JP2012244094A - 印刷方法及びパターン状金属膜の製造方法 - Google Patents
印刷方法及びパターン状金属膜の製造方法 Download PDFInfo
- Publication number
- JP2012244094A JP2012244094A JP2011115598A JP2011115598A JP2012244094A JP 2012244094 A JP2012244094 A JP 2012244094A JP 2011115598 A JP2011115598 A JP 2011115598A JP 2011115598 A JP2011115598 A JP 2011115598A JP 2012244094 A JP2012244094 A JP 2012244094A
- Authority
- JP
- Japan
- Prior art keywords
- intersection
- ink
- printing
- pattern
- metal film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Landscapes
- Printing Methods (AREA)
- Shielding Devices Or Components To Electric Or Magnetic Fields (AREA)
- Manufacturing Of Printed Circuit Boards (AREA)
- Manufacturing Of Electric Cables (AREA)
Abstract
【課題】凹版印刷法によって少なくとも2本の連続線が交わる交点を有するパターンを印刷するときの、交点近傍の連続線上に発生するピンホール状欠点を防止することができる印刷方法を提供する。
【解決手段】凹版は、少なくとも2本の連続線を含む凹部パターンを有し、凹部パターンは、下記(A)、(B)のいずれかを満たし、かつ前記インキが下記(1)及び(2)の条件を満足することを特徴とする、印刷方法。(A)凹部パターンは、少なくとも2本の連続線が交わる交点を有し、さらに、該交点を形成する少なくとも1本の連続線が前記交点もしくは交点近傍で断線している。(B)凹部パターンは、少なくとも2本の連続線が交わる交点を有しない。(1)剪断速度10(1/s)における粘度(1)が0.30〜30Pa・sの範囲である。(2)剪断速度100(1/s)における粘度(2)が0.15〜15Pa・sの範囲である。
【選択図】図3
【解決手段】凹版は、少なくとも2本の連続線を含む凹部パターンを有し、凹部パターンは、下記(A)、(B)のいずれかを満たし、かつ前記インキが下記(1)及び(2)の条件を満足することを特徴とする、印刷方法。(A)凹部パターンは、少なくとも2本の連続線が交わる交点を有し、さらに、該交点を形成する少なくとも1本の連続線が前記交点もしくは交点近傍で断線している。(B)凹部パターンは、少なくとも2本の連続線が交わる交点を有しない。(1)剪断速度10(1/s)における粘度(1)が0.30〜30Pa・sの範囲である。(2)剪断速度100(1/s)における粘度(2)が0.15〜15Pa・sの範囲である。
【選択図】図3
Description
本発明は、凹版を用いたパターンの印刷方法に関し、詳しくは、パターンを構成する細線(連続線)にピンホール状欠点が発生することを抑制する印刷方法に関する。また、本発明は金属膜を有する被印刷物に上記パターン印刷方法によりエッチングレジスト膜形成用インキを印刷し、こうして得られた印刷物をエッチングしてパターン状金属膜を製造する方法に関する。
凹版の凹部にインキを充填し、該インキを被印刷物に直接にあるいはロールを介して転写する印刷方法(凹版印刷法)が一般に知られている。凹版印刷法は、ロール状の長尺基材に連続的に印刷できるという利点がある。
凹版印刷によって導電層上にメッシュ状パターン(格子状パターン)を印刷することが知られている(特許文献1)。上記特許文献1は、凹版の凹部のメッシュパターンにおいて2方向の直線群の交点を構成する少なくとも1方向の直線を断続させることによって、印刷物の交点部の欠けを防止することを提案するものである。更に特許文献1は、印刷物をエッチングしてメッシュパターンのEMIシールド部材(電磁波シールド部材)を製造する方法を開示している。
凹版印刷によって導電層上にメッシュ状パターン(格子状パターン)を印刷することが知られている(特許文献1)。上記特許文献1は、凹版の凹部のメッシュパターンにおいて2方向の直線群の交点を構成する少なくとも1方向の直線を断続させることによって、印刷物の交点部の欠けを防止することを提案するものである。更に特許文献1は、印刷物をエッチングしてメッシュパターンのEMIシールド部材(電磁波シールド部材)を製造する方法を開示している。
一方、印刷インキについて特定の剪断速度(100/sあるいは200/s)における粘度を規定したインキが知られている(特許文献2、3)。
また、紫外線硬化型レジスト用グラビアインキ組成物にチキソトロッピック付与剤を含有させることが知られている(特許文献4)。
凹版印刷法によって少なくとも2本の連続線が交わる交点を有するパターンを印刷する場合、交点近傍の連続線上にピンホール状欠点が発生するという問題がしばしば起こった。この問題は、特に被印刷物が金属膜の場合に助長される傾向にあった。
上記特許文献1には、交点及び交点近傍の欠けを防止することが記載されているが、交点近傍の連続線上のピンホール状欠点を防止することは記載されていないし、また特許文献1の凹版を用いるだけでは交点近傍の連続線上のピンホール状欠点を十分に抑制することはできない。
上記特許文献2、3には、特定剪断速度における粘度を特定したインキが記載されているが、これらのインキを用いるだけでは交点近傍の連続線上のピンホール状欠点を十分に抑制することはできない。
上記特許文献4には、印刷インキにチキソトロピック付与剤を含有させることが記載されているが、印刷インキにチキソトロピック付与剤を含有させるだけでは、交点近傍の連続線上のピンホール状欠点を十分に抑制することはできない。
上記課題は、特に高精細のパターンを印刷するときに発生しやすいことが分かった。即ち、交点を形成する連続線の線幅が比較的小さい(例えば線幅80μm以下)高精細パターンを印刷するときに、連続線上にピンホール状欠点が発生しやすいことが分かった。また上記問題は被印刷物に印刷されたパターンの厚みが比較的小さいとき(例えば5μm以下のとき)に起こりやすいことが分かった。
また上記課題は、金属膜上にエッチングレジスト膜形成用インキをパターン状に印刷してパターン状のエッチングレジスト膜を形成した後、金属膜をエッチングしてパターン状金属膜を製造する場合に深刻な問題を招いた。即ち、金属膜上に印刷されて形成されたパターン状エッチングレジスト膜の交点近傍の連続線上にピンホール状欠点が存在すると、そのピンホール状欠点からエッチング液が浸透し、金属膜の本来エッチングされない部分がエッチングされ、その結果、金属膜の連続線が部分的に欠けたりあるいは断線するという問題を招いた。
従って、本発明の第1の目的は、凹版印刷法によって少なくとも2本の連続線及び該連続線が交わる交点を含むパターンを印刷するときの、交点近傍の連続線上に発生するピンホール状欠点を十分に抑制することができる印刷方法を提供することにある。
また本発明の第2の目的は、本発明の上記印刷方法により金属膜上にパターン状エッチングレジスト膜形成用インキを印刷した後、金属膜をエッチングしてパターン状金属膜を製造する方法を提供することにある。
本発明の上記目的は、以下の発明によって基本的に達成された。
1)凹版の凹部に充填されたインキを被印刷物に転写する印刷方法により、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンを印刷する方法であって、
前記凹版は、少なくとも2本の連続線を含む凹部パターンを有し、
前記凹部パターンは、下記(A)、(B)のいずれかを満たし、
かつ前記インキが下記(1)及び(2)の条件を満足することを特徴とする、印刷方法。
(A)凹部パターンは、少なくとも2本の連続線が交わる交点を有し、さらに、該交点を形成する少なくとも1本の連続線が前記交点もしくは交点近傍で断線している。
(B)凹部パターンは、少なくとも2本の連続線が交わる交点を有しない。
(1)剪断速度10(1/s)における粘度(1)が0.30〜30Pa・sの範囲である。
(2)剪断速度100(1/s)における粘度(2)が0.15〜15Pa・sの範囲である。
2)前記粘度(1)と剪断粘度(2)との比率(粘度(1)/粘度(2))が1.2〜3.5の範囲である、前記1)に記載の印刷方法。
3)前記凹部パターンにおける連続線の断線位置が交点近傍であり、かつ前記連続線の断線位置が印刷方向に対して交点より前方にある、前記1)または2)に記載の印刷方法。
4)前記被印刷物が金属膜を含み、該金属膜上に印刷する、前記1)〜3)のいずれかに記載の印刷方法。
5)前記インキがエッチングレジスト膜形成用インキである、前記4)に記載の印刷方法。
6)前記1)〜5)のいずれかの印刷方法を用いた、印刷物の製造方法。
7)前記5)で得られた印刷物の金属膜をエッチングする、パターン状金属膜の製造方法。
1)凹版の凹部に充填されたインキを被印刷物に転写する印刷方法により、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンを印刷する方法であって、
前記凹版は、少なくとも2本の連続線を含む凹部パターンを有し、
前記凹部パターンは、下記(A)、(B)のいずれかを満たし、
かつ前記インキが下記(1)及び(2)の条件を満足することを特徴とする、印刷方法。
(A)凹部パターンは、少なくとも2本の連続線が交わる交点を有し、さらに、該交点を形成する少なくとも1本の連続線が前記交点もしくは交点近傍で断線している。
(B)凹部パターンは、少なくとも2本の連続線が交わる交点を有しない。
(1)剪断速度10(1/s)における粘度(1)が0.30〜30Pa・sの範囲である。
(2)剪断速度100(1/s)における粘度(2)が0.15〜15Pa・sの範囲である。
2)前記粘度(1)と剪断粘度(2)との比率(粘度(1)/粘度(2))が1.2〜3.5の範囲である、前記1)に記載の印刷方法。
3)前記凹部パターンにおける連続線の断線位置が交点近傍であり、かつ前記連続線の断線位置が印刷方向に対して交点より前方にある、前記1)または2)に記載の印刷方法。
4)前記被印刷物が金属膜を含み、該金属膜上に印刷する、前記1)〜3)のいずれかに記載の印刷方法。
5)前記インキがエッチングレジスト膜形成用インキである、前記4)に記載の印刷方法。
6)前記1)〜5)のいずれかの印刷方法を用いた、印刷物の製造方法。
7)前記5)で得られた印刷物の金属膜をエッチングする、パターン状金属膜の製造方法。
本発明によれば、凹版印刷法によって少なくとも2本の連続線が交わる交点を有するパターンを印刷するときの、交点近傍の連続線上に発生するピンホール状欠点を十分に抑制することができる。特に、本発明は、パターン及び交点を形成する連続線の線幅が比較的小さい高精細パターンの印刷に好適であり、更に高精細パターンを金属膜上に印刷するのに好適である。
更に、本発明の印刷方法を用いて金属膜上にパターン状のエッチングレジスト膜を形成した後、金属膜をエッチングするパターン状金属膜の製造方法によれば、交点近傍の連続線の部分的な欠けや断線の発生が十分に抑制されたパターン状金属膜を得ることができる。
本発明の印刷方法は、凹版を用いて被印刷物に、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンを印刷するものである。
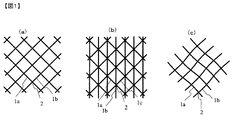
図1に本発明にかかるパターン(被印刷物に印刷されるパターン)のいくつかを例示するが、本発明において被印刷物に印刷されるパターンは、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンでありさえすれば、図1に示すパターンに限定されない。図1の(a)は格子パターンで2本の連続線1aと1bとで交点2を形成している。図1の(b)は3角形パターンで3本の連続線1a、1b、及び1cとで交点2を形成している。図1の(c)は曲線の格子パターンで2本の連続線1aと1bとで交点2を形成している。
本発明において、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンとしては、図1の(a)及び(b)に示すような交点を形成する全ての連続線が直線であることが好ましく、更に図1の(a)に示すような2本の直線の連続線で1つの交点を形成するパターンがより好ましい。
図1に示すようなパターンを有する印刷物を得るために用いられる凹版印刷法とは、一般的に、被印刷物に印刷されるパターンと同じパターンの溝(凹部)が形成された凹版が用いられる。しかしながら、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンを印刷する場合、前述したように得られる印刷物の交点近傍の連続線上には、ピンホール状欠点が発生するという問題がしばしば起こった。
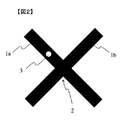
上記ピンホール状欠点は、例えば図2に示すような状態で発生する。図2は、従来の印刷方法で印刷したときの格子パターンの交点部の模式平面図である。連続線1aの交点2の近傍にピンホール状欠点3が発生している。
上記問題は、特に被印刷物に対して高精細のパターンを印刷するときに発生しやすいことが分かった。即ち、被印刷物に対して交点を形成する連続線の線幅が80μm以下の高精細パターンを印刷するときに、連続線上にピンホール状欠点が発生しやすいことが分かった。更に被印刷物に印刷されるパターンの厚みが比較的小さいとき(例えば5μm以下のとき)に起こりやすいことが分かった。
従って本発明は、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンであり、かつ前記交点を形成する連続線の線幅が80μm以下であるパターンを印刷するのに好適である。更に本発明は、上記交点を形成する連続線の線幅が70μm以下であるパターンを印刷するのに好適であり、特に上記交点を形成する連続線の線幅が60μm以下であるパターンを印刷するのに好適である。上記連続線の線幅の実質的な下限は10μm程度である。
また、本発明は、被印刷物に印刷されるパターンの厚みが5μm以下の場合に好適であり、更にパターンの厚みが3μm以下の場合に好適である。印刷されるパターンの厚みの実質的な下限は0.5μm程度である。
従って、本発明は、上記の交点を形成する連続線の線幅が80μm以下という高精細パターンを厚みが5μm以下で印刷する場合に好適である。
上述した課題、即ち交点近傍における連続線上に発生するピンホール状欠点は、特定の凹部パターンを有する凹版と特定のインキを用いる本発明の印刷方法によって大幅に抑制されることを見いだし、本発明を成すに至った。
本発明の印刷方法は、凹版の凹部に充填されたインキを被印刷物に転写する印刷方法により、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンを印刷する方法であって、前記凹版は、少なくとも2本の連続線を含む凹部パターンを有し、前記凹部パターンは、下記(A)、(B)のいずれかを満たすことが重要である。
(A)凹部パターンは、少なくとも2本の連続線が交わる交点を有し、さらに、該交点を形成する少なくとも1本の連続線が前記交点もしくは交点近傍で断線している。
(B)凹部パターンは、少なくとも2本の連続線が交わる交点を有しない。
(A)凹部パターンは、少なくとも2本の連続線が交わる交点を有し、さらに、該交点を形成する少なくとも1本の連続線が前記交点もしくは交点近傍で断線している。
(B)凹部パターンは、少なくとも2本の連続線が交わる交点を有しない。
図3に本発明に用いられる凹版の凹部パターンをいくつか例示するが、本発明はこれらに限定されない。図3は被印刷物に対して(格子)パターンを形成するために好適な、凹部パターンの模式図である。
図3の(a)〜(d)は、少なくとも2本の連続線を含む凹部パターンを有し、さらに上記(A)を満たす凹部パターン(凹部パターンは、少なくとも2本の連続線が交わる交点を有し、さらに、該交点を形成する少なくとも1本の連続線が前記交点もしくは交点近傍で断線している)の例示である。
図3の(a)は、2本の連続線1aと1bとの交点2の近傍で、連続線1aと1bとがそれぞれ断線している態様である。図3の(b)は、2本の連続線1aと1bとの交点2の近傍で、連続線1aが断線している態様である。図3の(c)は、2本の連続線1aと1bとの交点2内のみで、連続線1aが断線している態様である。図3の(d)は、連続線1aと1bとの交点2内から交点2の外側にかけて連続線1aが断線している態様である。
ここで、上記(A)を満たす凹部パターンの内、交点を形成する少なくとも1本の連続線が前記交点で断線するとは、図3の(c)のように交点2の領域内のみで連続線が断線していること意味する。従って、図3の(d)のように交点2内から交点2の外側にかけて連続線1aが断線している態様は、連続線が交点近傍で断線している態様に含まれる。
図3の(e)は、少なくとも2本の連続線を含む凹部パターンを有し、さらに上記(B)を満たす凹部パターン(凹部パターンは、少なくとも2本の連続線が交わる交点を有しない)の例示である。図3の(e)は、2本の連続線1aと1bとの交点2で連続線1aと1bとがそれぞれ断線して交点を形成しない態様である。
以下、連続線の断線している部分を断線部と言う。
凹版が有する凹部パターンの中でも、図3の(a)〜(d)に示すように交点を形成する少なくとも1本の連続線が交点もしくは交点近傍で断線していることが好ましく(上記(A)を満たすことが好ましく)、更に、図3の(a)、(b)及び(d)に示すように交点を形成する少なくとも1本の連続線が交点近傍で断線していることが好ましく、特に図3の(a)に示すように交点を形成する全ての連続線が交点近傍で断線していることが好ましい。
本発明において、凹部パターンの交点あるいは交点近傍における連続線の断線部の長さ(図4の符号L)は、1〜20μmの範囲が好ましく、2〜15μmの範囲がより好ましく、特に3〜10μmの範囲が好ましい。凹部パターンの連続線の断線部の長さをこのように設定することで、被印刷物に対して、交点近傍における連続線上に発生するピンホール状欠点を抑制したパターンを形成することができる。
図3の(a)、(b)及び(d)に示すように交点近傍で連続線が断線する態様において、交点近傍とは、図4に示すように交点2の中心Pから連続線1aの断線が始まる位置までの長さ(交点の中心Pから断線部の端部までの長さ)Mが、50μm以下であることを意味する。上記Mの長さは30μm以下が好ましく、20μm以下がより好ましく、特に15μm以下が好ましい。なお、図3の(d)のように交点2の中心Pが断線している場合は、Mは0μmである。
本発明にかかる凹版を用いた印刷方法としては、グラビア印刷法が好ましい。グラビア印刷法の中には、ダイレクトグラビア印刷法、オフセットグラビア印刷法があり、どちらの印刷法も好ましく用いられるが、特にダイレクトグラビア印刷法がロール・ツー・ロール方式で連続的に精度よく印刷することができることから好ましい。
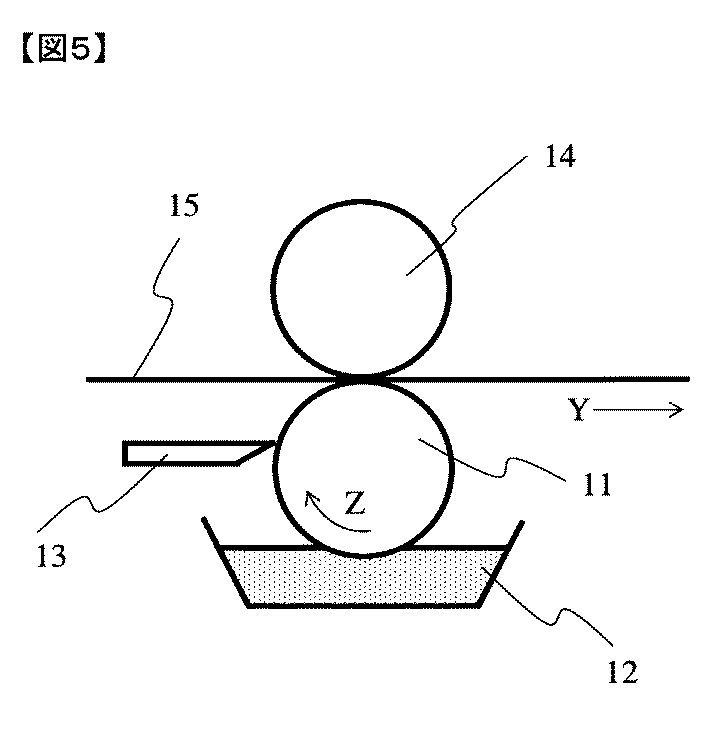
図5は、本発明に好ましく用いられるダイレクトグラビア印刷法の一例の模式図である。凹版であるグラビア版シリンダ11の一部がインキパン12に浸されることにより、グラビア版シリンダ11の凹部(図示せず)にインキが充填され、版面に付着した余剰インキはドクターブレード13で掻き取られる。グラビア版シリンダ11と圧胴14に挟まれながら矢印Yの方向(印刷方向Y)に連続走行する被印刷物15に、グラビア版シリンダ11の凹部に充填されたインキが転写されて被印刷物にパターンが印刷される。
本発明に用いられるダイレクトグラビア印刷法において、グラビア版シリンダ11の回転方向Zは、印刷方向Yと同一である。
本発明において、凹版の凹部パターンの交点近傍における連続線の断線位置は、印刷方向との関係において好ましい関係が存在する。即ち、図4に示すように、連続線1aもしくは連続線1bの断線位置は、印刷方向Y(グラビア版シリンダの回転方向Z)に対して交点2より前方にあることが好ましい。特に、交点を形成する全ての連続線の断線位置が印刷方向Y(グラビア版シリンダの回転方向Z)に対して交点より前方にあることが好ましい。
つまり上記の好ましい態様は、矢印Zの方向に回転するグラビア版シリンダ11がドクターブレード13に接触して余剰インキが掻き取られるとき、及びグラビア版シリンダ11が被印刷物15に接触してインキが転写されるとき、グラビア版シリンダ11の凹部パターンの交点近傍における連続線1aあるいは1bの断線部が交点2より先に、ドクターブレード13及び被印刷物15に接触することを意味する。
本発明にかかる凹版の凹部パターンの深さは、5〜50μmの範囲であることが好ましい。また、本発明にかかる凹版の凹部パターンの幅は、被印刷物に対して高精細パターンを印刷するという観点から、40μm以下が好ましく、35μm以下がより好ましく、特に30μm以下が好ましい。下限の幅は5μm程度である。
次に、本発明の印刷方法に用いられるインキについて詳細に説明する。本発明にかかるインキは、下記(1)及び(2)の条件を満足する必要がある。
(1)剪断速度10(1/s)における粘度(1)が0.30〜30Pa・sの範囲である。
(2)剪断速度100(1/s)における粘度(2)が0.15〜15Pa・sの範囲である。
(1)剪断速度10(1/s)における粘度(1)が0.30〜30Pa・sの範囲である。
(2)剪断速度100(1/s)における粘度(2)が0.15〜15Pa・sの範囲である。
上記の(1)及び(2)の条件を満足するインキと、前述の特定凹部パターンを有する凹版とを組み合わせることにより、交点近傍における連続線上のピンホール状欠点の発生が十分に抑制される。そして、上記の(1)及び(2)の条件を満足するインキを用いることにより、凹部パターンの交点もしくは交点近傍で連続線が断線している(前述の凹部パターンに関する条件(A))、または凹部パターンが交点を有さない(前述の凹部パターンに関する条件(B)にも係わらず、印刷されたパターンのほとんどの連続線は断線しない連続線とすることが可能となる。
インキの粘度が上記条件(1)あるいは(2)の範囲より小さい場合は、前述した高精細なパターンを得ることが難しくなる。一方、インキの粘度が上記条件(1)あるいは(2)の範囲より大きい場合は、連続線上にピンホール状欠点が発生しやすくなり、また凹部パターンの交点もしくは交点近傍における連続線の断線部が、印刷されたパターンにそのまま再現されて連続線が断線するという現象が起こりやすくなる。
本発明のインキは、剪断速度10(1/s)における粘度(1)は1〜25Pa・sの範囲が好ましく、2〜20Pa・sの範囲がより好ましく、特に3〜15Pa・sの範囲が好ましい。また、剪断速度100(1/s)における粘度(2)は0.2〜10Pa・sの範囲が好ましく、1〜10Pa・sの範囲がより好ましく、特に2〜10Pa・sの範囲が好ましい。
本発明のインキは、剪断速度10(1/s)における粘度(1)は1〜25Pa・sの範囲が好ましく、2〜20Pa・sの範囲がより好ましく、特に3〜15Pa・sの範囲が好ましい。また、剪断速度100(1/s)における粘度(2)は0.2〜10Pa・sの範囲が好ましく、1〜10Pa・sの範囲がより好ましく、特に2〜10Pa・sの範囲が好ましい。
本発明のインキは、更に剪断速度10(1/s)における粘度(1)が剪断速度100(1/s)における粘度(2)より大きいことが好ましい。剪断粘度(1)と剪断粘度(2)の比率(粘度(1)/粘度(2))は、1.2〜3.5の範囲が好ましく、1.5〜3.3の範囲がより好ましく、更に1.7〜3.0の範囲が好ましく、特に1.8〜2.8の範囲が好ましい。
本発明において、インキの剪断速度10(1/s)における粘度(1)及び剪断速度100(1/s)における粘度(2)は、インキ温度が25℃の粘度であり、例えばレオメーターを用いて測定することができる。
本発明のインキは、樹脂等の皮膜形成成分や顔料等の固形成分を適当な溶剤に分散あるいは溶解することによって調製することができる。上記の(1)及び(2)の条件を満足するインキは、例えばインキ中の固形分濃度を調整することによって製造することができる。
本発明のインキの固形分濃度は、比較的大きいことが好ましく、具体的にはインキの固形分濃度は30質量%以上が好ましく、40質量%以上がより好ましく、更に50質量%以上が好ましく、特に55質量%以上が好ましい。インキの固形分濃度の上限は、95質量%以下が好ましく、90質量%以下がより好ましく、更に85質量%以下が好ましく、特に80質量%以下が好ましい。
本発明のインキはチキソトロピック付与剤を含有することが好ましく、これによって上記の(1)及び(2)の条件を満足するインキを容易に調製することができる。
チキソトロピック付与剤とは、インキにチキソトロピック性を発現させるための物質である。チキソトロピック性とは、撹拌、振動、ズリ速度などの増加により、流体粘度が低下する現象を指す。詳しくは、成書「レオロジーの世界」(尾崎邦宏著、工業調査会(2004年発行)、p114)に記載されている。
本発明に好適に用いることができるチキソトロピック付与剤としては、脂肪酸アミド系ワックス、酸化ポリオレフィン系ワックス、アクリル系ワックス等の有機系チキソトロピック付与剤、シリカ微粒子、カーボンブラック、ベントナイト、タルク、クレー、炭酸カルシウム、硫酸バリウム等の無機系チキソトロピック付与剤が挙げられる。
チキソトロピック付与剤の含有量は、インキの固形分総量100質量%に対して1〜20質量%の範囲が好ましく、2〜18質量%の範囲がより好ましく、特に3〜15質量%の範囲が好ましい。
チキソトロピック付与剤の含有量を上記の範囲内、つまりインキの固形分総量100質量%に対して1〜20質量%の範囲内で調整することにより、剪断粘度(1)と剪断粘度(2)の比率(粘度(1)/粘度(2))を、1.2〜3.5の範囲に制御することができる。
本発明の印刷方法は、被印刷物が金属膜を含み、該金属膜上に印刷するのに好適である。更に本発明の印刷方法は、被印刷物が金属膜を含み、該金属膜上にエッチングレジス膜形成用インキで印刷する場合に好適である。以下、この態様について詳細に説明する。
被印刷物に含まれる金属膜を構成する材料としては金属や金属化合物が挙げられ、これらの材料はいずれもエッチングできることが必須である。金属あるいは金属化合物としては、例えば、銅、アルミニウム、ニッケル、鉄、金、銀、インジウム、アンチモン、錫、亜鉛等の金属、上記金属の酸化物、窒化物、硫化物、炭化物等の金属化合物が挙げられる。更に金属膜を構成する材料として、上記金属や上記金属化合物の複合材料(例えばインジウム錫酸化物(ITO)、アンチモン錫酸化物(ATO)等)が挙げられる。
金属膜は導電性を有することが好ましく、金属膜の表面抵抗値は500Ω/□以下が好ましく、300Ω/□以下がより好ましく、更に100Ω/□以下が好ましく、特に50Ω/□以下が好ましい。下限は0.005Ω/□程度である。
金属膜は単一膜であってもよいし積層膜であってもよい。金属膜の厚みは後述するエッチングの効率を考慮して比較的小さいことが好ましく、具体的には0.01〜20μmの範囲が好ましく、0.02〜10μmの範囲がより好ましく、特に0.02〜5μmの範囲が好ましい。
被印刷物が金属膜を含む場合、被印刷物は金属膜単体であってもよいが、ガラス板、プラスチック板、プラスチックフィルム等の適当な基材上に金属膜が積層されたものが好ましい。
基材上に金属膜を積層する方法としては、基材と金属膜を接着剤等で貼合する方法、基材上に直接にメッキ方法や気相製膜法(スパッタリング、イオンプレーティング、電子ビーム蒸着、真空蒸着、化学蒸着等)により金属膜を製膜する方法が挙げられる。これらの中でも比較的厚みの小さい金属膜を均一に安定的に積層するという観点から気相製膜法が好ましく用いられる。
金属膜上に印刷されるエッチングレジスト膜形成用インキは、被膜形成成分として樹脂、重合性化合物(重合性モノマーあるいは重合性オリゴマー)を含有することが好ましい。
樹脂としてはアルカリ可溶性樹脂が好ましく、例えばアクリル樹脂、スチレン−アクリル樹脂、マレイン酸樹脂、スチレン−マレイン酸樹脂などが挙げられる。これらの中でも、酸価が50以上200未満である樹脂が特に好ましく用いられる。上記酸価は、JISK2501(2003年)に定められた測定方法により測定することができる。
重合性化合物としては、1分子中に1個以上(好ましくは2〜10個)のエチレン性不飽和基を有するモノマーあるいはオリゴマーが挙げられる。ここでエチレン性不飽和基としては、例えば(メタ)アクリル基、ビニル基、アリル基等が挙げられる。
重合性化合物は、更に1分子中に1個以上(好ましくは2〜12個)のエチレンオキシ基を有するものが好ましい。
また、重合性化合物の数平均分子量は2000以下が好ましく、1500以下がより好ましく、特に1000以下が好ましい。
上記重合性化合物の好ましい化合物としては、例えばポリエチレングリコールジ(メタ)アクリレート、ポリ(エチレングリコール−プロピレングリコール)ジ(メタ)アクリレート、ポリ(エチレングリコール−テトラメチレングリコール)ジ(メタ)アクリレート、EO変性トリメチロールプロパントリ(メタ)アクリレート、EO−PO変性トリメチロールプロパントリ(メタ)アクリレート、EO変性ペンタエリスリトールトリ(メタ)アクリレート、EO−PO変性ペンタエリスリトールトリ(メタ)アクリレート、EO変性ペンタエリスリトールヘキサ(メタ)アクリレート、EO−PO変性ペンタエリスリトールヘキサ(メタ)アクリレート、EO変性ジペンタエリスリトールペンタ(メタ)アクリレート、EO−PO変性ジペンタエリスリトールペンタ(メタ)アクリレート、EO変性ジペンタエリスリトールヘキサ(メタ)アクリレート、EO−PO変性ジペンタエリスリトールヘキサ(メタ)アクリレート、EO変性ビスフェノールAジ(メタ)アクリレート、EO−PO変性ビスフェノールAジ(メタ)アクリレート等が挙げられる。
上記の例示化合物において、EOはエチレンオキシ基、POはプロピレンオキシ基を表す。
エッチングレジスト膜形成用インキは、熱硬化型あるいは活性エネルギー線硬化型であることが好ましく、特に活性エネルギー線硬化型であることが好ましい。従って、エッチングレジスト膜形成用インキは、上記の重合性化合物を含むことが好ましい。
エッチングレジスト膜形成用インキは、上記のアルカリ可溶性樹脂及び上記の重合性化合物を含有することが好ましい。アルカリ可溶性樹脂の含有量は、エッチングレジスト膜形成用インキの固形分総量100質量%に対して30〜75質量%の範囲が好ましく、35〜70質量%の範囲がより好ましく、特に40〜65質量%の範囲が好ましい。
重合性化合物の含有量は、エッチングレジスト膜形成用インキの固形分総量100質量%に対して20〜70質量%の範囲が好ましく、25〜60質量%の範囲がより好ましく、特に30〜50質量%の範囲が好ましい。
エッチングレジスト膜形成用インキは、上述したチキソトロピック付与剤を含有することが好ましく、その含有量はエッチングレジスト膜形成用インキの固形分総量100質量%に対して1〜20質量%の範囲が好ましく、2〜18質量%の範囲がより好ましく、特に3〜15質量%の範囲が好ましい。
エッチングレジスト膜形成用インキは、上述したチキソトロピック付与剤を含有することが好ましく、その含有量はエッチングレジスト膜形成用インキの固形分総量100質量%に対して1〜20質量%の範囲が好ましく、2〜18質量%の範囲がより好ましく、特に3〜15質量%の範囲が好ましい。
エッチングレジスト膜形成用インキは、更に着色剤を含むことができる。着色剤としてはフタロシアニングリーン、フタロシアニンブルー、クリスタルバイオレット、マラカイトグリーン、ビクトリアブルー、メチルバイオレット等の顔料及び染料が挙げられる。これらは単独あるいは混合して用いてもよい。
エッチングレジスト膜形成用インキは、更に光重合開始剤を含有することが好ましい。かかる光重合開始剤としては、例えば、アセトフェノン、2,2−ジエトキシアセトフェノン、p−ジメチルアセトフェノン、p−ジメチルアミノプロピオフェノン、ベンゾフェノン、2−クロロベンゾフェノン、4,4’−ジクロロベンゾフェノン、4,4’−ビスジエチルアミノベンゾフェノン、ミヒラーケトン、ベンジル、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、メチルベンゾイルフォルメート、p−イソプロピル−α−ヒドロキシイソブチルフェノン、α−ヒドロキシイソブチルフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、1−ヒドロキシシクロヘキシルフェニルケトンなどのカルボニル化合物、テトラメチルチウラムモノスルフィド、テトラメチルチウラムジスルフィド、チオキサントン、2−クロロチオキサントン、2−メチルチオキサントンなどの硫黄化合物などが挙げられ、これらの光重合開始剤を単独で使用してもよいし、2種以上組み合せて使用してもよい。
光重合開始剤の含有量は、重合性化合物100質量部に対して、1〜30質量部の範囲が適当である。
エッチングレジスト膜形成用インキは、前述したように粘度を調整する(インキに関する前述の条件(1)及び(2)を満たすように調整する)ために、有機溶媒を含有することが好ましい。かかる有機溶媒としては、例えば、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、プロピレングリコールモノプロピルエーテル、プロピレングリコールモノブチルエーテル、プロピレングリコールモノ−t−ブチルエーテル、エチレングリコールジメチルエーテル、ジエチレングリコールジメチルエーテル、ジエチレングリコールモノブチルエーテル、トリエチレングリコールジメチルエーテル等のエーテル類、エチレングリコールモノエチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、プロピルアセテート、ブチルアセテート、イソブチルアセテート、3−メトキシブチルアセテート、3−メチル−3−メトキシブチルアセテート、乳酸メチル、乳酸エチル、乳酸ブチル等のアセテート類、アセチルアセトン、メチルプロピルケトン、メチルブチルケトン、メチルイソブチルケトン、シクロペンタノン、シクロヘキサノン、2−ヘプタノン等のケトン類、ブタノール、イソブチルアルコール、ペンタノ−ル、4−メチル−2−ペンタノール、3−メチル−2−ブタノール、3−メチル−3−メトキシ−1−ブタノール、ジアセトンアルコール、ベンジルアルコール等のアルコール類、トルエン、キシレン等の芳香族炭化水素類が挙げられ、これらの有機溶媒は単独あるいは混合して使用することができる。
上記の有機溶媒の含有量は、エッチングレジスト膜形成用インキ100質量%に対して5〜70質量%の範囲が適当であり、10〜60質量%の範囲が好ましく、15〜50質量%の範囲がより好ましい。
エッチングレジスト膜形成用インキの製造方法としては、特に限定されず、具体的には、ボールミル、ビーズミル、ロールミル、ディスパー、ニーダー、ミキサー等を組み合わせて、前述のアルカリ可溶性樹脂や重合成化合物等を混合することで製造することができる。
本発明の印刷方法により金属膜上にエッチングレジスト膜形成用インキが所定のパターンで印刷された後、熱あるいは活性エネルギー線によりエッチングレジスト膜形成用インキが硬化されて、金属膜上にパターン状のエッチングレジスト膜が形成される。
上記の活性エネルギー線としては、紫外線、電子線および放射線(α線、β線、γ線など)等が挙げられ、実用的には、紫外線が簡便であり好ましい。紫外線源としては、紫外線蛍光灯、低圧水銀灯、高圧水銀灯、超高圧水銀灯、キセノン灯、炭素アーク灯などを用いることができる。また、活性エネルギー線を照射するときに、低酸素濃度下で照射を行うと、効率よく硬化させることができる。またさらに、電子線方式は、装置が高価で不活性気体下での操作が必要ではあるが、エッチングレジスト膜形成用インキ中に光重合開始剤や光増感剤などを含有させなくてもよい点で有利である。
上記の活性エネルギー線としては、紫外線、電子線および放射線(α線、β線、γ線など)等が挙げられ、実用的には、紫外線が簡便であり好ましい。紫外線源としては、紫外線蛍光灯、低圧水銀灯、高圧水銀灯、超高圧水銀灯、キセノン灯、炭素アーク灯などを用いることができる。また、活性エネルギー線を照射するときに、低酸素濃度下で照射を行うと、効率よく硬化させることができる。またさらに、電子線方式は、装置が高価で不活性気体下での操作が必要ではあるが、エッチングレジスト膜形成用インキ中に光重合開始剤や光増感剤などを含有させなくてもよい点で有利である。
上記のようにして、金属膜上にパターン状のエッチングレジスト膜が形成された後、金属膜をエッチングし、更にエッチングレジスト膜を剥離除去することによってパターン状金属膜を得ることができる。かかるパターン状金属膜は、電磁波シールドフィルム等のメッシュ状金属パターン、プリント配線基板等の回路パターン、タッチパネル等の電極パターン等に適用することができる。
金属膜のエッチング方法は特に限定されないが、ケミカルエッチング法が好ましく用いられる。上記ケミカルエッチング法とは、エッチングレジストで保護された金属膜部分以外の不要金属膜部分を、エッチング液で溶解し、除去する方法である。上記ケミカルエッチング法に用いられるエッチング液としては、塩化第二鉄水溶液、塩化第二銅水溶液、アルカリエッチング液等がある。
エッチングレジスト膜の剥離除去方法にはアルカリ水溶液を用いることができる。かかるアルカリ水溶液としては、1〜5質量%の水酸化ナトリウム水溶液や水酸化カリウム水溶液等が挙げられる。
前述したように、被印刷物が金属膜を含む場合は、適当な基材上に金属膜が積層されたものが好ましいが、この被印刷物に本発明の印刷方法を適用するに際し、ロール・ツー・ロール方式で連続的に印刷するという観点から、基材としてプラスチックフィルムが好ましく用いられる。
上記プラスチックフィルムを構成する樹脂としては、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル樹脂、トリアセチルセルロース等のセルロース樹脂、ポリエチレン、ポリプロピレン、ポリブチレン等のポリオレフィン樹脂、アクリル樹脂、ポリカーボネート樹脂、環状オレフィン樹脂、エポキシ樹脂、ポリイミド樹脂、ポリエーテルイミド樹脂、ポリアミド樹脂、ポリスルフォン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルスルフォン樹脂等が挙げられる。
プラスチックフィルムの厚みとしては、20〜300μmの範囲が適当であるが、コストの取り扱い性の観点から50〜250μmの範囲が特に好ましい。
上記プラスチックフィルムは、金属膜あるいはパターン状金属膜との密着性(接着強度)を強化するための易接着層が予め積層されたプラスチックフィルムであることが好ましい。つまり基材としては、易接着層を有するプラスチックフィルムを用いることが好ましい。
かかる易接着層は、水溶性樹脂もしくは水分散性樹脂を用いたものが一般的に知られており、本発明においても好ましく用いられる。水溶性樹脂もしくは水分散性樹脂としては、ポリウレタン樹脂、ポリエステル樹脂、アクリル樹脂、ポリビニルアルコール樹脂等が用いられる。易接着層には、更に架橋剤を含有させるのが好ましく、架橋剤としては、例えば、イソシアネート化合物、エポキシ化合物、オキサゾリン化合物、メラミン化合物等が挙げられる。また、易接着層には、更に無機微粒子(例えばシリカ微粒子)を含有させるのが好ましい。
易接着層の厚みは、5〜500nmの範囲が適当であり、10〜300nmの範囲が好ましく、20〜200nmの範囲がより好ましい。易接着層は、プラスチックフィルムを製造した後、製膜してもよいし、プラスチックフィルムの製造時にインラインで製膜してもよい。
以下、実施例により本発明を更に詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。尚、本実施例における測定方法及び評価方法は下記の通りである。
(1)インキの粘度
レオメーターGeminiHRNano(BOLIN製)にて、25℃、剪断速度10(1/s)における粘度(1)及び剪断速度100(1/s)における粘度(2)を測定した。
(2)被印刷物に印刷された連続線(印刷物の連続線)の線幅の測定
サンプルをデジタルマイクロスコープ(例えば、キーエンス製のVHX−200)を用いて倍率450倍で表面観察を行い、その測長機能を用いて線幅を測長する。サンプルサイズは、20cm×20cmで任意の5箇所について測定し、その平均値を連続線の線幅とする。
(3)被印刷物に印刷された連続線(印刷物の連続線)上におけるピンホール状欠点の評価
◎;交点100個当たり、ピンホール状欠点が全く観察されない。
(1)インキの粘度
レオメーターGeminiHRNano(BOLIN製)にて、25℃、剪断速度10(1/s)における粘度(1)及び剪断速度100(1/s)における粘度(2)を測定した。
(2)被印刷物に印刷された連続線(印刷物の連続線)の線幅の測定
サンプルをデジタルマイクロスコープ(例えば、キーエンス製のVHX−200)を用いて倍率450倍で表面観察を行い、その測長機能を用いて線幅を測長する。サンプルサイズは、20cm×20cmで任意の5箇所について測定し、その平均値を連続線の線幅とする。
(3)被印刷物に印刷された連続線(印刷物の連続線)上におけるピンホール状欠点の評価
◎;交点100個当たり、ピンホール状欠点が全く観察されない。
○;交点100個当たり、ピンホール状欠点が1〜5個観察される。
△;交点100個当たり、ピンホール状欠点が6〜10個観察される。
×;交点100個当たり、ピンホール状欠点が11個以上観察される。
(4)被印刷物に印刷された連続線(印刷物の連続線)の交点近傍おける断線状態の評価
凹部パターンの交点近傍における連続線の断線部が印刷物にそのまま再現されて、印刷物の交点近傍における連続線が断線しているかどうかを観察した。
(4)被印刷物に印刷された連続線(印刷物の連続線)の交点近傍おける断線状態の評価
凹部パターンの交点近傍における連続線の断線部が印刷物にそのまま再現されて、印刷物の交点近傍における連続線が断線しているかどうかを観察した。
◎;交点100個当たり、連続線の断線は全く観察されない。
○;交点100個当たり、連続線の断線が1〜5個観察される。
△;交点100個当たり、連続線の断線が6〜10個観察される。
×;交点100個当たり、連続線の断線が11個以上観察される。
<インキ(エッチングレジスト膜形成用インキ)の製造例>
(製造例1)
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を27.9質量部量り取り、トリエチレングリコールジメチルエーテル38.4質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を4.5質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)11.2質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)11.2質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を2.2質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を4.6質量部加えて混合撹拌した。
<インキ(エッチングレジスト膜形成用インキ)の製造例>
(製造例1)
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を27.9質量部量り取り、トリエチレングリコールジメチルエーテル38.4質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を4.5質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)11.2質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)11.2質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を2.2質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を4.6質量部加えて混合撹拌した。
(製造例2)
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を30.5質量部量り取り、トリエチレングリコールジメチルエーテル32.7質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を4.9質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)12.3質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)12.3質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を2.5質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を4.8質量部加えて混合撹拌した。
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を30.5質量部量り取り、トリエチレングリコールジメチルエーテル32.7質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を4.9質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)12.3質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)12.3質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を2.5質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を4.8質量部加えて混合撹拌した。
(製造例3)
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を34.4質量部量り取り、トリエチレングリコールジメチルエーテル21.1質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を5.6質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)13.9質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)13.9質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を5.6質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を5.5質量部加えて混合撹拌した。
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を34.4質量部量り取り、トリエチレングリコールジメチルエーテル21.1質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を5.6質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)13.9質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)13.9質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を5.6質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を5.5質量部加えて混合撹拌した。
(製造例4)
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を33.7質量部量り取り、トリエチレングリコールジメチルエーテル20.7質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を5.4質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)13.6質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)13.6質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を7.5質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を5.5質量部加えて混合撹拌した。
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を33.7質量部量り取り、トリエチレングリコールジメチルエーテル20.7質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を5.4質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)13.6質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)13.6質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を7.5質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を5.5質量部加えて混合撹拌した。
(製造例5)
三菱化学(株)製カーボンブラック#40(着色剤)を6質量部、ビックケミ・ジャパン(株)製BYK−9077(分散剤)を2質量部、東洋紡(株)製バイロン885(ポリエステル樹脂、酸価2以下)のジエチレングリコールジメチルエーテル33質量%溶液を60質量部、及びジエチレングリコールジメチルエーテル22質量部を秤量し、ペイントシェーカーを用いて5時間分散して、レジストインキ組成物を製造した。
三菱化学(株)製カーボンブラック#40(着色剤)を6質量部、ビックケミ・ジャパン(株)製BYK−9077(分散剤)を2質量部、東洋紡(株)製バイロン885(ポリエステル樹脂、酸価2以下)のジエチレングリコールジメチルエーテル33質量%溶液を60質量部、及びジエチレングリコールジメチルエーテル22質量部を秤量し、ペイントシェーカーを用いて5時間分散して、レジストインキ組成物を製造した。
(製造例6)
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を33.7質量部量り取り、トリエチレングリコールジメチルエーテル16.7質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を5.4質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)13.6質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)13.6質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を11.6質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を5.4質量部加えて混合撹拌した。
アルカリ可溶性樹脂として東亞合成(株)製ARUFON−UC−3000(アクリル樹脂、酸価74)を33.7質量部量り取り、トリエチレングリコールジメチルエーテル16.7質量部に溶解させた。そこに、チキソトロピック付与剤である着色剤としてカーボンブラック(コロンビア ケミカルズ カンパニー製のラーベン(Raven)450P)を5.4質量部加えて三本ロールミルにて混合した。次に重合性化合物として新中村化学工業(株)製A−BPE−4(EO変性アクリルモノマー;EO数が4個の2官能性モノマー)13.6質量部と共栄社化学(株)製ライトアクリレートTMP−6EO−3A(EO変性アクリルモノマー;EO数が6個の3官能性モノマー)13.6質量部を加え混合撹拌した。更にチキソトロピック付与剤として楠本化成(株)製ディスパロンPFA−220を11.6質量部と、光重合開始剤としてチバスペシャリティケミカル(株)製イルガキュア184を5.4質量部加えて混合撹拌した。
(実施例1)
下記のようにして被印刷物を作製した。
下記のようにして被印刷物を作製した。
<被印刷物の作製>
両面に易接着層を有する厚み100μmのPETフィルム(東レ(株)製ルミラー(登録商標))の片面に、金属膜としてニッケルのスパッタ膜(厚み0.02μm)と銅の真空蒸着膜(厚み1.5μm)と窒化銅のスパッタ膜(厚み0.02μm)をこの順に積層して被印刷物を作製した。
両面に易接着層を有する厚み100μmのPETフィルム(東レ(株)製ルミラー(登録商標))の片面に、金属膜としてニッケルのスパッタ膜(厚み0.02μm)と銅の真空蒸着膜(厚み1.5μm)と窒化銅のスパッタ膜(厚み0.02μm)をこの順に積層して被印刷物を作製した。
<印刷>
上記で作製した被印刷物の金属膜上に、製造例1のインキをグラビアダイレクト印刷法を用いて、図1の(a)に示す格子パターンを、得られる印刷物中のパターンの厚みが2μmとなるように印刷した。印刷後60℃の熱風により乾燥させ、高圧水銀UVランプの紫外線を照射して硬化させて格子パターンの印刷物を得た。
上記で作製した被印刷物の金属膜上に、製造例1のインキをグラビアダイレクト印刷法を用いて、図1の(a)に示す格子パターンを、得られる印刷物中のパターンの厚みが2μmとなるように印刷した。印刷後60℃の熱風により乾燥させ、高圧水銀UVランプの紫外線を照射して硬化させて格子パターンの印刷物を得た。
用いたグラビア版シリンダの凹部パターンは図3aに示すパターンと同様である。グラビア版シリンダの凹部パターンの仕様を以下に示す。
<凹部パターンの仕様>
格子パターン;正方形の格子パターンで線ピッチは300μm
連続線1a及び1bの幅;それぞれ20μm
凹部の深さ;10μm
連続線1a及び1bの断線部の長さ(L);それぞれ5μm
交点2の中心Pから連続線1a及び1bの断線部までの長さ(M);それぞれ10μm
<印刷方向と凹部パターンの関係>
図4に示すように、印刷方向Y(グラビア版シリンダの回転方向Zと同じ)に対して、凹部パターンの交点近傍における連続線1a及び1bのそれぞれ断線位置が交点2より前方となるように配置した。
格子パターン;正方形の格子パターンで線ピッチは300μm
連続線1a及び1bの幅;それぞれ20μm
凹部の深さ;10μm
連続線1a及び1bの断線部の長さ(L);それぞれ5μm
交点2の中心Pから連続線1a及び1bの断線部までの長さ(M);それぞれ10μm
<印刷方向と凹部パターンの関係>
図4に示すように、印刷方向Y(グラビア版シリンダの回転方向Zと同じ)に対して、凹部パターンの交点近傍における連続線1a及び1bのそれぞれ断線位置が交点2より前方となるように配置した。
つまり、実際の印刷に際し、グラビア版シリンダ11の凹部パターンの交点近傍における連続線1a及び1bの断線部が交点2より先に、ドクターブレード13及び被印刷物15に接触させるようにして印刷した。
(実施例2)
実施例1のインキを製造例2のインキに変更する以外は、実施例1と同様にして印刷した。
(実施例3)
実施例1のインキを製造例3のインキに変更する以外は、実施例1と同様にして印刷した。
(実施例4)
実施例1のインキを製造例4のインキに変更する以外は、実施例1と同様にして印刷した。
(比較例1)
実施例1のインキを製造例5のインキに変更する以外は、実施例1と同様にして印刷した。
(比較例2)
実施例1のインキを製造例6のインキに変更する以外は、実施例1と同様にして印刷した。
(比較例3)
下記仕様の凹部パターンを有するグラビア版シリンダを用いる以外は、実施例1と同様にして印刷した。
(実施例2)
実施例1のインキを製造例2のインキに変更する以外は、実施例1と同様にして印刷した。
(実施例3)
実施例1のインキを製造例3のインキに変更する以外は、実施例1と同様にして印刷した。
(実施例4)
実施例1のインキを製造例4のインキに変更する以外は、実施例1と同様にして印刷した。
(比較例1)
実施例1のインキを製造例5のインキに変更する以外は、実施例1と同様にして印刷した。
(比較例2)
実施例1のインキを製造例6のインキに変更する以外は、実施例1と同様にして印刷した。
(比較例3)
下記仕様の凹部パターンを有するグラビア版シリンダを用いる以外は、実施例1と同様にして印刷した。
<凹部パターンの仕様>
格子パターン;正方形の格子パターンで線ピッチは300μm
連続線1a及び1bの幅;それぞれ20μm
凹部の深さ;10μm
連続線1a及び1bは交点を有し、これらは交点もしくは交点近傍に断線部を有しない
(比較例4)
比較例3のインキを製造例2のインキに変更する以外は、比較例3と同様にして印刷した。
(比較例5)
比較例3のインキを製造例3のインキに変更する以外は、比較例3と同様にして印刷した。
(比較例6)
比較例3のインキを製造例4のインキに変更する以外は、比較例3と同様にして印刷した。
(比較例7)
比較例3のインキを製造例5のインキに変更する以外は、比較例3と同様にして印刷した。
(比較例8)
比較例3のインキを製造例6のインキに変更する以外は、比較例3と同様にして印刷した。
<評価>
上記の実施例及び比較例について測定及び評価した結果を表1に示す。
格子パターン;正方形の格子パターンで線ピッチは300μm
連続線1a及び1bの幅;それぞれ20μm
凹部の深さ;10μm
連続線1a及び1bは交点を有し、これらは交点もしくは交点近傍に断線部を有しない
(比較例4)
比較例3のインキを製造例2のインキに変更する以外は、比較例3と同様にして印刷した。
(比較例5)
比較例3のインキを製造例3のインキに変更する以外は、比較例3と同様にして印刷した。
(比較例6)
比較例3のインキを製造例4のインキに変更する以外は、比較例3と同様にして印刷した。
(比較例7)
比較例3のインキを製造例5のインキに変更する以外は、比較例3と同様にして印刷した。
(比較例8)
比較例3のインキを製造例6のインキに変更する以外は、比較例3と同様にして印刷した。
<評価>
上記の実施例及び比較例について測定及び評価した結果を表1に示す。
本発明の実施例は、ピンホール状欠点及び連続線の断線が大幅に抑制され、かつ連続線の線幅が比較的小さい高精細パターン(少なくとも2本の連続線及び該連続線が交わる交点を含むパターン)が得られていることが分かる。
一方、比較例1は、本発明の実施例と同じ凹版を用いているにも係わらず、インキの粘度(1)及び粘度(2)が本発明の範囲より小さいために、印刷されたパターンの連続線の線幅が大きくなり、高精細なパターンが得られていない。
比較例2は、本発明の実施例と同じ凹版を用いているにも係わらず、インキの粘度(1)が本発明の範囲より大きいために、印刷されたパターンの連続線にピンホール状欠点が多く発生し、また連続線の断線も観察された。
比較例3〜6は、インキの粘度(1)及び粘度(2)は本発明の範囲内であるが、従来の凹版(凹部パターンの交点もしくは交点近傍における連続線が断線していない)を用いているために、連続線にピンホール状欠点が多く発生した。
比較例7は、インキの粘度(1)及び粘度(2)が本発明の範囲より小さいために、印刷されたパターンの連続線の線幅が大きくなり、高精細なパターンが得られていない。
比較例8は、インキの粘度(1)が本発明の範囲より大きいために、印刷されたパターンの連続線にピンホール状欠点が多く発生し、また連続線の断線も観察された。
(実施例101〜104、及び比較例101〜108)
実施例1〜4、及び比較例1〜8で得られた印刷物を下記の要領で金属膜にエッチングを施し、更に金属膜上のエッチングレジスト膜を剥離除去して、パターン状金属膜を作製した。
実施例1〜4、及び比較例1〜8で得られた印刷物を下記の要領で金属膜にエッチングを施し、更に金属膜上のエッチングレジスト膜を剥離除去して、パターン状金属膜を作製した。
尚、実施例1の印刷物が実施例101のパターン状金属膜に対応し、以下、同様に実施例2が実施例102に、実施例3が実施例103に、実施例4が実施例104に対応し、同様に比較例1が比較例101に、(中略)、比較例8が比較例108に対応する。
<金属膜のエッチング>
エッチングレジスト膜で覆われていない部分の金属膜を、30〜33℃の温度範囲に調節したエッチング液(塩化第2鉄水溶液(42° Be))でエッチングしてパターン状金属膜を形成した。
<エッチングレジスト膜の剥離除去>
パターン状金属膜上のエッチングレジスト膜を、50℃の温度範囲に調節した2質量%の水酸化ナトリウム水溶液で剥離した。
エッチングレジスト膜で覆われていない部分の金属膜を、30〜33℃の温度範囲に調節したエッチング液(塩化第2鉄水溶液(42° Be))でエッチングしてパターン状金属膜を形成した。
<エッチングレジスト膜の剥離除去>
パターン状金属膜上のエッチングレジスト膜を、50℃の温度範囲に調節した2質量%の水酸化ナトリウム水溶液で剥離した。
<評価>
実施例101〜104、及び比較例101〜108のそれぞれのパターン状金属膜にについて、連続線に断線もしくは部分的な欠けが発生しているかどうかを観察した。その結果、実施例1〜4及び比較例1〜8の印刷物において連続線上のピンホール状欠点、及び連続線の断線に対応する箇所がエッチングされて、得られたパターン状金属膜の連続線に部分的な欠けや断線が発生していた。
実施例101〜104、及び比較例101〜108のそれぞれのパターン状金属膜にについて、連続線に断線もしくは部分的な欠けが発生しているかどうかを観察した。その結果、実施例1〜4及び比較例1〜8の印刷物において連続線上のピンホール状欠点、及び連続線の断線に対応する箇所がエッチングされて、得られたパターン状金属膜の連続線に部分的な欠けや断線が発生していた。
つまり、本発明の実施例1〜3の印刷物には、連続線上のピンホール状欠点及び連続線の断線が全く存在しないので、エッチング及びエッチングレジスト膜の剥離除去により得られたパターン状金属膜の連続線も正常であり、部分的な欠けや断線は観察されなかった。
実施例4の印刷物には、連続線上のピンホール状欠点及び連続線の断線が僅かに存在し、得られたパターン状金属膜の連続線に部分的な欠けや断線が観察されたがその箇所は僅かであり、実用的(例えば電磁波シールド部材として)には問題なかった。
比較例1及び7の印刷物は連続線の線幅が大きくなっており、得られたパターン状金属膜の連続線の線幅も大きく、高精細のパターン状金属膜が得られなかった。
比較例2、3〜6、及び8の印刷物には、連続線上のピンホール状欠点あるいは連続線の断線が多く存在しており、得られたパターン状金属膜の連続線に部分的な欠けや断線が多く観察された。これらのパターン状金属膜は実用的(例えば電磁波シールド部材として)に問題となるものであった。
1a、1b、1c 連続線
2 交点
3 ピンホール状欠点
11 グラビア版シリンダ
12 インキパン
13 ドクターブレード
14 圧胴
15 被印刷物
Claims (7)
- 凹版の凹部に充填されたインキを被印刷物に転写する印刷方法により、少なくとも2本の連続線及び該連続線が交わる交点を含むパターンを印刷する方法であって、
前記凹版は、少なくとも2本の連続線を含む凹部パターンを有し、
前記凹部パターンは、下記(A)、(B)のいずれかを満たし、
かつ前記インキが下記(1)及び(2)の条件を満足することを特徴とする、印刷方法。
(A)凹部パターンは、少なくとも2本の連続線が交わる交点を有し、さらに、該交点を形成する少なくとも1本の連続線が前記交点もしくは交点近傍で断線している。
(B)凹部パターンは、少なくとも2本の連続線が交わる交点を有しない。
(1)剪断速度10(1/s)における粘度(1)が0.30〜30Pa・sの範囲である。
(2)剪断速度100(1/s)における粘度(2)が0.15〜15Pa・sの範囲である。 - 前記粘度(1)と剪断粘度(2)との比率(粘度(1)/粘度(2))が1.2〜3.5の範囲である、請求項1に記載の印刷方法。
- 前記凹部パターンにおける連続線の断線位置が交点近傍であり、
かつ前記連続線の断線位置が、印刷方向に対して交点より前方にある、請求項1または2に記載の印刷方法。 - 前記被印刷物が金属膜を含み、該金属膜上に印刷する、請求項1〜3のいずれかに記載の印刷方法。
- 前記インキがエッチングレジスト膜形成用インキである、請求項4に記載の印刷方法。
- 請求項1〜5のいずれかの印刷方法を用いた、印刷物の製造方法。
- 請求項5で得られた印刷物の金属膜をエッチングする、パターン状金属膜の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011115598A JP2012244094A (ja) | 2011-05-24 | 2011-05-24 | 印刷方法及びパターン状金属膜の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011115598A JP2012244094A (ja) | 2011-05-24 | 2011-05-24 | 印刷方法及びパターン状金属膜の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012244094A true JP2012244094A (ja) | 2012-12-10 |
Family
ID=47465433
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011115598A Withdrawn JP2012244094A (ja) | 2011-05-24 | 2011-05-24 | 印刷方法及びパターン状金属膜の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012244094A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160212859A1 (en) * | 2015-01-21 | 2016-07-21 | Gil Bellaiche | Printing electronic circuitry |
| WO2018034031A1 (ja) * | 2016-08-19 | 2018-02-22 | 株式会社Screenホールディングス | 凹版、印刷装置、印刷方法およびパターン担持体 |
-
2011
- 2011-05-24 JP JP2011115598A patent/JP2012244094A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160212859A1 (en) * | 2015-01-21 | 2016-07-21 | Gil Bellaiche | Printing electronic circuitry |
| WO2018034031A1 (ja) * | 2016-08-19 | 2018-02-22 | 株式会社Screenホールディングス | 凹版、印刷装置、印刷方法およびパターン担持体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9236162B2 (en) | Transparent conductive ink and transparent conductive pattern forming method | |
| US20160326388A1 (en) | Coated nano-particle catalytically active composite inks | |
| WO2008053917A1 (en) | Conductive ink, conductive circuit and non-contact media | |
| WO2014070131A1 (en) | Coated nano-particle catalytically active composite inks | |
| KR101988241B1 (ko) | 도전 패턴의 제조 방법 | |
| KR20090008361A (ko) | 도전성 피막의 제조 방법 | |
| KR20070113222A (ko) | 도전성 잉크, 도전 회로, 및 비접촉형 미디어 | |
| WO2012014481A1 (ja) | オフセット印刷用導電性ペースト | |
| US20060019077A1 (en) | Process | |
| JP2004277688A (ja) | インキおよび電磁波シールド材 | |
| JP2011037999A (ja) | 導電性インキ及び導電性パターン形成方法 | |
| KR102276074B1 (ko) | 배선 전극 부착 기판의 제조 방법 및 배선 전극 부착 기판 | |
| JP5569733B2 (ja) | 導電性銀ペースト、導電性パターンの形成方法及び導電性パターン印刷物 | |
| TW200407669A (en) | Photosensitive curable paste composition and sintered article pattern using the same | |
| JP2012244094A (ja) | 印刷方法及びパターン状金属膜の製造方法 | |
| JP4595353B2 (ja) | 導電性インキ、及びそれを用いた非接触型メディア | |
| JP5760676B2 (ja) | パターン状金属膜の製造方法 | |
| JP2014098178A (ja) | 導電膜およびその前駆体膜ならびに導電膜の製造方法 | |
| TWI533327B (zh) | 用於印刷之漿料組合物和觸控面板 | |
| KR20160062002A (ko) | 감광성 차광 페이스트 및 터치 센서용 적층 패턴의 제조 방법 | |
| KR101788100B1 (ko) | 도전 페이스트 및 도전 패턴의 제조 방법 | |
| JP2002289039A (ja) | 光硬化型導体インキ、電極形成方法及び電極パターン | |
| US10198139B2 (en) | Method of producing touch sensor member, and touch sensor member | |
| JP5374811B2 (ja) | 印刷用インキ及び該インキを用いた塗膜の製造方法 | |
| KR20100025895A (ko) | 도전성 페이스트 조성물 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |