JP2013101902A - パック電池とその製造方法 - Google Patents
パック電池とその製造方法 Download PDFInfo
- Publication number
- JP2013101902A JP2013101902A JP2012096357A JP2012096357A JP2013101902A JP 2013101902 A JP2013101902 A JP 2013101902A JP 2012096357 A JP2012096357 A JP 2012096357A JP 2012096357 A JP2012096357 A JP 2012096357A JP 2013101902 A JP2013101902 A JP 2013101902A
- Authority
- JP
- Japan
- Prior art keywords
- case
- battery pack
- resin sheet
- thermoforming
- upper case
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 41
- 238000001746 injection moulding Methods 0.000 claims abstract description 20
- 210000000078 claw Anatomy 0.000 claims abstract description 19
- 238000000465 moulding Methods 0.000 claims abstract description 8
- 229920005989 resin Polymers 0.000 claims description 56
- 239000011347 resin Substances 0.000 claims description 56
- 238000003856 thermoforming Methods 0.000 claims description 33
- 238000000034 method Methods 0.000 claims description 25
- 229920005992 thermoplastic resin Polymers 0.000 claims description 20
- 239000004417 polycarbonate Substances 0.000 claims description 14
- 229920000515 polycarbonate Polymers 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 11
- 230000006866 deterioration Effects 0.000 abstract description 2
- 239000000243 solution Substances 0.000 abstract 1
- 239000004743 Polypropylene Substances 0.000 description 15
- 229920001155 polypropylene Polymers 0.000 description 15
- -1 polyethylene Polymers 0.000 description 14
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 10
- 238000005304 joining Methods 0.000 description 8
- 229920008790 Amorphous Polyethylene terephthalate Polymers 0.000 description 6
- 239000004697 Polyetherimide Substances 0.000 description 6
- 239000004698 Polyethylene Substances 0.000 description 6
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 6
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 6
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 6
- 229920001643 poly(ether ketone) Polymers 0.000 description 6
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 6
- 229920002492 poly(sulfone) Polymers 0.000 description 6
- 229920001601 polyetherimide Polymers 0.000 description 6
- 229920000573 polyethylene Polymers 0.000 description 6
- 239000004926 polymethyl methacrylate Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000007666 vacuum forming Methods 0.000 description 5
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 3
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000000071 blow moulding Methods 0.000 description 3
- 238000007334 copolymerization reaction Methods 0.000 description 3
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 238000007664 blowing Methods 0.000 description 1
- NTXGQCSETZTARF-UHFFFAOYSA-N buta-1,3-diene;prop-2-enenitrile Chemical compound C=CC=C.C=CC#N NTXGQCSETZTARF-UHFFFAOYSA-N 0.000 description 1
- OJIJEKBXJYRIBZ-UHFFFAOYSA-N cadmium nickel Chemical compound [Ni].[Cd] OJIJEKBXJYRIBZ-UHFFFAOYSA-N 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 229910052987 metal hydride Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Battery Mounting, Suspending (AREA)
Abstract
【課題】外管品質などの問題発生を回避しながら、ケースの薄肉化を図ることにより、小型・軽量・低コストの要望に応えることができるパック電池およびその製造方法を提供する
【解決手段】パック電池1は、上ケース20および下ケース21で構成される外装体を有する。上ケース20および下ケース21の組み合わせを以って構成される外装体の内部空間には、2つの素電池11,12および回路基板30を備えるコアパック10が収納されている。回路基板13には、外部コネクタ14が接続されており、外部コネクタ14は、上ケース20および下ケース21から構成される外装体の外部へと延出されている。上ケース20は、PCシートが熱成形されてなるものであり、下ケース21は、インジェクション成形されてなるものである。上ケース20と下ケース21とは、互いの側壁に設けられた係止爪と係止孔により係止されている。
【選択図】図1
【解決手段】パック電池1は、上ケース20および下ケース21で構成される外装体を有する。上ケース20および下ケース21の組み合わせを以って構成される外装体の内部空間には、2つの素電池11,12および回路基板30を備えるコアパック10が収納されている。回路基板13には、外部コネクタ14が接続されており、外部コネクタ14は、上ケース20および下ケース21から構成される外装体の外部へと延出されている。上ケース20は、PCシートが熱成形されてなるものであり、下ケース21は、インジェクション成形されてなるものである。上ケース20と下ケース21とは、互いの側壁に設けられた係止爪と係止孔により係止されている。
【選択図】図1
Description
本発明は、パック電池とその製造方法に関し、特に外装を構成するケースの構造に関する。
パック電池は、携帯電話機やPDA(Personal Digital Assistance)やタブレット型PC(パーソナルコンピュータ)などの電源として広く使われている。
パック電池は、例えば、1または複数の素電池が、上下2つのケースにより構成される空間に収納された構成となっている。2つのケースは、各々が浅皿形状をしており、開口端縁同士を突き合わせ、接合することで内部に収納空間を構成する。
パック電池は、例えば、1または複数の素電池が、上下2つのケースにより構成される空間に収納された構成となっている。2つのケースは、各々が浅皿形状をしており、開口端縁同士を突き合わせ、接合することで内部に収納空間を構成する。
従来技術に係るパック電池においては、外装を構成するケースについて、熱可塑性の樹脂材料を加熱し、当該状態で成形型に射出する、所謂、インジェクション成形により形成されている。
このように、パック電池は、素電池を樹脂材料などからなるケース内に収納することで、落下などに起因する衝撃から素電池の保護が図られている。
このように、パック電池は、素電池を樹脂材料などからなるケース内に収納することで、落下などに起因する衝撃から素電池の保護が図られている。
しかしながら、近年のパック電池に対する小型・軽量・低コストの要望に対し、インジェクション成形により形成されるケースを備えた従来技術に係るパック電池では、十分に応えられなくなってきている。即ち、インジェクション成形によりケースを形成する場合には、0.8〜1.0mm程度までの薄肉化が限界となる。仮に、インジェクション成形において更なる薄肉化を図ろうとすると、樹脂流れ不良などの外観品質といった問題が顕在化する可能性が高くなる。
本発明は、上記問題の解決を図ろうとなされたものであって、外管品質などの問題発生を回避しながら、ケースの薄肉化を図ることにより、小型・軽量・低コストの要望に応えることができるパック電池およびその製造方法を提供することを目的とする。
そこで、本発明に係るパック電池は、素電池と、当該素電池を内部空間に収納するケースとを備える。そして、本発明に係るパック電池では、ケースの構成の少なくとも一部が、熱可塑性の樹脂シートが熱成形されてなる、ことを特徴とする。
また、本発明に係るパック電池の製造方法は、内部に空間を有するケースを準備する工程と、ケースの内部空間に素電池を収納する工程と、を備える。そして、本発明に係るパック電池の製造方法では、ケースを準備する工程において、熱可塑性の樹脂シートを熱成形することにより、ケースの構成の少なくとも一部を形成する、ことを特徴とする。
また、本発明に係るパック電池の製造方法は、内部に空間を有するケースを準備する工程と、ケースの内部空間に素電池を収納する工程と、を備える。そして、本発明に係るパック電池の製造方法では、ケースを準備する工程において、熱可塑性の樹脂シートを熱成形することにより、ケースの構成の少なくとも一部を形成する、ことを特徴とする。
本発明に係るパック電池では、ケースの構成の少なくとも一部が、熱可塑性の樹脂シートが熱成形されてなる、という構成を採用する。このため、インジェクション成形によるケースを備える従来技術に係るパック電池に比べて、樹脂シートが熱成形されてなる構成を少なくとも一部に含むケースを採用した分だけ、ケースの薄肉化・軽量化を図ることができる。そして、本発明に係るパック電池では樹脂シートを熱成形したケースを採用するので、薄肉化・軽量化を図りながら、インジェクション成形で問題となる樹脂流れ不良などに起因する外観品質の問題を生じることがない。
また、本発明に係るパック電池では、上記のような構成を採用することにより、ケースの薄肉化を図ることができるので、材料比の削減および歩留まりの向上に伴う製造コストの削減を図ることができる。
従って、本発明に係るパック電池では、外管品質などの問題発生を回避しながら、ケースの薄肉化を図ることにより、小型・軽量・低コストの要望に応えることができる。
従って、本発明に係るパック電池では、外管品質などの問題発生を回避しながら、ケースの薄肉化を図ることにより、小型・軽量・低コストの要望に応えることができる。
本発明に係るパック電池では、例えば、次のようなバリエーションの構成を採用することができる。
本発明に係るパック電池では、上記構成において、ケースが第1ケースと第2ケースとの組み合わせを以って構成されており、ケースにおいて、熱可塑性の樹脂シートが熱成形されてなるのが、第1ケースおよび第2ケースの少なくとも一方である、という構成を採用することができる。これにより、第1ケースおよび第2ケースの少なくとも一方を、熱可塑性の樹脂シートを用い熱成形して形成する分だけ、製造コストの削減、および小型・軽量化に効果を有する。
本発明に係るパック電池では、上記構成において、ケースが第1ケースと第2ケースとの組み合わせを以って構成されており、ケースにおいて、熱可塑性の樹脂シートが熱成形されてなるのが、第1ケースおよび第2ケースの少なくとも一方である、という構成を採用することができる。これにより、第1ケースおよび第2ケースの少なくとも一方を、熱可塑性の樹脂シートを用い熱成形して形成する分だけ、製造コストの削減、および小型・軽量化に効果を有する。
本発明に係るパック電池では、上記構成において、第1ケースおよび第2ケースの少なくとも一方であって、樹脂シートが熱成形されてなるケースが、浅皿形状を有する、という構成を採用することもできる。これにより、特に携帯電話機やタブレット型PCなどに用いる扁平な外観形状を有するパック電池を形成するのに好適である。
本発明に係るパック電池では、上記構成において、第1ケースおよび第2ケースの双方が、樹脂シートが熱成形されてなるケースとすることについて排除するものではないが、第2ケースが、樹脂材料を用いインジェクション成形により形成されている、という構成を採用することもできる。このような構成を採用する場合には、第2ケースを基準に素電池の取り付けなどにおける高い位置精度を確保することができ、第1ケースを薄肉化・軽量化することで上記効果を得ることができる。
本発明に係るパック電池では、上記構成において、第1ケースおよび第2ケースの双方が、樹脂シートが熱成形されてなるケースとすることについて排除するものではないが、第2ケースが、樹脂材料を用いインジェクション成形により形成されている、という構成を採用することもできる。このような構成を採用する場合には、第2ケースを基準に素電池の取り付けなどにおける高い位置精度を確保することができ、第1ケースを薄肉化・軽量化することで上記効果を得ることができる。
本発明に係るパック電池では、上記構成において、第2ケースも浅皿形状を有し、第2ケースの側壁に、壁面に交差する方向に突設された係止爪が形成されており、第1ケースの側壁に、第2ケースの側壁に形成された係止爪に対応する係止孔が形成されており、第1ケースと第2ケースとが、互いの側壁の壁面同士が接し、且つ、係止爪と係止孔との係止により嵌合されている、という構成を採用することもできる。このように係止爪と係止孔との係止により第1ケースと第2ケースとが嵌合される構成を採用する場合には、製造時における第1ケースと第2ケースとの嵌合に係る製造時の作業を効率化することができる。よって、更なる製造コストの削減を図ることが可能となる。
また、本発明に係るパック電池では、ケースとして、第1ケース部と第2ケース部とが、互いの一側壁同士が連結された状態で一体成型され構成されてなるものを採用し、ケースの構成全体が、熱可塑性の樹脂シートが熱成形されてなる、という構成を採用することができる。このようにケース全体を、熱可塑性の樹脂シートを熱成形して形成することで、さらなる製造コストの削減、小型・軽量化を図ることが可能となる。また、上記と異なり、ケースを一つの部材とすることで、部品の管理に係る工数も削減することができる。
なお、上記において、「第1ケース部」および「第2ケース部」は、各々が一体形成されたケース(外装体)の各一部であることを指している。対して、「第1ケース」および「第2ケース」は、接合前においては互いに独立した部品であり、互いを接合することで外装体を構成する、ということを指している。
本発明に係るパック電池では、上記構成において、第1ケース部および第2ケース部の少なくとも一方が、浅皿形状を有する、という構成を採用することもできる。これにより、上記同様、特に携帯電話機やタブレット型PCなどに用いる扁平な外観形状を有するパック電池を形成するのに好適である。
本発明に係るパック電池では、上記構成において、第1ケース部および第2ケース部の少なくとも一方が、浅皿形状を有する、という構成を採用することもできる。これにより、上記同様、特に携帯電話機やタブレット型PCなどに用いる扁平な外観形状を有するパック電池を形成するのに好適である。
本発明に係るパック電池では、上記構成において、樹脂シートがポリカーボネート製のシートである、という構成を採用することができる。このように、樹脂シートとしてポリカーボネート製のシートを用いることにより、ケースの薄肉化を図りながら、高い耐衝撃性を維持することができる。よって、小型・薄肉・低コストの要望に応えながら、高い耐衝撃性を維持することができる。
また、本発明に係るパック電池の製造方法では、ケースを準備する工程において、ケースの構成の少なくとも一部について、熱可塑性の樹脂シートを熱成形してなるものを準備するので、インジェクション成形によりケースを形成する従来技術に比べて、樹脂シートを熱成形してケースを形成する分だけ、ケースの薄肉化・軽量化を図ることができる。そして、本発明に係るパック電池の製造方法ではケースにおける上記少なくとも一部の形成に、樹脂シートを熱成形したケースを採用するので、薄肉化・軽量化を図りながら、インジェクション成形で問題となる樹脂流れ不良などに起因する外観品質の問題を生じることがない。
従って、本発明に係るパック電池の製造方法では、外管品質などの問題発生を回避しながら、ケースの薄肉化を図ることにより、小型・軽量・低コストの要望に応えることができるパック電池を効率的に製造することができる。
本発明に係るパック電池の製造方法では、例えば、次のようなバリエーション方法を採用することもできる。
本発明に係るパック電池の製造方法では、例えば、次のようなバリエーション方法を採用することもできる。
本発明に係るパック電池の製造方法では、上記方法において、ケースを準備する工程が、第1ケースを準備するサブ工程と、第2ケースを準備するサブ工程とを備え、素電池を収納する空間が、第1ケースと第2ケースとの組み合わせを以って構成されるものとし、ケースを準備する工程において、熱可塑性の樹脂シートを熱成形することにより構成するのが、第1ケースである、とすることができる。これにより、少なくとも第1ケースを熱成形により形成される構成とすることで、ケースの全てをインジェクション成形で形成する場合に比べて、製造コストの削減を行うことができ、また、小型・軽量化を図るのに効果を奏することができる。
また、本発明に係るパック電池の製造方法では、上記方法において、ケースを準備する工程で、第1ケース部と第2ケース部とが、互いの一側壁同士が連結された状態で一体成型され構成されたケースを準備し、ケースの構成全体を、熱可塑性の樹脂シートを熱成形することで形成する、とすることができる。これにより、さらなる製造コストの削減を行うことができるとともに、ケースの薄肉化を図ることで小型・軽量化を図る上で効果を奏することができる。
本発明に係るパック電池の製造方法では、上記方法において、ケースを準備する工程で、樹脂シートとしてポリカーボネート製のシートを用いることもできる。このように、樹脂シートとしてポリカーボネート製のシートを用いこととした場合、ケースの薄肉化を図りながら、高い耐衝撃性が維持されたパック電池を効率的に製造することができる。
以下では、本発明を実施するための形態について、図面を用い説明する。なお、以下で示す具体例は、本発明の構成およびその構成から奏される作用・効果を分かりやすく説明するために用いる一例であって、本発明は、発明の本質とする構成部分以外について、以下の具体例に何ら限定を受けるものではない。
[実施の形態1]
1.パック電池1の構成
本発明の実施の形態1に係るパック電池1の構成について、図1を用い説明する。図1は、パック電池1の構成を示す模式展開斜視図である。
[実施の形態1]
1.パック電池1の構成
本発明の実施の形態1に係るパック電池1の構成について、図1を用い説明する。図1は、パック電池1の構成を示す模式展開斜視図である。
図1に示すように、パック電池1は、上ケース20と下ケース21とで構成される外装体(ケース)の内部空間に、コアパック10が収納されてなる。コアパック10は、2つの素電池11,12と回路基板13および外部コネクタ14とを主な構成要素としている。素電池11,12は、ともに扁平角形の外観形状を有し、X軸方向左上向きに正極タブおよび負極タブが延出されている。
素電池11,12の各正極タブおよび負極タブは、回路基板13の導電ランドに接続されている。各素電池11,12における正極タブと回路基板13との間には、ブレーカ素子が介挿されている(図1では、図示を省略)。
外部コネクタ14は、回路基板13の導電ランドに接続され、上ケース20および下ケース21で構成される外装体からX軸方向左上向きに延出されている。
外部コネクタ14は、回路基板13の導電ランドに接続され、上ケース20および下ケース21で構成される外装体からX軸方向左上向きに延出されている。
また、上ケース20の主壁20aの外面(Z軸方向上側の面)には、ラベル30が貼着されている。ラベル30には、図示を省略しているが、使用上の注意やリサイクルに関する情報などが記載されている。
上ケース20および下ケース21の各側壁20b,20c,・・、21b〜21eには、互いに係止する係止孔20fと係止爪21fが、それぞれ複数形成されている。なお、下ケース21における係止爪21fは、ケース内方に向けて突設されており、下ケース21の側壁21b〜21eの内側側面に対して、上ケース20の側壁20b〜20c,・・が当接するようになっている。
上ケース20および下ケース21の各側壁20b,20c,・・、21b〜21eには、互いに係止する係止孔20fと係止爪21fが、それぞれ複数形成されている。なお、下ケース21における係止爪21fは、ケース内方に向けて突設されており、下ケース21の側壁21b〜21eの内側側面に対して、上ケース20の側壁20b〜20c,・・が当接するようになっている。
ここで、上ケース20と下ケース21との組み付けは、基本的に係止爪21fと係止孔20fとの係止によりなされるのであるが、本実施の形態では補助的に接着剤による接着もなされる(図示を省略)。
2.上ケース20の形成
本実施の形態に係るパック電池1の構成中、最も特徴を有する上ケース20の形成方法について、図2を用い説明する。
2.上ケース20の形成
本実施の形態に係るパック電池1の構成中、最も特徴を有する上ケース20の形成方法について、図2を用い説明する。
図2(a)に示すように、本実施の形態に係るパック電池1の上ケース20の形成においては、先ず、熱可塑性の樹脂シート200を準備する。樹脂シート200の大きさは、形成しようとする上ケース20の主壁20aと側壁20b,20c,・・とを一体に形成可能な大きさとする。
また、樹脂シート200の構成材料については、熱可塑性を有していればよいが、例えば、ポリエチレン(PE)、ポリプロピレン(PP)、塩化ビニル(PVC)、ポリスチレン(PS)、ポリ(アクリロニトリル・ブタジエン・スチレン)(ABS)、ポリメチルメタアクリレート(PMMA)、ポリ(アクリロニトリル・エチレンポリプロピレンゴム・スチレン)(AES)、非晶質ポリエチレンテレフタレート(A−PET)、ポリカーボネート(PC)、さらには、これらの共重合、ポリマーアロイ、変性樹脂などを採用することができる。また、ポリサルフォン(PSF)、ポリエーテルイミド(PEI)、ポリエーテルケトン(PEEK)などを採用することもできる。
また、樹脂シート200の構成材料については、熱可塑性を有していればよいが、例えば、ポリエチレン(PE)、ポリプロピレン(PP)、塩化ビニル(PVC)、ポリスチレン(PS)、ポリ(アクリロニトリル・ブタジエン・スチレン)(ABS)、ポリメチルメタアクリレート(PMMA)、ポリ(アクリロニトリル・エチレンポリプロピレンゴム・スチレン)(AES)、非晶質ポリエチレンテレフタレート(A−PET)、ポリカーボネート(PC)、さらには、これらの共重合、ポリマーアロイ、変性樹脂などを採用することができる。また、ポリサルフォン(PSF)、ポリエーテルイミド(PEI)、ポリエーテルケトン(PEEK)などを採用することもできる。
なお、本実施の形態では、ポリカーボネート(PC)からなり、厚みが0.15〜0.50[mm]程度、例えば、0.18[mm]の樹脂シート200を準備する。
次に、樹脂シート200を加熱して軟化させて熱成形(Thermal Forming)を行い、形成しようとする上ケース20と略同一の外観形状を有する上ケース中間体201を形成する。この後、上ケース中間体201の側壁201b〜201eにそれぞれ複数の係止孔20fを穿孔することで上ケース20が完成する(図1を参照)。
次に、樹脂シート200を加熱して軟化させて熱成形(Thermal Forming)を行い、形成しようとする上ケース20と略同一の外観形状を有する上ケース中間体201を形成する。この後、上ケース中間体201の側壁201b〜201eにそれぞれ複数の係止孔20fを穿孔することで上ケース20が完成する(図1を参照)。
ここで、図2(a)に示す樹脂シート200を、図2(b)に示す上ケース中間体201へと加工する際に用いる熱成形については、真空成形、圧空成形、プレス成形、フリーブロー成型などがあるが、本実施の形態では、一例として、真空成形を採用している。ただし、他の成形方法(圧空成形、プレス成形、フリーブロー成型など)を採用することを排除するものではない。
真空成形を採用する場合には、図2(a)に示す樹脂シート200を加熱して軟化させ、当該軟化させた状態の樹脂シート200を上ケース20の形状に対応する形状を有する成形型(図示を省略)に密着させて、冷却する。そして、その後、クランプのための領域など不要部分をトリミングすることで、図2(b)に示す上ケース中間体201を形成することができる。
なお、軟化させた樹脂シート200を成形型に密着させる際には、樹脂シート200と成形型との間に空気が残らないようにする(真空状態にする)。
熱成形により上ケース20を形成する本実施の形態では、インジェクション成形によりケースを形成する従来技術に比べ、成形型の製作に要する費用を低減することができ、また、その製作期間も短くすることができる。
熱成形により上ケース20を形成する本実施の形態では、インジェクション成形によりケースを形成する従来技術に比べ、成形型の製作に要する費用を低減することができ、また、その製作期間も短くすることができる。
さらに、パック電池におけるケースの場合、インジェクション成形を用いる場合には、0.8[mm]程度までしかケース厚みを薄くすることができず、これよりも薄くしようとした場合には、樹脂流れ不良などを生じ外観品質の低下や強度の低下を招くことがある。
これに対して、本実施の形態のように熱成形により上ケース20を形成する場合には、材料の厚みを0.15[mm]程度(本実施の形態では、0.18[mm])まで薄くしても、インジェクション成形を採用する場合と異なり外観品質および強度などの問題を生じることがない。
これに対して、本実施の形態のように熱成形により上ケース20を形成する場合には、材料の厚みを0.15[mm]程度(本実施の形態では、0.18[mm])まで薄くしても、インジェクション成形を採用する場合と異なり外観品質および強度などの問題を生じることがない。
3.効果
本実施の形態に係るパック電池1では、上ケース20が、熱可塑性の樹脂シート200が熱成形されてなる、という構成を採用する。このため、インジェクション成形によるケースを備える従来技術に係るパック電池に比べて、上ケース20の薄肉化・軽量化を図ることができる。そして、パック電池1では樹脂シート200を熱成形した上ケースを採用するので、薄肉化・軽量化を図りながら、インジェクション成形で問題となる樹脂流れ不良などに起因する外観品質の問題を生じることがない。
本実施の形態に係るパック電池1では、上ケース20が、熱可塑性の樹脂シート200が熱成形されてなる、という構成を採用する。このため、インジェクション成形によるケースを備える従来技術に係るパック電池に比べて、上ケース20の薄肉化・軽量化を図ることができる。そして、パック電池1では樹脂シート200を熱成形した上ケースを採用するので、薄肉化・軽量化を図りながら、インジェクション成形で問題となる樹脂流れ不良などに起因する外観品質の問題を生じることがない。
また、パック電池1では、上記のような構成を採用することにより、上ケース29の薄肉化を図ることができるので、材料比の削減および歩留まりの向上に伴う製造コストの削減を図ることができる。
従って、本実施の形態に係るパック電池1では、外管品質などの問題発生を回避しながら、上ケース20の薄肉化を図ることにより、小型・軽量・低コストの要望に応えることができる。
従って、本実施の形態に係るパック電池1では、外管品質などの問題発生を回避しながら、上ケース20の薄肉化を図ることにより、小型・軽量・低コストの要望に応えることができる。
また、パック電池1では、上ケース20および下ケース21の両方が浅皿形状を有し、中に収納される素電池11,12についても扁平角形の外観形状を有する者としているので、特に携帯電話機やタブレット型PCなどに用いるために必要とされる、扁平な外観形状とすることができる。
なお、本実施の形態に係るパック電池1では、下ケース21についてはインジェクション成形により形成されてなる、という構成を採用している。これにより、パック電池1の製造時において、下ケース21に対し、当該下ケース21を基準に素電池11,12を含むコアパック10の取り付けを行うことができ、コアパック10の収納などに際し位置精度を確保することができる。
なお、本実施の形態に係るパック電池1では、下ケース21についてはインジェクション成形により形成されてなる、という構成を採用している。これにより、パック電池1の製造時において、下ケース21に対し、当該下ケース21を基準に素電池11,12を含むコアパック10の取り付けを行うことができ、コアパック10の収納などに際し位置精度を確保することができる。
また、本実施の形態に係るパック電池1では、下ケース21の側壁21b〜21eの内面側に、係止爪21fを突設し、上ケース20の側壁20b,20c,・・の外面側に、下ケース21の係止爪21fに対応する係止孔20fを形成している。そして、パック電池1の製造時においては、上ケース20と下ケース21とを、互いの側壁20b,20d,・・,21b〜21eの壁面同士が接し、且つ、係止爪21fと係止孔20fとの係止により嵌合されている、という構成を採用している。このように係止爪21fと係止孔20fとの係止により上ケース20と下ケース21とが嵌合される構成を採用する本実施の形態に係るパック電池1では、製造時における上ケース20と下ケース21との嵌合に係る製造時の作業を効率化することができ、製造コストの削減を図ることが可能となる。
また、パック電池では、ポリカーボネート製の樹脂シート200を用い、当該樹脂シート200を熱成形することにより上ケース20を形成しているので、上ケース20の薄肉化を図りながら、高い耐衝撃性を維持することができる。よって、小型化・薄肉化・低コスト化の要望に応えながら、高い耐衝撃性を維持することができる。例えば、アイゾット衝撃強さについて、ポリカーボネート(PC)は、93〜98[kJ/m2]であり、2.9〜7.8[kJ/m2]であるポリプロピレン(PP)、15〜49[kJ/m2]であるポリ(アクリロニトリル・エチレンポリプロピレンゴム・スチレン)(ABS)などと比べても高い値を示す。
4.製造方法
本実施の形態に係るパック電池1の製造方法について、図3から図5を用い説明する。
図3(a)に示すように、素電池11について、X軸方向の上側辺から延出する正極タブ11aおよび負極タブ11bの一部をカットする。そして、素電池11における外装体の正極タブ11aおよび負極タブ11bが延出する縁部分に、絶縁シート15を貼付する。
本実施の形態に係るパック電池1の製造方法について、図3から図5を用い説明する。
図3(a)に示すように、素電池11について、X軸方向の上側辺から延出する正極タブ11aおよび負極タブ11bの一部をカットする。そして、素電池11における外装体の正極タブ11aおよび負極タブ11bが延出する縁部分に、絶縁シート15を貼付する。
次に、図3(b)に示すように、素電池11の正極タブ11aに対し、ブレーカ素子16の一方の素子リード16bを接続する。ブレーカ素子16は、素子本体16aに対し、2つの素子リード16b,16cが接合されてなる。なお、ブレーカ素子16の素子本体16aと素子リード16b,16cの一部は、絶縁シート15の上に載置される。
次に、図3(b)に示すのと同一の形態で、素電池12にも絶縁シート15およびブレーカ素子16を取り付ける。そして、素電池11,12のそれぞれに対して、樹脂テープ18,19を貼付する。なお、図4では、素電池12に添付の樹脂テープ18,19については、図示を省略している。
次に、図3(b)に示すのと同一の形態で、素電池12にも絶縁シート15およびブレーカ素子16を取り付ける。そして、素電池11,12のそれぞれに対して、樹脂テープ18,19を貼付する。なお、図4では、素電池12に添付の樹脂テープ18,19については、図示を省略している。
図4に示すように、素電池11の負極タブ11bと素電池11に接合されたブレーカ素子16の素子リード16c、素電池12の負極タブ12bと素電池12に接合されたブレーカ素子16の素子リード16cを、回路基板13の導電ランド(図示を省略する)に対して接続する。回路基板13の導電ランドへのリード16cおよびタブ11b,12bの接続には、例えば、ダイレクトスポット溶接が用いられる。
回路基板13には、複数の電子チップが実装されているとともに、X軸方向上向きに外部コネクタ14が延出されている。
次に、素電池11,12の外装体の主面に樹脂テープ17を貼付する。これにより、コアパック10が完成する。なお、コアパック10の必要箇所に対しては、接着剤を塗布する(図示を省略)。
次に、素電池11,12の外装体の主面に樹脂テープ17を貼付する。これにより、コアパック10が完成する。なお、コアパック10の必要箇所に対しては、接着剤を塗布する(図示を省略)。
次に、図5に示すように、上記のように熱成形により形成した上ケース20に対し、その側壁20b〜20eの開口端辺20gに対し、接着剤を塗布し接着層22を形成する。その後、図1に示すように、内部にコアパック10を収容した状態で、上ケース20と下ケース21とを嵌合させ、上ケース20の主面20aにラベル30を添付してパック電池1が完成する。
なお、上ケース20と下ケース21との嵌合は、係止爪21fと係止孔20fとの係止と、接着層22の介在とによる。また、回路基板13から延出する外部コネクタ14は、図5に示す上ケース20の延出口20hを通り外部に延出される。
[実施の形態2]
1.パック電池2の構成
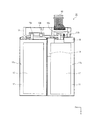
本発明の実施の形態2に係るパック電池2の構成について、図6および図7を用い説明する。図6は、パック電池2の構成を示す模式展開斜視図であり、図7は、パック電池2の製造過程のうち、コアパック40をケース60で包装する工程を示す。
[実施の形態2]
1.パック電池2の構成
本発明の実施の形態2に係るパック電池2の構成について、図6および図7を用い説明する。図6は、パック電池2の構成を示す模式展開斜視図であり、図7は、パック電池2の製造過程のうち、コアパック40をケース60で包装する工程を示す。
図6に示すように、パック電池2は、上ケース部60aと下ケース部60bとが一体形成されてなるケース60の内部空間に、コアパック40が収納されてなる。コアパック40は、6本の素電池41〜46と、回路基板48とを主な要素として有し構成されている。6本の素電池41〜46は、互いに同一の外観形状を有する円筒形二次電池であって、互いの間がリード板47により接続されている。一例として、本実施の形態では、6本の素電池41〜46は、2並3直の形態を以って接続されている。
回路基板48には、Y軸方向左手前側の主面に設けられた導電ランド(図示を省略)に対し、複数のリード線49が接続されており、リード線49の先端には外部コネクタ50が接続されている。
なお、本実施の形態に係るパック電池2においても、回路基板48に回路を構成する電子部品が実装され、また、素電池41〜46と回路基板48との間にブレーカ素子が介挿されているが、図6などでは、その図示を省略している。また、ケース60の外面には、使用上の注意やリサイクルに関する情報などが記載されたラベルが貼着されている(図示を省略)。
なお、本実施の形態に係るパック電池2においても、回路基板48に回路を構成する電子部品が実装され、また、素電池41〜46と回路基板48との間にブレーカ素子が介挿されているが、図6などでは、その図示を省略している。また、ケース60の外面には、使用上の注意やリサイクルに関する情報などが記載されたラベルが貼着されている(図示を省略)。
ケース60においては、上ケース部60aのY軸方向奥側の側壁の一部が切り欠かれており(切り欠き部60c)、同様に、下ケース部60bのY軸方向手前側の側壁の一部が切り欠かれている(切り欠き部60d)。これら切り欠き部60c,60dは、互いに位置が対応しており、内部空間に収容されたコアパック40に対して、リード線49の外部への延出のためのものである。
図7に示すように、パック電池2は、下ケース部60bの内側にコアパック40を収納した状態で、上ケース部60aと下ケース部60bとの間の境界線を折線として矢印のように上ケース部60aを折り返し、互いの突き合わせ端縁同士を接合することで完成する。
なお、上ケース部60aと下ケース部60bとの接合は、例えば、PP(ポリプロピレン)テープ(図示を省略)などの樹脂テープを用い互いの突き合わせ縁同士を張り合わせることでなされる。ただし、上ケース部60aと下ケース部60bとの接合形態は、これに限定されず、例えば、接着剤を用いてもよいし、熱溶着法や超音波溶着法を用いてもよい。このような接合形態を採用する場合には、上ケース部60aと下ケース部60bとの接合部分をテープやラベルなどで覆い、外観品質を向上させることもできる。
なお、上ケース部60aと下ケース部60bとの接合は、例えば、PP(ポリプロピレン)テープ(図示を省略)などの樹脂テープを用い互いの突き合わせ縁同士を張り合わせることでなされる。ただし、上ケース部60aと下ケース部60bとの接合形態は、これに限定されず、例えば、接着剤を用いてもよいし、熱溶着法や超音波溶着法を用いてもよい。このような接合形態を採用する場合には、上ケース部60aと下ケース部60bとの接合部分をテープやラベルなどで覆い、外観品質を向上させることもできる。
2.ケース60の構成
本実施の形態に係るパック電池2で採用するケース60の構成について、図8を用い説明する。
図8(a)に示すように、本実施の形態に係るパック電池2のケース60は、上ケース部60aおよび下ケース部60bが、ともに浅皿形状をしており、各々の凹部60f,60gは、コアパック40の厚みに合致するようになっている。図8(b)に示すように、上ケース部60aと下ケース部60bとは、ブリッジ部60eにより連結された状態で、一体形成されている。下ケース部60bへの上ケース部60aの折り曲げ(図7を参照)は、ブリッジ部60eを用いて行われる。
本実施の形態に係るパック電池2で採用するケース60の構成について、図8を用い説明する。
図8(a)に示すように、本実施の形態に係るパック電池2のケース60は、上ケース部60aおよび下ケース部60bが、ともに浅皿形状をしており、各々の凹部60f,60gは、コアパック40の厚みに合致するようになっている。図8(b)に示すように、上ケース部60aと下ケース部60bとは、ブリッジ部60eにより連結された状態で、一体形成されている。下ケース部60bへの上ケース部60aの折り曲げ(図7を参照)は、ブリッジ部60eを用いて行われる。
なお、図8(b)に示すように、本実施の形態においては、上ケース部60aの深さ(Z軸方向の深さ)が、下ケース部60bに比べて深い構成としたが、必ずしもこれに限定されるものではない。例えば、上ケース部と下ケース部の深さを同一とすることもできるし、下ケース部の方が上ケース部よりも深いという構成を採用することもできる。
本実施の形態に係るパック電池2のケース60についても、熱可塑性の樹脂シートを用い、これを真空成型などの熱成形を行い形成するものである。ただし、上記実施の形態1では、上ケース20と下ケース21とを別部材として準備し、上ケース20について熱成形により形成したものとした。
本実施の形態に係るパック電池2のケース60についても、熱可塑性の樹脂シートを用い、これを真空成型などの熱成形を行い形成するものである。ただし、上記実施の形態1では、上ケース20と下ケース21とを別部材として準備し、上ケース20について熱成形により形成したものとした。
これに対して、本実施の形態では、ケース60について、上ケース部60aおよび下ケース部60bを一体に形成してなるものとしている。そして、ケース60の形成において、熱形成を行うものである。よって、本実施の形態に係るパック電池2では、その製造において、ケース60を一体成型品とすることで、部品点数の削減を行うことができ、部品管理などを含め製造コストの低減を図ることが可能である。なお、本実施の形態に係るパック電池2でも、ケース60の形成に熱成形を採用しているので、上記と同様の効果を得ることができる。
ここで、本実施の形態においては、ケース60の形成に際し、一例としてポリカーボネート(PC)からなる樹脂シートを用いているが、これ以外に、熱可塑性を有する樹脂シートであれば採用することができる。具体的には、上記同様に、ポリエチレン(PE)、ポリプロピレン(PP)、塩化ビニル(PVC)、ポリスチレン(PS)、ポリ(アクリロニトリル・ブタジエン・スチレン)(ABS)、ポリメチルメタアクリレート(PMMA)、ポリ(アクリロニトリル・エチレンポリプロピレンゴム・スチレン)(AES)、非晶質ポリエチレンテレフタレート(A−PET)、さらには、これらの共重合、ポリマーアロイ、変性樹脂などを採用することができる。また、ポリサルフォン(PSF)、ポリエーテルイミド(PEI)、ポリエーテルケトン(PEEK)などを採用することもできる。
樹脂シートを原材料としたケース60の形成方法については、上記実施の形態1と同様であるので、説明を省略する。
[その他の事項]
上記実施の形態1に係るパック電池1では、上ケース20について熱成形により形成し、下ケース21についてはインジェクション成形により形成することとしたが、下ケースについても熱成形により形成することとしてもよい。ただし、下ケースについても熱成形により形成する場合には、上ケースとの係止のための係止爪を設けることが困難となるため、上ケースと下ケースとの嵌合方法を適宜変更する必要がある。例えば、接着剤による嵌合だけを用いることとする必要が生じる。
[その他の事項]
上記実施の形態1に係るパック電池1では、上ケース20について熱成形により形成し、下ケース21についてはインジェクション成形により形成することとしたが、下ケースについても熱成形により形成することとしてもよい。ただし、下ケースについても熱成形により形成する場合には、上ケースとの係止のための係止爪を設けることが困難となるため、上ケースと下ケースとの嵌合方法を適宜変更する必要がある。例えば、接着剤による嵌合だけを用いることとする必要が生じる。
また、上記実施の形態1では上ケース20の形成に真空成型を用いることとし、上記実施の形態2ではケース60全体の形成に真空成型を用いることとしたが、これ以外に圧空成形、プレス成形、あるいはフリーブロー成形などを用いることもできる。圧空成形は、樹脂シートを加熱して軟化させ、当該状態で、樹脂シートを下側の成形型と上側の圧空ボックスとで挟み込み、圧空ボックス内に圧縮空気を送り込んで樹脂シートを成形型に密着させることで、上ケースを形成するものである。このような方法を用いる場合には、インジェクション成形を用いた場合に近いシャープな表面形状を実現することができる。また、ケースの肉厚の均一性を確保するという観点から優れている。
プレス成形は、樹脂シートを加熱して軟化させ、当該状態で、樹脂シートに対して成形型を押圧することで、ケースを形成するものである。プレス成形を用いる場合には、肉厚のバラツキを抑えることができる。
フリーブロー成形は、樹脂シートを加熱して軟化させ、当該状態で、樹脂シートの一方の主面側に空気をブローすることでケースを形成するものである。
フリーブロー成形は、樹脂シートを加熱して軟化させ、当該状態で、樹脂シートの一方の主面側に空気をブローすることでケースを形成するものである。
また、上記実施の形態1では上ケース20を形成するために、上記実施の形態2ではケース60を形成するために、ポリカーボネート製の樹脂シート200を用いたが、樹脂シート200を構成する材料は熱可塑性のものであれば、これに限定されるものではない。例えば、上述のように、ポリエチレン(PE)、ポリプロピレン(PP)、塩化ビニル(PVC)、ポリスチレン(PS)、ポリ(アクリロニトリル・ブタジエン・スチレン)(ABS)、ポリメチルメタアクリレート(PMMA)、ポリ(アクリロニトリル・エチレンポリプロピレンゴム・スチレン)(AES)、非晶質ポリエチレンテレフタレート(A−PET)、さらには、これらの共重合、ポリマーアロイ、変性樹脂、あるいはポリサルフォン(PSF)、ポリエーテルイミド(PEI)、ポリエーテルケトン(PEEK)などを採用することもできる。
また、上記実施の形態1では2つの素電池11,12を備えるパック電池1を一例とし、上記実施の形態2では6本の素電池41〜46を備えるパック電池2を一例としたが、収納される素電池の数については、これらに限定されるものではない。例えば、1つの素電池を収納するパック電池であってもよいし、3〜5つ、あるいは7つ以上の素電池を収納するパック電池であってもよい。また、上記実施の形態1では、素電池11,12に対して回路基板13が取り付けられてなるコアパック10を上ケース20と下ケース21とで構成される内部空間に収納することとしたが、素電池の種類などによっては、回路基板を取り付けることなく、素電池のみをケースの内部空間に収納することもできる。例えば、素電池としてニッケル水素電池やニッケルカドミウム電池などを採用する場合などでは、このような形態を採用することができる。
また、上記実施の形態1では素電池11,12が扁平角形の外観形状を有することとし、上記実施の形態2では素電池41〜46が円筒形の外観形状を有することとしたが、素電池の外観形状については、これに限定されるものではない。例えば、コイン形、あるいはガム型などとすることもできる。
また、素電池11,12について、外装体の材質などについて特に言及をしていないが、金属ラミネートからなる外装体を採用することが薄肉化・軽量化・低コスト化などの観点から望ましい。ただし、それ以外にも、金属製の外装体や樹脂製の外装体などを採用することも可能である。
また、素電池11,12について、外装体の材質などについて特に言及をしていないが、金属ラミネートからなる外装体を採用することが薄肉化・軽量化・低コスト化などの観点から望ましい。ただし、それ以外にも、金属製の外装体や樹脂製の外装体などを採用することも可能である。
また、上記実施の形態1では、上ケース20と下ケース21との嵌合に際し、係止爪21fと係止孔20fとの係止と、接着層22の介在とを併用する構成としたが、ケース同士の接合方法は、これに限定されるものではない。例えば、接着剤やPPテープを用いた接合以外にも、熱溶着(熱圧着)法により接合する形態、超音波を印加することで接合する形態、さらには、係止爪と係止孔との係止だけで接合する形態、さらには、これらの組み合わせでの接合形態なども採用することができる。
また、上記実施の形態1では、上ケース20および下ケース21がともに浅皿形状を有することとしたが、本発明は、これに限定されない。例えば、上ケースおよび下ケースの一方、あるいは、上ケースおよび下ケースの両方が、深さの深い有底筒状とすることもできる。この場合にも、ケースの肉厚を薄くすることにより、その分だけ電力貯蔵に寄与しない部分の薄肉化・軽量化を図ることができ、また、材料費を削減することができる。
また、上記実施の形態1では、素電池11と素電池12とを互いの幅方向に並設した形態を一例として採用したが、素電池の配置形態についてはこれに限定を受けるものではない。例えば、図1のZ軸方向に素電池を積み上げた形態を採用してもよいし、X軸方向に向けて複数の素電池を直列状に配置してもよい。さらに、これらを相互に組み合わせた配置形態を採用することもできる。上記実施の形態2における素電池41〜46の接続形態および配置形態についても、同様に、種々のバリエーション構成を採用することができる。
本発明は、携帯電話機やタブレット型パーソナルコンピュータなどの電源として用いられ、小型化・軽量化・低コスト化の要望が強いパック電池を実現するのに有用である。
1,2.パック電池
10,40.コアパック
11,12,41〜47.素電池
13,48.回路基板
14,50.外部コネクタ
15.絶縁シート
16.ブレーカ素子
17,18,19.樹脂テープ
20.上ケース
21.下ケース
22.接着層
30.ラベル
47.リード板
49.リード線
60.ケース
60a.上ケース部
60b.下ケース部
60e.ブリッジ部
200.樹脂シート
201.上ケース中間体
10,40.コアパック
11,12,41〜47.素電池
13,48.回路基板
14,50.外部コネクタ
15.絶縁シート
16.ブレーカ素子
17,18,19.樹脂テープ
20.上ケース
21.下ケース
22.接着層
30.ラベル
47.リード板
49.リード線
60.ケース
60a.上ケース部
60b.下ケース部
60e.ブリッジ部
200.樹脂シート
201.上ケース中間体
Claims (12)
- 素電池と、当該素電池を内部空間に収納するケースとを備えるパック電池であって、
前記ケースの構成の少なくとも一部は、熱可塑性の樹脂シートが熱成形されてなる
ことを特徴とするパック電池。 - 前記ケースは、第1ケースと第2ケースとの組み合わせを以って構成されており、
前記ケースにおいて、熱可塑性の樹脂シートが熱成形されてなるのは、前記第1ケースおよび前記第2ケースの少なくとも一方である
ことを特徴とする請求項1に記載のパック電池。 - 前記第1ケースおよび第2ケースの少なくとも一方であって、前記樹脂シートが熱成形されてなるケースは、浅皿形状を有する
ことを特徴とする請求項2に記載のパック電池。 - 前記樹脂シートが熱成形されることにより構成されるケースは、前記第1ケースであって、
前記第2ケースは、樹脂材料を用い、インジェクション成形により形成されている
ことを特徴とする請求項2または請求項3に記載のパック電池。 - 前記第2ケースも、浅皿形状を有し、
前記第2ケースの側壁には、壁面に交差する方向に突設された係止爪が形成されており、
前記第1ケースの側壁には、前記第2ケースの側壁に形成された係止爪に対応する係止孔が形成されており、
前記第1ケースと前記第2ケースとは、互いの側壁の壁面同士が接し、且つ、前記係止爪と前記係止孔との係止により嵌合されている
ことを特徴とする請求項4に記載のパック電池。 - 前記ケースは、第1ケース部と第2ケース部とが、互いの一側壁同士が連結された状態で一体成型され構成されており、
前記ケースの構成全体が、熱可塑性の樹脂シートが熱成形されてなる
ことを特徴とする請求項1に記載のパック電池。 - 前記第1ケース部および前記第2ケース部の少なくとも一方は、浅皿形状を有する
ことを特徴とする請求項6に記載のパック電池。 - 前記樹脂シートは、ポリカーボネート製のシートである
ことを特徴とする請求項1から請求項7の何れかに記載のパック電池。 - 内部に空間を有するケースを準備する工程と、
前記ケースの内部空間に素電池を収納する工程と、
を備え、
前記ケースを準備する工程では、熱可塑性の樹脂シートを熱成形することにより、前記ケースの構成の少なくとも一部を形成する
ことを特徴とするパック電池の製造方法。 - 前記ケースを準備する工程は、第1ケースを準備するサブ工程と、第2ケースを準備するサブ工程とを備え、
前記素電池を収納する空間は、前記第1ケースと前記第2ケースとの組み合わせを以って構成され、
前記ケースを準備する工程において、前記熱可塑性の樹脂シートを熱成形することにより構成するのは、前記第1ケースである
ことを特徴とする請求項9に記載のパック電池の製造方法。 - 前記ケースを準備する工程では、第1ケース部と第2ケース部とが、互いの一側壁同士が連結された状態で一体成型され構成された前記ケースを準備し、
前記ケースの構成全体を、熱可塑性の樹脂シートを熱成形することで形成する
ことを特徴とする請求項9に記載のパック電池の製造方法。 - 前記ケースを準備する工程では、前記樹脂シートとして、ポリカーボネート製のシートを用いる
ことを特徴とする請求項9から請求項11の何れかに記載のパック電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012096357A JP2013101902A (ja) | 2011-10-21 | 2012-04-20 | パック電池とその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011231588 | 2011-10-21 | ||
| JP2011231588 | 2011-10-21 | ||
| JP2012096357A JP2013101902A (ja) | 2011-10-21 | 2012-04-20 | パック電池とその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013101902A true JP2013101902A (ja) | 2013-05-23 |
Family
ID=48622327
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012096357A Pending JP2013101902A (ja) | 2011-10-21 | 2012-04-20 | パック電池とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013101902A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2014208423A1 (ja) * | 2013-06-26 | 2017-02-23 | 三菱瓦斯化学株式会社 | 難燃性シートまたはフィルム、及びそれを用いた製品及びその製造方法 |
| CN113711428A (zh) * | 2019-03-21 | 2021-11-26 | 株式会社Lg新能源 | 具有薄板型的模块外罩的电池模块和包括该电池模块的电池组 |
| JP2022145119A (ja) * | 2021-03-19 | 2022-10-03 | 積水化学工業株式会社 | 蓄電素子ユニット、建物及び収納箱 |
-
2012
- 2012-04-20 JP JP2012096357A patent/JP2013101902A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2014208423A1 (ja) * | 2013-06-26 | 2017-02-23 | 三菱瓦斯化学株式会社 | 難燃性シートまたはフィルム、及びそれを用いた製品及びその製造方法 |
| US10263225B2 (en) | 2013-06-26 | 2019-04-16 | Mitsubishi Gas Chemical Company, Inc. | Flame-retardant sheet or film, products comprising the same and process for production thereof |
| CN113711428A (zh) * | 2019-03-21 | 2021-11-26 | 株式会社Lg新能源 | 具有薄板型的模块外罩的电池模块和包括该电池模块的电池组 |
| CN113711428B (zh) * | 2019-03-21 | 2023-10-03 | 株式会社Lg新能源 | 具有薄板型的模块外罩的电池模块和包括该电池模块的电池组 |
| US12341207B2 (en) | 2019-03-21 | 2025-06-24 | Lg Energy Solution, Ltd. | Battery module having module housing of thin plate type and battery pack including the same |
| JP2022145119A (ja) * | 2021-03-19 | 2022-10-03 | 積水化学工業株式会社 | 蓄電素子ユニット、建物及び収納箱 |
| JP7730649B2 (ja) | 2021-03-19 | 2025-08-28 | 積水化学工業株式会社 | 蓄電素子ユニット、建物及び収納箱 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1596482B (zh) | 电池组 | |
| JP5073498B2 (ja) | リチウムイオン二次電池 | |
| CN203618121U (zh) | 扬声器模组 | |
| CN108206247A (zh) | 一种电芯、电子设备和电芯的封装方法 | |
| CN203026566U (zh) | 电池组 | |
| JP7041809B2 (ja) | 射出成形された電池ケースを含む二次電池 | |
| CN103563125B (zh) | 袋型二次电池的隔板 | |
| JP5888548B2 (ja) | 電池パック | |
| JP2020518963A (ja) | 電極タブリード結合部に適用されるプラスチック部材を含む電極組立体及びこれを含む二次電池 | |
| JP2024515916A (ja) | 電気化学装置およびその製造方法、電子装置 | |
| JP2013101902A (ja) | パック電池とその製造方法 | |
| JP2014067591A (ja) | 電池パック | |
| CN203912126U (zh) | 扬声器模组 | |
| JP2009087937A (ja) | 二次電池 | |
| KR101655509B1 (ko) | 연료전지용 분리판 조립체 및 이의 제조방법 | |
| CN113474937B (zh) | 电池及应用所述电池的电子装置 | |
| US20130189564A1 (en) | Lithium Ion Battery and Manufacturing Method Thereof | |
| TWI458156B (zh) | Lithium ion battery and preparation method thereof | |
| US9722221B2 (en) | Battery cell having frame and method for manufacturing the same | |
| CN105580158A (zh) | 用于弯曲表面结构电池单元的托盘 | |
| CN104766988A (zh) | 软包电池及其成型方法 | |
| JP2008300369A (ja) | 燃料電池用セパレータ | |
| JP2014053170A (ja) | 電池パック | |
| JP5964675B2 (ja) | 電池パック | |
| CN202841449U (zh) | 扬声器模组 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150128 |