JP2012507468A - 光学的構成要素を製造するための方法およびシリンダ状の半製品 - Google Patents
光学的構成要素を製造するための方法およびシリンダ状の半製品 Download PDFInfo
- Publication number
- JP2012507468A JP2012507468A JP2011535078A JP2011535078A JP2012507468A JP 2012507468 A JP2012507468 A JP 2012507468A JP 2011535078 A JP2011535078 A JP 2011535078A JP 2011535078 A JP2011535078 A JP 2011535078A JP 2012507468 A JP2012507468 A JP 2012507468A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- quartz glass
- finished product
- semi
- intermediate layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01446—Thermal after-treatment of preforms, e.g. dehydrating, consolidating, sintering
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/06—Doped silica-based glasses
- C03B2201/08—Doped silica-based glasses doped with boron or fluorine or other refractive index decreasing dopant
- C03B2201/12—Doped silica-based glasses doped with boron or fluorine or other refractive index decreasing dopant doped with fluorine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/131—Glass, ceramic, or sintered, fused, fired, or calcined metal oxide or metal carbide containing [e.g., porcelain, brick, cement, etc.]
- Y10T428/1317—Multilayer [continuous layer]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2933—Coated or with bond, impregnation or core
- Y10T428/2964—Artificial fiber or filament
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Thermal Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Glass Melting And Manufacturing (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
Abstract
合成石英ガラスからのファイバ製造の際に使用するための寸法的に正確な半製品を製造する公知方法の場合、石英ガラスの内側シリンダの外壁上に煤状SiO2層が施こされ、この煤状SiO2層は、燒結処理に掛けられ、この場合燒結帯域は、外側から内向きに煤状SiO2層を通じて移動する。これから出発して、一面で寸法的に正確で変形の少ない製造を達成させ、他面、高い費用有効性を達成させるために、本発明によれば、燒結処理を中断することが提案され、その後に燒結帯域は、内側シリンダの外壁に到達し、したがって、内側シリンダの外壁上に、細孔を含む合成石英ガラスからなる中間層が残存する。こうして得られた半製品は、光学的構成要素に引き伸ばされ、その際、中間層は、完全に透明な石英ガラスに燒結する。
Description
本発明は、次の処理工程:
外壁を有する、合成石英ガラスからなる内側シリンダを煤状SiO2層で被覆し、
この煤状SiO2層を燒結処理に掛け、この場合、この煤状SiO2層を外側から加熱し、その際に透明な石英ガラスからの外側層の形成下に燒結帯域は、外側から内向きに煤状SiO2層を通じて移動することを含む、シリンダ状の半製品を合成石英ガラスから引き伸ばすことによって光学的構成要素を製造するための方法に関する。
外壁を有する、合成石英ガラスからなる内側シリンダを煤状SiO2層で被覆し、
この煤状SiO2層を燒結処理に掛け、この場合、この煤状SiO2層を外側から加熱し、その際に透明な石英ガラスからの外側層の形成下に燒結帯域は、外側から内向きに煤状SiO2層を通じて移動することを含む、シリンダ状の半製品を合成石英ガラスから引き伸ばすことによって光学的構成要素を製造するための方法に関する。
更に、本発明は、光学的構成要素を製造するためのシリンダ状の半製品に関連する。
光学的構成要素は、光ファイバまたは光ファイバを圧伸成形するためのプリフォームである。本発明により製造すべき光ファイバは、完全に透明であり、空隙を含まない。
従来技術
光ファイバの製造に使用されるコアロッドは、典型的には内側の比較的薄手のジャケットガラス層によって包囲されているコアガラス領域を有する。更に、ジャケットガラスは、コアロッドを合成石英ガラスで被覆することによってもたらされるか、またはコアロッドを合成石英ガラスからなる1つ以上の中空シリンダでオーバークラディングすることによってもたらされる。
光ファイバの製造に使用されるコアロッドは、典型的には内側の比較的薄手のジャケットガラス層によって包囲されているコアガラス領域を有する。更に、ジャケットガラスは、コアロッドを合成石英ガラスで被覆することによってもたらされるか、またはコアロッドを合成石英ガラスからなる1つ以上の中空シリンダでオーバークラディングすることによってもたらされる。
双方の場合に、SiO2粒子からなる多孔質の煤層が基体上に析出され、この煤層が前記ファイバ製造の際にジャケットガラスとして利用される透明な石英ガラスに燒結されることは、通常のことである。
こうして、例えば米国特許第6422042号明細書には、煤状SiO2層を弗素ドーピングされた石英ガラスからなる管のジャケット面上に施こすことにより、光ファイバ用プリフォームを製造するための半製品の製造方法が記載されている。コアロッドは、石英ガラス管の内部ボア内に導入され、引続き熱間プロセス中に煤層は、燒結され、同時に石英ガラス管は、コアロッド上に圧潰される。
ドイツ連邦共和国特許第10155134号明細書Cの記載から、光学的プリフォームを製造する方法は、公知であり、この場合多孔質の煤状SiO2層は、その長手軸線を中心に回転するコアロッドのジャケット面上に直接析出される。コアロッドの石英ガラス中へのヒドロキシル基の取り込みを回避させるために、煤状SiO2層は、水素不含の反応帯域中、例えば水素不含のプラズマ中で析出される。
冒頭に記載した概念の半製品および方法は、WO 2008/071759A1の記載から公知である。その中には、前記ファイバ製造用の半製品として使用するための石英ガラスからなる中空シリンダを製造するために、石英ガラスからなるインナーチューブに多孔質の煤状SiO2層を備えさせる方法が提案されている。引続き、煤状SiO2層は、インナーチューブの内側が石英ガラスの変性温度を下廻ったままであるように燒結される。これは、例えば燒結プロセスの際に冷却剤をインナーチューブの内部ボアに導通させることによって達成される。
こうして、平滑な内側表面を有する中空シリンダを幾何学的なずれなしに製造することができ、この中空シリンダは、もはや機械的な後加工が不要であり、前記ファイバ製造用の半製品として直接使用可能である。しかし、この方法は、インナーチューブの変形を阻止するために、インナーチューブの冷却時に大量の冷却剤を使用しなければならないという欠点を有する。
技術課題の設定
従って、本発明は、一面で寸法的に正確で変形の少ない製造の利点を保証し、他面、安価である、前記ファイバまたはプリフォームの製造の際に使用するための半製品の製造法を記載するという課題を基礎とする。
従って、本発明は、一面で寸法的に正確で変形の少ない製造の利点を保証し、他面、安価である、前記ファイバまたはプリフォームの製造の際に使用するための半製品の製造法を記載するという課題を基礎とする。
更に、本発明は、安価に製造可能であり、および高い寸法精度によって区別される、光ファイバまたはプリフォームの製造に適した半製品を準備するという課題を基礎とする。
この方法に関連して、この課題は、冒頭に記載した概念の方法から出発して、本発明によれば、
燒結処理が中断され、その後に燒結帯域が内側シリンダの外壁に到達し、したがって、外側層と内側シリンダの外壁との間に、細孔を含む合成石英ガラスからなる中間層が残存している半製品が得られ、
この半製品が光学的構成要素に引き伸ばされ、その際、中間層は、完全に透明な石英ガラスに燒結することによって解決される。
燒結処理が中断され、その後に燒結帯域が内側シリンダの外壁に到達し、したがって、外側層と内側シリンダの外壁との間に、細孔を含む合成石英ガラスからなる中間層が残存している半製品が得られ、
この半製品が光学的構成要素に引き伸ばされ、その際、中間層は、完全に透明な石英ガラスに燒結することによって解決される。
内側シリンダは、特に溶融液流中で形成された、平滑な内壁を有する石英ガラス管であるか、またはロッド、例えばコアロッドである。
内側シリンダは、公知方法で煤状SiO2層が備えられ、引続き、この煤状SiO2層は、燒結処理で処決される。しかし、公知方法とは異なり、煤層が完全に透明な石英ガラスに燒結されるが、外側から内向きに進行する燒結帯域が内側シリンダの外壁に到達する前に燒結が中断される限り、燒結処理は、実施されない。
こうして、両側が石英ガラスによって包囲されている、多孔質の不透明な中間層は、内側シリンダの外壁に形成される。この処理形式は、多数の利点を有する。
(1)前記煤層は、燒結処理中に部分的にのみ燒結される。それによって、よりいっそう低い燒結温度および/またはよりいっそう短い燒結時間が生じ、したがって、いずれにしても、必要とされる火力は、煤層の完全で十分な燒結に必要とされる火力よりも少ない。この場合、石英ガラスは、断熱材として作用し、したがって、燒結されたガラス質層は、放射線によって伝達されない、火力の割合に対してバリアとして作用し、その結果、バリアの厚さが増大する場合には、よりいっそう高い火力が他の燒結のために必要とされる。従って、まさに、内側シリンダの外壁に直接に隣接する、煤状SiO2層の最も外側の領域は、透明な燒結のために最も高い火力を必要とし、したがって、本発明による方法は、熱エネルギーの節約に貢献する。
(2)燒結温度がよりいっそう低く、および/または燒結時間がよりいっそう短いことによって、さらに、内側シリンダ中へのよりいっそう低いエネルギー入力が達成される。それによって、この内側シリンダは、殆ど熱負荷を受けない。これは、残存する細孔含有の不透明な中間層が内側シリンダへの放射線の伝達を明らかに減少させ、こうして内側シリンダを付加的に熱負荷から保護することに貢献する。それによって、公知技術水準におけるような費用の掛かる冷却手段なしに、内側シリンダの変形は、確実に回避させることができる。
(3)細孔含有の中間層は、内側シリンダの少ない熱負荷を生じ、変形を確実に阻止するので、本発明による方法は、内側シリンダとしてのコアロッドの使用を可能にし、この場合、この多大な努力の下に製造すべき高価な構成要素が損なわれる危険はない。
従って、本発明による方法により製造された半製品は、半径方向に「サンドイッチ構造」を示し、このサンドイッチ構造は、内側から外向きに透明な石英ガラス内側シリンダと、部分的に燒結された、不透明な中間層と、透明な外側層とから構成されている。
この半製品は、光ファイバの製造のために設けられている。従って、この半製品は、1つ以上のその後の熱変形プロセスに掛けられ、この場合この熱変形プロセスは、殊に半製品が単独でかまたは別の構成要素と一緒に光ファイバに引き伸ばされるかまたは光ファイバ用プリフォームに引き伸ばされるような線引きプロセスである。この線引きプロセスは、半製品の石英ガラスの完全な軟化を必要とし、この場合に意外なことに、不透明な中間層は、気泡がなく欠陥のない透明な石英ガラス層に変換され、即ち完全に透明な石英ガラスに燒結されることが示された。
完全な燒結に関連して、半製品のその後に熱処理の際、殊に半製品の引き伸ばしの際に、燒結処理が負圧で実施されることは、特に有利であることが判明し、この場合中間層の細孔は、空胞である。
空胞は、閉鎖された細孔であり、この細孔は、その後の熱処理プロセスにおいて特に短い軟化時間の場合または特に低い軟化温度の場合でも確実に圧潰し、したがって、空隙は、全く残存しない。
閉鎖された空胞の不透明な境界層の細孔が形成されることによって、清浄化媒体が多孔質構造に導入される危険なしに、半製品は、通常の清浄化プロセスに掛けることができる。
他の選択可能な方法によれば、燒結処理は、水素またはヘリウムの下で実施されてもよく、この場合中間層の細孔は、水素またはヘリウムを含有する。
水素およびヘリウムは、石英ガラス中で高い温度で特に簡単に拡散し、したがって、閉鎖された細孔からも拡散によってなお逃出しうるガスである。従って、ガス充填された細孔は、この場合に軟化時間が十分に長くおよび/または軟化温度が十分に高い限り、その後の線引きプロセスで圧潰しうる。
5μm未満の平均細孔直径、特に3μm未満の平均細孔直径を有する細孔が形成されることは、好ましいことが証明された。
中間層の残存する細孔が小さくなればなるほど、半製品の熱変形プロセスの際にこの細孔は、確実に圧潰する。従って、平均細孔直径は、特に2μm未満である。細孔直径は、燒結処理の際に、相応して小さな細孔だけが残存するように中間層が熱的に圧縮される長時間の間、燒結処理が維持されることにより、調節される。最大の細孔直径は、20μmを超えるべきではない。それというのも、このように大きな細孔の際には、完全な圧潰を保証するために長い加熱時間および/または高い加熱温度がその後の熱変形プロセスにおいて必要とされるからである。極めて大きな細孔の場合には、その後の熱変形プロセスにおいて不純物が導入される高い危険性も存在する。
これに関連して、煤状SiO2層が平均で25〜30%の範囲内の相対密度(石英ガラスの密度に対して)を有することは、好ましいことが証明された。
同じ燒結条件(温度および時間)の下で前記煤層の相対密度は、中間層中に残存する細孔の直径に対して影響を及ぼすことが判明した。25%未満の煤層の相対密度は、焼結の際に過度の収縮を必然的に伴い、このような収縮は、その後の熱変形プロセスにおいて取り除くことが困難な歪みおよび不均一性によって付随して現れる。同様に、意外なことに、最初に30%を上廻る煤層の高い相対密度が作用を及ぼしうる。この場合、煤層内には、低いガス透過性を有する領域が形成されがちであり、このような領域は、中間層の均質で稠密な燒結を困難にし、したがって、同様に粗大な気泡をまねきうる。石英ガラスの密度は、2.21g/cm3の値から出発される。
中間層が最大50mmの平均厚さ、特に1〜10mmの範囲内の平均厚さで形成されることは、有効であることが実証された。
残存する中間層が薄手であればあるほど、この中間層は、ますます簡単にその後の熱変形プロセスにおいて完全に除去されることができる。他面、エネルギー節約および内側シリンダの熱負荷の減少に関連する前記中間層の効果は、燒結処理において、中間層が厚手になればなるほど、ますます顕著になる。この効果は、1mm未満の層厚の場合には、もはや殆ど認めることができず、したがって、1〜50mmの記載された範囲は、適当な妥協案を表わす。
チューブ状に構成された内側シリンダが使用される場合、この内側シリンダが、4mm〜25mmの範囲内の平均肉厚および30〜60mmの範囲内の内径を有することは、有効であることが実証された。
この場合、内側シリンダとして、インナーチューブが使用される。本発明による方法において、インナーチューブの内壁の軟化および変形は、回避されるので、インナーチューブは、もはやその後の費用のかかる機械的後加工に掛ける必要はなく、したがって、内部ボアの高い幾何学的精度および表面品質を有するチューブ状の半製品は、低い価格で得ることができる。内側シリンダの肉厚は、本質的に維持すべき煤層の質量および体積によって決定される。この内側シリンダの肉厚は、必要とされる厚さであり、費用の理由からできるだけ薄手であるように選択される。この場合、4mm〜25mmの記載された範囲は、適した妥協案であり、その際、煤層の析出の際または燒結プロセスの際に内部ボア中に導入される支持体、例えば黒鉛ロッドにより支持される、チューブ状の内側シリンダの場合には、数ミリメートルの範囲内の僅かな肉厚で十分である。本発明による方法は、特に小さい内径を有するチューブ状の半製品の製造を可能にする。
更に、10mm〜150mmの範囲内の平均厚さを有する外層を形成することは、好ましいことが証明された。
稠密で透明な石英ガラスからなる外層は、その後のプロセス工程中に半製品を安定化し、および殊に多孔質の中間層をその後の熱処理工程で大気の影響から保護する。この機能は、10mmの外層の最小厚さの際に好ましい。これに対して、150mmを上廻る厚さを有する外層は、一種の熱バリアを表わし、この熱バリアは、その後の熱変形プロセスにおいて多孔質の中間層の稠密な燒結を困難にしうる。
燒結処理中の煤層は、シリンダ状の半製品が前面端部から別の端部へ1つの帯域から1つの帯域へ加熱されることによって燒結されるか、または半製品が全長に亘って同時に加熱されることによって燒結される。
1つの帯域から1つの帯域への燒結の場合、煤層中に存在するガスは、内向きに進行する燒結フロントの前方に駆り立てられ、煤層のなお多孔質の領域から簡単に逃出しうる。これは、閉鎖された細孔の小さな寸法を有する中間層の設定を簡易化する。
本発明による方法の特に好ましい変法の場合、弗素を1000〜15000質量ppmの範囲内で含有する石英ガラスからなる内側シリンダを使用することが設けられている。
公知であるように、ドーパントの弗素の供給は、石英ガラスの屈折率ならびに粘度の双方を低下させる。弗素ドーピングされた石英ガラスの比較的低い粘度は、焼結の際に簡単に内側シリンダの変形を生じうる。本発明による方法は、燒結処理の際に内側シリンダに対する加熱作用を減少させ、このことは、熱的に僅かに安定した石英ガラス、例えば弗素ドーピングされた石英ガラスからなる内側シリンダの使用を可能にする。従って、本発明による方法は、殊に半径方向に不均一な反射率曲線、殊に段階的な反射率曲線を有する半製品を製造するのに特に好適である。
半製品に関連して、上記に記載された課題は、本発明によれば、半製品が透明な合成石英ガラスからなる内側層、細孔を含む合成石英ガラスからなる中間層および透明な合成石英ガラスからなる外側層を有することによって解決され、この場合この細孔は、空胞であるかまたは水素またはヘリウムを含む。
従って、本発明による半製品は、「サンドイッチ構造」を示し、この場合高い多孔度を有する石英ガラスからなる範囲は、透明な石英ガラスからなる範囲の間で密閉されている。稠密な透明石英ガラスの間の多孔質層の「サンドイッチ状」の埋封のために、本発明による半製品は、後加工の前に通常の清浄化方法、例えば液体エッチング溶液中でのエッチングまたはエッチング雰囲気もしくは清浄化雰囲気中での処理に掛けることができ、この場合、それによって清浄剤またはエッチング剤からの不純物が多孔質の中間層中に導入されることはない。
シリンダ状の半製品は、上記の方法につき安価に製造可能であり、この場合内側層が外側層の燒結処理中に熱的に負荷されることは殆んどない。それによって、本発明によるシリンダ状の半製品は、シリンダ対称の僅かなずれを示し、チューブ状の半製品の場合には、高い寸法安定性の内部ボアによってシリンダ対称の僅かなずれを示す。
この半製品は、光ファイバまたは光ファイバ用プリフォームの製造に利用され、1つ以上のその後の熱変形プロセスに掛けることができ、この場合には、半製品を単独でかまたは別の構成要素と一緒に光ファイバまたは光ファイバ用プリフォームに引き伸ばすような線引きプロセスを第1に挙げることができる。このような線引きプロセスは、半製品の石英ガラスの完全な軟化を必要とし、この場合に意外なことに、不透明な中間層は、欠陥のない透明な石英ガラス層に変換され、即ち完全に透明な石英ガラスに燒結されることが示された。
光ファイバまたは光ファイバ用プリフォームのジャケットガラス部分の少なくとも一部分は、本発明による半製品によって形成される。従って、この半製品は、高い価値のある高級な光ファイバの安価な製造に貢献する。
その後の熱処理プロセスまたは線引きプロセスにおける細孔の完全な圧潰に関連して、中間層の細孔は、空胞であるかまたは水素またはヘリウムを含む。空胞は、閉鎖された細孔であり、この細孔は、その後の熱処理プロセスにおいて特に短い軟化時間または低い軟化温度であっても確実に圧潰し、したがって空隙が残存することはない。水素およびヘリウムは、石英ガラス中で高い温度で特に簡単に拡散し、したがって、閉鎖された細孔からも拡散によってなお逃出しうるガスである。従って、ガス充填された細孔は、この場合に軟化時間が十分に長くおよび/または軟化温度が十分に高い限り、その後の熱処理プロセスで圧潰しうる。
更に、細孔の完全な圧潰に関連して、細孔が5μm未満の平均細孔直径、特に3μm未満の平均細孔直径を有することは、有効であることが実証された。
中間層の残りの細孔が小さくなればなるほど、その後の熱変形プロセスの際にこの細孔は、確実に圧潰する。従って、平均細孔直径は、特に3μm未満である。最大の細孔直径は、20μmを超えるべきではない。それというのも、このように大きな細孔の際には、完全な圧潰を保証するために長い加熱時間および/または高い加熱温度がその後の熱変形プロセスにおいて必要とされるからである。極めて大きな細孔の場合には、その後の熱変形プロセスにおいて不純物が導入される高い危険性も存在する。
特に、中間層は、最大50mm、特に5〜10mmの範囲内の平均厚さを有する。
中間層が薄手であればあるほど、この中間層は、ますます簡単にその後の熱変形プロセスにおいて完全に除去されることができる。
更に、内側層がチューブ状に形成され、4mm〜25mmの範囲内の平均厚さおよび30〜60mmの範囲内の内径を有することは、好ましいことが証明された。
この場合、半製品は、チューブ状に構成されており、それに応じて内側層には、内部ボアが備えられている。半製品を製造する際に内側層の比較的僅かな熱負荷のために、この半製品の内部ボアは、高い幾何学的精度および表面品質を示す。燒結プロセス後の内部ボアの内壁の複雑な機械的仕上げ処理は、不要である。
外層が10mm〜150mmの範囲内の平均厚さを有することは、有利であることが証明された。
稠密で透明な石英ガラスからなる外層は、後加工中に半製品を安定化し、および殊に多孔質の中間層をその後の熱処理工程で大気の影響から保護する。この効果は、10mmの外層の最小厚さによって促進される。外層の厚さが150mmを上廻る場合、この外層は、その後の熱変形プロセスにおいて一種の熱バリアを表わし、この熱バリアは、多孔質の中間層の稠密な燒結を困難にしうる。
本発明による半製品の特に好ましい実施態様は、内側層が弗素を1000〜15000質量ppmの範囲内で含有する石英ガラスからなることを示す。
公知であるように、ドーパントの弗素の供給は、石英ガラスの屈折率ならびに粘度の双方を低下させる。弗素ドーピングされた石英ガラスの比較的低い粘度は、外側層の燒結時の加熱の際に簡単に内側層の変形を生じうる。上記に説明した本発明による方法は、燒結処理の際に半製品の内側層に対する加熱衝撃を減少させ、したがって、内層が熱的に殆んど安定性でない石英ガラス、例えば弗素ドーピングされた石英ガラスからなる場合であっても、幾何学的に正確で寸法的に安定した内側層を有する半製品を得ることができる。従って、外側層および中間層がドーピングされていない石英ガラスからなる場合、本発明による半製品は、半径方向に不均一で段階的な屈折率曲線を示す。この種の半製品は、低下された屈折率を有するジャケット部分を示す、いわゆる曲げ非感受性光ファイバの製造に特に好適である。
次に、本発明を、実施例および図面につき詳細に説明する。詳細には、次の図に略示されている。
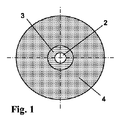
図1は、合成石英ガラスからなるインナーチューブ3上に公知のOVD法により煤状SiO2層4が析出されている、前記インナーチューブ3を略図で示す。インナーチューブ3は、50mmの内径および10mmの肉厚を有する内部ボア2を有する。煤層4は、約27%の平均密度の際に約150mmの厚さを有する。
煤状SiO2層4で被覆されたインナーチューブ3は、燒結処理に掛けられ、その結果として図2に図示された、本発明による半製品1が得られる。
半製品1は、10mmの層厚を有する合成石英ガラスからなる内側層5によって包囲されている、50mmの内径を有する内部ボア2を常に有し、この場合内側層5は、元来の内側層3の合成石英ガラスから形成されている。
内側層5には、外向きに細孔含有石英ガラスからなる中間層6が隣接し、この中間層6には、透明石英ガラスからなる外側層7が隣接する。中間層6および外側層7は、元来の煤層4の合成SiO2から形成されている。外側層7は、元来の煤層4の完全に稠密に燒結された部分を形成し、中間層6は、煤層4の完全には燒結されていない細孔含有部分を形成する。中間層は、約5mmの層厚を有し、外側層は、約61mmの層厚を有する。それに応じて、シリンダ状の半製品1の外径は、全体で約202mmである。
内側層5と中間層6との間の境界面は、不透明な石英ガラスと透明な石英ガラスとの鮮鋭な移行部として直ちに確認することができ、および定義される。これとは異なり、製造法に基づき、細孔容積が零から100%へ上昇する狭い移行部が外側層7と中間層6との間に形成される。細孔容積が最大の細孔容積(100%)の約37%(1/e)であるラインは、前記の2つの部分の間の境界として定義されており、例えばこれは、さらに下記に図3および4につきなお詳説される。
図2に示された半製品を製造するための本発明による方法は、例示的に以下に説明される。
市場でHeraeus Quarzglas GmbH & Co. KG社の「F300」の商品名で入手しうる、合成石英ガラスからなる中空シリンダは、垂直方向の引張法で金型なしに引き伸ばされ、それからインナーチューブ3は、70mmの外径、50mmの内径および10mmの肉厚で得られる。インナーチューブの石英ガラスは、0.2質量ppm未満の典型的なヒドロキシル基含量および2500質量ppm未満の塩素含量を有する。
石英ガラスのインナーチューブ3上にOVD外側蒸着によって煤状SiO2層4が形成される。SiO2粒子は、SiCl4の火炎加水分解によって形成され、インナーチューブ3の長手軸線を中心に回転するインナーチューブ3の外側ジャケット上に積層形式で付着され、したがって、インナーチューブ3上に、約150mmの層厚および27%の相対密度(ドーピングされていない石英ガラスの密度に対して)を有する多孔質の煤状SiO2層4が形成される。
煤層4のヒドロキシル基含量を0.5質量ppm未満の値に減少させるために、被覆されたインナーチューブ3は、脱水処理に掛けられ、この場合この脱水処理は、900℃の温度で窒素雰囲気下での6時間の処理および引続く8時間に亘る900℃の温度で塩素含有雰囲気中での処理を含む。
引続き、多孔質の煤状SiO2層は、垂直方向の帯域燒結法で燒結される。このために、煤層4を備えたインナーチューブ3は、真空炉内に導入され、真空(2ミリバール未満の圧力)下で下端部から開始され、連続的に3mm/分の供給速度で固定の短い環状加熱帯域に供給され、この場合煤層4は、帯域的に下方から上方へ、および同時に外側から内側へ燒結される。加熱帯域の温度は、約1500℃である。
供給速度および温度は、外側から内側へ移動する燒結前面が完全に稠密に燒結された透明な外側層7と、さらに内側に存在し、インナーチューブ5に隣接し、不完全に稠密に燒結され、および空胞を含む不透明な中間層6とが形成されるように選択されている。空胞の平均直径は、約1μmであり、中間層6の相対密度は、石英ガラスの密度の約99%である。
外側層7および中間層6の層厚は、燒結によって約56mmに減少され、したがって、約202mmの外径を有する石英ガラス中空シリンダが生じる。
こうして得られた半製品1の内側層4の内径および肉厚は、元来のインナーチューブ3の寸法に相当する。内部ボアの全長に亘って内径を測定することにより、平均値および元来の直径から0.2mm未満の最大のずれが判明した。
図4は、本発明による半製品1において、外側層7と中間層6との間の移行部を平面図で略示する。中間層6の空胞は、黒色の点として確認することができる。空胞の平均寸法は、明らかに2μm未満である。10μmを上廻る直径を有する空胞は、存在しない。
図3のグラフにおいて、外側層7と中間層6との間の移行部での細孔容積Vp(相対的単位で)は、半製品1の半径(r)に対して略示的にプロットされている。細孔容積は、比較的狭い部分内で零から最大値へ上昇することが見出され、例えばこの細孔容積は、内側層5の直ぐ近くにも見い出される。外側層7と中間層6との間の境界面として、平均細孔容積が1/eの値を達成するようなライン「L」が定義されている。
燒結後、半製品1は、清浄化され、その際内壁は、フッ化水素酸中で酸性にされ、この場合約30μmの層は、内壁7からエッチング除去される。引続き、半製品1には、公知のロッドインチューブ法でコアロッドが備えられ、プリフォームに引き伸ばされる。この場合、中間層6の細孔は、完全に圧潰され、したがって、それから透明な石英ガラスからなる部分が得られる。
他の選択可能な方法によれば、ドーピングされていない石英ガラスからなるインナーチューブ3の代わりに、弗素約3500質量ppmでドーピングされている石英ガラスからなるインナーチューブが使用される。この種の石英ガラス管は、Heraeus Quarzglas GmbH & Co. KG社の「F320」の商品名で市場で入手しうる。弗素ドーピングされた石英ガラスのインナーチューブは、これが上記に実施例につき説明されたように、後加工される。
半径方向に不均一で段階的な反射率曲線を有するチューブ状半製品が得られ、この半製品は、殊に製造する幾何学的精度および寸法的に安定した内部ボアを示す。前記の半製品から、ロッドインチューブ法でコアロッドを備えさせ、直接に光ファイバに引き伸ばすことによって、曲げ非感受性光ファイバが製造される。この場合、中間層の細孔は、完全に圧潰される。
1 半製品、 2 内部ボア、 3 合成石英ガラスからなるインナーチューブ、 4 煤状SiO2層、 5 インナーチューブ、 6 不透明な中間層、 7 透明な外側層
Claims (15)
- 次の処理工程:
外壁を有する、合成石英ガラスからなる内側シリンダ(3)を煤状SiO2層(4)で被覆し、
この煤状SiO2層(4)を燒結処理に掛け、この場合、この煤状SiO2層(4)を外側から加熱し、その際に透明な石英ガラスからの外側層(7)の形成下に燒結帯域を外側から内向きに煤状SiO2層(4)を通じて移動させることを含む、シリンダ状の半製品を合成石英ガラスから引き伸ばすことによって光学的構成要素を製造するための方法において、
燒結処理が中断され、その後に燒結帯域が内側シリンダ(3)の外壁に到達し、したがって、外側層(7)と内側シリンダの外壁との間に、細孔を含む合成石英ガラスからなる中間層(6)が残存している半製品が得られ、
この半製品が光学的構成要素に引き伸ばされ、その際、中間層は、完全に透明な石英ガラスに燒結することを特徴とする、シリンダ状の半製品を合成石英ガラスから引き伸ばすことによって光学的構成要素を製造するための方法。 - 燒結処理は、負圧で実施され、中間層(6)の細孔は、空胞である、請求項1記載の方法。
- 燒結処理は、水素またはヘリウムの下で実施され、中間層(6)の細孔は、水素またはヘリウムを含有する、請求項1記載の方法。
- 5μm未満の平均細孔直径、特に3μm未満の平均細孔直径を有する細孔が形成される、請求項1から3までのいずれか1項に記載の方法。
- 煤状SiO2層(4)が平均で25〜30%の範囲内の相対密度(石英ガラスの密度=2.21g/cm3に対して)を有する、請求項1から4までのいずれか1項に記載の方法。
- 中間層(6)が最大50mmの平均厚さ、特に1〜10mmの範囲内の平均厚さで形成される、請求項1から5までのいずれか1項に記載の方法。
- チューブ状に構成された内側シリンダ(3)が使用され、この内側シリンダが、4mm〜25mmの範囲内の平均肉厚および30〜60mmの範囲内の内径を有する、請求項1から6までのいずれか1項に記載の方法。
- 外側層(7)が10mm〜150mmの範囲内の平均厚さで形成される、請求項1から7までのいずれか1項に記載の方法。
- 弗素を1000〜15000質量ppmの範囲内で含有する石英ガラスからなる内側シリンダを使用する、請求項1から8までのいずれか1項に記載の方法。
- 光学的構成要素を製造するためのシリンダ状の半製品であって、この半製品が透明な合成石英ガラスからなる内側層(5)、細孔を含む合成石英ガラスからなる中間層(6)および透明な合成石英ガラスからなる外側層(7)を有し、この場合この細孔は、空胞であるかまたは水素またはヘリウムを含む、上記の半製品。
- 細孔が5μm未満の平均細孔直径、特に3μm未満の平均細孔直径を有する、請求項10記載の半製品。
- 中間層(6)が、最大50mm、特に1〜10mmの範囲内の平均厚さを有する、請求項10または11記載の半製品。
- 内側層(5)がチューブ状に形成され、4mm〜25mmの範囲内の平均厚さおよび30〜60mmの範囲内の内径を有する、請求項10から12までのいずれか1項に記載の半製品。
- 外側層(7)が10mm〜150mmの範囲内の平均厚さを有する、請求項10から13までのいずれか1項に記載の半製品。
- 内側層が弗素を1000〜15000質量ppmの範囲内で含有する石英ガラスからなる、請求項10から14までのいずれか1項に記載の半製品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008056084.7 | 2008-11-06 | ||
| DE102008056084A DE102008056084B4 (de) | 2008-11-06 | 2008-11-06 | Zylinderförmiges Halbzeug zur Herstellung einer optischen Faser sowie Verfahren für die Herstellung der Faser oder einer Vorform dafür |
| PCT/EP2009/064269 WO2010052163A1 (de) | 2008-11-06 | 2009-10-29 | Verfahren und zylinderförmiges halbzeug zur herstellung eines optischen bauteils |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012507468A true JP2012507468A (ja) | 2012-03-29 |
Family
ID=41720657
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011535078A Pending JP2012507468A (ja) | 2008-11-06 | 2009-10-29 | 光学的構成要素を製造するための方法およびシリンダ状の半製品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20110244154A1 (ja) |
| JP (1) | JP2012507468A (ja) |
| CN (1) | CN102209690A (ja) |
| DE (1) | DE102008056084B4 (ja) |
| WO (1) | WO2010052163A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012006914B4 (de) * | 2012-04-05 | 2018-01-18 | Heraeus Quarzglas Gmbh & Co. Kg | Verfahren zur Herstellung synthetischer Quarzglaskörnung |
| DE102012007520B3 (de) * | 2012-04-17 | 2013-08-08 | Heraeus Quarzglas Gmbh & Co. Kg | Verfahren für die Herstellung eines zylinderförmigen Bauteils aus Fluor enthaltendem synthetischem Quarzglas |
| TWI681940B (zh) * | 2016-06-03 | 2020-01-11 | 日商闊斯泰股份有限公司 | 二氧化矽玻璃構件及其製造方法 |
| EP3643687B1 (de) * | 2018-10-26 | 2022-11-30 | Heraeus Quarzglas GmbH & Co. KG | Verfahren und vorrichtung zur homogenisierung von glas |
| EP3643688B1 (de) * | 2018-10-26 | 2022-12-14 | Heraeus Quarzglas GmbH & Co. KG | Verfahren zur homogenisierung von glas |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0426523A (ja) * | 1990-05-23 | 1992-01-29 | Sumitomo Electric Ind Ltd | 光ファイバの製造方法 |
| JP2001510430A (ja) * | 1997-02-05 | 2001-07-31 | コーニング インコーポレイテッド | 屈折率の減少したコア領域を有する光ファイバの製造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5792532A (en) * | 1980-11-28 | 1982-06-09 | Nippon Telegr & Teleph Corp <Ntt> | Preparation of oxide powder rod for optical fiber |
| JPS58223622A (ja) * | 1982-06-21 | 1983-12-26 | Nippon Telegr & Teleph Corp <Ntt> | 多孔質ガラス体の製造方法 |
| JPS61158836A (ja) * | 1984-12-29 | 1986-07-18 | Furukawa Electric Co Ltd:The | 光学系ガラス母材の製造方法 |
| US5356449A (en) * | 1993-05-24 | 1994-10-18 | At&T Bell Laboratories | Vad process improvements |
| TW564242B (en) * | 1998-07-29 | 2003-12-01 | Shinetsu Chemical Co | Porous optical fiber base materials, optical fiber base materials and methods for producing them |
| JP2000159531A (ja) * | 1998-11-20 | 2000-06-13 | Hitachi Cable Ltd | 光ファイバ母材の製造方法 |
| DE19962452B4 (de) * | 1999-12-22 | 2004-03-18 | Heraeus Quarzglas Gmbh & Co. Kg | Verfahren für die Herstellung von opakem Quarzglas |
| DE19962449C2 (de) * | 1999-12-22 | 2003-09-25 | Heraeus Quarzglas | Quarzglastiegel und Verfahren für seine Herstellung |
| US6843076B2 (en) * | 2001-07-30 | 2005-01-18 | Corning Incorporated | Single step laydown method of making dry fiber with complex fluorine doped profile |
| DE10155134C1 (de) * | 2001-11-12 | 2002-12-19 | Heraeus Tenevo Ag | Verfahren für die Herstellung einer Vorform für eine optische Faser und Vorform für eine optische Faser |
| US7054513B2 (en) * | 2003-06-09 | 2006-05-30 | Virginia Tech Intellectual Properties, Inc. | Optical fiber with quantum dots |
| KR100617713B1 (ko) * | 2004-02-12 | 2006-08-28 | 삼성전자주식회사 | 다공 광섬유의 제조방법 |
| CN101268021B (zh) * | 2005-12-09 | 2012-12-12 | 斯德莱特技术有限公司 | 生产光纤预制棒的方法 |
| DE102006022303B4 (de) * | 2006-05-11 | 2009-06-18 | Heraeus Quarzglas Gmbh & Co. Kg | Verfahren zur Herstellung von synthetischem Quarzglas mit vorgegebenem Hydroxylgruppengehalt |
| US7505660B2 (en) * | 2006-06-30 | 2009-03-17 | Corning Incorporated | Microstructured transmission optical fiber |
| DE102006059779B4 (de) * | 2006-12-15 | 2010-06-24 | Heraeus Quarzglas Gmbh & Co. Kg | Verfahren für die Herstellung eines Hohlzylinders aus synthetischem Quarzglas, nach dem Verfahren erhaltener dickwandiger Hohlzylinder und Verfahren zur Herstellung einer Vorform für optische Fasern |
-
2008
- 2008-11-06 DE DE102008056084A patent/DE102008056084B4/de not_active Expired - Fee Related
-
2009
- 2009-10-29 CN CN2009801445122A patent/CN102209690A/zh active Pending
- 2009-10-29 WO PCT/EP2009/064269 patent/WO2010052163A1/de not_active Ceased
- 2009-10-29 JP JP2011535078A patent/JP2012507468A/ja active Pending
- 2009-10-29 US US12/998,596 patent/US20110244154A1/en not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0426523A (ja) * | 1990-05-23 | 1992-01-29 | Sumitomo Electric Ind Ltd | 光ファイバの製造方法 |
| JP2001510430A (ja) * | 1997-02-05 | 2001-07-31 | コーニング インコーポレイテッド | 屈折率の減少したコア領域を有する光ファイバの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010052163A1 (de) | 2010-05-14 |
| DE102008056084B4 (de) | 2012-05-03 |
| CN102209690A (zh) | 2011-10-05 |
| US20110244154A1 (en) | 2011-10-06 |
| DE102008056084A1 (de) | 2010-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5038435B2 (ja) | 合成石英ガラス中空円筒の製造方法、および前記製造方法による厚肉中空円筒 | |
| JP5916966B2 (ja) | 光ファイバ母材の製造方法および光ファイバの製造方法 | |
| EP2125645B1 (en) | Reduction of optical fiber cane/preform deformation during consolidation | |
| US5090980A (en) | Method of producing glass bodies with simultaneous doping and sintering | |
| JP5340921B2 (ja) | 合成石英ガラスから半製品を製造する方法 | |
| JP2012507468A (ja) | 光学的構成要素を製造するための方法およびシリンダ状の半製品 | |
| JP6068571B2 (ja) | ドープ石英ガラスの製造方法 | |
| JP5916967B2 (ja) | 光ファイバ母材の製造方法および光ファイバの製造方法 | |
| JP4514748B2 (ja) | 保持デバイスを使っての合成石英ガラスの中空シリンダーの製造方法とこの方法を実施するために適切な保持デバイス | |
| US8544299B2 (en) | Quartz glass tube as a semifinished product for preform and fiber manufacture, and method for making the quartz glass tube | |
| CA2350275A1 (en) | Process for fabricating optical fiber involving overcladding during sintering | |
| US6938443B1 (en) | Method for the manufacture of a quartz glass preform for an optical fiber | |
| KR20130006654A (ko) | 광섬유를 제조하기 위한 방법 및 관형 반제품 | |
| US20090260400A1 (en) | Method for Producing a Tubular Semifinished Product From Fluorine-Doped Quartz Glass | |
| WO2014101948A1 (en) | Method of manufacturing preforms for optical fibres having low water peak | |
| WO2006106068A2 (en) | Process for the manufacture of a preform for optical fibres | |
| US20040099013A1 (en) | Optical fibers and methods of fabrication | |
| CN114262148B (zh) | 光纤用玻璃基材的制造方法 | |
| WO2004101457A1 (ja) | 光ファイバ用ガラス母材の製造方法 | |
| US20070157674A1 (en) | Apparatus for fabricating optical fiber preform and method for fabricating low water peak fiber using the same | |
| EP1544173A1 (en) | Glass preform for an optical fibre and method and apparatus for its manufacture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120702 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131021 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140317 |