JP2013123713A - 鋼の連続鋳造方法 - Google Patents
鋼の連続鋳造方法 Download PDFInfo
- Publication number
- JP2013123713A JP2013123713A JP2011271869A JP2011271869A JP2013123713A JP 2013123713 A JP2013123713 A JP 2013123713A JP 2011271869 A JP2011271869 A JP 2011271869A JP 2011271869 A JP2011271869 A JP 2011271869A JP 2013123713 A JP2013123713 A JP 2013123713A
- Authority
- JP
- Japan
- Prior art keywords
- slab
- secondary cooling
- mold
- cooling zone
- molten steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】 鋳型4への溶鋼14の注入及び鋳片15の引き抜きを一旦停止し、その後、鋳型への溶鋼注入を再開すると共に鋳片の引き抜きを再開して連続鋳造するにあたり、鋳片の引き抜き再開後、鋳片の繋ぎ目部分の位置を順次把握し、各二次冷却ゾーンでは、繋ぎ目部分から鋳造方向下流側に0mないし15mまでの範囲がその二次冷却ゾーンを通過している期間は、その冷却ゾーンの二次冷却水量を、鋳片引き抜き速度から算出される二次冷却水量(Q)に、鋳片の引き抜き停止時間が長くなるほど相対的に小さくなるように設定した補正係数α(α<1.0)を乗じた二次冷却水量(α×Q)に調整し、繋ぎ目部分から鋳造方向下流側に0mないし15mまでの範囲が通過していない期間は、引き抜き速度から算出される二次冷却水量(Q)に調整する。
【選択図】 図1
Description
[1]タンディッシュ交換、浸漬ノズル交換または異鋼種連々鋳のためにタンディッシュから鋳型への溶鋼の注入及び鋳片の引き抜きを一旦停止し、その後、タンディッシュから鋳型への溶鋼の注入を再開するとともに鋳片の引き抜きを再開して鋼を連続鋳造するにあたり、鋳片の引き抜き再開後、鋳型への溶鋼の注入を一旦停止したことによって鋳片に形成される繋ぎ目部分の位置を順次把握し、二次冷却帯の各二次冷却ゾーンでは、前記繋ぎ目部分から鋳造方向下流側に0mないし15mまでの範囲がその二次冷却ゾーンを通過している期間は、その二次冷却ゾーンの二次冷却水量を、鋳片引き抜き速度から算出される二次冷却水量(Q)に、鋳片の引き抜き停止時間が長くなるほど相対的に小さくなるように鋳片の引き抜き停止時間に応じて設定した補正係数α(α<1.0)を乗じた二次冷却水量(α×Q)に調整し、前記繋ぎ目部分から鋳造方向下流側に0mないし15mまでの範囲が通過していない期間は、鋳片引き抜き速度から算出される二次冷却水量(Q)に調整することを特徴とする、鋼の連続鋳造方法。
[2]前記補正係数αを、鋳型に近い二次冷却ゾーンでは相対的に大きく、鋳型から遠く離れた二次冷却ゾーンでは相対的に小さくなるように、二次冷却ゾーンの位置に応じて変更することを特徴とする、上記[1]に記載の鋼の連続鋳造方法。
ここで、各二次冷却ゾーンの長さ、及び、鋳型4からの各二次冷却ゾーンまでの距離などに応じて、各二次冷却ゾーンにおいて用いる定数a、b、cは異なっている。この場合、同じ二次冷却ゾーンであっても、鋳片15の上面側と下面側とでは、二次冷却水量(Q)は異なる。これは、鋳片15の上面側は、噴霧された後の二次冷却水が鋳片表面に溜まりやすく、同一の二次冷却水量であっても上面側の方が、冷却が強くなることに基づく。尚、二次冷却水量(Q)は、(1)式の二次関数に限るものではなく、三次関数以上の式を用いて制御しても構わない。つまり、二次冷却水量(Q)が鋳片15の引き抜き速度(V)の関数(Q=f(V))で制御されるように構成されていればよい。
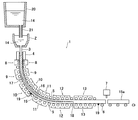
2 タンディッシュ
3 浸漬ノズル
4 鋳型
5 鋳片支持ロール
6 搬送ロール
7 ガス切断機
8 第1冷却ゾーン
9 第2冷却ゾーン
10 第3冷却ゾーン
11 第4冷却ゾーン
12 第5冷却ゾーン
13 第6冷却ゾーン
14 溶鋼
15 鋳片
16 凝固シェル
17 未凝固層
18 凝固完了位置
19 メジャーロール
20 取鍋
21 ロングノズル
Claims (2)
- タンディッシュ交換、浸漬ノズル交換または異鋼種連々鋳のためにタンディッシュから鋳型への溶鋼の注入及び鋳片の引き抜きを一旦停止し、その後、タンディッシュから鋳型への溶鋼の注入を再開するとともに鋳片の引き抜きを再開して鋼を連続鋳造するにあたり、鋳片の引き抜き再開後、鋳型への溶鋼の注入を一旦停止したことによって鋳片に形成される繋ぎ目部分の位置を順次把握し、二次冷却帯の各二次冷却ゾーンでは、前記繋ぎ目部分から鋳造方向下流側に0mないし15mまでの範囲がその二次冷却ゾーンを通過している期間は、その二次冷却ゾーンの二次冷却水量を、鋳片引き抜き速度から算出される二次冷却水量(Q)に、鋳片の引き抜き停止時間が長くなるほど相対的に小さくなるように鋳片の引き抜き停止時間に応じて設定した補正係数α(α<1.0)を乗じた二次冷却水量(α×Q)に調整し、前記繋ぎ目部分から鋳造方向下流側に0mないし15mまでの範囲が通過していない期間は、鋳片引き抜き速度から算出される二次冷却水量(Q)に調整することを特徴とする、鋼の連続鋳造方法。
- 前記補正係数αを、鋳型に近い二次冷却ゾーンでは相対的に大きく、鋳型から遠く離れた二次冷却ゾーンでは相対的に小さくなるように、二次冷却ゾーンの位置に応じて変更することを特徴とする、請求項1に記載の鋼の連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011271869A JP5790470B2 (ja) | 2011-12-13 | 2011-12-13 | 鋼の連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011271869A JP5790470B2 (ja) | 2011-12-13 | 2011-12-13 | 鋼の連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013123713A true JP2013123713A (ja) | 2013-06-24 |
| JP5790470B2 JP5790470B2 (ja) | 2015-10-07 |
Family
ID=48775294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011271869A Active JP5790470B2 (ja) | 2011-12-13 | 2011-12-13 | 鋼の連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5790470B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015020192A (ja) * | 2013-07-19 | 2015-02-02 | 株式会社神戸製鋼所 | 鋳片の冷却方法 |
| CN105964968A (zh) * | 2016-05-23 | 2016-09-28 | 中冶赛迪工程技术股份有限公司 | 一种提高低拉速下二冷配水量的方法 |
| CN106890964A (zh) * | 2017-03-23 | 2017-06-27 | 辽宁科技大学 | 一种中薄板坯连铸动态控制方法 |
| CN109894593A (zh) * | 2019-04-08 | 2019-06-18 | 山东钢铁股份有限公司 | 一种基于小方坯连铸模拟拉速的二次冷却配水方法 |
| CN110125359A (zh) * | 2019-06-10 | 2019-08-16 | 中冶赛迪技术研究中心有限公司 | 一种降低连铸坯头尾温差的连铸二冷水的控制方法及系统 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10128514A (ja) * | 1996-10-22 | 1998-05-19 | Nippon Steel Corp | 連続鋳造機における二次冷却方法 |
| JP2008246531A (ja) * | 2007-03-30 | 2008-10-16 | Jfe Steel Kk | 鋼の連続鋳造方法 |
-
2011
- 2011-12-13 JP JP2011271869A patent/JP5790470B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10128514A (ja) * | 1996-10-22 | 1998-05-19 | Nippon Steel Corp | 連続鋳造機における二次冷却方法 |
| JP2008246531A (ja) * | 2007-03-30 | 2008-10-16 | Jfe Steel Kk | 鋼の連続鋳造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015020192A (ja) * | 2013-07-19 | 2015-02-02 | 株式会社神戸製鋼所 | 鋳片の冷却方法 |
| CN105964968A (zh) * | 2016-05-23 | 2016-09-28 | 中冶赛迪工程技术股份有限公司 | 一种提高低拉速下二冷配水量的方法 |
| CN106890964A (zh) * | 2017-03-23 | 2017-06-27 | 辽宁科技大学 | 一种中薄板坯连铸动态控制方法 |
| CN109894593A (zh) * | 2019-04-08 | 2019-06-18 | 山东钢铁股份有限公司 | 一种基于小方坯连铸模拟拉速的二次冷却配水方法 |
| CN110125359A (zh) * | 2019-06-10 | 2019-08-16 | 中冶赛迪技术研究中心有限公司 | 一种降低连铸坯头尾温差的连铸二冷水的控制方法及系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5790470B2 (ja) | 2015-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2294386C2 (ru) | Способ изготовления стальной полосы | |
| RU2208485C2 (ru) | Способ получения стальной полосы или листа | |
| KR101695232B1 (ko) | 연속 주조용 주형 및 강의 연속 주조 방법 | |
| JP5790470B2 (ja) | 鋼の連続鋳造方法 | |
| JP5012056B2 (ja) | 鋼の連続鋳造方法 | |
| JP6269543B2 (ja) | 鋼の連続鋳造方法 | |
| JP2010110813A (ja) | 連続鋳造鋳片の二次冷却方法及び装置 | |
| JP6384679B2 (ja) | 熱延鋼板の製造方法 | |
| EP3246112B1 (en) | Continuous casting method for slab | |
| KR102031462B1 (ko) | 아포정강의 제조방법 | |
| JP6947737B2 (ja) | 鋼の連続鋳造方法 | |
| WO2020030040A1 (en) | Production of twin-roll cast and hot rolled steel strip | |
| TWI753487B (zh) | 連續鑄造鑄片之二次冷卻方法及裝置 | |
| US20140290899A1 (en) | Process engineering measures in a continuous casting machine at the start of casting, at the end of casting and when producing a transitional piece | |
| JP2003062647A (ja) | 連続鋳造鋳片の直送圧延方法 | |
| JP5109445B2 (ja) | 鋼の連続鋳造方法 | |
| JP4935383B2 (ja) | 鋼の連続鋳造方法 | |
| JP5825087B2 (ja) | 連続鋳造方法 | |
| JP5419394B2 (ja) | 鋳片の製造方法 | |
| JP2011212736A (ja) | 連続鋳造ブルーム鋳片の冷却方法およびその鋳片の製造方法 | |
| JP2011005525A (ja) | 鋼鋳片の連続鋳造方法 | |
| JP4684204B2 (ja) | 連続鋳造の終了方法 | |
| JPS62114701A (ja) | 薄スラブのスケ−ル生成抑制方法 | |
| KR101400040B1 (ko) | 턴디쉬의 용강온도 유지방법 | |
| KR102701713B1 (ko) | 알루미늄 합금 판재 주조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150707 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150720 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5790470 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |