JP2013018604A - 物品分類装置 - Google Patents
物品分類装置 Download PDFInfo
- Publication number
- JP2013018604A JP2013018604A JP2011153079A JP2011153079A JP2013018604A JP 2013018604 A JP2013018604 A JP 2013018604A JP 2011153079 A JP2011153079 A JP 2011153079A JP 2011153079 A JP2011153079 A JP 2011153079A JP 2013018604 A JP2013018604 A JP 2013018604A
- Authority
- JP
- Japan
- Prior art keywords
- article
- classification
- tray
- transfer means
- stocker
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000012546 transfer Methods 0.000 claims abstract description 117
- 238000007689 inspection Methods 0.000 description 34
- 208000028659 discharge Diseases 0.000 description 12
- 238000005259 measurement Methods 0.000 description 4
- 102100040160 Rabankyrin-5 Human genes 0.000 description 3
- 101710086049 Rabankyrin-5 Proteins 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000004308 accommodation Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images




Landscapes
- Specific Conveyance Elements (AREA)
- Led Devices (AREA)
- Testing Of Individual Semiconductor Devices (AREA)
Abstract
【解決手段】 ストッカ7に載置された複数の分類トレイ6を、複数のトレイグループにグループ化し、さらに供給位置(排出ステーション13F)とストッカとの間に設けた中間ステージに上記ストッカの各トレイグループに対応する載置領域F1〜F5を設定する。
また中間ステージ4へと物品(LED素子1)を移載する第1移載手段5と、ストッカ7の所要の分類トレイ6へと物品を移載する第2移載手段8とを設けて、上記第1移載手段5が物品を中間ステージ4の所要の載置領域に移載すると、上記第2移載手段8は当該載置領域の複数の物品を保持して、上記ストッカ7の対応する分類トレイ6に移載する。
そして第2移載手段が物品をストッカの分類トレイに移載する間、上記第1移載手段は上記供給位置からの物品の取り出しを継続して行う。
【効果】 物品分類装置の稼働効率を高くすることが可能である。
【選択図】 図4
また中間ステージ4へと物品(LED素子1)を移載する第1移載手段5と、ストッカ7の所要の分類トレイ6へと物品を移載する第2移載手段8とを設けて、上記第1移載手段5が物品を中間ステージ4の所要の載置領域に移載すると、上記第2移載手段8は当該載置領域の複数の物品を保持して、上記ストッカ7の対応する分類トレイ6に移載する。
そして第2移載手段が物品をストッカの分類トレイに移載する間、上記第1移載手段は上記供給位置からの物品の取り出しを継続して行う。
【効果】 物品分類装置の稼働効率を高くすることが可能である。
【選択図】 図4
Description
本発明は物品分類装置に関し、詳しくは物品を特性に応じてストッカに載置した所要の分類トレイへと移載する物品分類装置に関する。
従来、物品を収容する複数の分類トレイが載置されたストッカと、供給位置に供給された物品を特性に応じて上記ストッカにおける所要の分類トレイへと移載する移載手段とを備えた物品分類装置が知られている(特許文献1)。
このような物品分類装置では、上記移載手段が上記供給位置に供給された物品を吸着保持して、これをそのつど対応する所要の分類トレイへと移載するようになっていた。
このような物品分類装置では、上記移載手段が上記供給位置に供給された物品を吸着保持して、これをそのつど対応する所要の分類トレイへと移載するようになっていた。
しかしながら特許文献1のように一つの移載手段によって物品をストッカの分類トレイへと移載すると、該移載手段が物品を移載する間、上記供給位置に新たな物品を供給することができず、装置の稼働効率が低いという問題点がある。
このような問題に鑑み、本発明は稼働効率を向上させることが可能な物品分類装置を提供するものである。
このような問題に鑑み、本発明は稼働効率を向上させることが可能な物品分類装置を提供するものである。
すなわち、請求項1の発明における物品分類装置は、物品を収容する複数の分類トレイが載置されたストッカと、供給位置に供給された物品を該物品の特性に基づき上記ストッカにおける所要の分類トレイへと移載する移載手段とを備えた物品分類装置において、
上記ストッカにおける複数の分類トレイを、複数のトレイグループにグループ化し、
上記供給位置とストッカとの間に中間ステージを設けて、該中間ステージに上記ストッカの各トレイグループに対応する複数の載置領域を設定し、
上記移載手段を、上記供給位置から中間ステージの所要の載置領域へと物品を移載する第1移載手段と、上記中間ステージから上記ストッカの所要の分類トレイへと物品を移載する第2移載手段とから構成し、
上記第1移載手段が中間ステージにおける所要の載置領域に複数の物品を載置すると、上記第2移載手段が当該載置領域から複数の物品を保持して、当該物品をその特性に基づいて上記ストッカにおける所要のトレイグループに属する所要の分類トレイへと移載し、
該第2移載手段がストッカの分類トレイに物品を移載する間、上記第1移載手段は上記供給位置から中間ステージへの物品の移載を行うことを特徴としている。
上記ストッカにおける複数の分類トレイを、複数のトレイグループにグループ化し、
上記供給位置とストッカとの間に中間ステージを設けて、該中間ステージに上記ストッカの各トレイグループに対応する複数の載置領域を設定し、
上記移載手段を、上記供給位置から中間ステージの所要の載置領域へと物品を移載する第1移載手段と、上記中間ステージから上記ストッカの所要の分類トレイへと物品を移載する第2移載手段とから構成し、
上記第1移載手段が中間ステージにおける所要の載置領域に複数の物品を載置すると、上記第2移載手段が当該載置領域から複数の物品を保持して、当該物品をその特性に基づいて上記ストッカにおける所要のトレイグループに属する所要の分類トレイへと移載し、
該第2移載手段がストッカの分類トレイに物品を移載する間、上記第1移載手段は上記供給位置から中間ステージへの物品の移載を行うことを特徴としている。
また請求項2にかかる発明は、請求項1の発明にかかる物品分類装置において、上記ストッカは、各トレイグループに属する分類トレイを載置するトレイグループと同数のスライド板と、各スライド板を水平に移動させて、複数のスライド板が上下に積層された待機位置と、上記第2移載手段が各スライド板の分類トレイに物品の載置を可能とする受け取り位置へと移動させる移動機構とを備え、
上記第2移載手段が上記中間ステージにおける所要の載置領域で物品を保持すると、上記移動機構が当該載置領域に対応するトレイグループに対応したスライド板を上記受け取り位置へと移動させることを特徴としている。
上記第2移載手段が上記中間ステージにおける所要の載置領域で物品を保持すると、上記移動機構が当該載置領域に対応するトレイグループに対応したスライド板を上記受け取り位置へと移動させることを特徴としている。
さらに請求項3にかかる発明は、請求項1の発明にかかる物品分類装置において、上記ストッカは、分類トレイを同一の配列で保持する複数のスライド板と、各スライド板を水平に移動させて、複数のスライド板が上下に積層された待機位置と、上記第2移載手段が各スライド板の分類トレイに物品の載置を可能とする受け取り位置へと移動させる移動機構とを備え、
上記トレイグループを、上記待機位置で上下に積層した複数のスライド板における上下方向に整列した複数の分類トレイによって構成し、
上記第2移載手段が上記中間ステージにおける所要の載置領域で物品を保持すると、上記移動機構は、当該載置領域に対応するトレイグループに属する分類トレイが一定の受け取り位置に位置するように順次スライド板を移動させ、
上記第2移載手段は、上記分類トレイの受け取り位置の上方に物品を位置させるとともに、物品を昇降させることで所要のスライド板の分類トレイに物品を収容することを特徴としている。
上記トレイグループを、上記待機位置で上下に積層した複数のスライド板における上下方向に整列した複数の分類トレイによって構成し、
上記第2移載手段が上記中間ステージにおける所要の載置領域で物品を保持すると、上記移動機構は、当該載置領域に対応するトレイグループに属する分類トレイが一定の受け取り位置に位置するように順次スライド板を移動させ、
上記第2移載手段は、上記分類トレイの受け取り位置の上方に物品を位置させるとともに、物品を昇降させることで所要のスライド板の分類トレイに物品を収容することを特徴としている。
そして請求項4にかかる発明は、請求項1ないし請求項3のいずれかにかかる物品分類装置において、上記中間ステージの各載置領域には、上記第2移載手段が保持可能な物品の数よりも多い物品を載置可能としたことを特徴としている。
上記請求項1の発明によれば、ストッカに複数のトレイグループを設定し、供給位置とストッカとの間に設けた中間ステージに、上記ストッカの各トレイグループに対応する複数の載置領域を設定している。
そして、第2移載手段が上記載置領域から複数の物品を保持して、当該物品をその特性に基づいて上記ストッカにおける所要のトレイグループに属する所要の分類トレイへと移載する間、第1移載手段が供給位置から中間ステージへと物品の移載を行うため、供給位置への物品の供給が滞ることはなく、物品分類装置の稼働効率を高くすることが可能となっている。
そして、第2移載手段が上記載置領域から複数の物品を保持して、当該物品をその特性に基づいて上記ストッカにおける所要のトレイグループに属する所要の分類トレイへと移載する間、第1移載手段が供給位置から中間ステージへと物品の移載を行うため、供給位置への物品の供給が滞ることはなく、物品分類装置の稼働効率を高くすることが可能となっている。
請求項2の発明によれば、ストッカは上記第2移載手段が上記中間ステージにおける所要の載置領域で物品を保持すると、移動機構によって当該載置領域に対応するトレイグループに対応したスライド板を上記受け取り位置へと移動させるようになっている。
つまり、上記ストッカは第2移載手段が保持する物品の特性に対応したトレイグループに属する分類トレイを保持したスライド板だけを駆動させればよく、異なるトレイグループに属する分類トレイを保持したスライド板を作動させる必要がないため、ストッカの動作を簡潔なものとすることができ、物品の分類を効率的に行うことができる。
つまり、上記ストッカは第2移載手段が保持する物品の特性に対応したトレイグループに属する分類トレイを保持したスライド板だけを駆動させればよく、異なるトレイグループに属する分類トレイを保持したスライド板を作動させる必要がないため、ストッカの動作を簡潔なものとすることができ、物品の分類を効率的に行うことができる。
請求項3の発明によれば、トレイグループを、上記待機位置で上下に積層した複数のスライド板における上下方向に整列した複数の分類トレイによって構成することで、上記ストッカが物品の特性に対応するトレイグループに属する分類トレイが一定の受け取り位置に位置するように順次スライド板を移動させる一方、第2移載手段が上記分類トレイの受け取り位置の上方に物品を位置させて、該物品を昇降させることで分類トレイに物品を収容することが可能となる。
つまり、第2移載手段による物品の移動距離を極力少なくすることが可能となり、物品の分類を効率的に行うことができる。
つまり、第2移載手段による物品の移動距離を極力少なくすることが可能となり、物品の分類を効率的に行うことができる。
請求項4の発明によれば、例えば第2移載手段が物品をキャリアの分類トレイに移載する間に、所要のトレイグループに対応する載置領域のいずれかに、第2移載手段が保持可能な個数の物品が収容された場合であっても、継続して同じトレイグループの物品を同じ載置領域に収容することができるため、上記第1移載手段の動作を中断させる必要がなくなる。
以下、図示実施例について説明すると、図1ないし図3は物品としてのLED素子1を分類する物品分類装置2を示している。
上記物品分類装置2は、図示しないLED製造装置から供給されたLED素子1を検査する検査手段3と、特性に応じてLED素子1を一時的に収容する中間ステージ4と、上記検査手段3から中間ステージ4にLED素子1を移載する第1移載手段5と、複数の分類トレイ6を保持するストッカ7と、上記中間ステージ4から上記ストッカ7の分類トレイ6にLED素子1を移載する第2移載手段8とから構成され、これらは図示しない制御手段によって制御される。
LED素子1は略長方形で上面が平坦な平板状に製造され、上記検査手段3によって輝度などの特性や、搬送中における傷の有無等に応じて、複数のランクに分類されるようになっている。
また上記中間ステージ4およびストッカ7に載置された分類トレイ6には、それぞれLED素子1を一つずつ収容する収容部4a(分類トレイ6の収容部は図示せず)が複数形成されている。
なお以下の説明において、X方向とは図1における図示左右方向を指し、Y方向とは図示上下方向を指し、Z方向とは図2における図示上下方向を指すものとする。
上記物品分類装置2は、図示しないLED製造装置から供給されたLED素子1を検査する検査手段3と、特性に応じてLED素子1を一時的に収容する中間ステージ4と、上記検査手段3から中間ステージ4にLED素子1を移載する第1移載手段5と、複数の分類トレイ6を保持するストッカ7と、上記中間ステージ4から上記ストッカ7の分類トレイ6にLED素子1を移載する第2移載手段8とから構成され、これらは図示しない制御手段によって制御される。
LED素子1は略長方形で上面が平坦な平板状に製造され、上記検査手段3によって輝度などの特性や、搬送中における傷の有無等に応じて、複数のランクに分類されるようになっている。
また上記中間ステージ4およびストッカ7に載置された分類トレイ6には、それぞれLED素子1を一つずつ収容する収容部4a(分類トレイ6の収容部は図示せず)が複数形成されている。
なお以下の説明において、X方向とは図1における図示左右方向を指し、Y方向とは図示上下方向を指し、Z方向とは図2における図示上下方向を指すものとする。
上記検査手段3は、複数のLED素子1を収容した供給トレイ11から一つずつLED素子1を移載する第3移載手段12と、複数の載置台13aを備えるとともに各種の作業が行われる回転テーブル13とから構成されている。
上記供給トレイ11はそれぞれ複数のLED素子1を収容するとともに上下に積み重ねることが可能となっており、第3移載手段12に隣接した供給ステージ3Aには、LED素子1を収容した供給トレイ11が複数枚積み重なった状態で供給されるようになっている。
この供給ステージ3Aに供給された供給トレイ11は、その後図示しない搬送手段により1枚ずつ上記回転テーブル13に近接した移載ステージ3Bに移動され、この移載ステージ3Bにおいて上記第3移載手段12が全てのLED素子1を回転テーブル13に移載すると、この空になった供給トレイ11はさらに隣接する排出ステージ3Cにおいて積み重ねられるようになっている。
上記第3移載手段12は従来公知であるため詳細な説明は省略するが、上記移載ステージ3Bに移動された供給トレイ11内のLED素子1を一つずつ吸着保持して、これを上記回転テーブル13に移載するようになっている。
上記供給トレイ11はそれぞれ複数のLED素子1を収容するとともに上下に積み重ねることが可能となっており、第3移載手段12に隣接した供給ステージ3Aには、LED素子1を収容した供給トレイ11が複数枚積み重なった状態で供給されるようになっている。
この供給ステージ3Aに供給された供給トレイ11は、その後図示しない搬送手段により1枚ずつ上記回転テーブル13に近接した移載ステージ3Bに移動され、この移載ステージ3Bにおいて上記第3移載手段12が全てのLED素子1を回転テーブル13に移載すると、この空になった供給トレイ11はさらに隣接する排出ステージ3Cにおいて積み重ねられるようになっている。
上記第3移載手段12は従来公知であるため詳細な説明は省略するが、上記移載ステージ3Bに移動された供給トレイ11内のLED素子1を一つずつ吸着保持して、これを上記回転テーブル13に移載するようになっている。
上記回転テーブル13には一つのLED素子1を載置可能な8つの載置台13aが等間隔に設けられており、該回転テーブル13はこの載置台13aのピッチに合わせて間欠的に回転するようになっている。
そして回転テーブル13は各載置台13aを、第3移載手段12に隣接する供給ステーション13Aと、上記LED素子1の輝度を測定する輝度測定ステーション13Bと、LED素子1の傷を検査する傷検査ステーション13Cと、これらの検査結果に基づいて所要のマークをLED素子1に所要の識別記号を付与するマークステーション13Dと、マークステーション13Dで付与されたマークを検査するマーク検査ステーション13Eと、検査が終了したLED素子1を載置する供給位置としての排出ステーション13Fとに停止させるようになっている。
上記輝度測定ステーション13BにはLED素子1の輝度を測定する図示しない測定装置が設けられ、また上記傷検査ステーション13CにはLED素子1の傷の有無を検査する図示しない検査装置が設けられている。
また上記マークステーション13Dには上記測定結果や検査結果に応じて所要のマークを付与するインクジェッタやレーザマーカなどが設けられ、上記マーク検査ステーション13Eには上記マークを検査する図示しない検査装置が設けられている。
そして、上記輝度測定ステーション13B、傷検査ステーション13C、マーク検査ステーション13Eにおける検査結果で得られた特性から、制御手段は全てのLED素子1を以下に説明するトレイグループに対応した第1の分類としてのランク1〜5と、この第1の分類をさらに細分化した第2の分類としてのランクA〜Fに分類するようになっている。
つまり本実施例の検査手段3は、LED素子1をランク1A〜5Fまでの合計で30のランクに分類することが可能となっている。
そして回転テーブル13は各載置台13aを、第3移載手段12に隣接する供給ステーション13Aと、上記LED素子1の輝度を測定する輝度測定ステーション13Bと、LED素子1の傷を検査する傷検査ステーション13Cと、これらの検査結果に基づいて所要のマークをLED素子1に所要の識別記号を付与するマークステーション13Dと、マークステーション13Dで付与されたマークを検査するマーク検査ステーション13Eと、検査が終了したLED素子1を載置する供給位置としての排出ステーション13Fとに停止させるようになっている。
上記輝度測定ステーション13BにはLED素子1の輝度を測定する図示しない測定装置が設けられ、また上記傷検査ステーション13CにはLED素子1の傷の有無を検査する図示しない検査装置が設けられている。
また上記マークステーション13Dには上記測定結果や検査結果に応じて所要のマークを付与するインクジェッタやレーザマーカなどが設けられ、上記マーク検査ステーション13Eには上記マークを検査する図示しない検査装置が設けられている。
そして、上記輝度測定ステーション13B、傷検査ステーション13C、マーク検査ステーション13Eにおける検査結果で得られた特性から、制御手段は全てのLED素子1を以下に説明するトレイグループに対応した第1の分類としてのランク1〜5と、この第1の分類をさらに細分化した第2の分類としてのランクA〜Fに分類するようになっている。
つまり本実施例の検査手段3は、LED素子1をランク1A〜5Fまでの合計で30のランクに分類することが可能となっている。
上記中間ステージ4は、上記回転テーブル13の排出ステーション13Fに隣接した位置に設けられており、図示しない駆動手段によってY方向に往復動可能に設けられている。
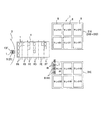
図4に示すように、中間ステージ4の上面には上記LED素子1を収容する収容部4aが複数形成され、本実施例ではX方向に10列、Y方向に4列の計40個のLED素子1を収容可能となっている。
そして上記中間ステージ4には、X方向に整列した10列の収容部4aを、それぞれ第1の分類が共通するLED素子1を収容する載置領域F1〜F5としている。
特に本実施例の場合、トレイグループのそれぞれに対して2列ずつ載置領域F1〜F5を設定しており、図4における中間ステージ4の図示左端の2列の載置領域F1にはランク1A〜1FのLED素子1が、図示右端の2列の載置領域F5にはランク5A〜5FのLED素子1が収容されるようになっている。
図4に示すように、中間ステージ4の上面には上記LED素子1を収容する収容部4aが複数形成され、本実施例ではX方向に10列、Y方向に4列の計40個のLED素子1を収容可能となっている。
そして上記中間ステージ4には、X方向に整列した10列の収容部4aを、それぞれ第1の分類が共通するLED素子1を収容する載置領域F1〜F5としている。
特に本実施例の場合、トレイグループのそれぞれに対して2列ずつ載置領域F1〜F5を設定しており、図4における中間ステージ4の図示左端の2列の載置領域F1にはランク1A〜1FのLED素子1が、図示右端の2列の載置領域F5にはランク5A〜5FのLED素子1が収容されるようになっている。
上記第1移載手段5は、LED素子1を吸着保持する第1保持ヘッド21と、該第1保持ヘッド21を移動させる第1移動手段22とから構成され、第1保持ヘッド21は図示しない負圧発生手段に接続されている。
上記第1移動手段22は、X方向に架設されたX方向レール23と、Z方向に架設されたZ方向レール24とを備え、上記第1保持ヘッド21を図示しない駆動手段によってX方向およびZ方向に移動させるようになっている。
具体的には、上記第1保持ヘッド21はX方向に往復動して上記回転テーブル13の排出ステーション13Fと上記中間ステージ4の右端に位置する載置領域F5との間を移動するとともに、Z方向に昇降して上記検査手段3の排出ステーション13Fと中間ステージ4の収容部4aとの間で昇降するようになっている。
一方、上記中間ステージ4はY方向に移動可能となっていることから、第1保持ヘッド21と中間ステージ4とがX方向およびY方向に相対移動することで、第1保持ヘッド21が保持したLED素子1を上記中間ステージ4におけるすべての収容部4aに収容することが可能となっている。
上記第1移動手段22は、X方向に架設されたX方向レール23と、Z方向に架設されたZ方向レール24とを備え、上記第1保持ヘッド21を図示しない駆動手段によってX方向およびZ方向に移動させるようになっている。
具体的には、上記第1保持ヘッド21はX方向に往復動して上記回転テーブル13の排出ステーション13Fと上記中間ステージ4の右端に位置する載置領域F5との間を移動するとともに、Z方向に昇降して上記検査手段3の排出ステーション13Fと中間ステージ4の収容部4aとの間で昇降するようになっている。
一方、上記中間ステージ4はY方向に移動可能となっていることから、第1保持ヘッド21と中間ステージ4とがX方向およびY方向に相対移動することで、第1保持ヘッド21が保持したLED素子1を上記中間ステージ4におけるすべての収容部4aに収容することが可能となっている。
上記ストッカ7は、複数の分類トレイ6を載置するとともに上下に積層された5段の第1〜第5スライド板31A〜31Eと、第1〜第5スライド板31A〜31EをそれぞれY方向に往復動させる駆動手段32とを備えている。
上記分類トレイ6には、それぞれひとつのLED素子1を収容する収容部4aが縦横に複数列ずつ形成され、各第1〜第5スライド板31A〜31EにはそれぞれX方向に3枚、Y方向に2枚の合計6枚の分類トレイ6が載置されている。
さらに本実施例では、各第1〜第5スライド板31A〜31Eの分類トレイ6には、それぞれ異なるトレイグループのLED素子1を収容するようになっており、例えばランク1A〜1FのLED素子1は第1スライド板31Aの6枚の分類トレイ6に収容されるようになっている。
また、第1スライド板31Aにおける図示上方の3枚の分類トレイ6には図示左方から順にランク1A,ランク1B、ランク1CのLED素子1を収容し、図示下方の分類トレイ6にはそれぞれランク1D,ランク1E、ランク1FのLED素子1を収容するようになっている。
これと同様、他の第2〜第5スライド板31B〜31Eにおいても、上記第1スライド板31Aと同様、LED素子1の特性に応じて分類トレイ6が載置されている。
上記分類トレイ6には、それぞれひとつのLED素子1を収容する収容部4aが縦横に複数列ずつ形成され、各第1〜第5スライド板31A〜31EにはそれぞれX方向に3枚、Y方向に2枚の合計6枚の分類トレイ6が載置されている。
さらに本実施例では、各第1〜第5スライド板31A〜31Eの分類トレイ6には、それぞれ異なるトレイグループのLED素子1を収容するようになっており、例えばランク1A〜1FのLED素子1は第1スライド板31Aの6枚の分類トレイ6に収容されるようになっている。
また、第1スライド板31Aにおける図示上方の3枚の分類トレイ6には図示左方から順にランク1A,ランク1B、ランク1CのLED素子1を収容し、図示下方の分類トレイ6にはそれぞれランク1D,ランク1E、ランク1FのLED素子1を収容するようになっている。
これと同様、他の第2〜第5スライド板31B〜31Eにおいても、上記第1スライド板31Aと同様、LED素子1の特性に応じて分類トレイ6が載置されている。
上記駆動手段32は、上記第1〜第5スライド板31A〜31Eを保持するフレーム33に固定された5つのモータ34と、フレーム33の両側面に回転可能に設けられた5組のプーリー35と、上記モータ34の駆動軸とプーリー35との間に張設されたベルト36とから構成されている。
図2に示すように、上記フレーム33の内側面にはY方向に5組のスライドレール37が設けられており、第1〜第5スライド板31A〜31Eは該スライドレール37に沿って移動するようになっている。
上記ベルト36には上記第1〜第5スライド板31A〜31Eの端部が連結されており、上記モータ34が駆動軸を回転させることで、ベルト36の回転に伴って各スライド板がY方向に進退動するようになっている。
上記駆動手段32によれば、第1〜第5スライド板31A〜31Eを通常図1における図示上方(図3では図示左方)の各スライド板が重合する待機位置に位置させている。
上記第2移載手段8がLED素子1を保持すると、上記駆動手段32はそのLED素子1の特性に応じていずれか1枚のスライド板を図示下方(図3では図示右方)へと移動させ、その際当該スライド板に載置された所要の分類トレイ4における空いている収容部4aを、上記第2移載手段8がLED素子1を載置可能な受け取り位置へと移動させるようになっている。
図2に示すように、上記フレーム33の内側面にはY方向に5組のスライドレール37が設けられており、第1〜第5スライド板31A〜31Eは該スライドレール37に沿って移動するようになっている。
上記ベルト36には上記第1〜第5スライド板31A〜31Eの端部が連結されており、上記モータ34が駆動軸を回転させることで、ベルト36の回転に伴って各スライド板がY方向に進退動するようになっている。
上記駆動手段32によれば、第1〜第5スライド板31A〜31Eを通常図1における図示上方(図3では図示左方)の各スライド板が重合する待機位置に位置させている。
上記第2移載手段8がLED素子1を保持すると、上記駆動手段32はそのLED素子1の特性に応じていずれか1枚のスライド板を図示下方(図3では図示右方)へと移動させ、その際当該スライド板に載置された所要の分類トレイ4における空いている収容部4aを、上記第2移載手段8がLED素子1を載置可能な受け取り位置へと移動させるようになっている。
上記第2移載手段8は、LED素子1を吸着保持する4つの第2保持ヘッド41と、該第2保持ヘッド41を移動させる第2移動手段42とから構成されている。なお第2移載手段8は上記第1移載手段5と略同様の構成を有しており、詳細な説明については省略する。
上記4つの第2保持ヘッド41は、上記中間ステージ4に設定された1列の載置領域Fと同じY方向に整列しており、所要の載置領域Fに収容された4つのLED素子1を同時に吸着保持するようになっている。
また各第2保持ヘッド41は、図示しない昇降手段によってそれぞれ単独で昇降可能となっており、図3に示すように所要のLED素子1を保持した第2保持ヘッド41だけを下降させることで、当該LED素子1を分類トレイ6に収容することが可能となっている。
上記第2移動手段42は、上記第2保持ヘッド41をX方向に往復動させて、上記中間ステージ4の左端の載置領域F1と、上記ストッカ7における図示右端に位置する分類トレイ6との間に位置させるとともに、Z方向に昇降させて中間ステージ4の収容部4aの高さとストッカ7の最下段に位置する第5スライド板31Eの分類トレイ6の高さとの間で昇降させる。
そして、上記第2保持ヘッド41と上記中間ステージ4とは、それぞれX方向およびY方向に相対移動することで、中間ステージ4における所要の載置領域F1〜F5を構成する4つの収容部4aを、上記4つの第2保持ヘッド41の下方に位置させることが可能となっている。
また、上記第2保持ヘッド41と上記ストッカ7における所要のスライド板とはX方向およびY方向に相対移動することで、第2保持ヘッド41が保持した各LED素子1を所要の受け渡し位置に位置させ、一方上記ストッカ7が所要のスライド板に載置された分類トレイ4における所要の収容部4aを所要の受け取り位置に位置させる。
これにより上記LED素子1と収容部4aとのX方向およびY方向の位置が一致し、その後第2移動手段が第2保持ヘッド41をZ方向に昇降させることで、当該LED素子1を当該収容部4aに収容するようになっている。
上記4つの第2保持ヘッド41は、上記中間ステージ4に設定された1列の載置領域Fと同じY方向に整列しており、所要の載置領域Fに収容された4つのLED素子1を同時に吸着保持するようになっている。
また各第2保持ヘッド41は、図示しない昇降手段によってそれぞれ単独で昇降可能となっており、図3に示すように所要のLED素子1を保持した第2保持ヘッド41だけを下降させることで、当該LED素子1を分類トレイ6に収容することが可能となっている。
上記第2移動手段42は、上記第2保持ヘッド41をX方向に往復動させて、上記中間ステージ4の左端の載置領域F1と、上記ストッカ7における図示右端に位置する分類トレイ6との間に位置させるとともに、Z方向に昇降させて中間ステージ4の収容部4aの高さとストッカ7の最下段に位置する第5スライド板31Eの分類トレイ6の高さとの間で昇降させる。
そして、上記第2保持ヘッド41と上記中間ステージ4とは、それぞれX方向およびY方向に相対移動することで、中間ステージ4における所要の載置領域F1〜F5を構成する4つの収容部4aを、上記4つの第2保持ヘッド41の下方に位置させることが可能となっている。
また、上記第2保持ヘッド41と上記ストッカ7における所要のスライド板とはX方向およびY方向に相対移動することで、第2保持ヘッド41が保持した各LED素子1を所要の受け渡し位置に位置させ、一方上記ストッカ7が所要のスライド板に載置された分類トレイ4における所要の収容部4aを所要の受け取り位置に位置させる。
これにより上記LED素子1と収容部4aとのX方向およびY方向の位置が一致し、その後第2移動手段が第2保持ヘッド41をZ方向に昇降させることで、当該LED素子1を当該収容部4aに収容するようになっている。
以下、上記構成を有する物品分類装置2の動作について説明する。
上記検査手段3には、図示しないLED製造装置よりLED素子1を収容した供給トレイ11が複数段積み重ねられた状態で供給ステージ3Aに供給され、このうち最上段の供給トレイ11が移載ステージ3Bに移動される。
すると、上記第3移載手段12が供給トレイ11内のLED素子1を一つずつ吸着保持して、これを上記供給ステージ13Aに停止している回転テーブル13の載置台13a上に移載する。
この後、移載ステージ3Bの供給トレイ11から全てのLED素子1が移載されると、この供給トレイ11は隣接する排出ステージ3Cに移動されて積み重ねられるようになっている。
そして上記回転テーブル13の供給ステージ13Aに位置した載置台13aにLED素子1が移載されると、回転テーブル13は間欠的に回転して、上記輝度測定ステージ13Bで輝度の測定、傷検査ステージ13Cで傷の有無の検査をそれぞれ行い、上記マークステージ13Cでは上記測定結果および検査結果に応じて所要のマークが付与される。
その後、マーク検査ステージ13EでLED素子1に付されたマークが検査されると、制御手段はこれらの結果から各LED素子1はランク1A〜5Fまでの30のランクに分類され、このLED素子1は上記排出ステージ13Fへと搬送される。
上記検査手段3には、図示しないLED製造装置よりLED素子1を収容した供給トレイ11が複数段積み重ねられた状態で供給ステージ3Aに供給され、このうち最上段の供給トレイ11が移載ステージ3Bに移動される。
すると、上記第3移載手段12が供給トレイ11内のLED素子1を一つずつ吸着保持して、これを上記供給ステージ13Aに停止している回転テーブル13の載置台13a上に移載する。
この後、移載ステージ3Bの供給トレイ11から全てのLED素子1が移載されると、この供給トレイ11は隣接する排出ステージ3Cに移動されて積み重ねられるようになっている。
そして上記回転テーブル13の供給ステージ13Aに位置した載置台13aにLED素子1が移載されると、回転テーブル13は間欠的に回転して、上記輝度測定ステージ13Bで輝度の測定、傷検査ステージ13Cで傷の有無の検査をそれぞれ行い、上記マークステージ13Cでは上記測定結果および検査結果に応じて所要のマークが付与される。
その後、マーク検査ステージ13EでLED素子1に付されたマークが検査されると、制御手段はこれらの結果から各LED素子1はランク1A〜5Fまでの30のランクに分類され、このLED素子1は上記排出ステージ13Fへと搬送される。
次に、図4を用いて上記検査手段3による特性に応じて、LED素子1を上記ストッカ7に載置された各分類トレイ6へと分類する手順を説明する。
まず、検査手段3の排出ステージ13FにLED素子1が排出されると、上記第1移載手段5がこのLED素子1をその第1の分類に応じて上記中間ステージ4における対応する載置領域F1〜F5に収容する。
具体的に説明すると、仮に排出ステージ13Fにランク1Aに分類されたLED素子1が載置された場合、まず第1移載手段5の第1移動手段22が第1保持ヘッド21をX方向に移動させて、第1保持ヘッド21により当該LED素子1を吸着保持する。
続いて、上記第1保持ヘッド21と中間ステージ4とが相対移動することにより、上記第1保持ヘッド21に保持されたLED素子1がその第1の分類(ランク1)に対応する載置領域F1に収容される。
このとき、LED素子1は第2の分類(ランクA)に関わらず、2列の載置領域F1のいずれか一方から収容され、また該載置領域F1には図示上方の収容部4aから順にLED素子1が収容されるようになっている。
その後、第1移載手段5と中間ステージ4とは、所要の載置領域F1〜F5を構成する4つの収容部4aのすべてにLED素子1が収容されるまで、上記動作を繰り返すようになっている。
まず、検査手段3の排出ステージ13FにLED素子1が排出されると、上記第1移載手段5がこのLED素子1をその第1の分類に応じて上記中間ステージ4における対応する載置領域F1〜F5に収容する。
具体的に説明すると、仮に排出ステージ13Fにランク1Aに分類されたLED素子1が載置された場合、まず第1移載手段5の第1移動手段22が第1保持ヘッド21をX方向に移動させて、第1保持ヘッド21により当該LED素子1を吸着保持する。
続いて、上記第1保持ヘッド21と中間ステージ4とが相対移動することにより、上記第1保持ヘッド21に保持されたLED素子1がその第1の分類(ランク1)に対応する載置領域F1に収容される。
このとき、LED素子1は第2の分類(ランクA)に関わらず、2列の載置領域F1のいずれか一方から収容され、また該載置領域F1には図示上方の収容部4aから順にLED素子1が収容されるようになっている。
その後、第1移載手段5と中間ステージ4とは、所要の載置領域F1〜F5を構成する4つの収容部4aのすべてにLED素子1が収容されるまで、上記動作を繰り返すようになっている。
このようにして第1移載手段5が上記中間ステージ4における所要の載置領域F1〜F5の4つの収容部4aにLED素子1を収容すると、上記第2移載手段8が中間ステージ4からストッカ7へとLED素子1を移載する。
具体的に説明すると、仮に第1の分類がランク5に対応する載置領域F5のすべての収容部4aにLED素子1が収容されると、上記第1移載手段5の第1保持ヘッド21はX方向に移動して、第2移載手段8の動作を妨げない待機位置に退避する。
次に、上記第2移載手段8の第2移動手段42は、第2保持ヘッド41をX方向に移動させて、中間ステージ4における当該載置領域F5の上方に位置させ、上記中間ステージ4はY方向に移動して、当該載置領域F5を構成する4つの収容部4aを4つの第2保持ヘッド41の下方に位置させる。
そして、上記昇降手段により4つの第2保持ヘッド41が同時に下降し、上記載置領域F5に収容された4個すべてのLED素子1を吸着保持する。
具体的に説明すると、仮に第1の分類がランク5に対応する載置領域F5のすべての収容部4aにLED素子1が収容されると、上記第1移載手段5の第1保持ヘッド21はX方向に移動して、第2移載手段8の動作を妨げない待機位置に退避する。
次に、上記第2移載手段8の第2移動手段42は、第2保持ヘッド41をX方向に移動させて、中間ステージ4における当該載置領域F5の上方に位置させ、上記中間ステージ4はY方向に移動して、当該載置領域F5を構成する4つの収容部4aを4つの第2保持ヘッド41の下方に位置させる。
そして、上記昇降手段により4つの第2保持ヘッド41が同時に下降し、上記載置領域F5に収容された4個すべてのLED素子1を吸着保持する。
次に第2保持ヘッド41は第2移動手段42によってX方向に移動して上記ストッカ7の上方へと移動し、上記ストッカ7は第1の分類がランク5に対応する分類トレイ6を載置した第5スライド板31Eを、上記駆動手段によって待機位置から載置位置へとY方向に移動させる。
そして、第2保持ヘッド41と上記第5スライド板31Eとを相対移動させることにより、上記第2保持ヘッド41に保持された4つのLED素子1を、それぞれ対応する分類トレイ6に収容する。
仮に、上記4つの第2保持ヘッド41がそれぞれランク5B,ランク5F,ランク5E,ランク5AのLED素子1を吸着保持している場合、以下のように作動させることで効率的に物品を分類することが可能となっている。
まず、第2保持ヘッド41はX方向に移動して、中間ステージ4より最も離隔した図示右方のランク5Fに対応する分類トレイ6の上方の受け渡し位置に移動し、一方第5スライド板31EはY方向に移動してランク5Fに対応する分類トレイ6を第2保持ヘッド41の下方の受け取り位置へと移動させる。
より詳細に上記受け渡し位置および受け取り位置について説明すると、上記第2保持ヘッド41および第5スライド板31Eは、上記ランク5FのLED素子1が、分類トレイ6におけるLED素子1の収容されていない収容部4aの上方に位置するようにそれぞれ相対移動し、このLED素子1と収容部4aとがZ方向で一致させ、このときの、上記第2保持ヘッド41および第5スライド板31Eの位置をそれぞれ上記受け渡し位置および受け取り位置という。
そしてこのように上記第2保持ヘッド41および第5スライド板31Eが上記受け渡し位置および受け取り位置に位置すると、上記第2移載手段8の第2移動手段が第2保持ヘッド41を第5スライド板31Eの高さまで下降させ、さらに図示しない昇降手段が当該ランク5FのLED素子1を吸着保持した第2保持ヘッド41だけを下降させて、LED素子1が分類トレイ6に収容される。
その後、さらに上記第2保持ヘッド41と上記第5スライド板31Eとを相対移動させて、中央に位置するランク5Bおよびランク5Eに対応する分類トレイ6にそれぞれLED素子1を収容し、最後に図示左方の中間ステージ4に近いランク5Bに対応する分類トレイ6にLED素子1を収容する。
このように本実施例では、第2保持ヘッド41に保持した4個のLED素子1を、第2保持ヘッド41の整列順ではなく、第2保持ヘッド41が徐々に中間ステージ4へと接近するように移動させることで、第2移載手段8の動作時間を短縮するようになっている。
なお、上述した順序は一例であり、例えば中間ステージ4にもっとも接近した分類トレイ6からLED素子1を分類してもよいし、その他の順序でLED素子1を分類することも可能である。
そして、第2保持ヘッド41と上記第5スライド板31Eとを相対移動させることにより、上記第2保持ヘッド41に保持された4つのLED素子1を、それぞれ対応する分類トレイ6に収容する。
仮に、上記4つの第2保持ヘッド41がそれぞれランク5B,ランク5F,ランク5E,ランク5AのLED素子1を吸着保持している場合、以下のように作動させることで効率的に物品を分類することが可能となっている。
まず、第2保持ヘッド41はX方向に移動して、中間ステージ4より最も離隔した図示右方のランク5Fに対応する分類トレイ6の上方の受け渡し位置に移動し、一方第5スライド板31EはY方向に移動してランク5Fに対応する分類トレイ6を第2保持ヘッド41の下方の受け取り位置へと移動させる。
より詳細に上記受け渡し位置および受け取り位置について説明すると、上記第2保持ヘッド41および第5スライド板31Eは、上記ランク5FのLED素子1が、分類トレイ6におけるLED素子1の収容されていない収容部4aの上方に位置するようにそれぞれ相対移動し、このLED素子1と収容部4aとがZ方向で一致させ、このときの、上記第2保持ヘッド41および第5スライド板31Eの位置をそれぞれ上記受け渡し位置および受け取り位置という。
そしてこのように上記第2保持ヘッド41および第5スライド板31Eが上記受け渡し位置および受け取り位置に位置すると、上記第2移載手段8の第2移動手段が第2保持ヘッド41を第5スライド板31Eの高さまで下降させ、さらに図示しない昇降手段が当該ランク5FのLED素子1を吸着保持した第2保持ヘッド41だけを下降させて、LED素子1が分類トレイ6に収容される。
その後、さらに上記第2保持ヘッド41と上記第5スライド板31Eとを相対移動させて、中央に位置するランク5Bおよびランク5Eに対応する分類トレイ6にそれぞれLED素子1を収容し、最後に図示左方の中間ステージ4に近いランク5Bに対応する分類トレイ6にLED素子1を収容する。
このように本実施例では、第2保持ヘッド41に保持した4個のLED素子1を、第2保持ヘッド41の整列順ではなく、第2保持ヘッド41が徐々に中間ステージ4へと接近するように移動させることで、第2移載手段8の動作時間を短縮するようになっている。
なお、上述した順序は一例であり、例えば中間ステージ4にもっとも接近した分類トレイ6からLED素子1を分類してもよいし、その他の順序でLED素子1を分類することも可能である。
このように上記第2移載手段8が4つのLED素子1をそれぞれストッカ7の分類トレイ6に収容する間、詳しくは上記第2保持ヘッド41が上記中間ステージ4の上方から離脱すると、上記第1移載手段5は検査手段3の排出ステージ13Fから中間ステージ4の各載置領域FにLED素子1を移載する作業を再開する。
そして上述したように、再びいずれかの載置領域Fに4個のLED素子1が収容されると、第2移載手段8がこの載置領域Fに収容されたLED素子1の特性に応じて、当該LED素子1をストッカ7の対応する分類トレイ6へと移載し、上記作業が繰り返される。
ここで、上記第2移載手段8がLED素子1をストッカ7に移載する間に、上記第1移載手段5が中間ステージ4の所要の載置領域Fに4個のLED素子1を収容してしまった場合であっても、中間ステージ4にはトレイグループごとにそれぞれ2列の載置領域F1〜F5を設定していることから、第1移載手段5は空いている載置領域FにLEDを収容し、LED素子1の移載を中断させないようになっている。
なお、上記第2移載手段8の処理速度が、第1移載手段5によって2列の載置領域F1〜F5のすべてにLED素子1を収容する速度よりも遅い場合には、中間ステージ4に3列以上の載置領域F1〜F5を形成してもよい。
そして上述したように、再びいずれかの載置領域Fに4個のLED素子1が収容されると、第2移載手段8がこの載置領域Fに収容されたLED素子1の特性に応じて、当該LED素子1をストッカ7の対応する分類トレイ6へと移載し、上記作業が繰り返される。
ここで、上記第2移載手段8がLED素子1をストッカ7に移載する間に、上記第1移載手段5が中間ステージ4の所要の載置領域Fに4個のLED素子1を収容してしまった場合であっても、中間ステージ4にはトレイグループごとにそれぞれ2列の載置領域F1〜F5を設定していることから、第1移載手段5は空いている載置領域FにLEDを収容し、LED素子1の移載を中断させないようになっている。
なお、上記第2移載手段8の処理速度が、第1移載手段5によって2列の載置領域F1〜F5のすべてにLED素子1を収容する速度よりも遅い場合には、中間ステージ4に3列以上の載置領域F1〜F5を形成してもよい。
以上のように、本実施例における分類装置によれば、検査手段3においてLED素子1をストッカ7に設定したトレイグループと同数の第1の分類と、各トレイグループを細分類した第2の分類とに分類し、トレイグループに対応するLED素子1を一時的に中間ステージ4の対応する載置領域Fに分類するようになっている。
そして第2移載手段8は上記載置領域Fに載置された複数のLED素子1を保持してこれをストッカ7に移載するため、当該第2移載手段8がLED素子1を移載する間、第1移載手段5の動作を継続することができ、検査手段3は上記排出ステージ13Fへと検査したLED素子1の供給を継続することが可能となる。
さらに、また第2移載手段8は第2保持ヘッド41が第1の分類が共通するLED素子1を複数同時に保持するため、上記ストッカ7はこの第1の分類に対応するトレイグループに属する分類トレイ6を載置したスライド板だけを移動させればよいため、効率的に分類を行うことができる。
そして第2移載手段8は上記載置領域Fに載置された複数のLED素子1を保持してこれをストッカ7に移載するため、当該第2移載手段8がLED素子1を移載する間、第1移載手段5の動作を継続することができ、検査手段3は上記排出ステージ13Fへと検査したLED素子1の供給を継続することが可能となる。
さらに、また第2移載手段8は第2保持ヘッド41が第1の分類が共通するLED素子1を複数同時に保持するため、上記ストッカ7はこの第1の分類に対応するトレイグループに属する分類トレイ6を載置したスライド板だけを移動させればよいため、効率的に分類を行うことができる。
図5は第2実施例にかかる物品分類装置2によるLED素子1を分類する際の動作説明図である。なお、物品分類装置2の構成は上記実施例と同じであるため、詳細な説明は省略する。
本実施例のLED素子1は、検査手段3によってランクA〜Fの6つの第1分類と、ランク1〜5の5つの第2の分類に分類されるようになっており、これは上記第1実施例の特性に対して、第1の分類と第2の分類とを逆の関係に置き換えたものとなっている。
本実施例の中間ステージ4には、X方向に12列の収容部4aが形成されており、これら12列の収容部4aはそれぞれ第1の分類に対応する載置領域FA〜FFを構成しており、第1の分類のそれぞれに対して2列の載置領域FA〜FFが設定されている。
また本実施例のストッカ7における第1〜第5スライド板31A〜31Eは、それぞれLED素子1の第2の分類に対応しており、例えば第1スライド板31Aにはランク1が共通するランクA1〜F1のLED素子1を収容する分類トレイ6が載置されている。
そして第1〜第5スライド板31A〜31Eには、分類トレイ6がそれぞれ同じ配列で載置されており、上記第1の分類に対応するトレイグループは、待機位置で上下に積層した第1〜第5スライド板31A〜31Eにおける上下方向に整列した複数の分類トレイによって構成している。
具体的には、例えば第1〜第5スライド板31A〜31Eにおける図示上方左端に位置する分類トレイ6は、それぞれ第1の分類がランクAのトレイグループに対応しており、それぞれランクA1〜A5のLED素子1が収容されるようになっている。
本実施例のLED素子1は、検査手段3によってランクA〜Fの6つの第1分類と、ランク1〜5の5つの第2の分類に分類されるようになっており、これは上記第1実施例の特性に対して、第1の分類と第2の分類とを逆の関係に置き換えたものとなっている。
本実施例の中間ステージ4には、X方向に12列の収容部4aが形成されており、これら12列の収容部4aはそれぞれ第1の分類に対応する載置領域FA〜FFを構成しており、第1の分類のそれぞれに対して2列の載置領域FA〜FFが設定されている。
また本実施例のストッカ7における第1〜第5スライド板31A〜31Eは、それぞれLED素子1の第2の分類に対応しており、例えば第1スライド板31Aにはランク1が共通するランクA1〜F1のLED素子1を収容する分類トレイ6が載置されている。
そして第1〜第5スライド板31A〜31Eには、分類トレイ6がそれぞれ同じ配列で載置されており、上記第1の分類に対応するトレイグループは、待機位置で上下に積層した第1〜第5スライド板31A〜31Eにおける上下方向に整列した複数の分類トレイによって構成している。
具体的には、例えば第1〜第5スライド板31A〜31Eにおける図示上方左端に位置する分類トレイ6は、それぞれ第1の分類がランクAのトレイグループに対応しており、それぞれランクA1〜A5のLED素子1が収容されるようになっている。
以下、第2実施例にかかる物品分類装置2の動作について説明する。
最初に、上記第1移載手段5と中間ステージ4とが作動して、検査手段3の排出ステージ13Fに載置されたLED素子1を、第1の分類に応じて中間ステージ4の対応する載置領域FA〜FFに移載する。
続いて、所要の載置領域Fを構成する4個の収容部4aにLED素子1が移載されると、上記第2移載手段8が作動して、上記第2保持ヘッド41が当該載置領域Fの4つのLED素子1をすべて保持する。
なお、ここまでの動作については、上記第1実施例に対して上記トレイグループの数が異なるだけであるので、これ以上の詳細な説明は省略する。
最初に、上記第1移載手段5と中間ステージ4とが作動して、検査手段3の排出ステージ13Fに載置されたLED素子1を、第1の分類に応じて中間ステージ4の対応する載置領域FA〜FFに移載する。
続いて、所要の載置領域Fを構成する4個の収容部4aにLED素子1が移載されると、上記第2移載手段8が作動して、上記第2保持ヘッド41が当該載置領域Fの4つのLED素子1をすべて保持する。
なお、ここまでの動作については、上記第1実施例に対して上記トレイグループの数が異なるだけであるので、これ以上の詳細な説明は省略する。
仮に上記第2移載手段8の第2保持ヘッド41が、図示上方の第2保持ヘッド41から順に、第1の分類が共通するランクF1、ランクF5、ランクF1、ランクF3のLED素子1を吸着保持した場合について説明する。
上記第2移動手段42は、上記第2保持ヘッド41を図示右方に移動させて、上記ストッカ7に載置された上記トレイグループがランクFに対応する分類トレイ6が、当該第2保持ヘッド41の下方に位置するような受け渡し位置まで移動させる。
一方、上記ストッカ7は、LED素子1の第2の分類のランク5に対応する、最下段の第5スライド板31Eを待機位置から移動させ、対応する図示右下に位置した分類トレイ6を第2保持ヘッド41の下方の受け取り位置に移動させる。
このように第2保持ヘッド41と第5スライド板31EとをX方向およびY方向に相対移動させることにより、ランクF5のLED素子1が対応する分類トレイ6の空いている収容部4aに収容される。
上記第2移動手段42は、上記第2保持ヘッド41を図示右方に移動させて、上記ストッカ7に載置された上記トレイグループがランクFに対応する分類トレイ6が、当該第2保持ヘッド41の下方に位置するような受け渡し位置まで移動させる。
一方、上記ストッカ7は、LED素子1の第2の分類のランク5に対応する、最下段の第5スライド板31Eを待機位置から移動させ、対応する図示右下に位置した分類トレイ6を第2保持ヘッド41の下方の受け取り位置に移動させる。
このように第2保持ヘッド41と第5スライド板31EとをX方向およびY方向に相対移動させることにより、ランクF5のLED素子1が対応する分類トレイ6の空いている収容部4aに収容される。
続いて、上記第2移動手段42は上記第2保持ヘッド41を上昇させ、上記ストッカ7は第2の分類がランク3に対応する第3スライド板31Cの図示右下に位置した分類トレイ6を、第2保持ヘッド41の下方の受け取り位置まで移動させる。
このとき、第2保持ヘッド41はすでに第3スライド板31Cに載置された対応する分類トレイ6の上方に位置しているため、第2保持ヘッド41と第3スライド板31Cとを若干相対移動させるだけで、ランクF3のLED素子1を対応する分類トレイ6における空いている収容部4aに収容することができる。
そして、上記第2移動手段42はさらに第2保持ヘッド41を上昇させ、上記ストッカ7は第2の分類がランク1に対応する第1スライド板31Aの図示右下に位置した分類トレイ6を第2保持ヘッド41の下方の受け取り位置まで移動させる。
このときも、第2保持ヘッド41はすでに第1スライド板31Aに載置された対応する分類トレイ6の上方に位置しているため、第2保持ヘッド41と第1スライド板31Aとを若干相対移動させるだけで、2枚のランクF1のLED素子1を順次対応する分類トレイ6の空いている収容部4aに収容することができる。
このように本実施例では、第2保持ヘッド41に保持した4個のLED素子1を、第2保持ヘッド41の整列順ではなく、第2保持ヘッド41がZ方向に徐々に上昇するように移動させることから、第2移載手段8の動作時間を短縮することが可能となっている。
なお、上述した順序は一例であり、例えば上段の第1スライド板31Aの分類トレイ6からLED素子1を分類してもよいし、その他の順序でLED素子1を分類することも可能である。
このとき、第2保持ヘッド41はすでに第3スライド板31Cに載置された対応する分類トレイ6の上方に位置しているため、第2保持ヘッド41と第3スライド板31Cとを若干相対移動させるだけで、ランクF3のLED素子1を対応する分類トレイ6における空いている収容部4aに収容することができる。
そして、上記第2移動手段42はさらに第2保持ヘッド41を上昇させ、上記ストッカ7は第2の分類がランク1に対応する第1スライド板31Aの図示右下に位置した分類トレイ6を第2保持ヘッド41の下方の受け取り位置まで移動させる。
このときも、第2保持ヘッド41はすでに第1スライド板31Aに載置された対応する分類トレイ6の上方に位置しているため、第2保持ヘッド41と第1スライド板31Aとを若干相対移動させるだけで、2枚のランクF1のLED素子1を順次対応する分類トレイ6の空いている収容部4aに収容することができる。
このように本実施例では、第2保持ヘッド41に保持した4個のLED素子1を、第2保持ヘッド41の整列順ではなく、第2保持ヘッド41がZ方向に徐々に上昇するように移動させることから、第2移載手段8の動作時間を短縮することが可能となっている。
なお、上述した順序は一例であり、例えば上段の第1スライド板31Aの分類トレイ6からLED素子1を分類してもよいし、その他の順序でLED素子1を分類することも可能である。
このような第2実施例による手順を用いることで、上記第1実施例と同様、第2移載手段8がLED素子1をストッカ7に分類する間も、上記第1移載手段5がLED素子1を検査手段3から中間ステージ4へと移載することができ、効率的に物品の分類を行うことが可能となっている。
また第2実施例によれば、第2保持ヘッド41の水平方向への移動量を最小限にすることができることから、効率的にLED素子1を分類することができ、特にLED素子1の第2の分類において、特定のランクのLED素子1が偏在する場合に好適となっている。
つまり、第2の分類がランク1のLED素子1の割合が多いとすると、トレイグループがランクFに対応する各載置領域F1には、それぞれランク1のLED素子1が多く収容されることとなる。
その結果、仮に4つすべてのLED素子1がランクF1となれば、上記第2移載手段8とストッカ7とは、第2保持ヘッド41と第1スライド板31Aとを、当該ランクF1を収容する分類トレイ6の範囲で相対移動させるだけでよく、効率的な分類を行うことが可能となっている。
また第2実施例によれば、第2保持ヘッド41の水平方向への移動量を最小限にすることができることから、効率的にLED素子1を分類することができ、特にLED素子1の第2の分類において、特定のランクのLED素子1が偏在する場合に好適となっている。
つまり、第2の分類がランク1のLED素子1の割合が多いとすると、トレイグループがランクFに対応する各載置領域F1には、それぞれランク1のLED素子1が多く収容されることとなる。
その結果、仮に4つすべてのLED素子1がランクF1となれば、上記第2移載手段8とストッカ7とは、第2保持ヘッド41と第1スライド板31Aとを、当該ランクF1を収容する分類トレイ6の範囲で相対移動させるだけでよく、効率的な分類を行うことが可能となっている。
なお、上記実施例では物品としてLED素子1を移載しているが、移載される物品はLED素子1に限られないことはもちろんであり、また上記検査手段3におけるLED素子1の検査内容ならびに第1の分類および第2の分類の数についても、上記実施例に限られないことはもちろんである。
また、上記実施例では上記第2移載手段8は4つの第2保持ヘッド41を備えているが、複数であればその個数を問わず、その際には第2保持ヘッド41の個数と上記中間ステージ4における各載置領域を構成する収容部4aの個数とをあわせればよい。
さらに、上記実施例では上記中間ステージ4をY方向に移動させるとともに第1、第2保持ヘッド21、41をX方向に移動させる構成となっているが、上記中間ステージ4を固定し、第1、第2保持ヘッド21、41をX方向およびY方向に移動させる構成としてもよい。
そして上記ストッカ7についても、各スライド板を積層させる構成に限らず、例えば複数の分類トレイ6を収容したスライド板を、回転テーブル上に等間隔に載置し、該回転テーブルを回転させることにより所要の分類トレイ6を載置するスライド板を第2移載手段8の位置に移動させるような構成とすることもできる。
また、上記実施例では上記第2移載手段8は4つの第2保持ヘッド41を備えているが、複数であればその個数を問わず、その際には第2保持ヘッド41の個数と上記中間ステージ4における各載置領域を構成する収容部4aの個数とをあわせればよい。
さらに、上記実施例では上記中間ステージ4をY方向に移動させるとともに第1、第2保持ヘッド21、41をX方向に移動させる構成となっているが、上記中間ステージ4を固定し、第1、第2保持ヘッド21、41をX方向およびY方向に移動させる構成としてもよい。
そして上記ストッカ7についても、各スライド板を積層させる構成に限らず、例えば複数の分類トレイ6を収容したスライド板を、回転テーブル上に等間隔に載置し、該回転テーブルを回転させることにより所要の分類トレイ6を載置するスライド板を第2移載手段8の位置に移動させるような構成とすることもできる。
1 LED素子 2 物品分類装置
3 検査手段 4 中間ステージ
5 第1移載手段 6 分類トレイ
7 ストッカ 8 第2移載手段
31A〜31E 第1〜第5スライド板
41 第2吸着ヘッド F1〜F5 載置領域
3 検査手段 4 中間ステージ
5 第1移載手段 6 分類トレイ
7 ストッカ 8 第2移載手段
31A〜31E 第1〜第5スライド板
41 第2吸着ヘッド F1〜F5 載置領域
Claims (4)
- 物品を収容する複数の分類トレイが載置されたストッカと、供給位置に供給された物品を該物品の特性に基づき上記ストッカにおける所要の分類トレイへと移載する移載手段とを備えた物品分類装置において、
上記ストッカにおける複数の分類トレイを、複数のトレイグループにグループ化し、
上記供給位置とストッカとの間に中間ステージを設けて、該中間ステージに上記ストッカの各トレイグループに対応する複数の載置領域を設定し、
上記移載手段を、上記供給位置から中間ステージの所要の載置領域へと物品を移載する第1移載手段と、上記中間ステージから上記ストッカの所要の分類トレイへと物品を移載する第2移載手段とから構成し、
上記第1移載手段が中間ステージにおける所要の載置領域に複数の物品を載置すると、上記第2移載手段が当該載置領域から複数の物品を保持して、当該物品をその特性に基づいて上記ストッカにおける所要のトレイグループに属する所要の分類トレイへと移載し、
該第2移載手段がストッカの分類トレイに物品を移載する間、上記第1移載手段は上記供給位置から中間ステージへの物品の移載を行うことを特徴とする物品分類装置。 - 上記ストッカは、各トレイグループに属する分類トレイを載置するトレイグループと同数のスライド板と、各スライド板を水平に移動させて、複数のスライド板が上下に積層された待機位置と、上記第2移載手段が各スライド板の分類トレイに物品の載置を可能とする受け取り位置へと移動させる移動機構とを備え、
上記第2移載手段が上記中間ステージにおける所要の載置領域で物品を保持すると、上記移動機構が当該載置領域に対応するトレイグループに対応したスライド板を上記受け取り位置へと移動させることを特徴とする請求項1に記載の物品分類装置。 - 上記ストッカは、分類トレイを同一の配列で保持する複数のスライド板と、各スライド板を水平に移動させて、複数のスライド板が上下に積層された待機位置と、上記第2移載手段が各スライド板の分類トレイに物品の載置を可能とする受け取り位置へと移動させる移動機構とを備え、
上記トレイグループを、上記待機位置で上下に積層した複数のスライド板における上下方向に整列した複数の分類トレイによって構成し、
上記第2移載手段が上記中間ステージにおける所要の載置領域で物品を保持すると、上記移動機構は、当該載置領域に対応するトレイグループに属する分類トレイが所要の受け取り位置に位置するように順次スライド板を移動させ、
上記第2移載手段は、上記分類トレイの受け取り位置の上方の受け渡し位置に物品を位置させるとともに、該受け渡し位置から物品を昇降させることで所要のスライド板に載置された分類トレイに物品を収容することを特徴とする請求項1に記載の物品分類装置。 - 上記中間ステージの各載置領域には、上記第2移載手段が保持可能な物品の数よりも多い物品を載置可能としたことを特徴とする請求項1ないし請求項3のいずれかに記載の物品分類装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011153079A JP2013018604A (ja) | 2011-07-11 | 2011-07-11 | 物品分類装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011153079A JP2013018604A (ja) | 2011-07-11 | 2011-07-11 | 物品分類装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013018604A true JP2013018604A (ja) | 2013-01-31 |
Family
ID=47690442
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011153079A Pending JP2013018604A (ja) | 2011-07-11 | 2011-07-11 | 物品分類装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013018604A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018003573A1 (ja) * | 2016-06-30 | 2018-01-04 | 日本電産サンキョー株式会社 | 搬送システム |
| JP2021174951A (ja) * | 2020-04-30 | 2021-11-01 | 日本電産サンキョー株式会社 | 搬送システム |
| CN113677478A (zh) * | 2019-03-29 | 2021-11-19 | 平田机工株式会社 | 安装装置 |
| CN113710414A (zh) * | 2019-03-29 | 2021-11-26 | 平田机工株式会社 | 测定装置 |
| CN115990577A (zh) * | 2021-10-19 | 2023-04-21 | 苏州精濑光电有限公司 | 一种分等装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001215257A (ja) * | 1999-12-06 | 2001-08-10 | Samsung Electronics Co Ltd | RAMバスハンドラ(Rambushandler) |
| JP4171119B2 (ja) * | 1998-11-25 | 2008-10-22 | 株式会社アドバンテスト | トレイ保持装置、部品ハンドリング装置および部品の分類方法 |
-
2011
- 2011-07-11 JP JP2011153079A patent/JP2013018604A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4171119B2 (ja) * | 1998-11-25 | 2008-10-22 | 株式会社アドバンテスト | トレイ保持装置、部品ハンドリング装置および部品の分類方法 |
| JP2001215257A (ja) * | 1999-12-06 | 2001-08-10 | Samsung Electronics Co Ltd | RAMバスハンドラ(Rambushandler) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018003573A1 (ja) * | 2016-06-30 | 2018-01-04 | 日本電産サンキョー株式会社 | 搬送システム |
| CN109417044A (zh) * | 2016-06-30 | 2019-03-01 | 日本电产三协株式会社 | 搬运系统 |
| CN109417044B (zh) * | 2016-06-30 | 2023-04-28 | 日本电产三协株式会社 | 搬运系统 |
| CN113677478A (zh) * | 2019-03-29 | 2021-11-19 | 平田机工株式会社 | 安装装置 |
| CN113710414A (zh) * | 2019-03-29 | 2021-11-26 | 平田机工株式会社 | 测定装置 |
| US20220003635A1 (en) * | 2019-03-29 | 2022-01-06 | Hirata Corporation | Measurement device |
| JP2021174951A (ja) * | 2020-04-30 | 2021-11-01 | 日本電産サンキョー株式会社 | 搬送システム |
| CN115990577A (zh) * | 2021-10-19 | 2023-04-21 | 苏州精濑光电有限公司 | 一种分等装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5589525B2 (ja) | 物品分類装置 | |
| CN101315402B (zh) | 具循序排列进料区、测试区及出料区的多测试座测试机台 | |
| CN1084476C (zh) | 半导体器件试验装置及半导体器件试验系统 | |
| TWI450851B (zh) | 電子元件測試分類機 | |
| CN1149908C (zh) | 集成电路装卸装置及其装卸头 | |
| JP2013018604A (ja) | 物品分類装置 | |
| CN104332439A (zh) | 一种晶片盘推送装置 | |
| CN103071627A (zh) | 一种全自动晶粒检测分选一体设备 | |
| KR20100098884A (ko) | 엘이디 패키지 제조용 스트립 검사장치 | |
| CN114799546A (zh) | 一种全自动激光打孔方法及设备 | |
| CN211437095U (zh) | 软包电池分档设备 | |
| CN114899124A (zh) | 芯片自动剥离、光学检测一体系统及芯片检测流程 | |
| CN101593715A (zh) | 全自动进出料装置及其方法 | |
| CN105336648A (zh) | 一种堆叠基板的抓取分离装置及抓取分离方法 | |
| CN101208606A (zh) | 工件装卸装置 | |
| KR101578754B1 (ko) | 캐리어 플레이트용 기판 적재 시스템 | |
| KR101973687B1 (ko) | 소자검사장치 | |
| CN115228759A (zh) | 一种晶圆分料检测装置 | |
| JPH11287843A (ja) | Ic試験装置 | |
| JP5606507B2 (ja) | 複合搬送装置及びそれを用いた方法 | |
| JP2012043930A (ja) | ウェハ供給装置およびチップボンディング装置 | |
| CN212310119U (zh) | 硅片检测分选机 | |
| JPH0567658A (ja) | Icキヤリア | |
| CN101413978A (zh) | 半导体封装组件测试装置 | |
| CN218455769U (zh) | 一种多工位芯片测试机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150421 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150904 |