JP2013123749A - Fluxless brazing method for aluminum material and brazing sheet used for the same - Google Patents
Fluxless brazing method for aluminum material and brazing sheet used for the same Download PDFInfo
- Publication number
- JP2013123749A JP2013123749A JP2011275285A JP2011275285A JP2013123749A JP 2013123749 A JP2013123749 A JP 2013123749A JP 2011275285 A JP2011275285 A JP 2011275285A JP 2011275285 A JP2011275285 A JP 2011275285A JP 2013123749 A JP2013123749 A JP 2013123749A
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- aluminum
- aluminum alloy
- oxide film
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Laminated Bodies (AREA)
Abstract
【目的】不活性ガス雰囲気炉中でフラックスを用いずにアルミニウム材をろう付けする方法であり、優れた接合性をそなえ、安定したフィレット形成能力が必要とされる自動車用熱交換器などのろう付けに適用することができる安価なろう付け方法を提供する。
【構成】不活性ガス雰囲気中でフラックス無しでアルミニウム材をろう付けする方法において、該アルミニウム材が、Al−Mn系アルミニウム合金からなる心材の片面または両面に、Si:6〜13%、Mg:0.05〜0.4%を含み、さらにZr:0.05〜0.3%、Ce:0.05〜0.2%、Be:0.01〜0.04%、Ca:0.005〜0.03%のうちの1種または2種以上を含み、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金ろう材をクラッドしたブレージングシートであり、ろう付け加熱中にろう材表面の酸化皮膜中にスピネル型化合物を形成させて酸化皮膜を脆弱化させながらろう付けすることを特徴とする。
【選択図】なし[Objective] This is a method of brazing aluminum material without using flux in an inert gas atmosphere furnace, brazing for automotive heat exchangers, etc. that have excellent bondability and require stable fillet forming ability An inexpensive brazing method that can be applied to brazing is provided.
[Structure] In a method of brazing an aluminum material without flux in an inert gas atmosphere, the aluminum material has Si: 6 to 13% on one side or both sides of a core material made of an Al-Mn aluminum alloy, Mg: 0.05 to 0.4%, Zr: 0.05 to 0.3%, Ce: 0.05 to 0.2%, Be: 0.01 to 0.04%, Ca: 0.005 A brazing sheet comprising one or more of ~ 0.03%, clad with an aluminum alloy brazing material consisting of the balance aluminum and inevitable impurities, and in the oxide film on the brazing material surface during brazing heating It is characterized by brazing while forming a spinel type compound to weaken the oxide film.
[Selection figure] None
Description
本発明は、フラックスを使用しないアルミニウム材のろう付け方法および該ろう付け方法に用いるブレージングシートに関する。 The present invention relates to a brazing method for an aluminum material that does not use a flux, and a brazing sheet used in the brazing method.
アルミニウム(アルミニウム合金を含む)製の熱交換器部品や機械用部品など、細かな接合部を多数有する部品の接合方法として、ろう付け接合が広く用いられている。アルミニウム材をろう付け接合するためには、アルミニウム材の表面を覆っている酸化皮膜を破壊して、溶融したろう材を母材あるいは同じく溶融したろう材に接触させることが必要である。 Brazing joining is widely used as a joining method for parts having many fine joints such as aluminum (including aluminum alloy) heat exchanger parts and machine parts. In order to braze and join an aluminum material, it is necessary to destroy the oxide film covering the surface of the aluminum material and bring the molten brazing material into contact with the base material or the molten brazing material.
一般的なAl−Si系ろう材を窒素ガス中で溶融温度(577℃)以上に加熱しても、ろう材表面を緻密な酸化皮膜が覆いつくしており、接合対象となる母材あるいはろう材も酸化皮膜で覆われているため、溶融ろう材は濡れることができない。例えば、ろう材面同士を重ね合わせて、強固に締め付けて加熱しても、その接合界面の酸化皮膜は破壊されることなく保持されるため、全く接合できないか、一部が点状に接合されるだけである。 Even when a general Al—Si brazing material is heated to a melting temperature (577 ° C.) or higher in nitrogen gas, the surface of the brazing material is covered with a dense oxide film, and the base material or brazing material to be joined Also, the brazing filler metal cannot be wetted because it is covered with an oxide film. For example, even if the brazing filler metal surfaces are overlapped, firmly tightened and heated, the oxide film at the bonding interface is maintained without being destroyed, so it cannot be bonded at all, or a part is bonded in the form of dots. Just do.
酸化皮膜を破壊してろう付け接合を行う方法としては、大別してフラックスを使用するフラックスろう付け法と、真空中で加熱する真空ろう付け法とがある。前者は、非腐食性のフッ化物系フラックスを用いて窒素ガス中で600℃程度に加熱して接合する方法であり、最近の自動車用熱交換器の殆どは、フッ化物系フラックスを用いたろう付け法により製造されている。 As a method of performing brazing joining by destroying an oxide film, there are roughly classified a flux brazing method using a flux and a vacuum brazing method of heating in a vacuum. The former is a method in which non-corrosive fluoride-based flux is used for joining by heating to about 600 ° C. in nitrogen gas, and most of recent automotive heat exchangers are brazed using fluoride-based flux. It is manufactured by the law.
しかしながら、フッ化物系フラックスを用いたろう付けは、ろう付け後にフラックス残渣が残るために、食品、医療、電子機器等では、ろう付け部品の適用が難しいという問題がある。また、冷媒の通路が非常に狭い場合にはフラックスの残渣による目詰まりが起きて、冷媒の流路が閉塞してしまい、熱交換性能が低下してしまうという問題もある。真空炉中で加熱する真空ろう付け法は、真空炉設備が高価でありメンテナンス費も高いため、生産性に問題がある。 However, brazing using a fluoride-based flux has a problem in that it is difficult to apply brazed parts in food, medical, electronic equipment, and the like because flux residues remain after brazing. Further, when the refrigerant passage is very narrow, there is a problem that clogging occurs due to the residue of the flux, the refrigerant passage is blocked, and the heat exchange performance is deteriorated. The vacuum brazing method of heating in a vacuum furnace has a problem in productivity because the vacuum furnace equipment is expensive and the maintenance cost is high.
真空炉を用いずに、窒素ガス中でフラックスを使用しないでろう付けする方法として、例えばろう材中にBi、Beなどの元素を微量添加し、さらにSb、Ba、Sr等を微量添加してろう付け性の向上を図り、ろう付け前の前処理として酸もしくはアルカリによるエッチング処理をして窒素ガスなどの不活性ガス中で加熱する方法が提案されている。 As a method of brazing without using a flux in nitrogen gas without using a vacuum furnace, for example, adding a trace amount of elements such as Bi and Be into the brazing material, and adding a trace amount of Sb, Ba, Sr, etc. A method has been proposed in which brazing properties are improved and etching is performed with acid or alkali as a pretreatment before brazing and heating is performed in an inert gas such as nitrogen gas.
しかしながら、BeやMgの微量添加による接合性向上の効果には限界があり、面接合はできても、ろう付け前に酸かアルカリでエッチング処理を行い酸化皮膜に損傷を与えておくことが必須とされ、さらには酸素濃度5ppm以下、露点−65℃以下といった非常に厳しい雰囲気管理も要求される。その結果、実生産ではフィレットの形成が安定せず、特に熱交換器の内外面が連通した継手においては、安定してフィレットを形成させるだけの効果は期待できない。 However, there is a limit to the effect of improving the bondability by adding a small amount of Be or Mg. Even if surface bonding is possible, it is essential to damage the oxide film by etching with acid or alkali before brazing. Furthermore, very strict atmosphere management such as an oxygen concentration of 5 ppm or less and a dew point of −65 ° C. or less is also required. As a result, the fillet formation is not stable in actual production, and in particular, in a joint where the inner and outer surfaces of the heat exchanger communicate with each other, it is not possible to expect the effect of forming the fillet stably.
また、ろう付け加熱前に被ろう付け材をエッチングして酸化皮膜を低減しておかなければ接合性が安定しないため、適用範囲が限られるとともにエッチング処理をするためのコストも問題となる。ろう付け材料にNiメッキを施して不活性ガス中で接合する方法も提案されているが、メッキを施すためのコストが高いという問題がある。ろう材にMgを添加することにより、窒素ガス中で加熱してもある程度は接合できるようになることも知られているが、Mgの活発な蒸発が行われないため、接合性に限界があり、フィレットの形成も不安定で間隙充填能力も乏しい。さらに、ろう材ではなく心材等にMgを添加する方法も提案されているが、ろう材へのMg添加による効果との明確な差はみられず、安定してフィレットを形成させるだけの効果は発揮できない。 Further, since the bonding property is not stable unless the oxide film is reduced by etching the brazing material before brazing heating, the application range is limited and the cost for the etching process becomes a problem. There has also been proposed a method in which a brazing material is subjected to Ni plating and bonded in an inert gas, but there is a problem that the cost for plating is high. It is also known that by adding Mg to the brazing material, it becomes possible to join to some extent even when heated in nitrogen gas, but there is a limit to the bondability because Mg does not actively evaporate. The fillet formation is also unstable and the gap filling ability is poor. Furthermore, although a method of adding Mg to the core material and the like instead of the brazing material has been proposed, there is no clear difference from the effect of adding Mg to the brazing material, and the effect of forming a fillet stably is not I can't show it.
このように、窒素ガスなどの不活性ガス雰囲気中でフラックスを用いずにろう付けする方法においては、従来、いずれもフィレットの形成能力に問題があるため、不活性ガス雰囲気中で行うフラックスレスろう付けは、例えばすべてが面接合部からなり、十分な加圧力が与えられる積層型の熱交換器などのろう付けに適用が限られており、フィンやヘッダー部を有し、安定したフィレット形成能力が要求される一般の自動車用熱交換器などのろう付けには殆ど実用化されていないのが現状である。 As described above, any of the methods for brazing without using a flux in an inert gas atmosphere such as nitrogen gas has a problem in the fillet forming ability, so that the flux-less brazing performed in an inert gas atmosphere. Brazing is limited to brazing such as laminated heat exchangers that are all made of surface joints and given sufficient pressure, and have fins and headers, and a stable fillet forming ability Currently, it is hardly put to practical use for brazing of general automotive heat exchangers and the like that are required.
本発明は、不活性ガス雰囲気中でフラックスを用いることなくアルミニウム材をろう付けする方法における上記従来の問題を解消するためになされたものであり、その目的は、窒素ガスなどの不活性ガス雰囲気炉中でフラックスを用いずにアルミニウム材をろう付けする方法であり、優れた接合性をそなえ、安定したフィレット形成能力が必要とされる自動車用熱交換器などのろう付けに適用することができる安価なろう付け方法を提供することにある。 The present invention has been made to solve the above-described conventional problems in the method of brazing an aluminum material without using a flux in an inert gas atmosphere, and its purpose is an inert gas atmosphere such as nitrogen gas. It is a method of brazing aluminum material without using flux in a furnace, and it can be applied to brazing of automotive heat exchangers that have excellent bondability and require stable fillet forming ability. It is to provide an inexpensive brazing method.
上記の目的を達成するための請求項1によるアルミニウム材のフラックスレスろう付け方法は、不活性ガス雰囲気中でフラックス無しでアルミニウム材をろう付けする方法であって、該アルミニウム材が、Al−Mn系アルミニウム合金からなる心材の片面または両面に、Si:6〜13%(質量%、以下同じ)、Mg:0.05〜0.4%を含み、さらにZr:0.05〜0.3%、Ce:0.05〜0.2%、Be:0.01〜0.04%、Ca:0.005〜0.03%のうちの1種または2種以上を含み、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金ろう材をクラッドしたブレージングシートであり、ろう付け加熱中にろう材表面の酸化皮膜中にスピネル型化合物を形成させて酸化皮膜を脆弱化させながらろう付けすることを特徴とする。 A fluxless brazing method for an aluminum material according to claim 1 for achieving the above object is a method of brazing an aluminum material without flux in an inert gas atmosphere, wherein the aluminum material is Al-Mn. One side or both sides of the core material made of an aluminum alloy contains Si: 6 to 13% (mass%, the same shall apply hereinafter), Mg: 0.05 to 0.4%, and Zr: 0.05 to 0.3% , Ce: 0.05 to 0.2%, Be: 0.01 to 0.04%, Ca: 0.005 to 0.03%, including one or more, the balance aluminum and unavoidable A brazing sheet clad with an aluminum alloy brazing material made of impurities. During brazing heating, a spinel-type compound is formed in the oxide film on the surface of the brazing material to make the oxide film brittle And wherein the Kesuru.
請求項2によるアルミニウム材のフラックスレスろう付け方法は、請求項1において、前記心材が、少なくともMg:0.2〜1.0%を含むAl−Mn系アルミニウム合金からなり、前記アルミニウム合金ろう材が、Si:6〜13%を含み、さらにZr:0.05〜0.3%、Ce:0.05〜0.2%、Be:0.01〜0.04%、Ca:0.005〜0.03%のうちの1種または2種以上を含み、残部アルミニウムおよび不可避的不純物からなり、Mgを0.2%以下に制限したアルミニウム合金ろう材からなることを特徴とする。 The fluxless brazing method for an aluminum material according to claim 2 is the aluminum alloy brazing material according to claim 1, wherein the core material is made of an Al-Mn aluminum alloy containing at least Mg: 0.2 to 1.0%. However, Si: 6-13%, Zr: 0.05-0.3%, Ce: 0.05-0.2%, Be: 0.01-0.04%, Ca: 0.005 It is characterized by comprising an aluminum alloy brazing material containing one or more of ˜0.03%, the balance being aluminum and unavoidable impurities, and limiting Mg to 0.2% or less.
請求項3によるアルミニウム材のフラックスレスろう付け方法は、請求項1において、前記ブレージングシートが、Al−Mn系アルミニウム合金からなる心材の片面または両面に、Si:6〜13%を含み、さらにZr:0.05〜0.3%、Ce:0.05〜0.2%、Be:0.01〜0.04%、Ca:0.005〜0.03%のうちの1種または2種以上を含み、残部アルミニウムおよび不可避的不純物からなり、Mgを0.2%以下に制限したアルミニウム合金ろう材を、少なくともMg:0.2〜1.0%を含むアルミニウム合金からなる中間材を挟んでクラッドしてなることを特徴とする。 A fluxless brazing method for an aluminum material according to claim 3 is characterized in that, in claim 1, the brazing sheet contains Si: 6 to 13% on one or both sides of a core material made of an Al-Mn-based aluminum alloy. : 0.05 to 0.3%, Ce: 0.05 to 0.2%, Be: 0.01 to 0.04%, Ca: one or two of 0.005 to 0.03% An aluminum alloy brazing material including the above, the balance aluminum and unavoidable impurities, and limiting Mg to 0.2% or less, and sandwiching an intermediate material made of an aluminum alloy containing at least Mg: 0.2 to 1.0% It is characterized by being clad with.
請求項4によるアルミニウム材のフラックスレスろう付け方法は、請求項1において、前記ブレージングシートが、少なくともMg:0.2〜1.0%を含むAl−Mn系アルミニウム合金からなる心材の片面または両面に、Si:6〜13%を含み、さらにZr:0.05〜0.3%、Ce:0.05〜0.2%、Be:0.01〜0.04%、Ca:0.005〜0.03%のうちの1種または2種以上を含み、残部アルミニウムおよび不可避的不純物からなり、Mgを0.2%以下に制限したアルミニウム合金ろう材を、Mgを0.2%以下に制限したアルミニウム合金からなる厚さ0.07mm以下の中間材を挟んでクラッドしてなることを特徴とする。 A fluxless brazing method of an aluminum material according to claim 4 is the method according to claim 1, wherein the brazing sheet is made of an Al-Mn aluminum alloy containing at least Mg: 0.2 to 1.0%. Further, Si: 6 to 13%, Zr: 0.05 to 0.3%, Ce: 0.05 to 0.2%, Be: 0.01 to 0.04%, Ca: 0.005 An aluminum alloy brazing material containing one or two or more of 0.03%, the balance being aluminum and inevitable impurities, and limiting Mg to 0.2% or less, and Mg to 0.2% or less It is characterized by being clad with an intermediate material made of a restricted aluminum alloy and having a thickness of 0.07 mm or less.
請求項5によるアルミニウム材のフラックスレスろう付け方法は、請求項1〜4のいずれかにおいて、600℃の温度にろう付け加熱した場合、ろう材表面の酸化皮膜中に存在するMg−O系化合物の70%以上が、スピネル型化合物であることを特徴とする。 A fluxless brazing method for an aluminum material according to claim 5 is the Mg-O-based compound present in an oxide film on the surface of the brazing material when brazed to 600 ° C in any one of claims 1 to 4. 70% or more is a spinel type compound.
請求項6によるブレージングシートは、請求項1〜4のいずれかに記載のアルミニウム材のフラックスレスろう付け方法に用いられる、請求項1〜4のいずれかに記載される心材とアルミニウム合金ろう材、または心材とアルミニウム合金ろう材と中間材の組み合わせからなることを特徴とする。 The brazing sheet according to claim 6 is used in the fluxless brazing method for an aluminum material according to any one of claims 1 to 4, and the core material and the aluminum alloy brazing material according to any one of claims 1 to 4, Or it consists of a combination of a core material, an aluminum alloy brazing material and an intermediate material.
窒素ガスなどの不活性ガス雰囲気炉中でフラックスを用いずにアルミニウム材をろう付けする方法であり、優れた接合性をそなえ、安定したフィレット形成能力が必要とされる自動車用熱交換器などのろう付けに適用することができる安価なろう付け方法が提供される。 It is a method of brazing aluminum material without using flux in an inert gas atmosphere furnace such as nitrogen gas, and it has excellent bondability and stable heat fillet formation capability such as automotive heat exchanger An inexpensive brazing method that can be applied to brazing is provided.
本発明で用いるブレージングシートの構成の好ましい実施形態は以下のとおりである。
(第1の実施形態:請求項1記載のブレージングシート)
心材:Al−Mn系合金(以下、1C)。Mnの好ましい含有量は1.0〜1.5%の範囲であり、0.3%以下のCu、0.4%以下のCr、Zn、Zr、0.2%以下のTi、0.05%以下のBを含んでいてもよい。
ろう材:Si:6〜13%、Mg:0.05〜0.4%を含み、さらにZr:0.05〜0.3%、Ce:0.05〜0.2%、Be:0.01〜0.04%、Ca:0.005〜0.03%のうちの1種または2種以上を含み、残部アルミニウムおよび不可避的不純物からなるアルミニウム合金ろう材(以下、1B)。
Preferred embodiments of the configuration of the brazing sheet used in the present invention are as follows.
(First embodiment: a brazing sheet according to claim 1)
Core material: Al-Mn alloy (hereinafter referred to as 1C). A preferable content of Mn is in the range of 1.0 to 1.5%, 0.3% or less of Cu, 0.4% or less of Cr, Zn, Zr, 0.2% or less of Ti, 0.05% or less. % B or less may be included.
Brazing material: Si: 6 to 13%, Mg: 0.05 to 0.4%, Zr: 0.05 to 0.3%, Ce: 0.05 to 0.2%, Be: 0. An aluminum alloy brazing material (hereinafter referred to as 1B) comprising one or more of 01 to 0.04%, Ca: 0.005 to 0.03%, and the balance aluminum and inevitable impurities.
(第2の実施形態:請求項2記載のブレージングシート)
心材:Mg0.2〜1.0%を含有するAl−Mn系合金(以下、2C)。Mnの好ましい含有量は1.0〜1.5%の範囲であり、0.3%以下のCu、0.4%以下のCr、Zn、Zr、0.2%以下のTi、0.05%以下のBを含んでいてもよい。
ろう材:Si:6〜13%を含み、さらにZr:0.05〜0.3%、Ce:0.05〜0.2%、Be:0.01〜0.04%、Ca:0.005〜0.03%のうちの1種または2種以上を含み、残部アルミニウムおよび不可避的不純物からなり、Mgを0.2%以下に制限したアルミニウム合金ろう材(以下、2B)。
(Second embodiment: the brazing sheet according to claim 2)
Core: Al—Mn alloy containing 0.2 to 1.0% of Mg (hereinafter referred to as 2C). A preferable content of Mn is in the range of 1.0 to 1.5%, 0.3% or less of Cu, 0.4% or less of Cr, Zn, Zr, 0.2% or less of Ti, 0.05% or less. % B or less may be included.
Brazing material: Si: 6 to 13%, Zr: 0.05 to 0.3%, Ce: 0.05 to 0.2%, Be: 0.01 to 0.04%, Ca: 0. An aluminum alloy brazing material (hereinafter referred to as 2B) containing one or more of 005 to 0.03%, consisting of the balance aluminum and unavoidable impurities, and limiting Mg to 0.2% or less.
(第3の実施形態:請求項3記載のブレージングシート)
心材:Al−Mn系合金(1C)。
中間材:Mg:0.2〜1.0%を含むアルミニウム合金からなる中間材(1L)。
ろう材:アルミニウム合金ろう材(2B)。
(Third embodiment: the brazing sheet according to claim 3)
Core material: Al-Mn alloy (1C).
Intermediate material: Mg: An intermediate material (1 L) made of an aluminum alloy containing 0.2 to 1.0%.
Brazing material: Aluminum alloy brazing material (2B).
(第4の実施形態:請求項4記載のブレージングシート)
心材:Mg0.2〜1.3%を含有するAl−Mn系合金(以下、3C)。Mnの好ましい含有量は1.0〜1.5%の範囲であり、0.3%以下のCu、0.4%以下のCr、Zn、Zr、0.2%以下のTi、0.05%以下のBを含んでいてもよい。
中間材:Mgを0.2%以下に制限したアルミニウム合金からなる中間材(2L)(厚さ0.07mm以下)。
ろう材:アルミニウム合金ろう材(2B)。
(Fourth embodiment: a brazing sheet according to claim 4)
Core: Al—Mn alloy containing 0.2 to 1.3% of Mg (hereinafter 3C). A preferable content of Mn is in the range of 1.0 to 1.5%, 0.3% or less of Cu, 0.4% or less of Cr, Zn, Zr, 0.2% or less of Ti, 0.05% or less. % B or less may be included.
Intermediate material: Intermediate material (2L) (thickness 0.07 mm or less) made of an aluminum alloy with Mg limited to 0.2% or less.
Brazing material: Aluminum alloy brazing material (2B).
上記アルミニウム合金ろう材における成分の意義およびその限定理由について説明すると、Siは、ろう材に流動性を付与するための必須の成分であり、好ましい含有量は6〜13%の範囲である。6%未満では流動性が低下してろう材としての作用が不十分となり、13%を超えると、健全な材料の製造が困難となる。 The significance of the components in the aluminum alloy brazing material and the reasons for its limitation will be described. Si is an essential component for imparting fluidity to the brazing material, and the preferred content is in the range of 6 to 13%. If it is less than 6%, the fluidity is lowered and the action as a brazing material is insufficient, and if it exceeds 13%, it is difficult to produce a sound material.
ろう材中に微量のBe、Mgを添加すると、酸化皮膜が所々で分断され、面状に接合することができるようになる。Be、MgはAlよりも酸化しやすい元素であり、これらの元素がろう材表面で酸化物を形成することにより、ろう材表面を覆っていたAlの酸化皮膜の均一性が消失し、そこで生じた酸化皮膜の亀裂の隙間から溶融ろうが接触して接合される。接合する相手材がろう材ではなくアルミニウム母材の場合も同様であり、BeやMgを添加したろう材は母材に対しても濡れ易くなる。 When a small amount of Be or Mg is added to the brazing material, the oxide film is divided in some places and can be joined in a planar shape. Be and Mg are elements that are easier to oxidize than Al. When these elements form oxides on the surface of the brazing material, the uniformity of the oxide film of Al covering the brazing material surface disappears and occurs there. The molten solder comes into contact with and joins through the cracks in the oxidized film. The same applies to the case where the mating material to be joined is not a brazing material but an aluminum base material, and a brazing material to which Be or Mg is added is easily wetted with respect to the base material.
ろう材へのBeの添加量が0.04%を超えると、材料製造時に形成されるBeの酸化物が障壁となり、ろう付け接合性が悪化する。MgもBeと同様に材料製造時にろう材表面に酸化物を形成するのであるが、Mgの添加量が0.4%まではフィレット形成能の向上が認められ、それ以上Mgの添加量を増やしてもフィレット形成能は向上せず、添加量が1.0%を超えたあたりからフィレット形成能が徐々に低下する。ろう材に対するMgおよびBeの好ましい添加範囲は、それぞれMg0.05〜0.4%およびBe0.01〜0.04%である。 If the amount of Be added to the brazing material exceeds 0.04%, the oxide of Be formed at the time of manufacturing the material becomes a barrier and the brazing joint property is deteriorated. Mg also forms an oxide on the surface of the brazing material during the material production, as with Be. However, when the amount of Mg added is up to 0.4%, the fillet forming ability is improved, and the amount of Mg added is further increased. However, the fillet-forming ability is not improved, and the fillet-forming ability gradually decreases when the addition amount exceeds 1.0%. The preferable addition ranges of Mg and Be to the brazing filler metal are Mg 0.05 to 0.4% and Be 0.01 to 0.04%, respectively.
Zr、Ce、Caも微量添加によってフィレット形成能を向上させる元素である。
これらの元素は、上記のMg、Beと同様、いずれも酸化物の生成自由エネルギーがAlと同等以下の元素である。酸化物の生成自由エネルギーがAlと同等以下の元素がろう材中に微量添加されると、アルミニウム合金材の表面に形成されるアルミニウム酸化皮膜中にMg、Be、Zr、Ce、Caの酸化物を形成するため、ろう付け加熱時におけるアルミ酸化皮膜の破砕を促す。Zrは0.05〜0.3%、Ceは0.05〜0.2%、Caは0.005〜0.03%の範囲で含有させることによりフィレット形成能を向上させることができる。
Zr, Ce, and Ca are also elements that improve fillet forming ability by adding a small amount.
These elements, like Mg and Be described above, are both elements whose oxide free energy of formation is equal to or less than that of Al. When an element whose free energy of oxide formation is equal to or less than that of Al is added to the brazing material, oxides of Mg, Be, Zr, Ce, and Ca are formed in the aluminum oxide film formed on the surface of the aluminum alloy material. This promotes crushing of the aluminum oxide film during brazing heating. Fillet forming ability can be improved by containing Zr in the range of 0.05 to 0.3%, Ce in the range of 0.05 to 0.2%, and Ca in the range of 0.005 to 0.03%.
Mgを含有させるのみではフィレット形成能が実用可能なレベルにまでは向上しないが、発明者らは、Mgは、Be、Zr、Ce、Caとは異なった効果を発揮することができることを見出した。分析結果によれば、ろう材へのMg添加量が0.05〜0.4%の範囲において、材料表面の酸化皮膜中にスピネル型のAl2MgO4が多く形成されているのが認められ、このAl2MgO4によって酸化皮膜の均質性が損なわれるものと考えられる。 The inclusion of Mg alone does not improve the fillet forming ability to a practical level, but the inventors have found that Mg can exhibit an effect different from Be, Zr, Ce, and Ca. . According to the analysis results, it is recognized that a large amount of spinel-type Al 2 MgO 4 is formed in the oxide film on the material surface when the amount of Mg added to the brazing material is in the range of 0.05 to 0.4%. The Al 2 MgO 4 is considered to impair the homogeneity of the oxide film.
Al2MgO4の形成はMgの含有量が0.4%を超えても増加し、酸化皮膜の均一性も失われていくが、Mgの含有量が0.4%を超えると、酸化皮膜の最表層部にMgOの形成が目立つようになる。MgOは溶融ろうの濡れを阻害するものと推定され、Mgの含有量が0.4%を超えると含有量に伴ってMgOの形成が増加し、含有量が1.0%を超えるとフィレット形成能を低下させる原因となる。 The formation of Al 2 MgO 4 increases even if the Mg content exceeds 0.4%, and the uniformity of the oxide film is lost, but if the Mg content exceeds 0.4%, the oxide film The formation of MgO becomes conspicuous in the outermost layer portion. MgO is presumed to inhibit the melting of the brazing filler metal. When the Mg content exceeds 0.4%, MgO formation increases with the content, and when the content exceeds 1.0%, fillet formation occurs. Cause a decrease in performance.
このように、Mgは含有量によって形態の異なる二種類の酸化物を酸化皮膜中と酸化皮膜の表層に形成し、それらはフィレット形成能に対して相反する効果をもたらすことが確認された。すなわち、Mg含有量0.4〜1.0%の範囲でフィレット形成能がほぼ一定のレベルになるのは、二種類の相反する効果をもたらす酸化物形成によるものであり、フィレット形成能を実用可能なレベルに向上させるには、溶融ろうが相手材に濡れる起点をつくるのと同時に、フィレット形成時に溶融ろうが酸化皮膜を押し上げることが不可欠である。そのためには、ろう材が溶融する段階で、ろう材表面を覆っている酸化皮膜を十分に破砕する必要がある。 Thus, it was confirmed that Mg forms two types of oxides having different forms depending on the content in the oxide film and on the surface layer of the oxide film, and that they have an effect on the fillet forming ability. That is, when the Mg content is in the range of 0.4 to 1.0%, the fillet forming ability is almost constant due to the formation of oxides that have two conflicting effects. In order to improve to a possible level, it is indispensable that the molten wax pushes up the oxide film during the fillet formation as well as creating a starting point where the molten wax wets the counterpart material. For this purpose, it is necessary to sufficiently crush the oxide film covering the surface of the brazing material when the brazing material is melted.
これを実現するため、本発明では上記の添加元素の効果を次のように複合させた。
(1) 酸化物生成自由エネルギーがAlと同等以下の元素をろう材中に微量添加することによって、酸化皮膜の破砕の起点となる酸化物を酸化皮膜中に形成させておく(くさび効果)。
(2) 酸化皮膜表面にMgOが形成されるのを抑制した範囲において、Mgによるスピネル型の化合物(Al2MgO4)を材料製造時およびろう付け加熱中に酸化皮膜中に形成させる(置換効果)。
In order to realize this, in the present invention, the effects of the above additive elements are combined as follows.
(1) By adding a trace amount of an element having an oxide generation free energy equal to or less than that of Al to the brazing material, an oxide that is a starting point for crushing the oxide film is formed in the oxide film (wedge effect).
(2) In the range in which the formation of MgO on the oxide film surface is suppressed, a spinel type compound (Al 2 MgO 4 ) is formed in the oxide film during material production and during brazing heating (substitution effect) ).
600℃での酸化物生成自由エネルギーは、Al(Al2O3)が−952kJ/molであるのに対して、Zr(ZrO2)は−945kJ/mol、Ce(Ce2O3)は−1033kJ/mol、Be(BeO)は−1041kJ/mol 、Ca(CaO)は−1106kJ/molであり、Alと同等かそれ以下である。いずれの元素を含有させても酸化皮膜破砕のくさび効果として有効に作用するが、適正な含有範囲は酸化物生成自由エネルギーが低いものほど少なくなる傾向にある。 The oxide formation free energy at 600 ° C. is −952 kJ / mol for Al (Al 2 O 3 ), whereas −945 kJ / mol for Zr (ZrO 2 ) and − (Ce 2 O 3 ) is − 1033 kJ / mol, Be (BeO) is -1041 kJ / mol, and Ca (CaO) is -1106 kJ / mol, which is equal to or less than Al. Even if any element is contained, it effectively acts as a wedge effect for crushing the oxide film, but the appropriate content range tends to decrease as the oxide free energy for formation decreases.
600℃におけるMg(MgO)の酸化物生成自由エネルギーも−1062kJ/molと低いが、Alの酸化皮膜中においてはスピネル型の酸化物(Al2MgO4)を優先的に形成するため、Zr、Ce、Be、Caとは異なった挙動を示す。さらに、Mgが多くなると酸化皮膜の表層部にMgOを形成してろうの濡れを阻害するようになる。従って、Al2MgO4を形成させつつ、MgOの生成を抑える必要がある。特にMgOの生成に関しては、Zr、Ce、Be、Caの添加効果(くさび効果)を失わせるため、MgOの生成を抑制することが重要となる。 Although the free energy of oxide formation of Mg (MgO) at 600 ° C. is also as low as −1062 kJ / mol, a spinel-type oxide (Al 2 MgO 4 ) is preferentially formed in the Al oxide film, so Zr, Behaves differently from Ce, Be, and Ca. Further, when the amount of Mg increases, MgO is formed on the surface layer portion of the oxide film to inhibit the wetting of the wax. Therefore, it is necessary to suppress the formation of MgO while forming Al 2 MgO 4 . In particular, regarding the generation of MgO, it is important to suppress the generation of MgO in order to lose the effect of adding Zr, Ce, Be, and Ca (wedge effect).
Al2MgO4とMgOの形成比率は酸化皮膜近傍でのMg量によって決まるため、Mgは、ろう材、中間材、心材のいずれかに含有させるが、実用的なろう付け加熱条件下での適正なMg含有量は、拡散シミュレーションと実験確認の結果から、前記実施形態に示すように、ろう材では0.05〜0.4%、心材あるいは中間材では0.2〜1.0%、厚さ0.07mm以下とし、Mg含有量を0.2%未満に制限した中間材と組み合わせる心材では0.2〜1.3%の範囲である。 Since the formation ratio of Al 2 MgO 4 and MgO is determined by the amount of Mg in the vicinity of the oxide film, Mg is contained in either the brazing material, the intermediate material, or the core material. From the results of diffusion simulation and experimental confirmation, the Mg content is 0.05 to 0.4% for the brazing material, 0.2 to 1.0% for the core material or intermediate material, as shown in the above embodiment. The core material combined with the intermediate material having a thickness of 0.07 mm or less and the Mg content limited to less than 0.2% is in the range of 0.2 to 1.3%.
中間材は、犠牲陽極効果を与えるなどの目的で、心材とろう材の間に介在させるもので、前記のように、Mg:0.2〜1.0%を含むアルミニウム合金からなる中間材(1L)、またはMgを0.2%未満に制限したアルミニウム合金からなる中間材(2L)(厚さ0.07mm以下)が適用される。 The intermediate material is interposed between the core material and the brazing material for the purpose of giving a sacrificial anode effect, and as described above, the intermediate material made of an aluminum alloy containing Mg: 0.2 to 1.0% ( 1L), or an intermediate material (2L) (thickness of 0.07 mm or less) made of an aluminum alloy with Mg limited to less than 0.2% is applied.
中間材には、犠牲陽極効果を与えるために、0.8〜1.8%のZnを含有させるのが好ましく、この他にMn0.3〜0.8%を含有させることもできる。 In order to give a sacrificial anode effect, the intermediate material preferably contains 0.8 to 1.8% of Zn, and in addition, 0.3 to 0.8% of Mn can also be contained.
本発明のろう付け方法においては、600℃の温度にろう付け加熱した場合、ろう材表面の酸化皮膜中に存在するAl−Mg系化合物の70%以上がスピネル型化合物であることが好ましい。ろう材表面の酸化皮膜中に存在するMg−O系化合物の70%以上をスピネル型化合物とするためには、前記のように、ろう材に所定量のZr、Ce、Be、Caを単独であるいは複合して含有させると共に、ろう材、中間材、心材のいずれかにMgを含有させ、Mg含有量を適正範囲とした前記の第1〜第4の実施形態に示す組み合わせとしたブレージングシートを用い、表面に作用するMgの量を制御してろう付けすることが重要である。 In the brazing method of the present invention, when brazing is performed at a temperature of 600 ° C., it is preferable that 70% or more of the Al—Mg compound existing in the oxide film on the surface of the brazing material is a spinel type compound. In order to make 70% or more of the Mg-O-based compound present in the oxide film on the surface of the brazing material into a spinel type compound, as described above, a predetermined amount of Zr, Ce, Be, Ca is used alone in the brazing material. Alternatively, the brazing sheet including the combination shown in the first to fourth embodiments, in which Mg is contained in any of the brazing material, the intermediate material, and the core material, and the Mg content is in an appropriate range, while being combined and contained. It is important to use and braze by controlling the amount of Mg acting on the surface.
以下、本発明の実施例について説明し、その効果を実証する。これらの実施例は、本発明の一実施態様を示すものであり、本発明はこれらに限定されない。 Hereinafter, examples of the present invention will be described and the effects thereof will be demonstrated. These examples show one embodiment of the present invention, and the present invention is not limited thereto.
実施例1
心材の片面にろう材をクラッドした厚さ0.4mmのブレージングシート1〜18、および、心材の片面に中間材を介してろう材をクラッドした厚さ0.4mmのブレージングシート19〜24を常法に従って作製した。心材、ろう材および中間材の合金組成を表1に示す。ろう材の厚さはいずれも0.04mm、中間層の厚さは0.05mmとした。
Example 1
Brazing sheets 1 to 18 having a thickness of 0.4 mm with one side of the core material clad with brazing material, and brazing sheets 19 to 24 having a thickness of 0.4 mm with one side of the core material clad with the brazing material via an intermediate material are always used. Prepared according to the method. Table 1 shows the alloy compositions of the core material, the brazing material, and the intermediate material. The thickness of each brazing material was 0.04 mm, and the thickness of the intermediate layer was 0.05 mm.
ブレージングシート1〜15は、前記ブレージングシートの構成の好ましい実施形態のうち、第1の実施形態に相当し、ブレージングシート16〜18は第2の実施形態に相当し、ブレージングシート19〜21は第3の実施形態に相当し、ブレージングシート22〜24は第4の実施形態に相当する。得られたブレージングシート1〜24について、以下の方法により間隙充填試験を行った。 The brazing sheets 1 to 15 correspond to the first embodiment among the preferred embodiments of the configuration of the brazing sheet, the brazing sheets 16 to 18 correspond to the second embodiment, and the brazing sheets 19 to 21 are the first. 3 corresponds to the third embodiment, and the brazing sheets 22 to 24 correspond to the fourth embodiment. About the obtained brazing sheets 1-24, the gap filling test was done with the following method.
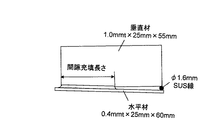
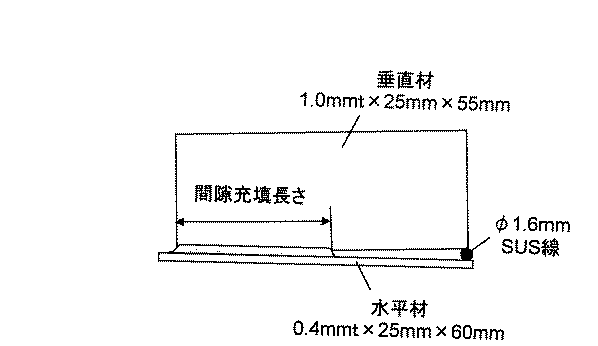
間隙充填試験:図1に示すように、脱脂処理したブレージングシートを水平材とし、3003合金板(厚さ1mm)を垂直材として組み付けて間隙充填試験片を構成した。内容積0.4m3の予熱室とろう付け室を備えた二室型炉からなる窒素ガス炉を使用し、間隙充填試験片をろう付け室に装入し、到達温度595℃でろう付け接合した。ろう付け条件は、窒素ガス炉の各室に20m3/hの窒素ガスを送り込み、450℃から595℃までを約12分で昇温した。加熱終了時のろう付け室の酸素濃度は10〜24ppmであった。ろう付け室にて間隙充填試験片の温度が595℃に到達したら間隙充填試験片を予熱室に移し、予熱室にて550℃まで冷却後、間隙充填試験片を取り出して大気中で冷却した。 Gap filling test: As shown in FIG. 1, a degreasing brazing sheet was used as a horizontal material, and a 3003 alloy plate (thickness 1 mm) was assembled as a vertical material to form a gap filling test piece. Using a nitrogen gas furnace consisting of a two-chamber furnace with a preheating chamber and a brazing chamber with an internal volume of 0.4 m 3 , the gap-filled test piece was charged into the brazing chamber and brazed at an ultimate temperature of 595 ° C. did. As brazing conditions, 20 m 3 / h of nitrogen gas was fed into each chamber of the nitrogen gas furnace, and the temperature was raised from 450 ° C. to 595 ° C. in about 12 minutes. The oxygen concentration in the brazing chamber at the end of heating was 10 to 24 ppm. When the temperature of the gap filling test piece reached 595 ° C. in the brazing chamber, the gap filling test piece was transferred to the preheating chamber, cooled to 550 ° C. in the preheating chamber, and then taken out and cooled in the atmosphere.
冷却後の間隙充填試験片より間隙充填長さを測定してフィレット形成能を評価し、後述するように、間隙充填長さ20mm以上を合格とした。評価結果を表1に示す。表1にみられるように、本発明に従うブレージングシート1〜24はいずれも、間隙充填試験において、間隙充填長さ21〜34mmのフィレットが形成され、十分に実用レベルのフィレット形成能を示した。 The gap filling length was measured from the gap filling test piece after cooling to evaluate the fillet forming ability, and the gap filling length of 20 mm or more was regarded as acceptable as described later. The evaluation results are shown in Table 1. As can be seen from Table 1, all the brazing sheets 1 to 24 according to the present invention were formed with fillets having a gap filling length of 21 to 34 mm in the gap filling test, and sufficiently exhibited a fillet forming ability at a practical level.
ブレージングシート1〜24について、ろう付け接合後のろう材表面を透過電子顕微鏡により観察し、酸化皮膜中のMg−O系化合物を電子線回折によって調査したところ、表面に形成されたMg−O系化合物中のスピネル型化合物(Al2MgO4)の比率は70%を超えていた。 For brazing sheets 1 to 24, the surface of the brazing material after brazing and joining was observed with a transmission electron microscope, and the Mg—O compound in the oxide film was examined by electron diffraction. The ratio of the spinel type compound (Al 2 MgO 4 ) in the compound exceeded 70%.
参考例
参考として、表2に示すように、Al−1.2%Mn合金心材にAl−10%Si合金ろう材をクラッドした一般的成分のブレージングシート47に10g/m2の弗化物系フラックスを塗布して間隙充填試験を行ったところ、間隙充填長さ38mmのフィレットが形成された。また、Al−1.2%Mn合金心材にAl−10%Si−1.6%Mg合金ろう材をクラッドしたブレージングシート48を2.0×10−3Paまで減圧した真空炉にて加熱接合する間隙充填試験を行ったところ、間隙充填長さ20mmのフィレットが形成された。この真空ろう付け法による試験片(ブレージングシート)での間隙充填長さ20mm以上の間隙充填長さが得られるものを実用レベルと判断した。
REFERENCE EXAMPLE As a reference, as shown in Table 2, 10 g / m 2 fluoride flux is applied to a brazing sheet 47 of a general component in which an Al-10% Si alloy brazing material is clad on an Al-1.2% Mn alloy core. When a gap filling test was conducted, a fillet with a gap filling length of 38 mm was formed. Further, a brazing sheet 48 in which an Al-10% Si-1.6% Mg alloy brazing material is clad with an Al-1.2% Mn alloy core is heated and bonded in a vacuum furnace depressurized to 2.0 × 10 −3 Pa. When a gap filling test was performed, a fillet having a gap filling length of 20 mm was formed. A test piece (brazing sheet) obtained by this vacuum brazing method that gave a gap filling length of 20 mm or more was judged to be a practical level.
さらに、参考として、Al−1.2%Mn合金心材にAl−10%Si−0.02%Bi−0.01%Be合金ろう材をクラッドしたブレージングシート49および50を作製し、ブレージングシート49については実施例と同じく脱脂処理し、ブレージングシート50については、水平材、垂直材共に2%硝酸と1%弗酸の混合液に90秒浸漬してエッチング処理し、乾燥後に間隙充填試験片として組み付けて間隙充填試験を行った結果、脱脂処理のみのブレージングシート49では間隙充填長さが6mmと微小であったが、エッチング処理したブレージングシート50では間隙充填長さ26mmであった。 Further, as a reference, brazing sheets 49 and 50 in which an Al-10% Si-0.02% Bi-0.01% Be alloy brazing material is clad with an Al-1.2% Mn alloy core material are produced. For the brazing sheet 50, both the horizontal material and the vertical material were immersed in a mixed solution of 2% nitric acid and 1% hydrofluoric acid for 90 seconds and etched. As a result of assembling and performing a gap filling test, the gap filling length of the brazing sheet 49 with only the degreasing treatment was as small as 6 mm, but the gap filling length of the etched brazing sheet 50 was 26 mm.
なお、前記参考例として示したブレージングシートについて、ろう付け接合後のろう材表面を透過電子顕微鏡により観察し、酸化皮膜中のMg−O系化合物を電子線回折によって調査したところ、間隙充填長さが20mm以上のブレージングシートにおいては、表面に形成されたMg−O系化合物中のスピネル型化合物(Al2MgO4)の比率は70%以上であった。 For the brazing sheet shown as the reference example, the surface of the brazing material after brazing and joining was observed with a transmission electron microscope, and the Mg—O-based compound in the oxide film was examined by electron diffraction. In the brazing sheet having a thickness of 20 mm or more, the ratio of the spinel type compound (Al 2 MgO 4 ) in the Mg—O-based compound formed on the surface was 70% or more.
比較例1
心材の片面にろう材をクラッドした厚さ0.4mmのブレージングシート25〜43、および、心材の片面に中間材を介してろう材をクラッドした厚さ0.4mmのブレージングシート44〜46を常法に従って作製した。心材、ろう材および中間材の合金組成を表3に示す。ろう材の厚さはいずれも0.04mm、中間層の厚さは0.05mmとした。
Comparative Example 1
Brazing sheets 25 to 43 having a thickness of 0.4 mm each having a brazing material clad on one side of the core material, and brazing sheets 44 to 46 having a thickness of 0.4 mm having a brazing material clad on one side of the core material via an intermediate material are always used. Prepared according to the method. Table 3 shows the alloy compositions of the core material, the brazing material, and the intermediate material. The thickness of each brazing material was 0.04 mm, and the thickness of the intermediate layer was 0.05 mm.
得られたブレージングシート25〜46について、実施例と同様の方法により間隙充填試験を行って間隙充填長さを測定し、フィレット形成能を評価した。評価結果を表3に示す。 About the obtained brazing sheets 25-46, the gap filling test was done by the method similar to an Example, the gap filling length was measured, and the fillet formation ability was evaluated. The evaluation results are shown in Table 3.
表3において、ブレージングシート1〜35は前記第1の実施形態の構成を外れたものに相当するブレージングシートである。表3に示すように、ブレージングシート25、28は、ろう材中のZr、Caが上限値を超えているため、ブレージングシート作製時(圧延時)に割れが発生し試験材を得ることができなかった。ブレージングシート26、27は、ろう材中のCe、Beが上限値を超えているため、間隙充填長さが小さく十分なフィレット形成能が得られなかった。 In Table 3, brazing sheets 1 to 35 are brazing sheets corresponding to those deviating from the configuration of the first embodiment. As shown in Table 3, since the brazing sheets 25 and 28 have Zr and Ca in the brazing material exceeding the upper limit values, cracks occur during the production of the brazing sheet (during rolling), and a test material can be obtained. There wasn't. In the brazing sheets 26 and 27, Ce and Be in the brazing material exceeded the upper limit value, and therefore the gap filling length was small and sufficient fillet forming ability was not obtained.
ブレージングシート29はろう材中のMg量が少ないため、また、ブレージングシート30はろう材中のMg量が多いため、いずれも間隙充填長さが小さく十分なフィレット形成能が得られなかった。ブレージングシート31はろう材にMgもZr、Ce、Be、Caも含有させなかったため、また、ブレージングシート32〜35はろう材がMgのみを含有したものであるため、いずれも間隙充填長さが小さく十分なフィレット形成能が得られなかった。 Since the brazing sheet 29 has a small amount of Mg in the brazing material, and the brazing sheet 30 has a large amount of Mg in the brazing material, the gap filling length is small and sufficient fillet forming ability cannot be obtained. Since the brazing sheet 31 contained neither Mg nor Zr, Ce, Be, or Ca in the brazing material, and the brazing sheets 32 to 35 each contained only Mg, the gap filling length was all. Small and sufficient fillet forming ability could not be obtained.
ブレージングシート36〜43は前記第2の実施形態の構成を外れたものに相当するブレージングシートである。ブレージングシート36はろう材中にZr、Ce、Be、Caを含有させなかったため、また、ブレージングシート37〜41は心材がMgを含有しないものであったため、いずれも間隙充填長さが小さく十分なフィレット形成能が得られなかった。 The brazing sheets 36 to 43 are brazing sheets corresponding to those that deviate from the configuration of the second embodiment. Since the brazing sheet 36 did not contain Zr, Ce, Be, and Ca in the brazing material, and the brazing sheets 37 to 41 were those in which the core material did not contain Mg, the gap filling length was small enough. Fillet forming ability was not obtained.
ブレージングシート42は心材中のMg量が少ないため、また、ブレージングシート43は心材中のMg量が多いため、いずれも間隙充填長さが小さく十分なフィレット形成能が得られなかった。 Since the brazing sheet 42 has a small amount of Mg in the core material and the brazing sheet 43 has a large amount of Mg in the core material, the gap filling length is small and sufficient fillet forming ability cannot be obtained.
ブレージングシート44は前記第3の実施形態の構成を外れたものに相当するブレージングシートであリ、ブレージングシート45〜46は前記第4の実施形態の構成を外れたものに相当するブレージングシートである。ブレージングシート44は中間材のMg量が少ないため、間隙充填長さが小さく十分なフィレット形成能が得られなかった。ブレージングシート45は心材のMg量が多いため、また、ブレージングシート46は心材のMg量が少ないため、いずれも間隙充填長さが小さく十分なフィレット形成能が得られなかった。 The brazing sheet 44 is a brazing sheet corresponding to the one out of the configuration of the third embodiment, and the brazing sheets 45 to 46 are brazing sheets corresponding to the one out of the configuration of the fourth embodiment. . Since the brazing sheet 44 has a small amount of Mg in the intermediate material, the gap filling length is small and sufficient fillet forming ability was not obtained. Since the brazing sheet 45 has a large amount of Mg in the core material, and the brazing sheet 46 has a small amount of Mg in the core material, the gap filling length was small and sufficient fillet forming ability was not obtained.
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011275285A JP2013123749A (en) | 2011-12-16 | 2011-12-16 | Fluxless brazing method for aluminum material and brazing sheet used for the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011275285A JP2013123749A (en) | 2011-12-16 | 2011-12-16 | Fluxless brazing method for aluminum material and brazing sheet used for the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013123749A true JP2013123749A (en) | 2013-06-24 |
Family
ID=48775326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011275285A Pending JP2013123749A (en) | 2011-12-16 | 2011-12-16 | Fluxless brazing method for aluminum material and brazing sheet used for the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013123749A (en) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014073519A (en) * | 2012-10-05 | 2014-04-24 | Uacj Corp | Aluminum brazing sheet and blazing method using the same |
| JP2015021158A (en) * | 2013-07-19 | 2015-02-02 | 株式会社Uacj | Al member for heat exchanger having fine passage and method for manufacturing the same |
| JP2015058466A (en) * | 2013-09-20 | 2015-03-30 | 株式会社Uacj | Aluminum alloy brazing sheet for fluxless brazing and manufacturing method of the same |
| JP2015093310A (en) * | 2013-11-13 | 2015-05-18 | 三菱アルミニウム株式会社 | Aluminum alloy brazing sheet, aluminum alloy assembly for brazing, and method of brazing aluminum alloy material |
| JP2016043410A (en) * | 2014-08-27 | 2016-04-04 | 株式会社Uacj | Brazing material sheet for forming fillet |
| WO2017065190A1 (en) * | 2015-10-16 | 2017-04-20 | 株式会社Uacj | Aluminum alloy brazing sheet, method for manufacturing same, aluminum alloy sheet, and heat exchanger |
| WO2017065191A1 (en) * | 2015-10-16 | 2017-04-20 | 株式会社Uacj | Aluminum alloy brazing sheet, and brazing method |
| US9643283B2 (en) | 2013-07-31 | 2017-05-09 | Uacj Corporation | Aluminum alloy brazing sheet and method for producing the same |
| JPWO2016056306A1 (en) * | 2014-10-09 | 2017-08-17 | 株式会社Uacj | Aluminum alloy brazing sheet and brazing method |
| CN108431260A (en) * | 2015-12-28 | 2018-08-21 | 株式会社Uacj | The manufacturing method of aluminum alloy brazing sheet and aluminum alloy heat exchanger |
| CN109642274A (en) * | 2016-08-30 | 2019-04-16 | 株式会社Uacj | Aluminum alloy brazing sheet |
| JP2019069474A (en) * | 2019-01-15 | 2019-05-09 | 株式会社Uacj | Aluminum alloy brazing sheet, manufacturing method of the same, aluminum alloy sheet, and heat exchanger |
| CN112442611A (en) * | 2019-08-30 | 2021-03-05 | 四川大学 | Preparation method of aluminum alloy containing various spherical phases |
| EP2883650B1 (en) | 2013-12-13 | 2021-07-14 | Hydro Aluminium Rolled Products GmbH | Fluxless joining of aluminium composite materials |
-
2011
- 2011-12-16 JP JP2011275285A patent/JP2013123749A/en active Pending
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014073519A (en) * | 2012-10-05 | 2014-04-24 | Uacj Corp | Aluminum brazing sheet and blazing method using the same |
| JP2015021158A (en) * | 2013-07-19 | 2015-02-02 | 株式会社Uacj | Al member for heat exchanger having fine passage and method for manufacturing the same |
| US10307870B2 (en) | 2013-07-31 | 2019-06-04 | Uacj Corporation | Aluminum alloy brazing sheet and method for producing the same |
| US9643283B2 (en) | 2013-07-31 | 2017-05-09 | Uacj Corporation | Aluminum alloy brazing sheet and method for producing the same |
| JP2015058466A (en) * | 2013-09-20 | 2015-03-30 | 株式会社Uacj | Aluminum alloy brazing sheet for fluxless brazing and manufacturing method of the same |
| JP2015093310A (en) * | 2013-11-13 | 2015-05-18 | 三菱アルミニウム株式会社 | Aluminum alloy brazing sheet, aluminum alloy assembly for brazing, and method of brazing aluminum alloy material |
| EP2883650B1 (en) | 2013-12-13 | 2021-07-14 | Hydro Aluminium Rolled Products GmbH | Fluxless joining of aluminium composite materials |
| JP2016043410A (en) * | 2014-08-27 | 2016-04-04 | 株式会社Uacj | Brazing material sheet for forming fillet |
| EP3205440A4 (en) * | 2014-10-09 | 2018-03-28 | UACJ Corporation | Aluminum alloy brazing sheet and brazing method |
| JPWO2016056306A1 (en) * | 2014-10-09 | 2017-08-17 | 株式会社Uacj | Aluminum alloy brazing sheet and brazing method |
| WO2017065190A1 (en) * | 2015-10-16 | 2017-04-20 | 株式会社Uacj | Aluminum alloy brazing sheet, method for manufacturing same, aluminum alloy sheet, and heat exchanger |
| WO2017065191A1 (en) * | 2015-10-16 | 2017-04-20 | 株式会社Uacj | Aluminum alloy brazing sheet, and brazing method |
| JP2017074609A (en) * | 2015-10-16 | 2017-04-20 | 株式会社Uacj | Aluminum alloy brazing sheet, manufacturing method thereof, aluminum alloy sheet and heat exchanger |
| US11090749B2 (en) | 2015-10-16 | 2021-08-17 | Uacj Corporation | Aluminum alloy brazing sheet, method for manufacturing the same, aluminum alloy sheet, and heat exchanger |
| US11813687B2 (en) | 2015-10-16 | 2023-11-14 | Uacj Corporation | Aluminum alloy brazing sheet, method for manufacturing the same, aluminum alloy sheet, and heat exchanger |
| CN108431260A (en) * | 2015-12-28 | 2018-08-21 | 株式会社Uacj | The manufacturing method of aluminum alloy brazing sheet and aluminum alloy heat exchanger |
| CN109642274A (en) * | 2016-08-30 | 2019-04-16 | 株式会社Uacj | Aluminum alloy brazing sheet |
| EP3508595A4 (en) * | 2016-08-30 | 2020-03-11 | UACJ Corporation | SOLDER ALUMINUM ALLOY |
| US10857629B2 (en) | 2016-08-30 | 2020-12-08 | Uacj Corporation | Aluminum alloy brazing sheet |
| CN109642274B (en) * | 2016-08-30 | 2021-10-29 | 株式会社Uacj | Aluminum alloy brazing plate |
| JP2019069474A (en) * | 2019-01-15 | 2019-05-09 | 株式会社Uacj | Aluminum alloy brazing sheet, manufacturing method of the same, aluminum alloy sheet, and heat exchanger |
| CN112442611A (en) * | 2019-08-30 | 2021-03-05 | 四川大学 | Preparation method of aluminum alloy containing various spherical phases |
| CN112442611B (en) * | 2019-08-30 | 2022-02-08 | 四川大学 | Preparation method of aluminum alloy containing various spherical phases |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013123749A (en) | Fluxless brazing method for aluminum material and brazing sheet used for the same | |
| JP6312968B1 (en) | Brazing sheet and method for producing the same | |
| CN106661677B (en) | Aluminum Alloy Brazing Sheet | |
| JP5844212B2 (en) | Aluminum alloy brazing sheet | |
| US11320217B2 (en) | Heat exchanger and method of manufacturing the same | |
| JP6468983B2 (en) | Aluminum alloy brazing sheet, manufacturing method thereof, aluminum alloy sheet and heat exchanger | |
| JP6263574B2 (en) | Brazing sheet, method for producing the same and method for brazing aluminum structure | |
| JP2012061483A (en) | Flux-less brazing method of aluminum material | |
| JP6236253B2 (en) | Method for producing aluminum alloy brazing sheet and aluminum alloy brazing sheet obtained by the production method | |
| CN106794556A (en) | Aluminium alloy brazing sheet and solder brazing method | |
| WO2017065191A1 (en) | Aluminum alloy brazing sheet, and brazing method | |
| JP2012050993A (en) | Fluxless brazing method of aluminum material and aluminum clad material for fluxless brazing | |
| WO2017010288A1 (en) | Aluminum alloy brazing sheet | |
| JP2012050995A (en) | Aluminum alloy brazing material sheet for fluxless brazing and fluxless brazing method for aluminum material | |
| JP6109615B2 (en) | Aluminum alloy fin clad material for brazing | |
| JP6363555B2 (en) | Aluminum heat exchanger | |
| JP2014073519A (en) | Aluminum brazing sheet and blazing method using the same | |
| JP5989495B2 (en) | Aluminum brazing sheet design method | |
| JP2013086103A (en) | Aluminum alloy brazing sheet | |
| JP2013103265A (en) | Aluminum alloy brazing sheet and brazing method | |
| JP2019069474A (en) | Aluminum alloy brazing sheet, manufacturing method of the same, aluminum alloy sheet, and heat exchanger | |
| JP6282444B2 (en) | Aluminum alloy brazing sheet, aluminum alloy assembly for brazing, and method of brazing aluminum alloy material | |
| JP2020056060A (en) | Aluminum alloy brazing sheet and method for producing the same | |
| JP6470603B2 (en) | Brazing method of aluminum material | |
| JP2012040603A (en) | Method for manufacturing aluminum heat exchanger |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20131023 |