JP2012251181A - 低張力搬送化学処理装置 - Google Patents
低張力搬送化学処理装置 Download PDFInfo
- Publication number
- JP2012251181A JP2012251181A JP2011122766A JP2011122766A JP2012251181A JP 2012251181 A JP2012251181 A JP 2012251181A JP 2011122766 A JP2011122766 A JP 2011122766A JP 2011122766 A JP2011122766 A JP 2011122766A JP 2012251181 A JP2012251181 A JP 2012251181A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- work
- chemical treatment
- horizontal
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Electroplating Methods And Accessories (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【解決手段】 長尺シート状のワークを連続的にワーク供給装置から供給して化学処理槽に搬入して化学処理した後、ワーク巻取装置により連続的に巻き取る低張力搬送化学処理装置において、ワークを化学処理槽に搬入して化学処理する際に、少なくともワーク上端を搬送クランプ群により把持してワーク面を鉛直状態としたワークのワーク面に化学処理を施す化学処理槽であり、ワーク巻取装置がワークを巻き取る際に化学処理された鉛直状態のワークを水平状態のワークとする搬送方向変更装置を通過した水平状態のワークを巻き取る水平方向ワーク巻取装置であることを特徴とする。
【選択図】図1
Description
そのようなフレキシブル回路基板の製造に用いられる従来の化学処理装置、即ちめっき装置は、例えば特許文献1に記載されるような装置が用いられてきている。
しかしながら、この図4に示される装置では、ワーク上端をクランプでチャック(把持)して搬送する方法の化学処理装置(めっき装置)であるために低張力でワークを搬送することができるが、後処理後の巻き取りも、ワークが、幅方向を鉛直方向とした状態、即ちワークを立てた状態で巻き取られるので、処理量が増大(すなわち、ワークが長尺化)すると、巻き取り後のワークの自重により巻き乱れが発生し、めっき面やワーク表面に擦り傷やシワなどの欠陥を発生させてしまい処理量の増大に対応できなかった。
そのため、処理量を増やそうとすると巻き乱れ防止のため、ワークへの化学処理(めっき処理)時のワークに掛ける張力を上げることが行われたが、ワークが伸縮状態であることによる化学処理されたワーク表面に不良の発生を招き易くなり生産性の低下を招く結果となっている。
そこで、一般的に配線パターンを形成する際には、このような寸法変化率を見越してレジストマスクのパターン寸法を設計するが、めっき層形成時の張力が大きい場合には、この寸法変化率が大きくなってしまい、高精細な配線パターンの形成においては所望の配線パターンを得ることが困難であった。
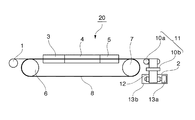
図1は、本発明の低張力搬送化学処理装置を説明する配置模式平面図で、図2は、その配置模式側面図である。
図1、図2において、20は化学処理装置を表し、1はワーク供給装置、2はワーク巻取装置、3は前処理槽、4は化学処理槽、5は後処理槽、6、7はエンドレスベルトの折り返し用プーリー、8はエンドレスベルト、10a搬送方向変更ローラー、10bは水平ローラー、11は搬送方向変更装置、12はワーク巻取支持軸、13aは巻取装置駆動用モーター、13bは巻取装置設置台、14は上端搬送クランプ、15、16はエンドレスベルトの折り返し用プーリーの回転支持軸、17はワーク、18はワーク供給装置支持軸、19は装置架台である。
なお、化学処理の種類によっては、化学処理槽の前後に前処槽3や後処理槽5などの設備を省略しても良いし、同じ処理槽を複数設けても良く、他の必要装置を設けても良い。
本発明で使用する化学処理槽4、前処理槽3、および後処理槽5は、ワーク17を搬入して化学処理する際に、少なくとも上端をエンドレスベルト8に設けられた搬送クランプ14により把持してワーク面を鉛直状態としたワーク17のワーク面にめっきや脱脂、洗浄などを施す処理槽であり、各処理槽によって化学処理されたワーク17は、最終の処理槽(図1、2では後処理槽5)を搬出された後に、ワーク巻取装置2で巻き取られるが、その巻取の際に、搬送方向変更装置11を経ることによって、鉛直状態で搬送されていたワークが水平状態で搬送されるワークとなり、水平方向にワーク17を巻き取る巻取支持軸12(図1)を設定したワーク巻取装置2に巻き取られる。
具体的な実施例としては、図3に示されるような搬送方向変更装置11を用いると良い。
この搬送方向変更ローラーは、円柱状部材に傾斜を設けた公知のターンバーを用いても良いが、円柱状部材によってワークに過大な張力がかからないよう、その円柱状に、自由回転する球体を多数設け、その球体上をワークが接触して移動する構成の搬送方向変更ローラー10aや、円柱状部材に多数の孔が開口され、その孔からエアーや不活性ガスを噴出することで、前記ワークを非接触状態で移動することができる搬送方向変更ローラー10aを用いる事が望ましい。
図1から図3で示されるように、水平状態の巻取軸でワークを巻き取ることで、その巻き取る量が多くなっても、すなわち巻径が大きく、ワークの巻取コイル自重が増大しても巻き乱れによるワーク表面不良の発生を防ぐことができる。
従来使用していた図4の配置模式平面図に示す化学処理装置30を用いて、実施例1と同じ条件でめっき材を作製したところ、300mの処理を超えたところで、ワークの巻き乱れが生じ始めたため、その後、ワークの搬送張力を100Nに上げてめっき材の作製を行わなければならなかった。
2 ワーク巻取装置
3 前処理槽
4 化学処理槽(実施例ではめっき漕)
5 後処理槽
6、7 エンドレスベルトの折り返し用プーリー
8 エンドレスベルト
10a 搬送方向変更ローラー
10b 水平ローラー
11 搬送方向変更装置
12 ワーク巻取支持軸
13a 巻取装置駆動用モーター
13b 巻取装置設置台
14 上端搬送クランプ
15、16 エンドレスベルトの折り返し用プーリーの回転支持軸
17 ワーク
17a 巻き取られたワークコイル
18 ワーク供給装置支持軸
19 装置架台
20 本発明の低張力搬送化学処理装置
30 従来の化学処理装置
Claims (3)
- 長尺シート状のワークを連続的にワーク供給装置から供給して化学処理槽に搬入して化学処理した後、ワーク巻取装置により連続的に巻き取る低張力搬送化学処理装置において、
前記化学処理槽が、ワークを化学処理槽に搬入して化学処理する際に、少なくともワーク上端を搬送クランプ群により把持してワーク面を鉛直状態としたワークのワーク面に化学処理を施す化学処理槽であり、且つ、前記ワーク巻取装置が、ワークを巻き取る際に化学処理された鉛直状態のワークを水平状態のワークとする搬送方向変更装置を通過した水平状態のワークを巻き取る水平方向ワーク巻取装置であることを特徴とする低張力搬送化学処理装置。 - 前記搬送方向変更装置が、ワーク面が鉛直状態で水平方向に搬送されているワークの搬送方向を鉛直方向に変更する手段と、前記搬送方向を鉛直方向に変更されたワークをワーク面を水平状態とし、且つ水平方向に搬送する手段とからなることを特徴とする請求項1記載の低張力搬送化学処理装置。
- 前記搬送方向変更装置が、前記鉛直状態のワークの搬送方向を鉛直方向に変更する搬送方向変更ローラーと、前記搬送方向変更ローラーを通過したワークをワーク面を水平状態とし、且つ水平方向に搬送する水平ローラーとからなることを特徴とする請求項1又は2に記載の低張力搬送化学処理装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011122766A JP5630657B2 (ja) | 2011-05-31 | 2011-05-31 | 化学処理装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011122766A JP5630657B2 (ja) | 2011-05-31 | 2011-05-31 | 化学処理装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012251181A true JP2012251181A (ja) | 2012-12-20 |
| JP5630657B2 JP5630657B2 (ja) | 2014-11-26 |
Family
ID=47524266
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011122766A Active JP5630657B2 (ja) | 2011-05-31 | 2011-05-31 | 化学処理装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5630657B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60252554A (ja) * | 1984-05-28 | 1985-12-13 | Hirano Giken Kogyo Kk | 連続長尺金属薄板搬送方法および該方法に使用する金属板吊り下げ搬送装置 |
| JPH02106546A (ja) * | 1989-08-26 | 1990-04-18 | Hirano Giken Kogyo Kk | 連続長尺金属薄板吊り下げ搬送装置 |
| JP2009120889A (ja) * | 2007-11-13 | 2009-06-04 | Sumitomo Metal Mining Co Ltd | 化学処理装置 |
-
2011
- 2011-05-31 JP JP2011122766A patent/JP5630657B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60252554A (ja) * | 1984-05-28 | 1985-12-13 | Hirano Giken Kogyo Kk | 連続長尺金属薄板搬送方法および該方法に使用する金属板吊り下げ搬送装置 |
| JPH02106546A (ja) * | 1989-08-26 | 1990-04-18 | Hirano Giken Kogyo Kk | 連続長尺金属薄板吊り下げ搬送装置 |
| JP2009120889A (ja) * | 2007-11-13 | 2009-06-04 | Sumitomo Metal Mining Co Ltd | 化学処理装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5630657B2 (ja) | 2014-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5630658B2 (ja) | 化学処理装置、めっき装置およびその装置を用いためっき処理方法 | |
| JP2011504862A (ja) | 薄基板搬送用ローラ組及びそれを用いたケミカル処理方法 | |
| KR20100112345A (ko) | 인쇄회로기판의 비접촉 웨트처리 반송방법 | |
| JP5440410B2 (ja) | 金属化樹脂フィルムの製造方法及び製造装置 | |
| JP2008266016A (ja) | 無張力ロール・ツー・ロール装置及びこれを利用した材料の移送方法 | |
| JP5928317B2 (ja) | 加熱処理装置及びシート状基材の製造方法 | |
| US20060144988A1 (en) | Device and method for transporting film carrier tape for mounting electronic components | |
| JP5630657B2 (ja) | 化学処理装置 | |
| JP2010179987A (ja) | 表面処理システムおよび表面処理方法 | |
| JP5720424B2 (ja) | 化学処理装置 | |
| JP5682859B2 (ja) | めっき処理装置およびめっき基板の製造方法 | |
| KR101220868B1 (ko) | 수직 연속형 도금장치 | |
| CN213266750U (zh) | 镀覆装置 | |
| JP2006283044A (ja) | フィルムへの連続めっき装置および方法 | |
| KR100740603B1 (ko) | 동박도금장치 | |
| JP6332105B2 (ja) | 巻取体の装着方法及び脱着方法 | |
| CN212355893U (zh) | 卷式湿制程生产设备的张力传输装置 | |
| TWM606113U (zh) | 鍍覆裝置 | |
| JP6048357B2 (ja) | 化学処理装置 | |
| JP4364743B2 (ja) | 長尺薄帯状部材用搬送装置を備えた長尺薄帯状部材用処理装置及びフィルムキャリアテープ用搬送装置を備えたスクリーン印刷機 | |
| JP5761124B2 (ja) | 連続めっき装置および連続めっき方法 | |
| JP2020012131A (ja) | エッチング装置、エッチング方法及びプリント配線板の製造方法 | |
| JP5617653B2 (ja) | メッキ処理装置 | |
| JP2011074416A (ja) | 帯状被処理物の置換めっき処理装置、及び置換めっき処理方法 | |
| JP2010209399A (ja) | めっき処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140613 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140911 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140924 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5630657 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |