JP2012509454A - 炉及び炉の冷却方法 - Google Patents
炉及び炉の冷却方法 Download PDFInfo
- Publication number
- JP2012509454A JP2012509454A JP2011536701A JP2011536701A JP2012509454A JP 2012509454 A JP2012509454 A JP 2012509454A JP 2011536701 A JP2011536701 A JP 2011536701A JP 2011536701 A JP2011536701 A JP 2011536701A JP 2012509454 A JP2012509454 A JP 2012509454A
- Authority
- JP
- Japan
- Prior art keywords
- furnace
- lining
- graphite
- layer
- thermal conductivity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000001816 cooling Methods 0.000 title claims abstract description 35
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 93
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 91
- 239000010439 graphite Substances 0.000 claims abstract description 89
- 238000000034 method Methods 0.000 claims abstract description 35
- 230000008569 process Effects 0.000 claims abstract description 16
- 230000001590 oxidative effect Effects 0.000 claims abstract description 15
- 229910000831 Steel Inorganic materials 0.000 claims description 34
- 239000010959 steel Substances 0.000 claims description 34
- 239000000498 cooling water Substances 0.000 claims description 33
- 239000000463 material Substances 0.000 claims description 22
- 239000003575 carbonaceous material Substances 0.000 claims description 14
- 239000007770 graphite material Substances 0.000 claims description 6
- 239000011449 brick Substances 0.000 claims description 5
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 4
- 230000004907 flux Effects 0.000 claims description 4
- 239000001301 oxygen Substances 0.000 claims description 4
- 229910052760 oxygen Inorganic materials 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 238000012546 transfer Methods 0.000 abstract description 6
- 230000001681 protective effect Effects 0.000 abstract description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 13
- 230000003647 oxidation Effects 0.000 description 7
- 238000007254 oxidation reaction Methods 0.000 description 7
- 230000008901 benefit Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 4
- 230000007797 corrosion Effects 0.000 description 4
- 239000011819 refractory material Substances 0.000 description 4
- 101100165177 Caenorhabditis elegans bath-15 gene Proteins 0.000 description 3
- 239000004568 cement Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000003723 Smelting Methods 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 239000000571 coke Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 230000009970 fire resistant effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000000295 fuel oil Substances 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B1/00—Shaft or like vertical or substantially vertical furnaces
- F27B1/10—Details, accessories or equipment specially adapted for furnaces of these types
- F27B1/12—Shells or casings; Supports therefor
- F27B1/14—Arrangements of linings
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/04—Blast furnaces with special refractories
- C21B7/06—Linings for furnaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/4646—Cooling arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B1/00—Shaft or like vertical or substantially vertical furnaces
- F27B1/10—Details, accessories or equipment specially adapted for furnaces of these types
- F27B1/24—Cooling arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/0003—Linings or walls
- F27D1/0006—Linings or walls formed from bricks or layers with a particular composition or specific characteristics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/04—Casings; Linings; Walls; Roofs characterised by the form, e.g. shape of the bricks or blocks used
- F27D1/06—Composite bricks or blocks, e.g. panels, modules
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/12—Casings; Linings; Walls; Roofs incorporating cooling arrangements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Furnace Details (AREA)
Abstract
金属製の外殻と、外殻上に形成される又は接合される1以上の冷却水路と、炉ライニングとを含む、酸化条件下、高温プロセスを実施するための炉。炉ライニングは、外殻の内壁に隣接して位置する相対的に高い熱伝導度層を含む支持ライニングと、当該相対的に高い熱伝導度層の内方に位置する作用ライニングとを含む。支持ライニングは、グラファイトライニング又はグラファイトを含有するライニングを含んでいてもよい。作用ライニングが摩滅した場合には、支持ライニングを通る熱伝達速度は、支持ライニング上に保護凝固層を形成するために十分に高い。
【選択図】 図1
【選択図】 図1
Description
本発明は、炉に関し、炉を冷却する方法に関する。より詳しくは、本発明の炉は、その中で酸化条件下、高温プロセスを実施する炉である。
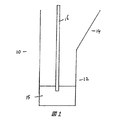
トップ・サブマージド・ランス(top submerged lance)型の炉は公知である。トップ・サブマージド・ランス型の炉の一例は、商標ISASMELTTMでエクストラータ テクノロジー プロプライアタリー リミテッド(Xstrata Technology Pty Limited)から入手可能な炉である。図1は、そのような炉の概略図を示す。図1に示す炉10は、筒体部(barrel section)12とオフ・ガス部(offgas section)14を含む。溶融物質浴15は、炉の内部に保持され、ランス(lance)16は、ランス16の先端が浴15に浸漬するように、物資浴15へと降ろされる。空気又は酸素、及び、燃料(燃料油、石炭、コークス等)は、ランスを通して注入される。この燃料を燃焼して、炉を加熱する。こうした炉は、銅転換(copper converting)や鉛製錬等のプロセスに用いられる。そのようなプロセスは、ランスを通して炉内へ空気又は酸素を注入するため、高温かつ酸化条件下で運転される。
トップ・サブマージド・ランス型の炉は、通常、内部のライニングが耐火性の材料である鋼外殻(outer steel shell)を有するように建設される。その耐火性の材料により、炉の内部で発生する非常に高い温度から鋼外殻が保護される。耐火性の材料製の内部ライニングは、内側の層と外側の層に分けられることもある。内側の層は、作用ライニング(working lining)と称されることがあり、外側の層は、支持ライニング(backing lining)と称されることがある。支持ライニングは、作用ライニングと比較して、かなり断熱性で耐火性の組成物を含む。本明細書を通じて、「作用ライニング」なる用語は、炉の高温内容物に隣接するライニング部分を指すのに用いられ、「支持ライニング」なる用語は、炉の外殻(outer shell)に隣接するライニング部分を指すのに用いられる。
多くの炉において、鋼外殻を冷却する(そして、それにより炉からの熱除去速度を増大させる)ために努力がなされてきた。外殻を冷却するにために用いられてきたシステムは、噴霧冷却システム又は膜冷却システムを含む。これらのシステムでは、水が鋼外殻の外面に吹き付けられるか、外面を流れ落ちる。その水が鋼外殻から熱を除去し、それにより鋼外殻が冷却される。しかしながら、そうしたシステムは大気中に露出しており、それとともに殻及び水の温度が相対的に高いため、鋼外殻の広範囲にわたる腐食が起こりうる。鋼外殻の表面の定期的な洗浄及びメンテナンスを行わなければ鋼外殻上に形成されるであろう断熱腐食層が殻から冷却水への熱伝達を阻止するのを防ぐために、外殻の表面の定期的な洗浄及びメンテナンスが要求される。清浄な外殻表面であっても、殻と冷却水間の熱伝達係数は、速度及び圧力が低い水を使用するため、相対的に低い。
外部の殻に取り付けられた強制冷却水システムは、様々な型の炉に用いられてきた。外部の殻に取り付けられた強制冷却水システムは、典型的には、鋼外殻(又は炉の鋼殻)の外部表面に溶接又は形成される鋼の水路を含み、それにより、相対的に高い圧力及び速度で炉の鋼殻に対して水を流すことができるようになり、水と殻の間の高い熱伝達係数が確保される。この結果、炉の殻から熱が効率的に除去される一方、水、冷却面及び大気の間の接触が阻止される。また、炉の鋼殻の腐食を阻止又は最小化するために、冷却水路を通る水の質を制御することができる。さらに安全性の利点として、冷却水路が鋼外殻の外部に取り付けられるか、形成されるため、冷却水路において起こりうるあらゆる漏れが、外殻の外部面を流れ落ちる結果となる。この点において、当然のことながら、重要なのは、あらゆる水の漏れは、水が炉の内部へ漏れることを引き起こすことがないことである。このことが、潜在的に、そのような水の漏れから蒸気が急速に発生することにより炉の爆発を引き起こすかもしれないからである。
本明細書を通じて、「含む(comprising)」なる用語及びその文法的に対応する用語は、用いられる文脈に特に明記のない限り、包含的な(inclusive)意味を有するものとする。
発明の簡単な説明
本発明の目的は、炉、及び、炉内で酸化条件を行う炉に使用するのに適切な炉を冷却する方法を提供することである。
本発明の目的は、炉、及び、炉内で酸化条件を行う炉に使用するのに適切な炉を冷却する方法を提供することである。
第一の態様において、本発明は、炉の中で酸化条件下、高温プロセスを実施する炉であって、当該炉は、金属製の外殻と、当該外殻上に形成される又は接合される1以上の冷却水路と、炉ライニングとを含み、当該炉ライニングは、外殻の内壁に隣接して位置する相対的に高い熱伝導度層を含む支持ライニングと、当該相対的に高い熱伝導度層の内方に位置する作用ライニングとを含む炉を提供する。
本明細書を通じて、炉は、炉内雰囲気中の酸素の分圧が10−9atmよりも大きい場合、酸化条件下で運転されているものとする。
作用ライニングは、支持ライニングに接して位置していてもよい。
本発明の態様において、支持ライニングは、作用ライニングの熱伝導度よりも有意に高い熱伝導度を有する。いくつかの態様においては、支持ライニングは、外殻の熱伝導度と同等であるかそれよりもいっそう高い熱伝導度を有する。
いくつかの態様において、支持ライニングは、グラファイト層又はグラファイトを含む物質で作られた層又は炭素系の物質の層を含む。いくつかの態様において、支持ライニングは、グラファイト層を含む。
ある態様において、炉の外殻は、鋼の殻を含む。
本発明のいくつかの態様において、1以上の冷却水路は、外殻の外部表面に溶接されていてもよい。
1以上の冷却水路は、冷却水を受け入れるための冷却水路を含んでいてもよい。冷却水路は、冷却水路を移動する高圧及び高速の冷却水を受け入れてもよい。
1以上の水路は、蛇行した形状に配置してもよい。1以上の水路は、互いに距離をあけて配置した複数の水路を含んでいてもよい。
炉は、トップ・サブマージド・ランス炉を含んでいてもよい。
グラファイト層又はグラファイトを含む物質で作られた層又はグラファイト製の物質の層又は炭素系の物質の層等の相対的に高い熱伝導度の支持ライニングは、炉のすべてのライニング中いたるところに位置していてもよい。あるいは、その層は、炉のある一部分のみ、又は、複数の部分に位置してもよい。
グラファイト層又はグラファイトを含む物質で作られた層又はグラファイト製の物質の層又は炭素系の物質の層は、炉の外殻の内部表面に接着される又はセメントで結合される又は別な方法で張り付けられた、複数のグラファイトタイル若しくはグラファイト煉瓦又はグラファイトを含む物質若しくはグラファイト製の物質若しくは炭素系の物質の層で作られた複数のタイル若しくは煉瓦を含んでいてもよい。ここで、セメント又は接着剤がこの目的で用いられる場合、そのセメント又は接着剤は、高い熱伝導度を有するグラファイト又は炭素系であってもよい。
グラファイト層又はグラファイトを含む物質で作られた層又はグラファイト製の物質の層又は炭素系の物質の層は、30〜250mmの間の厚さを有していてもよく、より好ましくは50〜100mmの間の厚さを有していてもよい。約70mmの厚さが適切であってもよい。
作用ライニングは、当業者に公知である、あらゆる適した耐火性の材料を含んでいてもよい。作用ライニングは、支持ライニングの厚さよりも大きい厚さを有していてもよい。
第二の態様において、本発明は、炉の中で酸化条件下、高温プロセスを実施する炉の冷却方法であって、金属製の外殻と、当該外殻上に形成される又は接合される1以上の冷却水路と、炉ライニングとを含み、当該炉ライニングは、外殻の内壁に隣接する相対的に高い熱伝導度を有する支持ライニングと、当該支持ライニングの内方に位置する作用ライニングとを含む炉を備えること、当該炉において前記プロセスを運転すること、及び、当該冷却水路に冷却水を流して炉を冷却することを含む、炉の冷却方法を提供する。
作用ライニングは、支持ライニングに接して位置していてもよい。作用ライニングは、耐火性のライニングであってもよい。
本発明の態様において、支持ライニングは、耐火性の作用ライニングの熱伝導度よりも有意に高い熱伝導度を有する。いくつかの態様において、支持ライニングは、外殻の熱伝導度と同等であるかそれよりもいっそう高い熱伝導度を有する。
いくつかの態様において、支持ライニングは、グラファイト層又はグラファイトを含む物質で作られた層又はグラファイト製の物質若しくはグラファイトを含む物質の層又は炭素系の物質の層を含む。いくつかの態様において、支持ライニングは、グラファイト層を含む。
ある態様において、本発明の方法は、グラファイト層中で到達する最大温度が500℃を超えない、好ましくは400℃を超えない、より好ましくは250℃を超えないように運転される。
別の態様において、本発明の方法は、通常の運転条件下で新しい作用ライニングでは5kW/m2、摩耗した作用ライニングでは25kW/m2以下の速度で、極限の運転条件下で作用ライニングが局部的に破損している状況では120kW/m2の局部的な熱流束を超えずに、熱が炉から除去されるように運転される。
本発明のいくつかの態様において、冷却水は、炉の殻面積1m2当たり1〜2m3/hの平均速度で、かつ、冷却水路における最小速度が1m/s、好ましくは2m/s超で冷却水路を流れる。
本発明のいくつかの態様において、グラファイト層等は、支持ライニングとして適切に用いられる。そして、便宜上、説明を簡潔にするために、本発明は、以下、グラファイト層として説明される。しかしながら、当然のことながら、本発明は、グラファイトを含む物質で作られた層又はグラファイト製の物質の層等の他の材料から作られた層をも包含する。
本発明の炉及び方法において、グラファイトのライニングの熱伝導度は、鋼外殻の熱伝導度よりも3〜4倍高い。その結果、熱が殻から強制冷却水システムへと出ていく前に、グラファイトのライニング層は、熱を殻に沿って横方向に伝導し、広げる。したがって、グラファイト層は、作用ライニングから十分に熱を除去する助けとなって、運転温度が低くなるために、作用ライニング、特に摩耗した作用ライニングの摩耗速度を減少させる。さらに、この設計により、外殻に取り付けられた強制冷却水路間の局所的な過熱点(hot spot)の生成が防止又は最小化される。
これは、酸化プロセスが行われる炉、例えばトップ・サブマージド・ランス炉、に用いられた先行技術のライニングと対照的である。そのような炉では、作用ライニングは、より断熱性のある支持ライニングに接して位置し、その支持ライニングが鋼外殻の内壁に接して位置する。断熱性の支持ライニングの熱伝導度は、鋼殻の熱伝導度よりも約150倍低い。断熱性の支持ライニングを外殻冷却システムと組み合わせることは、側壁ライニングの性能発揮寿命(campaign life)にとって有利ではない。断熱性の支持ライニングは、作用ライニングを殻冷却システムから熱遮断し、その結果、運転温度がより高くなるために作用ライニングの摩耗速度が、摩耗した作用ライニングであっても、より速くなるからである。また、側壁上の局所的に熱負荷が高くなる結果、外殻に取り付けられた強制冷却水路間の殻上に過熱点が発生することもありうる。運転上の経験からも、そのような炉の鋼外殻の温度が200℃と同等又はそれを超えるまで到達しうることが示された。炉の外殻上のこのような高い温度は、炉の運転員にとって作業環境における労働衛生・安全問題である。
それに対し、本発明による炉を使用する結果、鋼外殻の外表面温度を40〜80℃の範囲内とすることができる。当然のことながら、このことにより、炉の運転員にとって、より安全でより快適な作業環境が提供される。
本発明の全ての態様において、炉は、酸化条件下で連続的に運転してもよい。他の態様において、炉は、一定の期間、酸化条件下で運転し、それから還元条件下で運転してもよい。炉の運転は、酸化条件下での運転と還元条件下での運転を順次行ってもよい。
本発明から生じる他の恩恵及び利点は、以下の本発明の好ましい形態で説明される。
図面の詳細な説明
当然のことながら、図面は、本発明の好ましい実施形態の特徴を説明するのに用いられた。したがって、当然のことながら、本発明は、図面に示すような特徴にのみに限定して考慮されるべきではない。
当然のことながら、図面は、本発明の好ましい実施形態の特徴を説明するのに用いられた。したがって、当然のことながら、本発明は、図面に示すような特徴にのみに限定して考慮されるべきではない。
図1は、先行技術のトップ・サブマージド・ランス炉の概略図である。この図は、本明細書の背景技術の箇所で説明されており、さらに説明する必要はない。
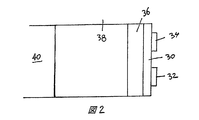
図2は、本発明による炉の実施形態に用いるための側壁ライニング/冷却システムの配置を示す。炉は、トップ・サブマージド・ランス型の炉であってもよい。側壁ライニング/冷却システムは、鋼外殻30を含んでいてもよい。冷却水路32、34は、鋼外殻30の外側に溶接されている。冷却水路は、当業者にとって公知である形式で、高圧冷却水源と流体連通するように位置している。
炉のライニングは、グラファイト層36の形で支持ライニングを含む。グラファイト層は、約70mmの厚さの複数のグラファイトタイルから形成されてよく、そのグラファイトタイルは、鋼殻30の内部表面に接着されるか、セメントで結合される。あるいは、グラファイト層は、250mm以下又はそれ以上の厚さのグラファイト煉瓦から作られてもよい。あるいは、支持ライニングは、グラファイトを含む物質又はグラファイトの物質又は炭素系の物質の層から作られてもよい。この目的のために使用されるセメントは、適当にグラファイト又は炭素系であり、非常に高い熱伝導度を有する。当業者によって認識されるように、グラファイト層36は、高い熱伝導度を有する層を提供する。実際に、グラファイト層36の熱伝導度は、鋼外殻30の熱伝導度よりも3〜4倍高くてもよい。
炉のライニングは、作用ライニングをも含む。この場合、耐火性のライニング38の形式である。層38は、炉の作用ライニングを構成する。炉の高温環境は参照番号40で示される。図2から分かるように、作用ライニング38は、高温環境40とグラファイト層36の間に位置する。
上記したように、グラファイト層36の熱伝導度は、炉の鋼殻30の熱伝導度よりも3〜4倍高い。その結果、グラファイト層36は、熱が殻から強制冷却水路32、34へと出ていく前に、熱を炉の鋼殻30に沿って横方向に伝導し、広げる。したがって、グラファイトの支持ライニング層36は、作用ライニング38から十分に熱を除去する助けとなって、作用ライニングにおける運転温度がより低くなるために、作用ライニングの摩耗速度を減少させる。このことは、特に摩耗した作用ライニングに当てはまる。さらに、グラファイト支持層36により、外殻に取り付けられた強制冷却水路32、34間の鋼外殻30上の過熱点の生成が防止又は最小化される。
炉の運転温度は、極限の条件下で900℃〜1600℃の間で変わりうる。炉の側壁への熱伝達は、炉の液浴に隣接する対流によるものであり、並びに、炉の液浴の上の複合対流及び輻射によるものである。結果として、炉の側壁を通る熱流束は、作用ライニングの状態及び運転条件によって、5〜25kW/m2の間で変わりうる。極限の運転条件下で作用ライニングが損傷するか完全に摩滅した領域では、120kW/m2以下の局所的な熱流束が経験されうる。グラファイト層の運転温度は、作用ライニング及び運転条件によって、55〜110℃の間で変わる。極限の運転条件下で作用ライニングが完全に摩滅した状況では、グラファイトの温度は最大400℃まで上昇しうる。鋼殻及び冷却水路の外部表面の平均温度は、作用ライニング及び運転条件によって、40〜80℃の間で変わる。冷却水路を通した冷却水温度の上昇は、5〜15℃の間で変わりうる。冷却水の出口温度は、入口水温及び熱負荷によって、最大65℃に達しうる。
外殻に取り付けられた強制冷却水システムが高い熱伝導度のグラファイトの支持ライニングと組み合わされている同様な炉のライニング/冷却システムは、高温プロセスが還元条件下で実施される他のタイプの炉(電気炉等)において用いられてきたことを本発明者は認識している。しかしながら、そのような冷却システム/炉のライニングは、酸化プロセスが実施される炉では使用されてこなかった。従来、そのような炉のライニングは高温プロセスが酸化条件下で実施される炉の使用に適していると当業者が考慮しなかった理由は、グラファイト層自体が炉の高温環境に曝されるとただちに酸化しやすいことである。したがって、グラファイト層が炉の高温環境に曝されるような炉の一部分において作用ライニングが実質的に摩滅する程度にまで、炉の作用ライニングの摩耗が起こる場合、従来の考えは、グラファイト層は曝されている酸化状態により急速に酸化されるだろうというものであった。実際上、グラファイト層が炉内の高温の酸化状態に曝された場合、グラファイト層は実質的に急速に燃え尽きるだろうと考えられた。もちろん、このジレンマは還元条件下で運転される炉内では懸念事項ではなかった。
驚くべきことに、炉の一部分において作用ライニング38が完全に摩滅した場合、グラファイト層36が急速に酸化される代わりに、保護的で安定な凝固層(freeze layer)がグラファイトライニング36の高温面上に形成され、それにより、側壁を通した熱損失が限定され、グラファイト層36を他の摩耗メカニズム(腐食、酸化等)から保護するように、グラファイト層36を通した冷却速度は十分に高いことを本発明者は見いだした。グラファイトライニングの高温面温度は十分に500℃以下に維持され、それにより、長期的に媒体中でグラファイトが著しく酸化されることが防止される。上記したように、この知見は従来の考えとは正反対である。
図3は、作用ライニング38が摩滅することによりグラファイト層が曝された場合に、グラファイト層の高温面上に安定な保護凝固層が形成することを示す。図3に、鋼殻30及びグラファイト層36を示す。グラファイト層36上に生成する安定な凝固層42も示す。安定な凝固層は、例えば、約15mmの厚さを有していてもよい。図3に示すように、炉は、約1100℃の温度で運転されている。しかしながら、グラファイト層を通る熱伝達速度が極めて大きいため、凝固層42は曝されたグラファイト層36の上に形成される。典型的には、凝固層は、グラファイト層が曝されて30分程度以内に形成される。このことは、曝されたグラファイト層の酸化が起こる量を最小化する。また、グラファイト層の最大温度は500℃を十分に下回り、通常は、250℃を下回って維持される。これにより、グラファイト層がさらに酸化することが避けられる。図3は、保護凝固層中の温度勾配が急勾配であることも示す。
本発明による炉及び炉の冷却方法は、さらに多くの利点を有する。
・作用ライニングが新しいとき、本発明の炉及び炉の冷却方法は、(トップ・サブマージド・ランス炉で用いられる先行技術のライニングと比較して)ライニング温度に大きい変化をもたらす結果とはならない。しかしながら、炉の鋼殻の外部温度に大きな変化をもたらす。通常、冷却水路を有さないトップ・サブマージド・ランス炉においては、鋼外殻の温度は約200〜300℃である。しかしながら、本発明に従って運転される炉においては、鋼外殻の温度は40〜80℃程度である。
・作用ライニングが摩滅するため、より冷却された温度が作用ライニング内に確立され、作用ライニングの摩耗速度を減少させる。
・作用ライニングが完全に摩滅した場合、グラファイト層が、炉の側壁内に生成したあらゆる過熱点から熱を除去し、炉の鋼殻上の過熱点の生成を防止する。さらに、凝固したスラグ層がグラファイト表面に生成し、それがグラファイト層を保護し、グラファイト層を通した熱損失を減少させる。
・炉の外殻の外部表面の大部分が曝されるように、外部に取り付けられる冷却水路を互いに距離をあけて配置することができる。これにより、外殻の目視検査が可能となる。外殻の温度を監視するために、外殻の外部表面に熱電対を取り付けることも可能である。これは、パネル冷却(水が炉の外殻全体を覆う)を用いる場合は、可能ではない。
本発明は、詳細に説明した事項以外にも変形(variation)及び変更(modification)しやすくてもよいことは、当業者は理解するだろう。当然のことながら、本発明は、その精神及びその範囲内にある全てのそのような変形及び変更を包含する。
Claims (24)
- 炉の中で酸化条件下、高温プロセスを実施する炉であって、
前記炉は、金属製の外殻と、前記外殻上に形成される又は接合される1以上の冷却水路と、炉ライニングとを含み、
前記炉ライニングは、外殻の内壁に隣接して位置する相対的に高い熱伝導度層を含む支持ライニングと、前記相対的に高い熱伝導度層の内方に位置する作用ライニングとを含む、
炉。 - 前記作用ライニングは、支持ライニングに接して位置することを特徴とする、請求項1に記載の炉。
- 前記支持ライニングは、作用ライニングの熱伝導度よりも有意に高い熱伝導度を有する、又は、前記支持ライニングは、外殻の熱伝導度と同等であるかそれよりも高いことを特徴とする、請求項1又は請求項2に記載の炉。
- 前記支持ライニングは、グラファイト層又はグラファイトを含む物質で作られた層又は炭素系の物質の層を含むことを特徴とする、請求項1〜3のいずれかに記載の炉。
- 前記支持ライニングは、グラファイト層を含むことを特徴とする、請求項4に記載の炉。
- 前記1以上の冷却水路は、外殻の外部表面に溶接されていることを特徴とする、請求項1〜5のいずれかに記載の炉。
- 炉は、トップ・サブマージド・ランス炉を含むことを特徴とする、請求項1〜6のいずれかに記載の炉。
- 相対的に高い熱伝導度を有する支持ライニングが、炉のすべてのライニング中いたるところに位置することを特徴とする、請求項1〜7のいずれかに記載の炉。
- 相対的に高い熱伝導度を有する支持ライニングが、炉の一部分のみ又はいくつかの部分に位置することを特徴とする、請求項1〜7のいずれかに記載の炉。
- グラファイト層又はグラファイトを含む物質で作られた層又はグラファイト製の物質の層又は炭素系の物質の層は、炉の外殻の内部表面に接着される又はセメントで結合される又は別な方法で張り付けられた、複数のグラファイトタイル若しくはグラファイト煉瓦又はグラファイトを含む物質若しくはグラファイト製の物質若しくは炭素系の物質の層で作られた複数のタイル若しくは煉瓦を含むことを特徴とする、請求項4に記載の炉。
- 前記グラファイト層又はグラファイトを含む物質で作られた層又は炭素系の物質の層は、30〜250mmの間の厚さ、より好ましくは50〜100mmの間の厚さ、さらにより好ましくは約70mmの厚さを有することを特徴とする、請求項4又は請求項10に記載の炉。
- 前記作用ライニングは、前記支持ライニングの厚さよりも大きい厚さを有することを特徴とする、請求項1〜11のいずれかに記載の炉。
- 炉の中で酸化条件下、高温プロセスを実施する炉の冷却方法であって、
金属製の外殻と、前記外殻上に形成される又は接合される1以上の冷却水路と、炉ライニングとを含み、前記炉ライニングは、外殻の内壁に隣接して位置する相対的に高い熱伝導度を有する支持ライニングと、前記支持ライニングの内方に位置する作用ライニングとを含む炉を備えること、
前記炉において前記プロセスを運転すること、及び、
前記冷却水路に冷却水を流して炉を冷却することを含む、
炉の冷却方法。 - 前記プロセスは、炉内雰囲気中の酸素の分圧が10−9atmよりも大きい条件で運転されることを特徴とする、請求項13に記載の方法。
- 前記支持ライニングは、耐火性の作用ライニングの熱伝導度よりも有意に高い熱伝導度を有することを特徴とする、請求項13又は請求項14に記載の方法。
- 前記支持ライニングは、外殻の熱伝導度と同等であるかそれよりも高い熱伝導度を有することを特徴とする、請求項13〜15のいずれかに記載の方法。
- 前記支持ライニングは、グラファイト層又はグラファイトを含む物質で作られた層又はグラファイト製の物質若しくはグラファイトを含む物質で作られた層又は炭素系の物質の層を含むことを特徴とする、請求項13〜16のいずれかに記載の方法。
- 前記グラファイト層又はグラファイト製の物質若しくはグラファイトを含む物質の層又は炭素系の物質の層中で到達する最大温度は、500℃を超えない、好ましくは400℃を超えない、より好ましくは250℃を超えないことを特徴とする、請求項17に記載の方法。
- 通常の運転条件下で新しい作用ライニングでは5kW/m2、摩耗した作用ライニングでは25kW/m2以下の速度で、極限の運転条件下で作用ライニングが局部的に破損している状況では局部的な熱流束が120kW/m2を超えずに、熱が炉から除去されることを特徴とする、請求項13〜18のいずれかに記載の方法。
- 冷却水が、炉の殻面積1m2当たり1〜2m3/hの平均速度で、かつ、冷却水路における最小速度が1m/s、好ましくは2m/s超で冷却水路を流れることを特徴とする、請求項13〜19のいずれかに記載の方法。
- 炉の鋼外殻の外表面の温度が40℃〜80℃の範囲内にあることを特徴とする、請求項13〜20のいずれかに記載の方法。
- 前記支持ライニングは、グラファイト層又はグラファイト製の物質若しくはグラファイトを含む物質で作られた層又は炭素系の物質の層を含み、作用ライニングが炉の一部分で完全に摩滅した場合には、安定な保護凝固層が支持層の上に形成され、支持層が酸化されるのを保護するように、支持層の冷却速度が十分に高いことを特徴とする、請求項13〜21のいずれかに記載の方法。
- 炉が酸化条件下で一定の期間運転され、還元条件下で短時間運転されることを特徴とする、請求項13〜22のいずれかに記載の方法。
- 炉が酸化条件下で一定の期間運転され、還元条件下で一定の期間運転されることを特徴とする、請求項1〜12のいずれかに記載の炉。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2008905983 | 2008-11-19 | ||
| AU2008905983A AU2008905983A0 (en) | 2008-11-19 | A Furnace and a Method for Cooling a Furnace | |
| PCT/AU2009/001481 WO2010057245A1 (en) | 2008-11-19 | 2009-11-13 | A furnace and a method for cooling a furnace |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012509454A true JP2012509454A (ja) | 2012-04-19 |
Family
ID=42197741
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011536701A Pending JP2012509454A (ja) | 2008-11-19 | 2009-11-13 | 炉及び炉の冷却方法 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20120018122A1 (ja) |
| EP (1) | EP2352961A4 (ja) |
| JP (1) | JP2012509454A (ja) |
| KR (1) | KR20110089140A (ja) |
| CN (1) | CN102216713A (ja) |
| BR (1) | BRPI0922053A2 (ja) |
| CA (1) | CA2743152A1 (ja) |
| CL (1) | CL2011001153A1 (ja) |
| EA (1) | EA018570B1 (ja) |
| MX (1) | MX2011004771A (ja) |
| PE (1) | PE20120236A1 (ja) |
| WO (1) | WO2010057245A1 (ja) |
| ZA (1) | ZA201103494B (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102329658B (zh) * | 2011-08-23 | 2015-12-16 | 华东理工大学 | 用于气流床气化炉的冷壁式衬里及包括其的装置 |
| US10349637B2 (en) * | 2016-07-28 | 2019-07-16 | Water Technology Llc | Hand-held submersible aquarium power cleaner |
| LU101057B1 (en) | 2018-12-13 | 2020-06-15 | Wurth Paul Sa | Method for protecting an inner wall of a shaft furnace |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0346192U (ja) * | 1990-09-14 | 1991-04-26 | ||
| JPH05141868A (ja) * | 1991-05-17 | 1993-06-08 | Tanabe:Kk | 電気溶融炉 |
| JPH10310814A (ja) * | 1997-03-13 | 1998-11-24 | Nkk Corp | 冷鉄源の溶解方法および溶解設備 |
| JPH1123157A (ja) * | 1997-07-03 | 1999-01-26 | Nkk Corp | アーク溶解炉のスラグへのアーク埋没評価方法 |
| JPH11125489A (ja) * | 1997-10-21 | 1999-05-11 | Murata Mfg Co Ltd | 熱処理炉 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1126076A (en) * | 1966-04-01 | 1968-09-05 | Morganite Crucible Ltd | Blast furnaces provided with refractory linings |
| NL170437C (nl) * | 1973-09-12 | 1982-11-01 | Estel Hoogovens Bv | Wandconstructie van een schachtoven. |
| DE2922189C2 (de) * | 1979-05-31 | 1981-05-27 | Klöckner-Humboldt-Deutz AG, 5000 Köln | Verfahren und Vorrichtung zur Verhütung von schmelzbaren Stoffen wie Erzkonzentrat |
| US4465923A (en) * | 1983-01-24 | 1984-08-14 | The United States Of America As Represented By The Secretary Of The Army | Apparatus for converting a laboratory air furnace to a reduction furnace |
| US5741349A (en) * | 1995-10-19 | 1998-04-21 | Steel Technology Corporation | Refractory lining system for high wear area of high temperature reaction vessel |
| NL1005114C2 (nl) * | 1997-01-29 | 1998-07-30 | Hoogovens Staal Bv | Vuurvaste wand, metallurgisch vat omvattende zo'n vuurvaste wand en werkwijze waarbij zo'n vuurvaste wand wordt toegepast. |
| JP2000017313A (ja) * | 1998-07-03 | 2000-01-18 | Kawasaki Steel Corp | 溶融金属用樋 |
| CN2628975Y (zh) * | 2003-03-12 | 2004-07-28 | 李志忠 | 连续化生产增碳剂竖式电炉 |
| DE10323944A1 (de) * | 2003-05-27 | 2004-12-16 | Maerz Ofenbau Ag | Prozessbehälter mit Kühlelementen |
| CN2853801Y (zh) * | 2005-06-29 | 2007-01-03 | 宝山钢铁股份有限公司 | 一种适合于铬铁冶炼的熔化-还原高炉炉缸内衬结构 |
-
2009
- 2009-11-13 US US13/129,092 patent/US20120018122A1/en not_active Abandoned
- 2009-11-13 MX MX2011004771A patent/MX2011004771A/es not_active Application Discontinuation
- 2009-11-13 KR KR1020117011318A patent/KR20110089140A/ko not_active Withdrawn
- 2009-11-13 CA CA2743152A patent/CA2743152A1/en not_active Abandoned
- 2009-11-13 BR BRPI0922053A patent/BRPI0922053A2/pt not_active IP Right Cessation
- 2009-11-13 EA EA201170706A patent/EA018570B1/ru not_active IP Right Cessation
- 2009-11-13 WO PCT/AU2009/001481 patent/WO2010057245A1/en not_active Ceased
- 2009-11-13 JP JP2011536701A patent/JP2012509454A/ja active Pending
- 2009-11-13 CN CN2009801461322A patent/CN102216713A/zh active Pending
- 2009-11-13 EP EP09827034.1A patent/EP2352961A4/en not_active Withdrawn
- 2009-11-19 PE PE2011001025A patent/PE20120236A1/es not_active Application Discontinuation
-
2011
- 2011-05-12 ZA ZA2011/03494A patent/ZA201103494B/en unknown
- 2011-05-18 CL CL2011001153A patent/CL2011001153A1/es unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0346192U (ja) * | 1990-09-14 | 1991-04-26 | ||
| JPH05141868A (ja) * | 1991-05-17 | 1993-06-08 | Tanabe:Kk | 電気溶融炉 |
| JPH10310814A (ja) * | 1997-03-13 | 1998-11-24 | Nkk Corp | 冷鉄源の溶解方法および溶解設備 |
| JPH1123157A (ja) * | 1997-07-03 | 1999-01-26 | Nkk Corp | アーク溶解炉のスラグへのアーク埋没評価方法 |
| JPH11125489A (ja) * | 1997-10-21 | 1999-05-11 | Murata Mfg Co Ltd | 熱処理炉 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010057245A1 (en) | 2010-05-27 |
| PE20120236A1 (es) | 2012-04-14 |
| EP2352961A4 (en) | 2014-04-30 |
| BRPI0922053A2 (pt) | 2015-12-22 |
| EA018570B1 (ru) | 2013-08-30 |
| KR20110089140A (ko) | 2011-08-04 |
| CN102216713A (zh) | 2011-10-12 |
| CA2743152A1 (en) | 2010-05-27 |
| MX2011004771A (es) | 2011-09-21 |
| ZA201103494B (en) | 2012-01-25 |
| CL2011001153A1 (es) | 2011-11-11 |
| US20120018122A1 (en) | 2012-01-26 |
| EA201170706A1 (ru) | 2011-10-31 |
| EP2352961A1 (en) | 2011-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100367467B1 (ko) | 아크로의 노벽 및 노덮개용 수냉패널 | |
| US9863707B2 (en) | Furnace with refractory bricks that define cooling channels for gaseous media | |
| JP2012509454A (ja) | 炉及び炉の冷却方法 | |
| JPH11223464A (ja) | 電気炉 | |
| EP2960608A1 (en) | Method for cooling housing of melting unit and melting unit | |
| CN201751785U (zh) | 电弧炉水冷挂渣炉壁结构 | |
| CN113308589A (zh) | 一种铜柱增强冷却的铸铁冷却壁 | |
| CN210892723U (zh) | 冶金炉新型水冷结构 | |
| JP2000283425A (ja) | 出滓口 | |
| CN201731763U (zh) | 一种带有自保护功能炉墙的电炉 | |
| CN204787848U (zh) | 轧钢加热炉水冷支撑梁新型绝热层结构 | |
| JP2613781B2 (ja) | 工業窯炉の炉壁耐火物の冷却方法 | |
| CN223500150U (zh) | 一种新型闪速炉框架水套 | |
| JP2000292072A (ja) | アーク炉の炉壁及び炉蓋用水冷パネル | |
| CN111850203B (zh) | 一种高炉出渣沟的相变冷却装置及高炉出渣沟 | |
| CN213120091U (zh) | 一种节能型矿热炉冷凝炉衬 | |
| JPH10183233A (ja) | 断熱スキッドパイプ | |
| JPH09296205A (ja) | 高炉炉壁用冷却板 | |
| JPS5833287B2 (ja) | 溶融金属用樋 | |
| RU2211421C1 (ru) | Футеровка дуговых сталеплавильных печей | |
| JPS60238410A (ja) | 精錬炉 | |
| Duncanson et al. | New refractory lining direction at Jindal stainless–first Indian FeCr producer to install UCAR Chillkote® linings | |
| JP2006124804A (ja) | 溶融金属精錬炉の冷却ガス供給方法 | |
| JPH04329814A (ja) | 溶融金属容器 | |
| Stephens | Advances in Furnace Integrity-Partly a Materials Engineering Problem |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140304 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140604 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140909 |