JP2012253167A - 熱伝導性絶縁シート、金属ベース基板及び回路基板 - Google Patents
熱伝導性絶縁シート、金属ベース基板及び回路基板 Download PDFInfo
- Publication number
- JP2012253167A JP2012253167A JP2011123971A JP2011123971A JP2012253167A JP 2012253167 A JP2012253167 A JP 2012253167A JP 2011123971 A JP2011123971 A JP 2011123971A JP 2011123971 A JP2011123971 A JP 2011123971A JP 2012253167 A JP2012253167 A JP 2012253167A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- oriented
- metal base
- conductive insulating
- thermally conductive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 57
- 239000002184 metal Substances 0.000 title claims abstract description 57
- 239000000758 substrate Substances 0.000 title claims abstract description 39
- 238000009413 insulation Methods 0.000 title claims abstract description 23
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims abstract description 55
- 229910052582 BN Inorganic materials 0.000 claims abstract description 54
- 239000004020 conductor Substances 0.000 claims abstract description 24
- 239000000463 material Substances 0.000 claims abstract description 17
- 239000003795 chemical substances by application Substances 0.000 claims description 20
- 239000003822 epoxy resin Substances 0.000 claims description 20
- 229920000647 polyepoxide Polymers 0.000 claims description 20
- 125000001624 naphthyl group Chemical group 0.000 claims description 10
- 238000010030 laminating Methods 0.000 claims description 8
- 238000003475 lamination Methods 0.000 claims description 4
- 230000017525 heat dissipation Effects 0.000 abstract description 37
- 239000002585 base Substances 0.000 description 44
- 239000010410 layer Substances 0.000 description 33
- 239000002245 particle Substances 0.000 description 20
- 239000011342 resin composition Substances 0.000 description 20
- 239000000843 powder Substances 0.000 description 17
- 238000000034 method Methods 0.000 description 13
- 239000011888 foil Substances 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 11
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 10
- 238000005530 etching Methods 0.000 description 10
- 239000011256 inorganic filler Substances 0.000 description 10
- 229910003475 inorganic filler Inorganic materials 0.000 description 10
- 239000011889 copper foil Substances 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical group [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000011049 filling Methods 0.000 description 6
- 230000005855 radiation Effects 0.000 description 6
- 238000011282 treatment Methods 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 239000004065 semiconductor Substances 0.000 description 4
- 239000007822 coupling agent Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 206010037660 Pyrexia Diseases 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 150000008065 acid anhydrides Chemical class 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 229920003180 amino resin Polymers 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- ORTQZVOHEJQUHG-UHFFFAOYSA-L copper(II) chloride Chemical compound Cl[Cu]Cl ORTQZVOHEJQUHG-UHFFFAOYSA-L 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 238000000113 differential scanning calorimetry Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000005087 graphitization Methods 0.000 description 2
- 150000002460 imidazoles Chemical class 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229920003986 novolac Polymers 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 238000005488 sandblasting Methods 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 125000005577 anthracene group Chemical group 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 229960003280 cupric chloride Drugs 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 125000003367 polycyclic group Chemical group 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000001931 thermography Methods 0.000 description 1
- VLCLHFYFMCKBRP-UHFFFAOYSA-N tricalcium;diborate Chemical compound [Ca+2].[Ca+2].[Ca+2].[O-]B([O-])[O-].[O-]B([O-])[O-] VLCLHFYFMCKBRP-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Landscapes
- Laminated Bodies (AREA)
- Insulated Metal Substrates For Printed Circuits (AREA)
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Inorganic Insulating Materials (AREA)
Abstract
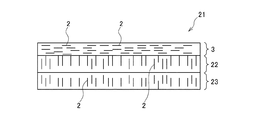
【解決手段】六方晶窒化ホウ素2が厚さ方向に配向している1又は複数の縦配向シート4上に、六方晶窒化ホウ素2が幅方向又は長さ方向に配向している1又は横配向シート3を積層し、熱伝導性絶縁シート1とする。その際、縦配向シート4の総厚が、横配向シート3の総厚よりも厚くなるようにする。また、金属ベース材上に、熱伝導性絶縁シート1と導体層とをこの順に、かつ横配向シート3が導体層側になるように積層して金属ベース基板とする。更に、金属ベース基板の導体層を加工して、金属ベース回路基板とする。
【選択図】図1
Description
この熱伝導性絶縁シートは、前記縦配向シート及び前記横配向シートを、少なくとも、エポキシ樹脂と、硬化剤と、六方晶窒化ホウ素を含有し、前記エポキシ樹脂及び前記硬化剤の少なくとも一方が多環芳香族構造を有する樹脂組成物の硬化物で形成することができる。
その場合、前記エポキシ樹脂及び前記硬化剤の少なくとも一方が、ナフタレン構造を有するものであってもよい。
また、前記縦配向シートは、前記横配向シートを積層し、その積層方向に切断して形成した角柱状配向体の集合体で構成することもできる。
更に、Bステージ状態の縦配向シートに、Bステージ状態の横配向シートを積層した後、加熱してCステージ状態にしてもよい。
更にまた、この熱伝導性絶縁シートは、例えば、横配向シートが発熱する部品側になるよう配置される。
本発明の第1の実施形態に係る熱伝導性絶縁シートについて説明する。図1は本実施形態の熱伝導性絶縁シートの構成を模式的に示す図である。図1に示すように、本実施形態の熱伝導性絶縁シート1は、六方晶窒化ホウ素2が厚さ方向に配向している縦配向シート4の上に、六方晶窒化ホウ素2が幅方向又は長さ方向に配向している横配向シート3が積層された構成となっている。そして、この熱伝導性絶縁シート1は、横配向シート3が、発熱する部品側になるよう配置される。
横配向シート3は、少なくとも、エポキシ樹脂と、硬化剤と、六方晶窒化ホウ素を有する樹脂組成物を硬化させて成形したものであり、その幅方向又は長さ方向に六方晶窒化ホウ素2が配向している。また、この横配向シート3を形成する樹脂組成物では、エポキシ樹脂及び硬化剤の少なくとも一方がナフタレン構造を有している。
本実施形態の熱伝導性絶縁シート1に使用されるエポキシ樹脂は、1分子中に2個以上のエポキシ基を有するエポキシ化合物であればよく、特に、分子中にナフタレン構造やアントラセン構造などの多環芳香族構造を有するものが好ましい。その中でも、ナフタレン構造は、常温で液状であり、六方晶窒化ホウ素2との濡れ性が良好であるため、分子中にナフタレン構造を有するエポキシ樹脂を使用することにより、六方晶窒化ホウ素2の充填率を高め、放熱性及び耐熱性を向上させることができる。
本実施形態の熱伝導性絶縁シート1に使用される硬化剤は、前述したエポキシ樹脂の硬化剤であり、具体的には、フェノールノボラック樹脂、酸無水物樹脂、アミノ樹脂、イミダゾール類などを使用することができる。この硬化剤についても、多環芳香族構造を有するものが好ましく、特に、ナフタレン構造を有するものが好ましい。これにより、六方晶窒化ホウ素2の充填率を高め、放熱性及び耐熱性を向上させることができる。
六方晶窒化ホウ素2は、黒鉛に似た燐片状結晶構造を有し、熱伝導性、耐熱性及び電気絶縁性に優れた平板状粒子である。このため、六方晶窒化ホウ素2を高充填することにより、放熱性に優れた熱伝導性絶縁シートが得られる。一方、六方晶窒化ホウ素2を高充填すると、成形性が低下するという問題点がある。そこで、本実施形態の熱伝導性絶縁シートでは、ナフタレン構造を有するエポキシ樹脂及び/又は硬化剤を使用することで、六方晶窒化ホウ素2の高充填化を実現している。

更に、横配向シート3を形成する樹脂組成物には、前述した六方晶窒化ホウ素2と共に、平均粒子径が0.5〜4.0μmの無機フィラーの微粉が配合されていることが望ましい。六方晶窒化ホウ素2の粗粉と共に、無機フィラーの微粉を配合することにより、粗粉間に微粉が充填され、全体しての充填率を増加させることができる。
横配向シート3を形成する樹脂組成物には、前述した各成分に加えて、有機溶剤、カップリング剤及び界面活性剤などが配合されていてもよい。
横配向シート3は、下記数式2により求められる配向度(Orientation Index)がO.I<<1.0であることが好ましい。これにより、熱を広範囲に拡散させることができるため、伝熱面積が増加し、熱放散性能が更に向上する。また、BN粒子の遮蔽効果により、絶縁性も向上させることができる。
横配向シート4は、前述した横配向シート3と同様に、少なくとも、エポキシ樹脂と、硬化剤と、六方晶窒化ホウ素を有する樹脂組成物を硬化させて成形したものである。そして、その厚さ方向に、六方晶窒化ホウ素2が配向している。また、この縦配向シート4を形成する樹脂組成物でも、エポキシ樹脂及び硬化剤の少なくとも一方が、多環芳香族構造、特に、ナフタレン構造を有していることが望ましい。
縦配向シート4は、上記数式2により求められる配向度(Orientation Index)がO.I>0.5であることが好ましい。これにより、縦方向(厚さ方向)の伝熱性を高めることができるため、放熱効率が更に向上する。
横配向シート3及び縦配向シート4の厚さは、特に限定するものではなく、用途に応じて適宜設定することができるが、縦配向シート4の厚さを、横配向シート3よりも厚くすることが望ましい。これにより、横方向シート3による熱を拡散させる効果と、縦配向シート4による熱をシート外、例えばヒートシンクや金属ベース材などに、効率よく伝達させる効果を、効率的にかつ相乗的に得ることができる。その結果、放熱性能を更に向上させることができる。
次に、前述した構成の熱伝導性絶縁シート1の製造方法について、説明する。図2(a)〜(e)は本実施形態の熱伝導性絶縁シート1の製造方法の一例を、その工程順に示す模式図である。本実施形態の熱伝導性絶縁シート1は、六方晶窒化ホウ素2が幅方向又は長さ方向に配向している横配向シート3と、六方晶窒化ホウ素2が厚さ方向に配向している縦配向シート4とを個別に作製した後、積層することもできるが、1つの成形体から、横配向シート3及び縦配向シート4を切り出してもよい。
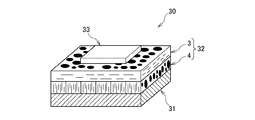
本発明の第2の実施形態に係る金属ベース基板について説明する。図4は本実施形態の金属ベース基板の構成を模式的に示す図である。なお、図4においては、図1に示す熱伝導性絶縁シート1の構成要素と同じものには、同じ符号を付し、その詳細な説明は省略する。図4に示すように、本実施形態の金属ベース基板30は、金属ベース材31上に、Cステージ状態の熱伝導性絶縁層32が形成されており、その上に導体箔33が積層されている。
金属ベース材31の材質は、特に限定されるものではないが、アルミニウム、鉄、銅、ステンレス又はこれらの合金が好ましく、特に、放熱性、価格、軽量性及び加工性の面でバランスが取れているという点で、アルミニウムが好ましい。また、金属ベース材31は、熱伝導性絶縁層32との密着性を向上させるため、熱伝導性絶縁層32との接着面に、アルマイト処理、脱脂処理、サンドブラスト、エッチング、各種メッキ処理、カップリング剤などを使用したプライマー処理などの各種表面処理が施されていることが望ましい。
熱伝導性絶縁層32は、前述した第1の実施形態又はその変形例の熱伝導性絶縁シートで構成されている。即ち、熱伝導性絶縁層32は、六方晶窒化ホウ素2が厚さ方向に配向している1又は2以上の縦配向シート4の上に、六方晶窒化ホウ素2が幅方向又は長さ方向に配向している1又は2以上の横配向シート3が積層された構成となっている。
導体箔33には、例えば、アルミニウム、鉄、銅、ステンレス若しくはこれらの合金からなる箔材又はクラッド箔を使用することができ、特に、電気伝導度及び放熱性の観点から銅箔を使用することが好ましい。また、熱伝導性絶縁層32との密着性を向上させるために、熱伝導性絶縁層32との接着面に、脱脂処理、サンドブラスト、エッチング、各種メッキ処理、カップリング剤などを使用したプライマー処理などの各種表面処理が施されていることが望ましい。
Cステージ状態の熱伝導性絶縁層32を含む金属ベース基板の熱抵抗は、1.0℃/W以下であることが好ましく、0.9℃/W以下であることがより好ましい。これにより、より高品質で高放熱の金属ベース回路基板を実現することができる。
次に、本実施形態の金属ベース基板30の製造方法について説明する。図5(a)〜(c)は本実施形態の金属ベース基板の製造方法の一例を、その工程順に示す模式図である。図5(a)に示すように、本実施形態の金属ベース基板30を製造する際は、先ず、金属ベース31上に縦配向シート4aを配置する。その際の縦配向性シート4aはBステージ状態であることが望ましい。また、縦配向シート4aは、図2(a)〜(d)に示す工程により製造された複数の角柱状配向体6が一方向に配列された構成のものでもよい。
本発明の第3の実施形態に係る金属ベース回路基板について説明する。本実施形態の回路基板は、前述した第2の実施形態の金属ベース基板30の導体箔33を加工して、熱伝導性絶縁層32上に所定の導体回路を形成したものである。
下記表1,2に示す組成の樹脂組成物により、横配向樹脂シート及び縦配向樹脂シートを作製し、積層した。その際、エポキシ樹脂には、ナフタレン構造を含有するナフタレン型エポキシ樹脂(DIC社製、HP4032)、硬化剤にはイミダゾール類(四国化成社製、2E4MZ−CN)を使用した。また、カップリング剤には、シランカップリング剤(東レダウコーニング社製、Z−0640N)を使用した。更に、無機フィラーの微粉は、球状の酸化アルミニウム(電気化学工業社製、ASFP−20)を使用した。この酸化アルミニウムは、粒子径が3.0μm以下のものを90体積%含有し、平均粒子径は0.5μmであった。
前述した方法によって作製した実施例及び比較例の熱伝導性絶縁シートを、厚さ1.5mmのアルミニウム板上に積層した後加熱して半硬化状態としたものに、更に、35mm厚の銅箔を貼り合わせた後、完全に硬化させて、金属ベース基板を作製した。次に、各基板を、縦3cm、横4cmの大きさに切り出すと共に、その銅箔を、15mm角を残して、その他の部分をエッチングにより除去して、放熱特性評価用試料とした。
前述した方法によって作製した実施例及び比較例の熱伝導性絶縁シートを、厚さ1.5mmのアルミニウム板上に積層したものに、厚さ0.1mmの銅箔を積層した後、150℃で2.0時間加熱して、熱伝導性絶縁シートを完全に硬化させて、絶縁強度評価用基板を作製した。
前述した放熱特性評価用基板の銅箔を、幅10mmの帯状に残し、その他の部分はエッチングにより除去して、引き剥がし強さ測定用試料とした。そして、東洋ボールドウィン株式会社(株式会社オリエンテック)製 テンシロン試験機 U−1160を用いて、銅箔と基板の角度を90°、引張速度を50mm/分とし、それ以外の条件はJIS C6481に基づいて、試料を剥離したときの荷重を測定した。
2 無機フィラー
3 Cステージ状態の横配向シート
3a Bステージ状態の横配向シート
4、22、23 Cステージ状態の縦配向シート
4a Bステージ状態の縦配向シート
5 積層体
6 角柱状配向体
10 押出成型機
11 切断刃
30 金属ベース基板
31 金属ベース材
32 熱伝導性絶縁層
33 導体箔
Claims (8)
- 六方晶窒化ホウ素が厚さ方向に配向している1又は複数の縦配向シートと、該縦配向シート上に積層され、六方晶窒化ホウ素が幅方向又は長さ方向に配向している1又は横配向シートとを有し、
前記縦配向シートの総厚が、前記横配向シートの総厚よりも厚い熱伝導性絶縁シート。 - 前記縦配向シート及び前記横配向シートは、少なくとも、エポキシ樹脂と、硬化剤と、六方晶窒化ホウ素を含有し、前記エポキシ樹脂及び前記硬化剤の少なくとも一方が多環芳香族構造を有する樹脂組成物の硬化物であることを特徴とする請求項1に記載の熱伝導性絶縁シート。
- 前記エポキシ樹脂及び前記硬化剤の少なくとも一方がナフタレン構造を有することを特徴とする請求項2に記載の熱伝導性絶縁シート。
- 前記縦配向シートは、前記横配向シートを積層し、その積層方向に切断して形成した角柱状配向体の集合体であることを特徴とする請求項1乃至3のいずれか1項に記載の熱伝導性絶縁シート。
- Bステージ状態の縦配向シートに、Bステージ状態の横配向シートを積層した後、加熱してCステージ状態にしたことを特徴する請求項1乃至4のいずれか1項に記載の熱伝導性絶縁シート。
- 横配向シートが発熱する部品側になるよう配置されることを特徴とする請求項1乃至5のいずれか1項に記載の熱伝導性絶縁シート。
- 金属ベース材上に絶縁層と導体層とがこの順に積層された金属ベース基板であって、
前記絶縁層が請求項1乃至6のいずれか1項に記載の熱伝導性絶縁シートであり、前記導体層は前記横配向シート上に形成されている金属ベース基板。 - 金属ベース材上に絶縁層が形成され、前記絶縁層上に導体回路が形成されている金属ベース回路基板であって、
前記絶縁層が請求項1乃至6のいずれか1項に記載の熱伝導性絶縁シートであり、前記導体回路は前記横配向シート上に形成されている回路基板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011123971A JP2012253167A (ja) | 2011-06-02 | 2011-06-02 | 熱伝導性絶縁シート、金属ベース基板及び回路基板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011123971A JP2012253167A (ja) | 2011-06-02 | 2011-06-02 | 熱伝導性絶縁シート、金属ベース基板及び回路基板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012253167A true JP2012253167A (ja) | 2012-12-20 |
Family
ID=47525719
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011123971A Pending JP2012253167A (ja) | 2011-06-02 | 2011-06-02 | 熱伝導性絶縁シート、金属ベース基板及び回路基板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012253167A (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101418706B1 (ko) | 2012-07-10 | 2014-07-10 | 히타치 긴조쿠 가부시키가이샤 | 섀시 및 섀시의 제조 방법 |
| JP2014148094A (ja) * | 2013-02-01 | 2014-08-21 | Sumitomo Bakelite Co Ltd | 熱伝導シートおよび熱伝導シートの製造方法 |
| JP2015220300A (ja) * | 2014-05-16 | 2015-12-07 | パナソニックIpマネジメント株式会社 | 熱伝導体 |
| KR20160120486A (ko) * | 2015-04-08 | 2016-10-18 | 삼성전기주식회사 | 회로기판 및 회로기판 제조방법 |
| KR20160120481A (ko) * | 2015-04-08 | 2016-10-18 | 삼성전기주식회사 | 회로기판 |
| KR20160126290A (ko) * | 2015-04-23 | 2016-11-02 | 삼성전기주식회사 | 인쇄회로기판, 반도체 패키지 및 그 제조방법 |
| US9558311B2 (en) | 2013-10-31 | 2017-01-31 | International Business Machines Corporation | Surface region selection for heat sink placement |
| JP2018022767A (ja) * | 2016-08-03 | 2018-02-08 | 三菱瓦斯化学株式会社 | 熱伝導シートの製造方法 |
| JP2019114755A (ja) * | 2017-12-26 | 2019-07-11 | 京セラ株式会社 | ヒートシンクおよびこれを用いた電子装置 |
| WO2019160004A1 (ja) * | 2018-02-14 | 2019-08-22 | 積水ポリマテック株式会社 | 熱伝導性シート |
| JP2021104672A (ja) * | 2018-04-17 | 2021-07-26 | 積水化学工業株式会社 | 絶縁シート、積層体、及び基板 |
| JP2021158259A (ja) * | 2020-03-27 | 2021-10-07 | 株式会社ノリタケカンパニーリミテド | セラミックスシート、セラミックスシートの製造方法およびグリーンシート |
| CN114421143A (zh) * | 2021-12-30 | 2022-04-29 | 哈尔滨工业大学(深圳) | 一种柔性天线传感器及其制备方法 |
| WO2025204286A1 (ja) * | 2024-03-29 | 2025-10-02 | イビデン株式会社 | 複合部材及びその製造方法、並びに蓄電装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01102988A (ja) * | 1987-10-16 | 1989-04-20 | Tokyo Electric Co Ltd | 回路用金属基板 |
| JPH05174623A (ja) * | 1991-12-20 | 1993-07-13 | Matsushita Electric Works Ltd | 絶縁シートとそれを使った金属配線板およびそれらの製造方法 |
| JP2003060134A (ja) * | 2001-08-17 | 2003-02-28 | Polymatech Co Ltd | 熱伝導性シート |
| JP2009094110A (ja) * | 2007-10-03 | 2009-04-30 | Denki Kagaku Kogyo Kk | 放熱部材、及びそのシート、およびその製造方法 |
| JP2010044998A (ja) * | 2008-08-18 | 2010-02-25 | Sekisui Chem Co Ltd | 絶縁シート及び積層構造体 |
| JP2010253730A (ja) * | 2009-04-22 | 2010-11-11 | Sumitomo Electric Ind Ltd | 放熱材料、プリント基板およびプリント基板の製造方法 |
| JP2011012193A (ja) * | 2009-07-03 | 2011-01-20 | Denki Kagaku Kogyo Kk | 樹脂組成物及びその用途 |
-
2011
- 2011-06-02 JP JP2011123971A patent/JP2012253167A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01102988A (ja) * | 1987-10-16 | 1989-04-20 | Tokyo Electric Co Ltd | 回路用金属基板 |
| JPH05174623A (ja) * | 1991-12-20 | 1993-07-13 | Matsushita Electric Works Ltd | 絶縁シートとそれを使った金属配線板およびそれらの製造方法 |
| JP2003060134A (ja) * | 2001-08-17 | 2003-02-28 | Polymatech Co Ltd | 熱伝導性シート |
| JP2009094110A (ja) * | 2007-10-03 | 2009-04-30 | Denki Kagaku Kogyo Kk | 放熱部材、及びそのシート、およびその製造方法 |
| JP2010044998A (ja) * | 2008-08-18 | 2010-02-25 | Sekisui Chem Co Ltd | 絶縁シート及び積層構造体 |
| JP2010253730A (ja) * | 2009-04-22 | 2010-11-11 | Sumitomo Electric Ind Ltd | 放熱材料、プリント基板およびプリント基板の製造方法 |
| JP2011012193A (ja) * | 2009-07-03 | 2011-01-20 | Denki Kagaku Kogyo Kk | 樹脂組成物及びその用途 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101418706B1 (ko) | 2012-07-10 | 2014-07-10 | 히타치 긴조쿠 가부시키가이샤 | 섀시 및 섀시의 제조 방법 |
| JP2014148094A (ja) * | 2013-02-01 | 2014-08-21 | Sumitomo Bakelite Co Ltd | 熱伝導シートおよび熱伝導シートの製造方法 |
| US9558311B2 (en) | 2013-10-31 | 2017-01-31 | International Business Machines Corporation | Surface region selection for heat sink placement |
| JP2015220300A (ja) * | 2014-05-16 | 2015-12-07 | パナソニックIpマネジメント株式会社 | 熱伝導体 |
| KR102411997B1 (ko) | 2015-04-08 | 2022-06-22 | 삼성전기주식회사 | 회로기판 및 회로기판 제조방법 |
| KR20160120486A (ko) * | 2015-04-08 | 2016-10-18 | 삼성전기주식회사 | 회로기판 및 회로기판 제조방법 |
| KR20160120481A (ko) * | 2015-04-08 | 2016-10-18 | 삼성전기주식회사 | 회로기판 |
| JP2016201532A (ja) * | 2015-04-08 | 2016-12-01 | サムソン エレクトロ−メカニックス カンパニーリミテッド. | 回路基板 |
| KR102411999B1 (ko) * | 2015-04-08 | 2022-06-22 | 삼성전기주식회사 | 회로기판 |
| KR102472945B1 (ko) | 2015-04-23 | 2022-12-01 | 삼성전기주식회사 | 인쇄회로기판, 반도체 패키지 및 그 제조방법 |
| KR20160126290A (ko) * | 2015-04-23 | 2016-11-02 | 삼성전기주식회사 | 인쇄회로기판, 반도체 패키지 및 그 제조방법 |
| JP2018022767A (ja) * | 2016-08-03 | 2018-02-08 | 三菱瓦斯化学株式会社 | 熱伝導シートの製造方法 |
| JP7025204B2 (ja) | 2017-12-26 | 2022-02-24 | 京セラ株式会社 | ヒートシンクおよびこれを用いた電子装置 |
| JP2019114755A (ja) * | 2017-12-26 | 2019-07-11 | 京セラ株式会社 | ヒートシンクおよびこれを用いた電子装置 |
| JP7221487B2 (ja) | 2018-02-14 | 2023-02-14 | 積水ポリマテック株式会社 | 熱伝導性シート |
| JPWO2019160004A1 (ja) * | 2018-02-14 | 2021-02-18 | 積水ポリマテック株式会社 | 熱伝導性シート |
| WO2019160004A1 (ja) * | 2018-02-14 | 2019-08-22 | 積水ポリマテック株式会社 | 熱伝導性シート |
| US11610829B2 (en) | 2018-02-14 | 2023-03-21 | Sekisui Polymatech Co., Ltd. | Heat-conductive sheet |
| JP2021104672A (ja) * | 2018-04-17 | 2021-07-26 | 積水化学工業株式会社 | 絶縁シート、積層体、及び基板 |
| JP2021158259A (ja) * | 2020-03-27 | 2021-10-07 | 株式会社ノリタケカンパニーリミテド | セラミックスシート、セラミックスシートの製造方法およびグリーンシート |
| JP7446138B2 (ja) | 2020-03-27 | 2024-03-08 | 株式会社ノリタケカンパニーリミテド | セラミックスシート、セラミックスシートの製造方法およびグリーンシート |
| CN114421143A (zh) * | 2021-12-30 | 2022-04-29 | 哈尔滨工业大学(深圳) | 一种柔性天线传感器及其制备方法 |
| CN114421143B (zh) * | 2021-12-30 | 2024-05-07 | 哈尔滨工业大学(深圳) | 一种柔性天线传感器及其制备方法 |
| WO2025204286A1 (ja) * | 2024-03-29 | 2025-10-02 | イビデン株式会社 | 複合部材及びその製造方法、並びに蓄電装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6023474B2 (ja) | 熱伝導性絶縁シート、金属ベース基板及び回路基板、及びその製造方法 | |
| JP2012253167A (ja) | 熱伝導性絶縁シート、金属ベース基板及び回路基板 | |
| JP6313766B2 (ja) | 窒化ホウ素−樹脂複合体回路基板、窒化ホウ素−樹脂複合体放熱板一体型回路基板 | |
| TWI763868B (zh) | 散熱片材、散熱片材之製造方法及積層體 | |
| TWI759481B (zh) | 絕緣性片材及積層體 | |
| WO2018181606A1 (ja) | 伝熱部材及びこれを含む放熱構造体 | |
| JP7271176B2 (ja) | 樹脂材料、樹脂材料の製造方法及び積層体 | |
| JP4893415B2 (ja) | 放熱性フィルム | |
| WO2019112048A1 (ja) | 積層体及び電子装置 | |
| KR101612596B1 (ko) | 적층체 및 파워 반도체 모듈용 부품의 제조 방법 | |
| WO2012026012A1 (ja) | 樹脂組成物及び該樹脂組成物からなる成形体と基板材並びに該基板材を含んでなる回路基板 | |
| US20200216659A1 (en) | Resin material, method for producing resin material, and laminate | |
| TWI772418B (zh) | 絕緣性片材及積層體 | |
| JP7352173B2 (ja) | 組成物、硬化物、多層シート、放熱部品、並びに電子部品 | |
| WO2022255450A1 (ja) | 樹脂シート、積層体、及び半導体装置 | |
| KR102524427B1 (ko) | 절연성 시트 및 적층체 | |
| JP2023107225A (ja) | 積層体、及び半導体装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141111 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150512 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150707 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150811 |