大きな連続板状線材からエッジワイズコイルを一体形成するのは困難であった。
上記特許文献1に記載されている発明では、幅広形態を有する複数の板状線材を組み合わせて溶接することにより、環状形態を有するエッジワイズコイルを構成している。ところが、上記特許文献1に記載されている手法では、加工工程が増加するばかりでなく、部品点数が非常に多くなるため、製造コストが大きくなる。しかも、溶接した部分における導電性を一定にするのは困難であり、コイルの品質が低下しやすいとう問題がある。
また、特許文献2に記載されている発明では、所定のパターンを有する板状線材を折り曲げてコイルを形成することができるが、2巻き分の巻数を備えるコイルしか製造できない。このため、多数の巻数を要するコイルに適用することはできない。
本願発明は、上記従来の課題を解決し、連続する一の線材を用いて容易に製造できるとともに、線材の幅寸法や巻数に制限を受けることがないエッジワイズコイルを提供することを課題とする。
本願の請求項1に記載した発明は、矩形断面を有するとともに、所定の繰り返しパターンを備えて形成された板状線材を、上記パターンを交互に折り畳むようにして環状に成形したエッジワイズコイルであって、上記繰り返しパターンは、上記環状形態を2分割して構成される第1のパターンと第2のパターンとを、一方向に交互に連続形成して構成されたものであり、上記第1のパターンと上記第2のパターンの境界において板状線材の幅方向に設定される互いに平行な折り曲げ線に沿って、上記板状線材を交互に折り畳んで積層することにより構成されたものである。本願発明が適用できるコイルは、特に限定されることはなく、巻数が少なく大電流が流されるコイルのみならず、種々のコイルに適用できる。たとえば、補機コンバータ平滑用のチョークコイルや、トランス等のコイルに適用できる。
本願発明に係るエッジワイズコイルは、所要のコイルの環状形態を2分割して構成される第1のパターンと第2のパターンとを交互に形成した板状線材を、折り畳んで積層することにより形成される。すなわち、上記第1のパターンと上記第2のパターンとを対向するように折り曲げることにより、コイルの環状形態が構成される。
上記第1のパターンと上記第2のパターンは、一方向に交互に連続して構成される。この構成によって、設けられるパターンの数に制限がなくなり、所要の数のパターンを備える板状線材を形成することができる。そして、上記第1のパターンと上記第2のパターンの境界部に設定される折り曲げ線に沿って、180度交互に折り曲げることにより環状のエッジワイズコイルが形成される。また、上記各パターンを、互いに平行な折り曲げ線に沿って折り曲げて積層できるため、折り曲げ作業に支障が生じることもない。また、自動機によって折り曲げ加工を行うことも可能となる。すなわち、製造されるコイルの巻数に制限を受けることはなく、所要の巻数を備えるエッジワイズコイルを容易に形成することができる。
また、本願発明では、上記板状線材の幅方向に設定された折り曲げ線に沿って、上記板状線材が折り曲げられる。したがって、板状線材の板厚が曲げ方向の厚みとなり、大きな折り曲げ力が必要なくなり、また、折り曲げ作業を容易に行うことができる。
上記コイルの環状形態は特に限定されることはない。たとえば、請求項2に記載した発明のように、円環状、矩形環状の形態を備えるエッジワイズコイルを形成することができる。また、曲線と直線を組み合わせた環状形態のエッジワイズコイルを形成することもできる。
さらに、曲げ方向の厚みが板状線材の板厚となるため、板状線材の幅寸法にも加工上の制限を受けることがない。すなわち、これまでは、加工するのが不可能であった大きな幅寸法を有する一の板状線材からエッジワイズコイルを形成することもできる。さらに、エッジワイズ曲げが不可能な幅広の薄板状線材を用いてエッジワイズコイルを形成することも可能となる。
上記板状線材は、コイルを構成できる材料であれば特に限定されることはなく、銅等の材料を用いて形成することができる。また、上記板状線材を製造する手法も特に限定されることはない。請求項4に記載された発明のように、上記板状線材を、板状材料から上記繰り返しパターンを備える部材を打ち抜き、又は切り出すことにより形成することができる。たとえば、上記板状線材を、銅板をプレス型で打ち抜いて形成することができる。また、レーザー加工機等を用いて、板状材料から上記パターンを備える板状線材を切り出すこともできる。特に、複数の板状材料を積層して板状線材を打ち抜き、あるいは切り出すことにより、一度の加工によって複数の板状線材を形成することもできる。
請求項5に記載された発明は、上記板状線材の繰り返しパターンとして、複数の繰り返しパターンを、板状材料に隙間なく並列して設定できる形態のパターンを採用したものである。実際に、上記繰り返しパターンを、板状材料に隙間なく設定して加工する必要はなく、打ち抜き等に必要な隙間をあけて設定して加工を行うことができる。すなわち、上記形態を採用することにより、上記繰り返しパターン間の隙間を最小限に設定して、板状材料の歩留りを高めることができるとともに、製造コストを低減させることができる。上記繰り返しパターンとして、一定の周期及び幅寸法で形成された波形形状のパターンや山形形状のパターンを採用できる。
請求項3に記載した発明のように、上記折り曲げ線が通過する縁部を、所定幅にわたって、上記折り曲げ線に直交するように構成するのが好ましい。これにより、上記折り曲げ線に沿って容易に折り曲げ加工することができるとともに、折り曲げ精度を高めることができる。上記折り曲げ線に直交する縁部を形成する手法として、たとえば、上記折り曲げ線が通過する部分に、上記折り曲げ線に直交する縁部を備える凸部又は凹部を設ける手法を採用できる。上記折り曲げ線に直交する縁部の長さは、板状線材を形成する板状材料の厚み等によって設定されるが、少なくとも板状材料の厚み以上に設定するのが好ましい。
また、上記板状線材を折り曲げて積層する際、上下の折り曲げ部材間に隙間が生じやすい。この問題を解決するために、請求項6に記載した発明のように、上記折り曲げ線に沿う折り曲げ溝を形成することができる。上記折り曲げ溝に沿って板状部材を折り曲げることにより、折り畳み積層される部材間の隙間を小さくすることができる。
上記折り曲げ溝を形成する手法は特に限定されることはない。たとえば、上記板状線材を打ち抜きプレス成形する場合、同時に上記折り曲げ溝をプレス形成することができる。
本願発明に係るエッジワイズコイルにおいて、隣接して位置する線材間の絶縁性を確保するため、上記板状線材に絶縁層を設けるのが好ましい。上記絶縁層は、従来のコイルと同様の材料や手法を用いて形成することができる。また、上記絶縁層は、折り曲げ加工を行う前に形成することもできるし、折り曲げ加工した後に形成することもできる。また、隣接して位置する線材間の距離を保持した状態で、樹脂モールドすることもできる。
さらに、請求項7に記載した発明のように、隣接する板状線材間にスペーサを設けることができる。従来のエッジワイズコイルは、厚みが比較的大きな保形性のある板状線材を用いて形成されることが多かった。このため、隣接して位置する線材間の絶縁性は、上述した従来の手法で確保することができた。一方、本願発明に係るエッジワイズコイルでは、これまで曲げ加工によって形成不可能な厚みを有する板状線材を用いてエッジワイズコイルを形成することもできる。たとえば、保形性を有しない箔状の材料からエッジワイズコイルを形成することもできる。このような場合、保形性と絶縁性を確保するために、上記スペーサを採用するのが好ましい。
上記スペーサの形態及びこれを形成する材料も特に限定されることはない。たとえば、板状線材間にセラミック繊維等から形成されたシート状のスペーサを介挿することができる。また、巻き数に応じて形成された断面櫛歯状のスペーサを採用することにより、上記板状線材の保形性を確保するとともに、機械的強度を補完することもできる。
請求項8に記載した発明は、板状線材から構成されるエッジワイズコイルの製造方法であって、矩形断面を有するとともに、所定の繰り返しパターンで形成された上記板状線材を製造する工程と、上記繰り返しパターンを交互に折り畳むことにより、上記板状線材を環状形態に成形する折り畳み工程とを含み、上記繰り返しパターンは、上記環状形態を2分割して構成される第1のパターンと第2のパターンとを、一方向に交互に連続形成して構成されているとともに、上記折り畳み工程において、上記第1のパターンと上記第2のパターンの境界において板状線材の幅方向に設定される互いに平行な折り曲げ線に沿って、上記板状線材を交互に折り畳んで環状に積層するものである。
上記製造方法を採用することにより、幅方向寸法や巻数の制限を受けることなく、様々な形態のエッジワイズコイルを製造することができる。また、従来の手法に比べて、製造工数を削減できるとともに、製造コストを低減させることも可能となる。
請求項9に記載した発明は、上記折り曲げ線に沿う折り曲げ溝を形成する折り曲げ溝形成工程を含むものである。上記折り曲げ溝形成工程は、上記板状線材を製造する工程に応じて種々の手法を採用することができる。たとえば、上記板状線材を打ち抜きプレス成形する場合、同時に上記折り曲げ溝をプレス形成することができる。
請求項10に記載した発明は、上記線材を製造する工程が、一の板状材料に、複数の繰り返しパターンを隙間なく又は側縁部間に一定の隙間を開けて並列して設定する工程と、上記パターンに沿って、上記板状材料を打ち抜く工程又は切り出す工程を含むものである。
上記手法を採用することにより、板状線材を形成するための銅板等の歩留りを向上させることができるとともに、製造コストを低減させることができる。
連続する一の線材を用いて容易に製造できるとともに、線材の幅寸法や巻数に制限を受けることがなく、さらに、製造コストを低減させることのできるエッジワイズコイルを提供できる。
以下、本願発明の実施形態を図に基づいて説明する。
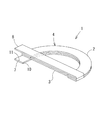
図1から図6に、本願発明の第1の実施形態に係るエッジワイズコイルを示す。なお、第1の実施形態は、本願発明の理解するために、半円環状部2と、直線部3とを備える板蒲鉾状の断面形態を有するエッジワイズコイル1に本願発明を適用したものである。なお、エッジワイズコイルの形態は、本実施形態に限定されることはなく、様々の環状形態を備えるエッジワイズコイルに適用することができる。
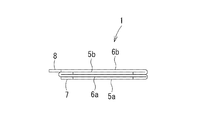
上記エッジワイズコイル1は、図2に示す板状線材4を折り畳むことにより形成されている。上記板状線材4は、上記半円環状部2を構成する半円環状の第1のパターン5a,5bと、上記直線部3を構成する直線状の第2のパターン6a,6bとを交互に備えて構成されている。上記第1のパターン5a,5bと、上記第2のパターン6a,6bとは、一方向に向けて交互に2組形成されており、両端部に、電極部を構成する延出部7,8が形成されている。
上記板状線材4は、短辺10と長辺11を備える矩形断面を備える。上記矩形のアスペクト比は限定されることはない。たとえば、長辺に比べて短辺(厚み)が非常に小さい板状線材を採用することもできる。
また、折り曲げ加工できるものであれば、上記板状線材4を構成する材料も限定されることはない。たとえば、銅製の板状線材を採用することもできる。上記板状線材4は、銅等の板状材料を打ち抜きプレス成形することにより形成することができる。また、積層された複数の板状材料に対して、上記打ち抜きプレス成形を行い、一度の加工で複数の板状線材を形成することもできる。また、レーザー加工機を用いて、上記板状線材4を、板状材料から切り出すこともできる。
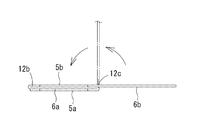
図3から図6に、上記板状線材4を折り曲げ加工する手順を示す。図3は、図2に示す板状線材4の正面図である。図2及び図3に示すように、上記第1のパターン5a,5bと上記第2のパターン6a,6bとの境界部に、折り曲げ線12a,12b.12cが設定されている。上記折り曲げ線12a,12b.12cは、上記板状線材4の断面形態における上記長辺を含む面に沿って設けられているとともに、上記各折り曲げ線12a,12b.12cが互いに平行に設定されている。
図3及び図4に示すように、まず、左側の折り曲げ線12aより右側にあるパターン6a、5b,6bを、上記折り曲げ線12aの周りに、反時計周り方向へ180度折り曲げて、上記左側の第1のパターン5a上に重ね合わせる。
次に、図4及び図5に示すように、中間部の折り曲げ線12bより左側にあるパターン5b,6bを、上記折り曲げ線12bの周りに、時計周り方向に180度折り曲げて、右側のパターン6a上に重ね合わせる。さらに、図5及び図6に示すように、残りの折り曲げ線12cの周りに、第2のパターン6bを、反時計周り方向へ180度折り曲げて、第1のパターン5b上に重合わせる。これにより、図1及び図6に示す形態のエッジワイズコイル1が形成される。
本実施形態では、上記第1のパターン5a,5bと上記第2のパターン6a,6bとが、一方向に交互に連続して構成されている。このため、上記第1のパターン5a,5bと上記第2のパターン6a,6bの境界部に設定される上記折り曲げ線12a,12b,12cに沿って、180度交互に折り曲げることができる。この構成によって、上記第1のパターン5a,5bと上記第2のパターン6a,6bを設ける数に制限を受けることがなく、また、折り曲げ作業に支障が生じることもない。したがって、コイル巻数に対応するパターンを、一の板状線材4に連続的に設けることができる。このため、製造されるコイルの巻数に制限はなく、所要の巻数を備えるコイルを形成することができる。
しかも、本願実施形態では、上記板状線材4の幅方向に設定された折り曲げ線12a,12b,12cに沿って、上記板状線材4が折り曲げられる。したがって、板状線材4の板厚が曲げ方向の厚みとなり、大きな曲げ力が必要となることもなく、折り曲げ作業を容易に行うことができる。また、折り曲げ線12a.12b,12cが互いに平行に設定されるため、自動機によって折り曲げ加工することも可能となる。
さらに、曲げ方向の厚みが板状線材の板厚となるため、板状線材の幅寸法にも加工上の制限を受けることがない。すなわち、これまでは、加工するのが不可能であった大きな幅寸法を有する一の板状線材からエッジワイズコイルを形成することもできる。さらに、エッジワイズ曲げが不可能な幅広の薄板状線材を用いてエッジワイズコイルを形成することも可能となる。
上記コイルの環状形態は、特に限定されることはない。たとえば、図7〜図10に示す第2の実施形態に係る矩形環状のエッジワイズコイルを形成することができる。
図7に示すように、板状線材104は、矩形形状を2分割したL字状の形態を有する第1のパターン106a,106b及び第2のパターン107a,107bと、両端部に形成されるとともに、電極部107,109が設けられた、端部パターン105,108とを備える。
各パターンの境界には、折り曲げ線112a,112b,112c,112d,112eが設定されている。上記折り曲げ線に沿って、各パターンを交互に折り畳むことにより、図8に示す形態のエッジワイズコイル100が形成される。
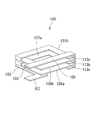
図8に示すように、本実施形態に係るエッジワイズコイル100においては、積層される各パターン間に隙間113a,113b,113cが形成されるように、折り曲げ断面が略コ字状となるように折り曲げられている。
図9に示すように、上記エッジワイズコイル100の上記パターン間に形成される隙間113a,113b,113cは、スペーサ120を挿入できる大きさに設定されている。上記スペーサ120は、エッジワイズコイル100の上面を覆うように形成された上壁部121と、下面を覆うように形成された下壁部122と、上記上壁部121と下壁部122とを側部において連結する側壁部123とを備えて構成されている。上記上壁部121と上記下壁部122との間には、所定隙間をあけて積層される各パターン間に配置される複数のスペーサ124が配置されている。
積層される上記パターン間に上記スペーサ124を設けることにより、隣接して位置する板状線材間の絶縁性を確保することができる。また、上記エッジワイズコイル100の保形性が高まり、耐振動特性等を高めることができる。
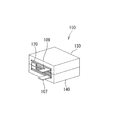
上記スペーサ120が組み付けられたエッジワイズコイル100は、コア140aが一体形成された上下のケーシング130,140間に収容保持されて、図10に示す外観形態のチョークコイル150が構成される。
エッジワイズコイルの上記環状形態は、上記実施の形態に限定されることはない。図11に、第3の実施形態に係る板状線材204の外観形態を示す。この実施形態に係る板状線材204は、図示しない円筒状のエッジワイズコイルを形成するために用いられるものである。
上記板状線材204は、円環を2分割して構成される半円環状の第1のパターン205a,205b,205cと、半円環状の第2のパターン206a,206b,206cとを、一方向に交互に設けて構成されている。
各第1のパターン205a,205b,205cと各第2のパターン206a,206b,206cの境界部には、折り曲げ線221a,221b,221c,221d,221eが設定されている。上述した実施形態と同様に、上記折り曲げ線221a,221b,221c,221d,221eの周りに180度交互に折り曲げて積層することにより、図示しない円筒状のコイルを形成することができる。
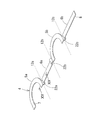
図12及び図13に、本願発明の第4の実施形態に係る板状線材304を示す。板状線材304は、全体がV字形態を繰り返し形成して構成されており、第1のパターン306a,306b,306c,306dと、第2のパターン307a,307b,307cと、両端部に形成される端部パターン305,308とを備えて構成されている。
各V字斜辺の中間部には、折り曲げ線312a〜312hが設定されており、これら折り曲げ線の周りに180度、交互に折り曲げて積層することにより、図示しない矩形筒状のエッジワイズコイルが形成される。上記折り曲げ線312a〜312hが通過する板状線材304の縁部には、所定幅にわたって上記折り曲げ線312a〜312hと直交する折り曲げ縁部340a,340bが設けられている。本実施形態に係る上記折り曲げ縁部340a,340bは、板状線材304の側縁部に、上記折り曲げ縁部340a,340bを備える凹部350a又は凸部350bを設けることにより形成されている。
上記折り曲げ縁部340a,340bを設けることにより、上記板状線材304を、上記各折り曲げ線312a〜312hに沿って、精度高く折り曲げることができる。また、容易に折り曲げることも可能となる。
さらに、第4の実施形態に係る上記板状線材304は、上記第1のパターン306a,306b,306c,306dと、第2のパターン307a,307b,307cとが、一定の周期で連続する山型形状を備えている。また、板状線材304の両側部が同一の形態に形成されている。このため、図13に示すように、一の板状材料360に複数の板状線材304に対応する複数の繰り返しパターンを隙間なく設定して、打ち抜き、あるいは切り出すことができる。これにより、材料の歩留りを向上させることができるとともに、製造コストを低減させることができる。
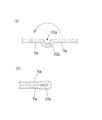
図14及び図15に、本願発明の第5の実施形態を示す。第5の実施形態では、板状線材4の各折り曲げ線12a,12b,12cに沿って、折り曲げ溝22a,22b,22cが形態されている。そして、図15(a)及び(b)に示すように、上記板状線材4が、上記折り曲げ溝12a,12b,12cに沿って折り曲げられて積層される。
上記折り曲げ溝22a,22b,22cを設けることにより、折り曲げ位置を容易に位置決めして折り曲げ作業を行うことができるばかりでなく、図15(b)に示すように、積層される部材間に隙間が生じないように折り曲げ積層することが可能となる。
本願発明の範囲は、上述の実施形態に限定されることはない。今回開示された実施形態は、すべての点で例示であって、制限的なものでないと考えられるべきである。本願発明の範囲は、上述した意味ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
種々の形態のエッジワイズコイルを一の板状線材から容易に形成できるばかりでなく、これまで加工ができなかった断面形態を備える板状線材を用いてエッジワイズコイルを形成することができる。
1 エッジワイズコイル
4 板状線材
5a 第1の繰り返しパターン
5b 第1の繰り返しパターン
6a 第2の繰り返しパターン
6b 第2の繰り返しパターン
12a 折り曲げ線
12b 折り曲げ線
12c 折り曲げ線
4 板状線材
5a 第1の繰り返しパターン
5b 第1の繰り返しパターン
6a 第2の繰り返しパターン
6b 第2の繰り返しパターン
12a 折り曲げ線
12b 折り曲げ線
12c 折り曲げ線
Claims (10)
- 矩形断面を有するとともに、所定の繰り返しパターンを備えて形成された板状線材を、上記パターンを交互に折り畳むようにして環状に成形したエッジワイズコイルであって、
上記繰り返しパターンは、上記環状形態を2分割して構成される第1のパターンと第2のパターンとを、一方向に交互に連続形成して構成されたものであり、
上記第1のパターンと上記第2のパターンの境界において板状線材の幅方向に設定される互いに平行な折り曲げ線に沿って、上記板状線材を交互に折り畳んで積層することにより構成された、エッジワイズコイル。 - 上記環状形態が、円環状又は矩形環状である、請求項1に記載のエッジワイズコイル。
- 上記折り曲げ線が通過する板状線材の縁部が、所定幅にわたって上記折り曲げ線に直交するように形成されている、請求項1又は請求項2のいずれかに記載のエッジワイズコイル。
- 上記板状線材は、板状材料から上記繰り返しパターンを備える部材を打ち抜き又は切り出すことにより形成されたものである、請求項1から請求項3のいずれか1項に記載のエッジワイズコイル。
- 上記板状線材の繰り返しパターンは、複数の繰り返しパターンを、板状材料に隙間なく並列して設定できる形態を備える、請求項1から請求項4のいずれか1項に記載のエッジワイズコイル。
- 上記折り曲げ線に沿う折り曲げ溝が形成されている、請求項1から請求項5のいずれか1項に記載のエッジワイズコイル。
- 隣接する板状線材間にスペーサが設けられている、請求項1から請求項6のいずれか1項に記載のエッジワイズコイル。
- 板状線材から構成されるエッジワイズコイルの製造方法であって、
矩形断面を有するとともに、所定の繰り返しパターンで形成された上記板状線材を製造する工程と、
上記繰り返しパターンを交互に折り畳むことにより、上記板状線材を環状形態に成形する折り畳み工程とを含み、
上記繰り返しパターンは、上記環状形態を2分割して構成される第1のパターンと第2のパターンとを、一方向に交互に連続形成して構成されているとともに、
上記折り畳み工程において、上記第1のパターンと上記第2のパターンの境界において板状線材の幅方向に設定される互いに平行な折り曲げ線に沿って、上記板状線材を交互に折り畳んで環状に積層する、エッジワイズコイルの製造方法。 - 上記折り曲げ線に沿う折り曲げ溝を形成する折り曲げ溝形成工程を含む、請求項8に記載のエッジワイズコイルの製造方法。
- 上記線材を製造する工程は、一の板状材料に、複数の繰り返しパターンを隙間なく又は側縁部間に一定の隙間を開けて並列して設定する工程と、
上記繰り返しパターンに沿って、上記板状材料を打ち抜く工程又は切り出す工程を含む、請求項8又は請求項9のいずれかに記載のエッジワイズコイルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111477A JP2012243902A (ja) | 2011-05-18 | 2011-05-18 | エッジワイズコイル及びエッジワイズコイルの製造方法。 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111477A JP2012243902A (ja) | 2011-05-18 | 2011-05-18 | エッジワイズコイル及びエッジワイズコイルの製造方法。 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012243902A true JP2012243902A (ja) | 2012-12-10 |
Family
ID=47465290
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011111477A Withdrawn JP2012243902A (ja) | 2011-05-18 | 2011-05-18 | エッジワイズコイル及びエッジワイズコイルの製造方法。 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012243902A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019197804A (ja) * | 2018-05-09 | 2019-11-14 | Tdk株式会社 | コイル部品およびコイル装置 |
| CN113539637A (zh) * | 2020-04-20 | 2021-10-22 | 株式会社村田制作所 | 绕组体、绕组体的制造方法及线圈部件 |
| KR20210144031A (ko) | 2020-05-21 | 2021-11-30 | 삼성전기주식회사 | 코일 부품 |
| WO2024159524A1 (en) * | 2023-02-03 | 2024-08-08 | Renesas Electronics America Inc. | Flipping coil for wireless power transfer |
-
2011
- 2011-05-18 JP JP2011111477A patent/JP2012243902A/ja not_active Withdrawn
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019197804A (ja) * | 2018-05-09 | 2019-11-14 | Tdk株式会社 | コイル部品およびコイル装置 |
| JP7124429B2 (ja) | 2018-05-09 | 2022-08-24 | Tdk株式会社 | コイル部品およびコイル装置 |
| CN113539637A (zh) * | 2020-04-20 | 2021-10-22 | 株式会社村田制作所 | 绕组体、绕组体的制造方法及线圈部件 |
| JP2021174792A (ja) * | 2020-04-20 | 2021-11-01 | 株式会社村田製作所 | 巻線体、及び巻線体の製造方法、並びにコイル部品 |
| JP7253149B2 (ja) | 2020-04-20 | 2023-04-06 | 株式会社村田製作所 | 巻線体、及び巻線体の製造方法、並びにコイル部品 |
| CN113539637B (zh) * | 2020-04-20 | 2024-04-02 | 株式会社村田制作所 | 绕组体、绕组体的制造方法及线圈部件 |
| KR20210144031A (ko) | 2020-05-21 | 2021-11-30 | 삼성전기주식회사 | 코일 부품 |
| US11728089B2 (en) | 2020-05-21 | 2023-08-15 | Samsung Electro-Mechanics Co., Ltd. | Coil component |
| WO2024159524A1 (en) * | 2023-02-03 | 2024-08-08 | Renesas Electronics America Inc. | Flipping coil for wireless power transfer |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100359704B1 (ko) | 철심장치 | |
| CN107408872B (zh) | 层叠铁芯的制造方法和层叠铁芯的制造装置 | |
| CN105264745B (zh) | 旋转电机的铁芯 | |
| JP4365271B2 (ja) | 積層型鉄心の製造方法 | |
| KR101586963B1 (ko) | 적층 철심의 제조 방법 및 그것에 의해 제조된 적층 철심 | |
| JP4387857B2 (ja) | コイル装置及びその製造方法 | |
| JP2003333807A (ja) | 回転電機の固定子鉄心の製造方法 | |
| JP4730461B2 (ja) | 磁芯の製造方法 | |
| CN101026325B (zh) | 旋转电机的定子铁心及其制造方法 | |
| JP6155429B2 (ja) | 集中巻きによる発電機の電機子巻線又は界磁巻線及びその製造方法 | |
| JP2006288096A (ja) | 固定子鉄心とその製造方法 | |
| JP2012243902A (ja) | エッジワイズコイル及びエッジワイズコイルの製造方法。 | |
| JP5929289B2 (ja) | 四角形状コイルの製造方法 | |
| JP2009065833A (ja) | 積層型鉄心及びその製造方法 | |
| JP2005348470A (ja) | 回転電機の固定子及びその製造方法 | |
| JP2001339881A (ja) | 回転電機のステータおよびその製造方法 | |
| JP2016116421A (ja) | 回転電機 | |
| JP5154398B2 (ja) | 積層型鉄心の製造方法及び積層型固定子の製造方法 | |
| JP4934402B2 (ja) | 電機子製造方法および順送り金型装置 | |
| JP2012217279A (ja) | 回転電機用ステータコア、回転電機、および、回転電機用ステータコアの製造方法 | |
| JP3316762B1 (ja) | 鉄心装置の製造方法 | |
| JP5462643B2 (ja) | 積層鉄心及びその製造方法 | |
| JP6506000B2 (ja) | 巻鉄心および巻鉄心の製造方法 | |
| JP2019022247A (ja) | 積層鉄心及びその製造方法 | |
| JP5896948B2 (ja) | 回転電機の積層鉄心の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |