JP2012248484A - 電池パックの組付け装置 - Google Patents
電池パックの組付け装置 Download PDFInfo
- Publication number
- JP2012248484A JP2012248484A JP2011121085A JP2011121085A JP2012248484A JP 2012248484 A JP2012248484 A JP 2012248484A JP 2011121085 A JP2011121085 A JP 2011121085A JP 2011121085 A JP2011121085 A JP 2011121085A JP 2012248484 A JP2012248484 A JP 2012248484A
- Authority
- JP
- Japan
- Prior art keywords
- lower case
- battery pack
- receivers
- assembling apparatus
- assembling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Battery Mounting, Suspending (AREA)
Abstract
【解決手段】組付け装置1(101)は、ロアケース54の前後方向(長手方向)中央部において、ロアケース54の裏面を、電池パック50側に向かって押圧するクランプ機構部(固定手段)4(104)を備える。
【選択図】図2
Description
そして、電池パックは、略矩形板状のロアケースの上面中央部において、二次電池の積層方向を該ロアケースの長手方向に向けて載置され、その後、該ロアケースに固定保持された状態で、車両に搭載される。
また、ロアケースにおいては、このような電池パックの仕様に付随して、長手方向の寸法が異なる様々な仕様のものが存在するばかりでなく、車種による搭載位置の違いや、あるいはロアケース上に別途配設される機器類の、車種による配置の違いなどの理由から、様々な形状のものが存在する。
より具体的には、ロアケースに電池パックを載置した状態において、これらのロアケースおよび電池パックは、二本のクランプアームによって、該ロアケースの長手方向の両側よりともに抱え込まれて、一旦上方に持ち上げられる。
上方に持ち上げられたロアケースおよび電池パックは、ともに二次電池の積層方向の軸心を中心にして回動され、該ロアケースが水平面に対して電池パックからの液漏れが生じない最大の傾斜角度(例えば75°前後)にまで傾斜した状態によって保持される。
その後、ロアケースの底面側より締結部品を螺挿させ、該ロアケースに電池パックを固定保持するのである。
しかし、前述したように、電池パックには、二次電池の数量が異なる様々な仕様のものが存在するとともに、該電池パックの仕様に付随して、ロアケースにも、長手方向の寸法が異なる様々な仕様のものが存在する。
そのため、これらの電池パックやロアケースの仕様に対応した形状のクランプアーム(より具体的には、クランプアームの先端部に設けられ、ロアケースに直接当接される受け具)が必要となり、電池パックとロアケースとの組付け作業を行う際は、電池パックの仕様に応じて、クランプアームの受け具を交換する必要があった。
従って、従来の電池パックとロアケースとの組付け作業においては、同一仕様の電池パックを纏めて連続生産するロット生産を行っているが、電池パックの仕様を切り換える段替え時には、電池パックやロアケースの仕様に応じたクランプアームの受け具が必要となり、段替えに時間を要したり、多数の受け具を準備する必要があったりして、生産性の低下や電池パックのコストアップの原因となっていた。また、多仕様の電池パックを同一のラインに混在させた状態で生産を行う多品種生産に対応することが困難であった。
即ち、本発明における電池パックの組付け装置によれば、ロアケースの上面中央部に電池パックを載置した状態を保持しつつ、該電池パックに該ロアケースを組付けるための、電池パックの組付け装置であって、電池パックの仕様に応じてクランプアームの受け具を交換する必要がなく、生産性の高い多品種生産にも対応可能な電池パックの組付け装置を実現することができる。
先ず、電池パック50の全体的な構成について、図1を用いて説明する。
なお、以下の説明に関しては便宜上、図1における矢印Aの方向を前方と規定して記述する。また、図1においては、図面上の上下方向を電池パック50(および、組付け装置1)の上下方向と規定して記述する。
二次電池51は、例えば既知のリチウムイオン電池やニッケル水素電池などからなり、略矩形状の平板形状(扁平形状)に構成される。
また、各二次電池51の一側部には端子(図示せず)が突設されており、該端子を図示せぬ連結部材によって連結することで、積層された複数の二次電池51・51・・・(以下、「二次電池群60」と記す)は電気的に接続される。
エンドプレート52・52は、略矩形状の平板形状(扁平形状)に構成され、一組の電池パック50に対して二個設けられる。
拘束バー53は、二次電池群60の積層方向に延出する棒状部材からなり、一組の電池パック50に対して複数本設けられる。
また、拘束バー53は、その両端部を各エンドプレート52・52の上端部および下端部から突出する複数の突出部52a・52a・・・と連結することで、二次電池群60を前後方向に隙間なく拘束しており、これにより二次電池群60の長手側形状が保持されている。
そして、電池パック50は、組付け装置1(101)によって、ロアケース54とともに一旦上方に持ち上げられ、二次電池51・51・・・の積層方向の軸心を中心にして回動された後、締結部品を用いて前記ロアケース54に固定保持される。
その後、電池パック50は、組付け装置1(101)より搬出され、ロアケース54を介して車両に搭載されるのである。
より具体的には、平面視において、電池パック50の積層方向に延出する軸心C1と、ロアケース54の長手方向に延出する軸心C2とが同軸上となるようにして、電池パック50は、ロアケース54の上面中央部に載置されるのである。
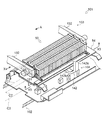
次に、第一実施例における組付け装置1の全体的な構成について、図1、図2、および図5を用いて説明する。
なお、以下の説明に関しては便宜上、図2(a)および図5における矢印Aの方向を前方と規定して記述する。また、図2(b)においては、図面上の上下方向を組付け装置1の上下方向と規定して記述する。
組付け装置1は、図1に示すように、主に搬送装置2や、該搬送装置2の上方に配設される昇降機構部3とクランプ機構部4などを有して構成される。また、平面視において、クランプ機構部4は、昇降機構部3の前後方向中央部に配設される。
搬送装置2は、例えば既知のチェーンコンベアなどによって構成され、搬送方向を水平方向、且つ前方(図1中の矢印Aの方向。以下同じ。)に向けつつ、組付け装置1の機内に配設される。
昇降機構部3は、後述するクランプ機構部4とともに、電池パック50およびロアケース54を上方に持ち上げ、該電池パック50およびロアケース54を、二次電池51・51・・・の積層方向の軸心を中心にして回動させるための部位である。
そして、サポート部材32・32が各々前後方向に移動することで、第一受け具31・31は、互いに近接離間するようになっている。また、サポート部材32・32が、互いに連動しながら上下方向に移動することで、第一受け具31・31は、一体となって上昇(上方へ移動)・下降(下方へ移動)するようになっている。
そして、第一受け具31は、前記アクチュエータ33によって、前後方向に延出する軸心を中心にして、左右方向に回動されるようになっている。
具体的には、搬送装置2によって、「作業位置」にまで搬送されてきた電池パック50は、第一受け具31・31によって、前後方向に挟持されつつ、堅固に固定保持される。
従って、ロアケース54は、電池パック50とともに上昇・下降し、また二次電池51・51・・・の積層方向の軸心を中心にして回動される。
クランプ機構部4は、電池パック50に対して、ロアケース54の組付け姿勢を保持するための部位である。
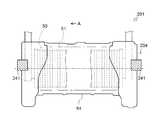
クランプ機構部4は第二受け具41(図2(a)(b)を参照)やクランプアーム42などを有して構成される。
第二受け具41は、図2(b)に示すように、略水平状の受け面41aを有した部材によって構成され、該受け面41aを上方に向けつつ、昇降機構部3の下方、且つ該昇降機構部3の前後方向中央部(図2(a)を参照)に配設される。
また、前記ロアケース54の底面左側に配設される二個の第二受け具41・41(以下、「左側第二受け具群41L」と記載する。)は、前後方向に離間して配設されるとともに、該左側第二受け具群41Lの受け面41a・41aは、前記ロアケース54の底面左側の形状に即して略水平状に形成されるのである。
即ち、「作業位置」に停止したロアケース54に対する各第二受け具41の配設位置について、その前後方向(該ロアケース54の長手方向)の位置は、前記ロアケース54に載置された電池パック50の、一方側(本実施例においては、前側)に配設されるエンドプレート52の軸心C4を基準にして決定される。
一方、右側第二受け具群41R(あるいは、左側第二受け具群41L)において、後側に配設される第二受け具41は、前記軸心C4に対して後方側に寸法a2(a1<a2)だけ離間した位置に、前記第二受け具41の中心が位置するようにして配設される。
一方、左側第二受け具群41Lを構成する二個の第二受け具41・41は、前記軸心C1(あるいは、搬送中心C3)に対して左方側に寸法b2(本実施例においては、b1=b2)だけ離間した位置に、前記第二受け具41・41の中心が位置するようにして、各々配設される。
一方、左側第二受け具群41Lにおいて、前側(あるいは、後側)に配設される第二受け具41は、前記水平面Hに対して下方側に寸法c3(寸法c4)だけ離間した位置に、前記第二受け具41の受け面41aが位置するようにして配設されるのである。
クランプアーム42は、図2(b)に示すように、上下方向に延出する垂直部位42aと、該垂直部位42aの下端部より左右一方向に延出する水平部位42bとからなる正面視「L字」状の部材によって形成される。
より具体的には、図2(b)に示すように、クランプアーム42は、ロアケース54の左右両側において、垂直部位42aの延出方向が上下方向となるように、また前記ロアケース54の下方において、水平部位42bの延出方向が前記ロアケース54の軸心C2側となるようにして配設される。
また、垂直部位42aの延出端部は、図示せぬサポートフレームに固設され、該サポートフレームは、前述した昇降機構部3(より具体的には、サポート部材32)の上昇・下降に連動しつつ、上下方向に移動可能に設けられるとともに、前記昇降機構部3の第一受け具31の回動動作に連動しつつ、前後方向に延出する軸心を中心にして、左右方向に回動可能に設けられる。
換言すると、第二受け具41は、昇降機構部3の第一受け具31の上昇・下降に連動して上下方向へ移動可能に設けられるとともに、第一受け具31の回動動作に連動して該第一受け具31と同一方向に回動可能に設けられる。
なお、第二受け具41は、第一受け具31より独立して、単独的にも上下方向に移動可能となっている。
具体的には、搬送装置2によって、「作業位置」にまで搬送されてきた電池パック50およびロアケース54に対して、昇降機構部3による電池パック50の固定保持が実行されると、クランプ機構部4は上昇し、第二受け具41・41・・・の受け面41a・41a・・・が、ロアケース54の裏面に当接される。
すると、ロアケース54の裏面は、第二受け具41・41・・・によって、電池パック50側に向かって押圧されることとなる。
その結果、ロアケース54は、上部に位置する電池パック50と、下部に位置する第二受け具41・41・・・とによって、挟持された状態となり、電池パック50に対するロアケース54の組付け姿勢が保持されるのである。
一方、電池パック50には、二次電池51の数量が異なる様々な仕様のものが存在するとともに、該電池パック50の仕様に対応して、ロアケース54にも、長手方向(電池パック50の積層方向)の寸法が異なる様々な仕様のものが存在する。
また、多仕様の電池パック50とロアケース54を同一のラインに混在させた状態で生産を行う多品種生産に対応することが困難であった。
これに対して、本実施例における組付け装置1においては、第二受け具41・41・・・の配設箇所を、ロアケース54の前後方向(長手方向)中央部に設けているため、該第二受け具41・41・・・が、前記サポート部材や、各種機器類と干渉することもない。
この点、ロアケース54の前後方向(長手方向)中央部は、常に電池パック50との載置面となり、該電池パック50の重量を保持する必要があることから、一般的に高い剛性を有して形成されている。
従って、第二受け具41・41・・・の配設箇所を、ロアケース54の前後方向(長手方向)中央部に設けている、本実施例の組付け装置1においては、第二受け具41・41・・・による保持力によって、ロアケース54に撓みが生じることは少ない。
これに対して、本実施例における組付け装置1においては、第二受け具41・41・・・の配設箇所を、ロアケース54の前後方向(長手方向)中央部に設けているため、前記第二受け具41・41・・・の配置箇所は、前記ロアケース54の前後方向(長手方向)の重心付近となるのである。
また、多仕様の電池パック50とロアケース54を同一のラインに混在させた状態で生産を行う多品種生産にも容易に対応することができる。
従って、電池パック50とロアケース54との間に、上下方向のガタツキが生じることもなく、電池パック50に対するロアケース54の組付け姿勢を確実に保持することができるのである。
次に、第一実施例における組付け装置1の動作手順について、図1を用いて説明する。
なお、後述する第二実施例の組付け装置101の動作手順は、第一実施例における組付け装置1の動作手順と同じくする。よって、第二実施例の組付け装置101の動作手順は、第一実施例における組付け装置1の動作手順をもって説明を省略する。
また、クランプ機構部4の第二受け具41・41・・・(図2を参照)は、予め定められた最も下方の位置(以下「クランプ部下限位置」と記載する)に停止した状態となっている。
このような状態にある組付け装置1に対して、搬送パレット70に載置された電池パック50およびロアケース54が、搬送装置2の上流部に載置され、前記組付け装置1に投入される。
その後、電池パック50およびロアケース54が「作業位置」に到達すると、搬送装置2は停止する。
そして、搬送装置2の停止直後において、昇降機構部3の第一受け具31・31は、電池パック50の上方に位置し、また、クランプ機構部4の第二受け具41・41・・・は、搬送パレット70の上面と、該搬送パレット70に載置されるロアケース54の下面との隙間の略中央部に位置する状態となっている。
その後、予め定められた最も下方の位置(以下、「昇降部下限位置」と記載する)に到達すると、第一受け具31・31は停止する。
その結果、前述したように、電池パック50は、第一受け具31・31によって前後方向(積層方向)に挟持され(以下、「閉状態」と記載する)、ロアケース54に対する載置姿勢を保持しつつ、前記第一受け具31・31によって堅固に固定保持される。
その後、第二受け具41・41・・・の受け面41a・41a・・・が、ロアケース54の底面に当接され、さらに、僅かに上昇した位置に到達すると、第二受け具41・41・・・は一旦停止する。
その結果、前述したように、ロアケース54は、電池パック50と第二受け具41・41・・・とによって、上下方向に挟持された状態となり、電池パック50に対するロアケース54の組付け姿勢が保持される。
即ち、電池パック50およびロアケース54は、これらの昇降機構部3およびクランプ機構部4によって、搬送パレット70上における載置姿勢を保持しつつ、該搬送パレット70より上方へと持ち上げられる。
その結果、電池パック50およびロアケース54は、これらの昇降機構部3およびクランプ機構部4によって、前記載置姿勢を保持しつつ、前後方向に延出する軸心(二次電池51・51・・・の積層方向の軸心)を中心にして回動される。
具体的には、ロアケース54の底面側より、ボルトなどの締結部品が螺挿され、該ロアケース54に電池パック50が固定保持される。
そして、ロアケース54の底面が水平状となり、且つ電池パック50が該ロアケース54の上部に位置する状態(即ち、電池パック50およびロアケース54が、前記傾斜姿勢となるように回動される直前の状態)になると、第一受け具31・31の回動動作は停止する。また、該第一受け具31・31の停止に連動して、第二受け具41・41・・・も停止する。
その結果、電池パック50およびロアケース54は、再び搬送パレット70に載置され、且つ第二受け具41・41・・・によるロアケース54の保持状態は開放された状態となる。
その後、第一受け具31・31は、上昇を開始し、「昇降部上限位置」に到達すると停止する。
そして、これら電池パック50およびロアケース54は、搬送装置2によって下流側(本実施例においては前方)へと搬送され、組付け装置1の機外へと搬出され、該組付け装置1の動作手順は完了するのである。
次に、第二実施例における組付け装置101の全体的な構成について、図3および図4を用いて説明する。
なお、以下の説明に関しては便宜上、図3および図4(a)における矢印Aの方向を前方と規定して記述する。また、図4(b)においては、図面上の上下方向を組付け装置101の上下方向と規定して記述する。
なお、以下において、第一実施例における組付け装置1と同じくする構成についての説明は省略し、主にクランプ機構部104の構成について説明する。
クランプ機構部104は第二受け具141(図4を参照)やクランプアーム142などを有して構成される。
第二受け具141は、図4(b)に示すように、略水平状の受け面141aを有した部材によって構成され、該受け面141aを上方に向けつつ、昇降機構部103の下方、且つ該昇降機構部103の前後方向中央部(図4(a)を参照)に配設される。
クランプアーム142は、図4(b)に示すように、上下方向に延出する垂直部位142aと、該垂直部位142aの下端部より左右一方向(本実施例においては、左方向)に延出する第一水平部位142bと、該第一水平部位142bの延出端部において、前後方向に向かって延出する第二水平部位142cとからなる部材によって形成される。
即ち、クランプアーム142は、図4(a)に示すように、前記ロアケース54の前後方向(長手方向)中央部において、前記ロアケース54の右側に設けられる。
より具体的には、図4(b)に示すように、クランプアーム142は、前記ロアケース54の右方において、垂直部位142aの延出方向が上下方向となるように、また前記ロアケース54の下方において、第一水平部位142bおよび第二水平部位142cの延出方向が、それぞれ左方および前後方向となるようにして配設される。
なお、この際、平面視において、第二水平部位142cは、ロアケース54に載置された電池パック50の軸心C1(あるいは、搬送装置2の搬送中心C3)と同軸上に配設される。
また、垂直部位142aの延出端部は、図示せぬサポートフレームに固設され、該サポートフレームは、昇降機構部103(より具体的には、サポート部材132・132)の上昇・下降に連動しつつ、上下方向に移動可能に設けられるとともに、前記昇降機構部3の第一受け具131・131の回動動作に連動しつつ、前後方向に延出する軸心を中心にして、左右方向に回動可能に設けられる。
換言すると、第二受け具141・141は、昇降機構部103の第一受け具131・131の上昇・下降に連動しつつ、上下方向に移動可能に設けられるとともに、第一受け具131・131の回動動作に連動しつつ、該第一受け具131・131と同一方向に回動可能に設けられる。
なお、第二受け具141・141は、第一受け具131・131より独立して、単独的にも上下方向に移動可能となっている。
即ち、前述した第一実施例における組付け装置1と同様に、搬送装置102によって、「作業位置」にまで搬送されてきた電池パック50およびロアケース54に対して、昇降機構部103による電池パック50の固定保持が実行されると、クランプ機構部104は上昇し、各第二受け具141・141の受け面141a・141a・・・が、ロアケース54の裏面に当接される。
すると、ロアケース54の裏面は、第二受け具141・141・・・によって、電池パック50側に向かって押圧されることとなる。
その結果、ロアケース54は、上部に位置する電池パック50と、下部に位置するクランプ機構部104の第二受け具141・141とによって、挟持された状態となり、電池パック50に対するロアケース54の組付け姿勢は保持されるのである。
また、本実施例(第一実施例および第二実施例)における電池パック50の組付け装置1(101)においては、クランプ機構部4(104)によって、前記ロアケース54の前後方向(長手方向)中央部を、前記電池パック50側に向かって押圧し、前記電池パック50に対する前記ロアケース54の組付け姿勢を保持することとしている。
また、多仕様の電池パック50とロアケース54を同一のラインに混在させた状態で生産を行う多品種生産にも容易に対応することができるのである。
また、第二実施例における組付け装置101においては、正面視「L字」状の部材からなるクランプアーム142が、ロアケース54の左右方向(短手方向)のいずれか一方側(本実施例においては、右側)に設けられており、前記クランプアーム142によって、前記ロアケース54を上方に向かって抱きかかえる(抱え込む)ことで、前記クランプアーム142の端部(より具体的には、クランプアーム142の端部に配設される第二受け具141)を介して、前記ロアケース54裏面の左右方向(短手方向)中央が電池パック50側に押圧され、電池パック50に対するロアケース54の組付け姿勢が保持されるのである。
このように、本実施例(第一実施例および第二実施例)における電池パック50の組付け装置1(101)によれば、ロアケース54の上面に電池パック50を載置した状態を保持しつつ、該電池パック50に該ロアケース54を組付けるための、電池パック50の組付け装置1(101)であって、電池パック50の仕様に応じてクランプアーム42(142)の第二受け具41(141)を交換する必要がなく、生産性の高い多品種生産にも対応可能な電池パック50の組付け装置1(101)を実現することができるのである。
1 組付け装置
101 組付け装置
54 ロアケース
4 クランプ機構部(固定手段)
104 クランプ機構部(固定手段)
41 受け具
141 受け具
Claims (4)
- 略矩形板状に形成されるロアケースの上面中央部に電池パックを載置した状態を保持しつつ、該電池パックに該ロアケースを組付けるための、電池パックの組付け装置であって、
該組付け装置は、
前記ロアケースの長手方向中央部において、
前記ロアケースの裏面を、前記電池パック側に向かって押圧する固定手段を備える、
ことを特徴とする電池パックの組付け装置。 - 前記固定手段は、
前記ロアケース裏面の短手方向両側において、
長手方向に離間して配設される複数の受け具を有し、
該受け具を介して、前記ロアケースの裏面は、前記電池パック側に向かって押圧される、
ことを特徴とする、請求項1に記載の電池パックの組付け装置。 - 前記固定手段は、
前記ロアケース裏面の短手方向中央部において、
長手方向に離間して配設される複数の受け具を有し、
該受け具を介して、前記ロアケースの裏面は、前記電池パック側に向かって押圧される、
ことを特徴とする、請求項1に記載の電池パックの組付け装置。 - 略矩形板状に形成されるロアケースの上面に電池パックを載置した状態を保持しつつ、該電池パックに該ロアケースを組付けるための、電池パックの組付け装置であって、
該組付け装置は、
前記ロアケースの短手方向における、少なくともいずれか一方から前記ロアケースを抱え込むことで、前記ロアケースの裏面を、前記電池パック側に向かって押圧する固定手段を備える、
ことを特徴とする電池パックの組付け装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011121085A JP5623342B2 (ja) | 2011-05-30 | 2011-05-30 | 電池パックの組付け装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011121085A JP5623342B2 (ja) | 2011-05-30 | 2011-05-30 | 電池パックの組付け装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012248484A true JP2012248484A (ja) | 2012-12-13 |
| JP5623342B2 JP5623342B2 (ja) | 2014-11-12 |
Family
ID=47468732
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011121085A Active JP5623342B2 (ja) | 2011-05-30 | 2011-05-30 | 電池パックの組付け装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5623342B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013114750A (ja) * | 2011-11-24 | 2013-06-10 | Toyota Motor Corp | クランプ装置 |
| JP2014120252A (ja) * | 2012-12-14 | 2014-06-30 | Primearth Ev Energy Co Ltd | 電池製造装置及び電池製造方法 |
| KR20140087780A (ko) * | 2012-12-31 | 2014-07-09 | 에스케이이노베이션 주식회사 | 이차 전지용 배터리 팩 조립 지그 및 이를 이용한 배터리 팩 조립 방법 |
| JP2018049803A (ja) * | 2016-09-23 | 2018-03-29 | トヨタ自動車株式会社 | 電池スタックの搭載方法 |
| KR101890701B1 (ko) * | 2017-02-28 | 2018-08-22 | 신형규 | 배터리 패키지용 파레트 |
| CN110165281A (zh) * | 2019-06-13 | 2019-08-23 | 东莞市机圣自动化设备科技有限公司 | 电池组固定模组装机构及电池组固定模自动装拆生产线 |
| KR20190136227A (ko) * | 2018-05-30 | 2019-12-10 | 주식회사 엘지화학 | 배터리 셀 장착 장치 및 그 방법 |
| JP2020533743A (ja) * | 2018-05-30 | 2020-11-19 | エルジー・ケム・リミテッド | バッテリーセル装着装置及びその方法 |
| KR20210020478A (ko) * | 2019-08-14 | 2021-02-24 | 주식회사 툴엔텍 | 배터리 모듈용 분리 지그 장치 및 그에 의한 배터리 모듈의 분리 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008221438A (ja) * | 2007-03-15 | 2008-09-25 | Toyota Motor Corp | ロボットハンド、及びロボット |
| JP2009070669A (ja) * | 2007-09-13 | 2009-04-02 | Toyota Motor Corp | 電池の固定構造 |
| JP2010201517A (ja) * | 2009-02-27 | 2010-09-16 | Nissan Motor Co Ltd | ワーク搬送方法およびワーク搬送装置 |
| JP2010225435A (ja) * | 2009-03-24 | 2010-10-07 | Toyota Motor Corp | バッテリパックの組み立て設備 |
-
2011
- 2011-05-30 JP JP2011121085A patent/JP5623342B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008221438A (ja) * | 2007-03-15 | 2008-09-25 | Toyota Motor Corp | ロボットハンド、及びロボット |
| JP2009070669A (ja) * | 2007-09-13 | 2009-04-02 | Toyota Motor Corp | 電池の固定構造 |
| JP2010201517A (ja) * | 2009-02-27 | 2010-09-16 | Nissan Motor Co Ltd | ワーク搬送方法およびワーク搬送装置 |
| JP2010225435A (ja) * | 2009-03-24 | 2010-10-07 | Toyota Motor Corp | バッテリパックの組み立て設備 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013114750A (ja) * | 2011-11-24 | 2013-06-10 | Toyota Motor Corp | クランプ装置 |
| JP2014120252A (ja) * | 2012-12-14 | 2014-06-30 | Primearth Ev Energy Co Ltd | 電池製造装置及び電池製造方法 |
| KR102037209B1 (ko) * | 2012-12-31 | 2019-11-26 | 에스케이이노베이션 주식회사 | 이차 전지용 배터리 팩 조립 지그 및 이를 이용한 배터리 팩 조립 방법 |
| KR20140087780A (ko) * | 2012-12-31 | 2014-07-09 | 에스케이이노베이션 주식회사 | 이차 전지용 배터리 팩 조립 지그 및 이를 이용한 배터리 팩 조립 방법 |
| JP2018049803A (ja) * | 2016-09-23 | 2018-03-29 | トヨタ自動車株式会社 | 電池スタックの搭載方法 |
| KR101890701B1 (ko) * | 2017-02-28 | 2018-08-22 | 신형규 | 배터리 패키지용 파레트 |
| JP7048849B2 (ja) | 2018-05-30 | 2022-04-06 | エルジー エナジー ソリューション リミテッド | バッテリーセル装着装置及びその方法 |
| US11394075B2 (en) | 2018-05-30 | 2022-07-19 | Lg Energy Solution, Ltd. | Battery cell mounting apparatus and method therefor |
| JP2020532079A (ja) * | 2018-05-30 | 2020-11-05 | エルジー・ケム・リミテッド | バッテリーセル装着装置及びその方法 |
| JP2020533743A (ja) * | 2018-05-30 | 2020-11-19 | エルジー・ケム・リミテッド | バッテリーセル装着装置及びその方法 |
| KR102195947B1 (ko) | 2018-05-30 | 2020-12-28 | 주식회사 엘지화학 | 배터리 셀 장착 장치 및 그 방법 |
| US12334567B2 (en) | 2018-05-30 | 2025-06-17 | Lg Energy Solution, Ltd. | Battery module including a battery cell stack and a film |
| EP3671896A4 (en) * | 2018-05-30 | 2021-04-07 | Lg Chem, Ltd. | DEVICE AND METHOD FOR ASSEMBLING BATTERY CELLS |
| EP4366047A3 (en) * | 2018-05-30 | 2024-10-16 | LG Energy Solution, Ltd. | Battery module |
| JP7034421B2 (ja) | 2018-05-30 | 2022-03-14 | エルジー エナジー ソリューション リミテッド | バッテリーセル装着装置及びその方法 |
| US11715853B2 (en) | 2018-05-30 | 2023-08-01 | Lg Energy Solution, Ltd. | Battery cell mounting apparatus and method therefor |
| KR20190136227A (ko) * | 2018-05-30 | 2019-12-10 | 주식회사 엘지화학 | 배터리 셀 장착 장치 및 그 방법 |
| CN110165281A (zh) * | 2019-06-13 | 2019-08-23 | 东莞市机圣自动化设备科技有限公司 | 电池组固定模组装机构及电池组固定模自动装拆生产线 |
| CN110165281B (zh) * | 2019-06-13 | 2024-05-28 | 东莞市机圣自动化设备科技有限公司 | 电池组固定模组装机构及电池组固定模自动装拆生产线 |
| KR102239495B1 (ko) * | 2019-08-14 | 2021-04-13 | 주식회사 툴엔텍 | 배터리 모듈용 분리 지그 장치 및 그에 의한 배터리 모듈의 분리 방법 |
| KR20210020478A (ko) * | 2019-08-14 | 2021-02-24 | 주식회사 툴엔텍 | 배터리 모듈용 분리 지그 장치 및 그에 의한 배터리 모듈의 분리 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5623342B2 (ja) | 2014-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5623342B2 (ja) | 電池パックの組付け装置 | |
| US9130210B2 (en) | Battery pack | |
| JP4858660B1 (ja) | 二次電池用組付パレット及び二次電池の製造方法 | |
| JP5582081B2 (ja) | 組電池の製造システム | |
| JP5742584B2 (ja) | 電池パックの移載方法 | |
| EP3252848B1 (en) | Cell device, cell unit, and cell device installation method | |
| KR102364293B1 (ko) | 배터리 팩 제조장치 및 제조 방법 | |
| JP5680521B2 (ja) | クランプ装置 | |
| JP5478400B2 (ja) | 組電池の製造装置および製造方法 | |
| CN112025128B (zh) | 电芯焊接生产线 | |
| KR20190108380A (ko) | 엔드 플레이트, 이러한 엔드 플레이트를 포함하는 배터리 모듈과 배터리 팩 및 배터리 모듈 자동 조립 장치 | |
| KR20200123708A (ko) | 프레임 용접기용 지그장치 | |
| JP2012248485A (ja) | 電池パックと電池パックの受け具 | |
| KR20180113291A (ko) | 다중 셀 탭 절단 장치 및 방법 | |
| KR20120117166A (ko) | 전지 팩의 제조 장치 | |
| JP6452803B2 (ja) | 別置式制御盤の搬送用治具 | |
| JP5962606B2 (ja) | 固定治具、およびそれを用いた組電池の組立方法 | |
| KR101808674B1 (ko) | 배터리 커버 공급기 | |
| JP2014107213A (ja) | 電池パック | |
| JP2014013661A (ja) | 車両用バッテリパックの製造方法 | |
| EP3900854B1 (en) | Sheet metal workpiece storage device and sheet metal workpiece loading method | |
| JP2017202703A (ja) | 産業車両 | |
| JP2023060672A (ja) | 樹脂枠 | |
| JP7732484B2 (ja) | 車両用架台 | |
| CN112108927A (zh) | 一种逐层上料机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140924 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5623342 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |