JP2012245529A - はんだペースト用フラックスおよびはんだペースト - Google Patents
はんだペースト用フラックスおよびはんだペースト Download PDFInfo
- Publication number
- JP2012245529A JP2012245529A JP2011117076A JP2011117076A JP2012245529A JP 2012245529 A JP2012245529 A JP 2012245529A JP 2011117076 A JP2011117076 A JP 2011117076A JP 2011117076 A JP2011117076 A JP 2011117076A JP 2012245529 A JP2012245529 A JP 2012245529A
- Authority
- JP
- Japan
- Prior art keywords
- solder paste
- flux
- solder
- component
- molecule
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering or brazing
- B23K35/0244—Powders, particles or spheres; Preforms made therefrom
- B23K35/025—Pastes, creams or slurries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400°C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400°C
- B23K35/262—Sn as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/26—Selection of soldering or welding materials proper with the principal constituent melting at less than 400°C
- B23K35/264—Bi as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3613—Polymers, e.g. resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3612—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with organic compounds as principal constituents
- B23K35/3618—Carboxylic acids or salts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/362—Selection of compositions of fluxes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
- C08G59/32—Epoxy compounds containing three or more epoxy groups
- C08G59/38—Epoxy compounds containing three or more epoxy groups together with di-epoxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/08—Metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C12/00—Alloys based on antimony or bismuth
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/29—Compounds containing one or more carbon-to-nitrogen double bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L79/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen or carbon only, not provided for in groups C08L61/00 - C08L77/00
- C08L79/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Epoxy Resins (AREA)
Abstract
【解決手段】本発明のはんだペースト用フラックスは、(A)熱硬化性プレポリマー、(B)分子内に3つ以上の官能基を有する多官能エポキシモノマーまたはオリゴマー、(C)融点が80℃〜170℃のカルボン酸、および(D)分子内に2個以上のシアナト基を有するシアン酸エステルを含む。また、本発明のはんだペーストは、上記はんだペースト用フラックスと、はんだ金属粉末とを含む。
【選択図】なし
Description
(2)前記(A)熱硬化性プレポリマーが2官能エポキシプレポリマーを含む、(1)に記載のはんだペースト用フラックス。
(3)前記(B)分子内に3つ以上の官能基を有する多官能性エポキシモノマーまたはオリゴマーが70〜125℃の軟化点を有する、(1)または(2)に記載のはんだペースト用フラックス。
(4)前記分子内に3つ以上の官能基を有する多官能性エポキシモノマーがトリス−(2,3−エポキシプロピル)イソシアヌレートである、(3)に記載のはんだペースト用フラックス。
(5)前記(C)カルボン酸の融点が90〜140℃である、(1)〜(4)のいずれかの項に記載のはんだペースト用フラックス。
(6)前記(D)分子内に2個以上のシアナト基を有するシアン酸エステルが、分子内にさらに芳香環を有する、(1)〜(5)のいずれかの項に記載のはんだペースト用フラックス。
(7)前記(B)分子内に3つ以上の官能基を有する多官能エポキシモノマーまたはオリゴマーの含有割合が、はんだペースト用フラックスの固形分の総量に対して5〜50質量%である、(1)〜(6)のいずれかの項に記載のはんだペースト用フラックス。
(8)前記(C)カルボン酸の含有割合が、はんだペースト用フラックスの固形分の総量に対して1〜30質量%である、(1)〜(7)のいずれかの項に記載のはんだペースト用フラックス。
(9)前記(D)シアン酸エステルの含有割合が、はんだペースト用フラックスの固形分の総量に対して1〜20質量%である、(1)〜(8)のいずれかの項に記載のはんだペースト用フラックス。
(11)前記はんだ金属粉末が、200℃以下の融点を有する低温はんだ金属粉末である、(10)に記載のはんだペースト。
はんだペースト用フラックスの一実施形態は、
(A)熱硬化性樹脂プレポリマー(以下、「A成分」と記載する場合がある)と、
(B)分子内に3つ以上の官能基を有する多官能エポキシモノマーまたはオリゴマー(以下、「B成分」と記載する場合がある)と、
(C)融点が80℃〜170℃のカルボン酸(以下、「C成分」と記載する場合がある)と、
(D)分子内に2個以上のシアナト基を有するシアン酸エステル(以下、「D成分」と記載する場合がある)と、さらに必要に応じて、
(E)硬化剤(以下、「E成分」と記載する場合がある)と、
(F)上記A〜E成分を溶解し、または分散するための分散媒(以下、「F成分」と記載する場合がある)と、を含む。
なお、以下、はんだペースト用フラックスに含まれるF成分以外の成分を「固形分」という。
エポキシプレポリマー用の硬化剤または硬化促進剤の具体例としては、例えば、旭化成イーマテリアルズ株式会社製の潜在性硬化促進剤、商品名ノバキュアHX−3721、HX−3722、HX−3088、HXA−3792;日本曹達株式会社製の硬化促進剤、商品名NIPA−2E4MZ、NIPA−2P4MZ、HIPA−2E4MZ、HIPA−2E4MZ、NIPA−2MZ、HIPA−2MZ、TEP−2MZ、TIC−188;四国化成工業株式会社製のイミダゾール系硬化促進剤、商品名キュアゾール(登録商標)2PHZ−PW(2−フェニル−4,5−ジヒドロキシメチルイミダゾール)、キュアゾール2P4MHZ−PW(2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール);同社製のイミダゾール系潜在性硬化剤、商品名C11Z−CNS(1−シアノエチル−2−ウンデシルイミダゾリウムトリメリテイト)、キュアダクトP−050(エポキシ−イミダゾールアダクト)、キュアダクトL−07N(エポキシ−フェノール−ホウ酸エステル配合物);富士化成工業株式会社製の脂肪族ポリアミン系硬化剤、商品名フジキュア(登録商標)FXR−1020、フジキュアFXR−1030、フジキュアFXR−1050、フジキュアFXR−1080;味の素ファインテクノ株式会社製のアミンアダクト系硬化剤、商品名アミキュアPN−23、アミキュアMY−24、アミキュアPN−31、アミキュアPN−40;同社製のヒドラジド系硬化剤、商品名アミキュアVDH;エア・ウォーター株式会社製の硬化剤(フェノールアラルキル樹脂)、商品名HE−100シリーズ;三新化学工業株式会社製のカチオン系潜在性硬化促進剤(芳香族スルホニウム塩)、商品名サンエイド(登録商標)SI−60L、サンエイドSI−80L、サンエイドSI−100L;その他、Fa型ベンゾオキサジン(例えば、小西化学工業株式会社製の商品名BF−BXZ、BS−BXZ、BA−BXZ)、Pd型ベンゾオキサジン、などが挙げられる。
上記はんだペーストの一実施形態は、はんだ金属粉末と、上記はんだペースト用フラックスとを含む。
<はんだペースト用フラックスの調製>
以下のA〜Fの各成分を撹拌容器に投入して、室温で10分間撹拌・混合することにより、はんだペースト用のフラックスを得た。A〜E成分については、最初に、はんだペースト用フラックスの固形分の総量に対する含有割合を示し、次いで、はんだペースト用フラックスの総量に対する含有割合を[ ]内に示した。なお、C成分は活性剤としての機能も兼ねる。
A成分:ビスフェノールA型エポキシ樹脂(商品名:YD128、新日鐵化学(株)製)、71.1質量%、[64質量%]
B成分:トリス−(2,3−エポキシプロピル)イソシアヌレート(TEPIC)、11.1質量%、[10質量%]
C成分:グルタル酸、11.1質量%、[10質量%]
D成分:1,1−ビス(4−シアナトフェニル)エタン、5.56質量%、[5質量%]
E成分:イミダゾール系硬化促進剤(商品名:「キュアゾール(登録商標)」2PHZ−PW、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、四国化成工業(株)製)、1.11質量%、[1質量%]
F成分 :ブチルカルビトールアセテート(BCA)
F成分(分散媒)の含有割合は、はんだペースト用フラックスの総量に対して10質量%となるように調整した。
はんだ金属粉末と上記はんだペースト用フラックスとを88:12の質量比で混合し、はんだペーストを得た。混合はコンディショニングミキサー((株)シンキー製:あわとり練太郎)を用いて、1分間行った。なお、はんだ金属粉末は、Sn−58Bi(Sn42質量%およびBi58質量%からなる合金)を用いた。
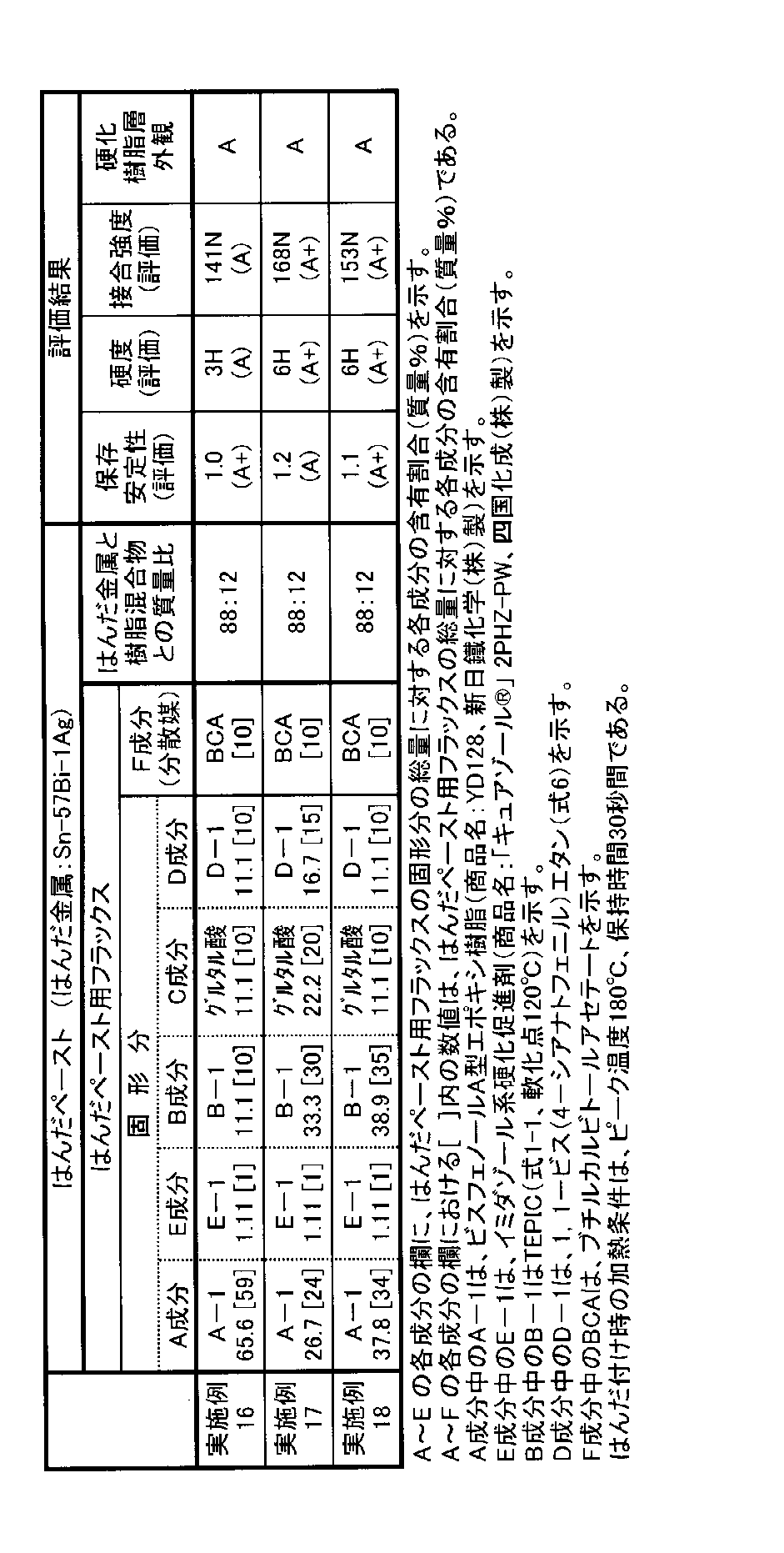
表1に記載の各成分を、表1〜4に記載の分量で用いたこと以外は、実施例1と同様にして、それぞれはんだペースト用フラックスを得た。次いで、はんだ金属粉末と、得られたはんだペースト用フラックスとを、表1〜4に記載の質量比で混合したこと以外は、実施例1と同様にして、それぞれはんだペーストを得た。なお、実施例16〜18では、はんだ金属粉末として、Sn−57Bi−1Ag(Sn42質量%、Bi57質量%およびAg1質量%からなる合金)を用いた。
表5に記載の各成分を、表5に記載の分量で用いたこと以外は、実施例1と同様にして、それぞれはんだペースト用フラックスを得た。次いで、はんだ金属粉末と、得られたはんだペースト用フラックスとを、表5に記載の質量比で混合したこと以外は、実施例1と同様にして、それぞれはんだペーストを得た。
なお、B、CおよびDの各成分を用いなかったこと以外は実施例1と同様にしてはんだペーストを調製した。これを対照として表5に示す。
実施例1〜18および比較例1〜8で得られたはんだペーストを用いて、保存安定性、硬度、接合強度、および硬化樹脂層の外観を、以下の方法で評価した。
調製直後のはんだペーストの粘度を、レオメーター(アントンパール製、MCR301)を用いて測定した。次いで、はんだペーストを25℃で12時間静置した後、再度、粘度を測定した。静置後の粘度を調製直後の粘度で割ることにより増粘率(25℃、12時間)を求めて、はんだペーストの保存安定性を評価した。
増粘率が1.4以下の場合、保存安定性の観点から実用に適していると評価した。増粘率の評価基準は下記のとおりである。はんだペーストの保存安定性の評価結果を表1〜5に示す。
A+(極めて良好):1.1以下。
A(良好):1.1より大きく、1.2以下。
B(実用に供し得る):1.2より大きく、1.4以下。
C(不良):1.4より大きい。
基板(ガラスエポキシ基板(FR−4))に、0.5gのはんだペーストを載せた。次いで、大気中にて、ホットプレートを用いて加熱(ピーク温度180℃、30秒間保持)し、はんだペーストを硬化させた。硬化後、JIS K5600−5−4(塗料一般試験方法−第5部:塗膜の機械的性質−第4節:引っかき硬度(鉛筆法))に準拠して引っかき硬度(鉛筆法)試験を行った。実施例3、12および13においては、はんだペースト用の加熱条件を、ピーク温度160℃、30秒間保持に変更した場合の硬度も測定した。
引っかき硬度がHよりも硬い場合、硬化樹脂層の硬度が実用に適していると評価した。硬度の評価基準は下記のとおりである。評価結果を表1〜5に示す。
A+(極めて良好):5Hまたは5Hよりも硬い。
A(良好):4H〜2H
B(実用に供し得る):H
C(不良):BまたはBよりも柔らかい。
チップ部品搭載用の基板に上記はんだペーストを印刷後、部品を搭載し、加熱溶融(リフロー)させることにより、はんだ付けを行った。基板には、ガラスエポキシ基板(FR−4)上にCu電極を備えるものを用いた。はんだペーストの加熱は大気中で行い、加熱条件は、ピーク温度180℃、保持時間30秒間とした。実施例3、12および13においては、加熱条件を、ピーク温度160℃、30秒間保持に変更した場合についても、接合強度を測定した。
はんだペーストの硬化後、JIS Z3198−7(鉛フリーはんだ試験方法−第7部:チップ部品のはんだ継手せん断試験方法)に準拠して、チップ部品のせん断強度を測定した。接合強さは、強度測定器(DAGE社製:ボンドテスターSeries 4000)を用いて測定されたはんだ継手破断時の引張り荷重(N)について、20回の測定結果から平均値を算出して求めた。
せん断強度(引張り荷重)が60N以上の場合、接合強度が実用に適していると評価した。接合強度の評価基準は下記のとおりである。評価結果を表1〜5に示す。
A+(極めて良好):145N以上。
A(良好):130N以上、145N未満。
B(実用に供し得る):60N以上、130N未満。
C(不良):60N未満。
上記接合強度の評価で用いたサンプルに対して、冷熱サイクルを1000サイクル施した。冷熱サイクルの冷却条件は、−40℃、30分間とし、加熱条件は120℃、30分間とした。冷熱サイクルを施した後、硬化樹脂層の外観を目視で観察した。
目視観察の評価結果が下記のBランク以上である場合、硬化樹脂層の外観が実用に適している(すなわち、硬化樹脂層の柔軟性が適度であって、耐久性に優れている)と評価した。結果を表1〜5に示す。
A+(極めて良好):硬化樹脂層にクラックが全く観察されなかった。
A(良好):硬化樹脂層に若干のクラックが観察されたものの、凝視しなければ認識できない程度であった。
B(実用に供し得る):硬化樹脂層に目視で認識可能なクラックが発生していたが、クラックが微細で、実用上支障がない程度であった。
C(不良):顕著にクラックが発生しており、実用に耐え得ない場合。
Claims (11)
- (A)熱硬化性プレポリマー、(B)分子内に3つ以上の官能基を有する多官能エポキシモノマーまたはオリゴマー、(C)融点が80〜170℃のカルボン酸、および(D)分子内に2個以上のシアナト基を有するシアン酸エステルを含む、はんだペースト用フラックス。
- 前記(A)熱硬化性プレポリマーが2官能エポキシプレポリマーを含む、請求項1に記載のはんだペースト用フラックス。
- 前記(B)分子内に3つ以上の官能基を有する多官能性エポキシモノマーまたはオリゴマーが70〜125℃の軟化点を有する、請求項1または2に記載のはんだペースト用フラックス。
- 前記分子内に3つ以上の官能基を有する多官能性エポキシモノマーがトリス−(2,3−エポキシプロピル)イソシアヌレートである、請求項3に記載のはんだペースト用フラックス。
- 前記(C)カルボン酸の融点が90〜140℃である、請求項1〜4のいずれかの項に記載のはんだペースト用フラックス。
- 前記(D)分子内に2個以上のシアナト基を有するシアン酸エステルが、分子内にさらに芳香環を有する、請求項1〜5のいずれかの項に記載のはんだペースト用フラックス。
- 前記(B)分子内に3つ以上の官能基を有する多官能エポキシモノマーまたはオリゴマーの含有割合が、はんだペースト用フラックスの固形分の総量に対して5〜50質量%である、請求項1〜6のいずれかの項に記載のはんだペースト用フラックス。
- 前記(C)カルボン酸の含有割合が、はんだペースト用フラックスの固形分の総量に対して1〜30質量%である、請求項1〜7のいずれかの項に記載のはんだペースト用フラックス。
- 前記(D)シアン酸エステルの含有割合が、はんだペースト用フラックスの固形分の総量に対して1〜20質量%である、請求項1〜8のいずれかの項に記載のはんだペースト用フラックス。
- はんだ金属粉末と、請求項1〜9のいずれかの項に記載のはんだペースト用フラックスとを含む、はんだペースト。
- 前記はんだ金属粉末が、200℃以下の融点を有する低温はんだ金属粉末である、請求項10に記載のはんだペースト。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011117076A JP4897932B1 (ja) | 2011-05-25 | 2011-05-25 | はんだペースト用フラックスおよびはんだペースト |
| CN201180070816.6A CN103517782B (zh) | 2011-05-25 | 2011-10-07 | 焊膏用焊剂和焊膏 |
| EP11866102.4A EP2716404B1 (en) | 2011-05-25 | 2011-10-07 | Soldering paste flux and soldering paste |
| US14/119,104 US20140083567A1 (en) | 2011-05-25 | 2011-10-07 | Soldering paste flux and soldering paste |
| PCT/JP2011/073250 WO2012160722A1 (ja) | 2011-05-25 | 2011-10-07 | はんだペースト用フラックスおよびはんだペースト |
| KR1020110109273A KR101276583B1 (ko) | 2011-05-25 | 2011-10-25 | 땜납 페이스트용 플럭스 및 땜납 페이스트 |
| TW100141437A TWI465475B (zh) | 2011-05-25 | 2011-11-14 | Solder paste and solder paste |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011117076A JP4897932B1 (ja) | 2011-05-25 | 2011-05-25 | はんだペースト用フラックスおよびはんだペースト |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4897932B1 JP4897932B1 (ja) | 2012-03-14 |
| JP2012245529A true JP2012245529A (ja) | 2012-12-13 |
Family
ID=45907982
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011117076A Active JP4897932B1 (ja) | 2011-05-25 | 2011-05-25 | はんだペースト用フラックスおよびはんだペースト |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20140083567A1 (ja) |
| EP (1) | EP2716404B1 (ja) |
| JP (1) | JP4897932B1 (ja) |
| KR (1) | KR101276583B1 (ja) |
| CN (1) | CN103517782B (ja) |
| TW (1) | TWI465475B (ja) |
| WO (1) | WO2012160722A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5935947B2 (ja) * | 2013-08-06 | 2016-06-15 | 千住金属工業株式会社 | 導電性接合剤およびはんだ継手 |
| JP2017508622A (ja) * | 2013-12-31 | 2017-03-30 | アルファ・メタルズ・インコーポレイテッドAlpha Metals, Inc. | ロジンフリー熱硬化性フラックス配合物 |
| JP2017064784A (ja) * | 2015-09-30 | 2017-04-06 | 株式会社タムラ製作所 | はんだ組成物および電子基板 |
| JP2020163404A (ja) * | 2019-03-28 | 2020-10-08 | パナソニックIpマネジメント株式会社 | はんだペーストおよび実装構造体 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5807221B2 (ja) * | 2010-06-28 | 2015-11-10 | アユミ工業株式会社 | 接合構造体製造方法および加熱溶融処理方法ならびにこれらのシステム |
| CN104302708B (zh) | 2012-02-20 | 2016-08-31 | 株式会社Lg化学 | 光固化和热固化的树脂组合物、及阻焊干膜 |
| KR101360968B1 (ko) * | 2012-03-19 | 2014-02-11 | 주식회사 엘지화학 | 광경화성 및 열경화성을 갖는 수지 조성물과, 드라이 필름 솔더 레지스트 |
| WO2015016322A1 (ja) * | 2013-07-31 | 2015-02-05 | ミネベア株式会社 | 熱硬化性樹脂組成物及び摺動部材、並びに摺動部材の製造方法 |
| JP6374298B2 (ja) * | 2014-10-31 | 2018-08-15 | 千住金属工業株式会社 | フラックス及びフラックスを用いた接合方法 |
| JP2017080797A (ja) * | 2015-10-30 | 2017-05-18 | パナソニックIpマネジメント株式会社 | はんだペースト及びはんだ付け用フラックス及びそれを用いた実装構造体 |
| US10522493B2 (en) | 2015-12-25 | 2019-12-31 | Panasonic Intellectual Property Management Co., Ltd. | Paste thermosetting resin composition, semiconductor component, semiconductor mounted article, method for manufacturing semiconductor component, and method for manufacturing semiconductor mounted article |
| CN109415492B (zh) * | 2016-06-28 | 2020-05-05 | 东丽株式会社 | 环氧树脂组合物、预浸料坯及纤维增强复合材料 |
| JP6967726B2 (ja) * | 2018-01-31 | 2021-11-17 | パナソニックIpマネジメント株式会社 | はんだペーストおよび実装構造体 |
| JP6617793B2 (ja) * | 2018-06-01 | 2019-12-11 | 千住金属工業株式会社 | ソルダペースト用フラックス及びソルダペースト |
| CN110004323B (zh) * | 2019-03-29 | 2020-08-14 | 北京理工大学 | 一种低熔点高强度热敏材料及其制备方法 |
| CN110842393B (zh) * | 2019-11-20 | 2021-10-29 | 苏州优诺电子材料科技有限公司 | 一种低温无铅焊锡膏及制备方法 |
| JP2021178336A (ja) | 2020-05-12 | 2021-11-18 | パナソニックIpマネジメント株式会社 | 樹脂フラックスはんだペーストおよび実装構造体 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0647189B2 (ja) | 1989-01-31 | 1994-06-22 | 日産化学工業株式会社 | クリームはんだ |
| JP2646394B2 (ja) * | 1989-06-15 | 1997-08-27 | 千住金属工業株式会社 | 水溶性はんだ付け用フラックス |
| US4988395A (en) * | 1989-01-31 | 1991-01-29 | Senju Metal Industry Co., Ltd. | Water-soluble soldering flux and paste solder using the flux |
| US6896172B2 (en) * | 2000-08-22 | 2005-05-24 | Senju Metal Industry Co., Ltd. | Lead-free solder paste for reflow soldering |
| JP3791403B2 (ja) * | 2000-12-04 | 2006-06-28 | 富士電機ホールディングス株式会社 | 鉛フリーハンダ対応無洗浄用フラックスおよびこれを含有するハンダ組成物 |
| JP4644945B2 (ja) | 2001-01-31 | 2011-03-09 | 住友ベークライト株式会社 | 半田接合用硬化性フラックス、半田接合部、半導体パッケージ及び半導体装置 |
| US20030111519A1 (en) * | 2001-09-04 | 2003-06-19 | 3M Innovative Properties Company | Fluxing compositions |
| CN1309786C (zh) * | 2002-03-08 | 2007-04-11 | 钟渊化学工业株式会社 | 热固性树脂组合物,用该组合物构成的叠层制品及电路基板 |
| JP2005248164A (ja) * | 2004-02-02 | 2005-09-15 | Tamura Kaken Co Ltd | 熱硬化性樹脂組成物およびフィルム付き製品 |
| US8900376B2 (en) * | 2004-07-21 | 2014-12-02 | Nissan Chemical Industries, Ltd. | Heat-resistant water-soluble flux composition for soldering |
| JP2006131743A (ja) * | 2004-11-05 | 2006-05-25 | Hitachi Chem Co Ltd | 熱硬化性樹脂組成物及びそれを用いたプリプレグ、金属張積層板、プリント配線板 |
| US20060272747A1 (en) | 2005-06-03 | 2006-12-07 | Renyi Wang | Fluxing compositions |
| CN101232967B (zh) * | 2005-08-11 | 2010-12-08 | 千住金属工业株式会社 | 电子部件用无铅焊膏、钎焊方法以及电子部件 |
| JP4893720B2 (ja) * | 2008-09-25 | 2012-03-07 | パナソニック電工株式会社 | 熱硬化性樹脂組成物及びその製造方法 |
| US8564140B2 (en) * | 2008-09-26 | 2013-10-22 | Alpha Metals, Inc. | Mono-acid hybrid conductive composition and method |
| JP5698447B2 (ja) * | 2009-09-08 | 2015-04-08 | 株式会社タムラ製作所 | はんだ接合剤組成物 |
-
2011
- 2011-05-25 JP JP2011117076A patent/JP4897932B1/ja active Active
- 2011-10-07 WO PCT/JP2011/073250 patent/WO2012160722A1/ja not_active Ceased
- 2011-10-07 CN CN201180070816.6A patent/CN103517782B/zh active Active
- 2011-10-07 US US14/119,104 patent/US20140083567A1/en not_active Abandoned
- 2011-10-07 EP EP11866102.4A patent/EP2716404B1/en active Active
- 2011-10-25 KR KR1020110109273A patent/KR101276583B1/ko active Active
- 2011-11-14 TW TW100141437A patent/TWI465475B/zh active
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5935947B2 (ja) * | 2013-08-06 | 2016-06-15 | 千住金属工業株式会社 | 導電性接合剤およびはんだ継手 |
| JP2017508622A (ja) * | 2013-12-31 | 2017-03-30 | アルファ・メタルズ・インコーポレイテッドAlpha Metals, Inc. | ロジンフリー熱硬化性フラックス配合物 |
| US9802275B2 (en) | 2013-12-31 | 2017-10-31 | Alpha Assembly Solutions Inc. | Rosin-free thermosetting flux formulations |
| JP2017064784A (ja) * | 2015-09-30 | 2017-04-06 | 株式会社タムラ製作所 | はんだ組成物および電子基板 |
| JP2020163404A (ja) * | 2019-03-28 | 2020-10-08 | パナソニックIpマネジメント株式会社 | はんだペーストおよび実装構造体 |
| JP7126167B2 (ja) | 2019-03-28 | 2022-08-26 | パナソニックIpマネジメント株式会社 | はんだペーストおよび実装構造体 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201247731A (en) | 2012-12-01 |
| EP2716404B1 (en) | 2018-05-23 |
| KR101276583B1 (ko) | 2013-06-19 |
| CN103517782B (zh) | 2018-10-16 |
| US20140083567A1 (en) | 2014-03-27 |
| TWI465475B (zh) | 2014-12-21 |
| EP2716404A1 (en) | 2014-04-09 |
| EP2716404A4 (en) | 2015-04-29 |
| KR20120132282A (ko) | 2012-12-05 |
| WO2012160722A1 (ja) | 2012-11-29 |
| CN103517782A (zh) | 2014-01-15 |
| JP4897932B1 (ja) | 2012-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4897932B1 (ja) | はんだペースト用フラックスおよびはんだペースト | |
| JP5935947B2 (ja) | 導電性接合剤およびはんだ継手 | |
| US9643285B2 (en) | Cream solder composition | |
| JP6310954B2 (ja) | 導電性接着剤および電子基板の製造方法 | |
| JP6452659B2 (ja) | 熱硬化性フラックス組成物および電子基板の製造方法 | |
| JP2018161673A (ja) | 熱硬化性フラックス組成物、はんだ組成物および電子基板の製造方法 | |
| JP2003082064A (ja) | 封止充填剤用液状エポキシ樹脂組成物 | |
| TWI659990B (zh) | Flux | |
| JPWO2015115483A1 (ja) | 半田付け用フラックス及び半田組成物 | |
| JP2013221143A (ja) | 熱硬化性樹脂組成物及びこれを用いた導電性ペースト | |
| JP6766196B2 (ja) | はんだ組成物および電子基板の製造方法 | |
| JP5351786B2 (ja) | 熱硬化性樹脂組成物およびその製造方法 | |
| KR102332799B1 (ko) | 열경화성 플럭스 조성물 및 전자 기판의 제조 방법 | |
| JP6913122B2 (ja) | はんだ組成物および電子基板の製造方法 | |
| JP6967026B2 (ja) | 熱硬化性フラックス組成物および電子基板の製造方法 | |
| JP2018053057A (ja) | 熱硬化性フラックス組成物および電子基板の製造方法 | |
| JP2019166550A (ja) | 熱硬化性フラックス組成物および電子基板の製造方法 | |
| JP6830934B2 (ja) | 熱硬化性フラックス組成物および電子基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111220 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111222 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4897932 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150106 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |