JP2013140465A - 金属製物品へのrfidタグの取付構造 - Google Patents
金属製物品へのrfidタグの取付構造 Download PDFInfo
- Publication number
- JP2013140465A JP2013140465A JP2011290485A JP2011290485A JP2013140465A JP 2013140465 A JP2013140465 A JP 2013140465A JP 2011290485 A JP2011290485 A JP 2011290485A JP 2011290485 A JP2011290485 A JP 2011290485A JP 2013140465 A JP2013140465 A JP 2013140465A
- Authority
- JP
- Japan
- Prior art keywords
- holding member
- tag
- rfid tag
- metal article
- attaching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Abstract
【課題】 金属製物品にRFIDタグを確実に取り付けて、タグに確実にデータを書き込み、読み取ることができるようにする。又、RFIDタグ及び保持部材の洗浄性を向上させるようにする。
【解決手段】 中央部に装着溝172を形成し、先端部に切欠部173を形成してなる保持部材171を使用する。保持部材171の装着溝172内にRFIDタグ51を載置した後、RFIDタグ51と装着溝172との間に溶融樹脂を充填し、RFIDタグ51を包囲する樹脂モールド175を形成する。そして、金属製物品41の適宜部所に、RFIDタグ51を装着した保持部材171を接着、アーク溶接、レーザー溶接、ロウ付け、半田付け等によって強固に固定する。
【選択図】 図17
【解決手段】 中央部に装着溝172を形成し、先端部に切欠部173を形成してなる保持部材171を使用する。保持部材171の装着溝172内にRFIDタグ51を載置した後、RFIDタグ51と装着溝172との間に溶融樹脂を充填し、RFIDタグ51を包囲する樹脂モールド175を形成する。そして、金属製物品41の適宜部所に、RFIDタグ51を装着した保持部材171を接着、アーク溶接、レーザー溶接、ロウ付け、半田付け等によって強固に固定する。
【選択図】 図17
Description
本発明は、金属製の器具、工具、小物等の金属製物品にRFIDタグを取り付けても、確実にRFIDタグにデータを書き込み、又、読み取ることができるRFIDタグの取付構造に関するものである。
近年、器具、工具、小物等の物品の識別、管理等において、導電性を有する金属箔や銅線等をコイル状に巻き回したアンテナにICチップを装着したインレットから成るRFIDタグと、このICチップにデータを書き込み、読み取りするリーダライタとから構成され、非接触でデータの交信を行うRFID ( Radio Frequency Identification )システムが広く採用されている。
しかし、RFIDシステムでは、RFIDタグを導電性を有する物体や金属体、あるいは透磁率の高い物体(以降、これら全てを金属体と呼ぶ)に貼り付け、埋め込んで使用すると、タグアンテナが生成する磁束が金属体によって影響を受け、タグの感度が大幅に低下して、リーダライタとの間でデータの交信を行うことができない、あるいは通信距離が大幅に短くなるという問題点があった。
そこで、このような問題点を解消すべく、金属体にスリットを形成し、タグアンテナが生成する磁束に対してショートサーキットが形成されないようにし、データの交信を行うことができるようにしたものが知られている(特許文献1参照)。
又、タグと金属体の間に磁性シート(フェライトシート等)を挟む、あるいは、金属体に埋め込むタイプのタグでは、磁性体でタグを包み込む様にして金属体の影響を防ぐような工夫がなされている。
又、タグと金属体の間に磁性シート(フェライトシート等)を挟む、あるいは、金属体に埋め込むタイプのタグでは、磁性体でタグを包み込む様にして金属体の影響を防ぐような工夫がなされている。
又、金属製の器具、工具、小物等の金属製物品にRFIDタグを取り付ける方法としては、物品に装着孔を穿設してタグを嵌合、取り付ける方法、物品に保持部材を固定し、その保持部材にタグを取り付ける方法が知られている(特許文献2参照)。
しかし、セラミック製外装材から成るRFIDタグや、表面と裏面をガラスクロスで補強し、積層したRFIDタグを使用する場合には、セラミックや積層したガラスクロスを金属に直接接合することができないため、物品にRFIDタグを如何にして確実に取り付けるかが問題となる。
又、医療用等の洗浄性が重要となる用途においては、RFIDタグと保持部材との間隙に侵入した物質を容易に除去できるように、RFIDタグ及び保持部材の洗浄性を高めること、或いは、その間隙に液体が浸入しないように、RFIDタグと保持部材の間の密閉性を高めることが必要となる。
又、医療用等の洗浄性が重要となる用途においては、RFIDタグと保持部材との間隙に侵入した物質を容易に除去できるように、RFIDタグ及び保持部材の洗浄性を高めること、或いは、その間隙に液体が浸入しないように、RFIDタグと保持部材の間の密閉性を高めることが必要となる。
本発明は、かかる問題点に鑑みて為されたものであって、その目的とするところは、金属製の器具、工具、小物等の金属製物品に、セラミック製RFIDタグ又はガラスクロス補強RFIDタグを確実に取り付けることができ、それらRFIDタグに確実にデータを書き込み、又、読み取ることができるようにした金属製物品へのRFIDタグの取付構造を提供することにある。
上記目的を達成するために、本発明の金属製物品へのRFIDタグの取付構造は、物品に表面から裏面に貫通する装着孔を穿設し、装着孔から外周縁にかけて切欠部を形成し、
装着孔にタグを挿入した後、装着孔とタグとの間に接着剤、ゴム又は樹脂を充填、固化させて、装着孔内にタグを固定することを特徴とする。
前記装着孔は、前記タグの外径と略同一径の大口径部と、前記タグの外径より小径の小口径部とから成るものであってもよい。
装着孔にタグを挿入した後、装着孔とタグとの間に接着剤、ゴム又は樹脂を充填、固化させて、装着孔内にタグを固定することを特徴とする。
前記装着孔は、前記タグの外径と略同一径の大口径部と、前記タグの外径より小径の小口径部とから成るものであってもよい。
又、本発明の金属製物品へのRFIDタグの取付構造は、装着孔を穿設し、装着孔から外周縁にかけて切欠部を形成した保持部材を使用し、その保持部材にタグを装着した後、物品にその保持部材を強固に固定することを特徴とする。
ここで、金属製物品に保持部材を固定する方法は、接着、アーク溶接、レーザー溶接、ロウ付け又は半田付けであることが好ましい。
ここで、金属製物品に保持部材を固定する方法は、接着、アーク溶接、レーザー溶接、ロウ付け又は半田付けであることが好ましい。
前記装着孔の内周縁に沿って適宜間隔で、上方に突出する複数の突出部を形成し、装着孔内にタグを挿入した後、複数の突出部をカシメて内側に折曲することによって、タグを装着してもよい。
さらに、装着孔の上端縁を押し潰すことによって、潰された部材が内側に押し出されて内径が狭められ、タグを装着孔から脱出させないようにするのが好ましい。
又、突出部を3個所又は4個所に形成して、3点カシメ又は4点カシメとしてもよく、突出部を全周に亘って形成して、リングカシメとしてもよい。
さらに、装着孔の上端縁を押し潰すことによって、潰された部材が内側に押し出されて内径が狭められ、タグを装着孔から脱出させないようにするのが好ましい。
又、突出部を3個所又は4個所に形成して、3点カシメ又は4点カシメとしてもよく、突出部を全周に亘って形成して、リングカシメとしてもよい。
前記保持部材は、装着溝を形成した左側保持部材と装着溝を形成した右側保持部材とから構成し、装着溝にタグを嵌入することによって、保持部材を構成すると共に、タグを装着してもよい。
前記保持部材は、装着溝を形成した基端部側保持部材と装着溝を形成した先端部側保持部材とから構成し、装着溝にタグを嵌入することによって、保持部材を構成すると共に、タグを装着してもよい。
前記保持部材は、装着溝を形成した箱状保持部材と装着溝を形成した滑動保持部材とから構成し、滑動保持部材を滑動させつつ、装着溝にタグを嵌入することによって、保持部材を構成すると共に、タグを装着してもよい。
前記保持部材は、装着孔を形成した保持部材本体と保持部材蓋体とから構成し、装着孔にタグを嵌入した後、保持部材蓋体を被覆することによって、保持部材を構成すると共に、タグを装着してもよい。
前記保持部材は、基端部と先端部とから成り、基端部から先端部にかけて装着溝を穿設し、基端部の装着溝にタグを嵌入した後、先端部を内側に屈曲させることによって、保持部材を構成すると共に、タグを装着してもよい。
前記保持部材は、保持部材本体と取付部材とから構成し、保持部材本体は、樹脂又はゴム製であって、タグを包含して同時成形することによって成形し、取付部材は、金属製であって、保持部材本体に取付部材を嵌入、又は、保持部材をタグと一体に同時成形することによって、保持部材を構成してもよい。
前記保持部材は、前記装着溝の内周面から保持部材の外周面にかけて、複数の貫通孔を穿設してあり、前記装着溝内にタグを載置し、タグと装着溝との間に溶融樹脂或いはゴム等のエラストマ材を充填し、タグを包囲する樹脂モールドを形成してもよい。
前記保持部材は、中央部を基端部に比して薄肉とすると共に、基端部との境界に切欠部を形成してあり、前記装着溝内にタグを嵌挿し、前記中央部を包囲するように溶融樹脂或いはゴム等のエラストマ材を充填し、タグを包囲する樹脂モールドを形成してもよい。
タグと保持部材との間隙に樹脂を充填することによって、その間隙が消滅し、洗浄性が大幅に向上するという利点がある。
タグと保持部材との間隙に樹脂を充填することによって、その間隙が消滅し、洗浄性が大幅に向上するという利点がある。
本発明の金属製物品へのRFIDタグの取付構造は、又、中央部に裏面から陥没部を形成すると共に、両端部に挿通孔を形成した保持部材を使用し、前記陥没部に裏面と所定距離を隔ててタグを嵌入し、前記挿通孔にネジを挿通させて物品に締結することを特徴とする。
以下、本発明のRFIDタグの取付構造の好適な実施形態について、図面を参照して詳細に説明する。
先ず、本発明においては、RFID(Radio Frequency Identification)タグとして、超小型のICチップと無線通信用のアンテナとを一体化し、セラミック製外装材によって被覆したRFIDタグ、又は、強化繊維で補強したRFIDタグを使用する。
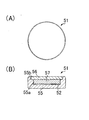
RFIDタグ51は、図1及び図2に示すように、導電性を有する金属製線材を巻き回して形成したコイルアンテナ53とICチップ54とを接合して一体化したICチップ装着体(インレット)52と、セラミック製外装材55,56と、セラミック系充填材57とから構成される。
コイルアンテナ53は、銅、アルミニウム、銀等の導電性を有する金属製線材をコイル状に巻き回して形成してある。
これによって、コイルアンテナとICチップとを合成樹脂製シート上に配置したICチップ装着体(インレット)に比べて投影面積が小さくなり、コイルアンテナ53とICチップ54とのみによって一体化し、形状を保持させておくことができる。
又、コイルアンテナ53を使用したRFIDタグ51は、一般的な合成樹脂シートを使用したRFIDタグに比べて、コイルのインダクタンスの精度が高く、同調周波数が正確であり、コイルの電気抵抗が低いので、アンテナ回路の能率が高く、又、耐熱温度が高いという特徴を有する。
これによって、コイルアンテナとICチップとを合成樹脂製シート上に配置したICチップ装着体(インレット)に比べて投影面積が小さくなり、コイルアンテナ53とICチップ54とのみによって一体化し、形状を保持させておくことができる。
又、コイルアンテナ53を使用したRFIDタグ51は、一般的な合成樹脂シートを使用したRFIDタグに比べて、コイルのインダクタンスの精度が高く、同調周波数が正確であり、コイルの電気抵抗が低いので、アンテナ回路の能率が高く、又、耐熱温度が高いという特徴を有する。
セラミック製外装材55,56は、アルミナ(Al2O3)、ジルコニア(ZrO2・SiO2)、窒化珪素(Si3N4)等のセラミック材料を焼成したものであり、図1に示すように、上下の外装材55,56は、互いに嵌合するようになっている。そして、下側の外装材55には、ICチップ装着体(インレット)52を収納するための陥没部55aを形成し、上側の外装材56を嵌合するための段差部55bを形成してある。
セラミック系充填材57としては、アルミナセメント、ポルトランドセメント等のセラミックセメント材料が使用される。
これによって、セラミック製外装材55,56同士を確実に接着すると共に、コイルアンテナ53とICチップ54とを接合して一体化したICチップ装着体(インレット)52をセラミック製外装材55,56内に確実に固定することができる。
又、ICチップ装着体(インレット)52の周りをセラミック系充填材57により包み込むことによって、ICチップ54単体の場合よりも熱容量が大きくなるため、加えられた熱量に対する温度上昇が抑えられ、又、均一となる効果が得られる。これによって、ICチップ装着体(インレット)52の耐熱性を向上させることができる。
これによって、セラミック製外装材55,56同士を確実に接着すると共に、コイルアンテナ53とICチップ54とを接合して一体化したICチップ装着体(インレット)52をセラミック製外装材55,56内に確実に固定することができる。
又、ICチップ装着体(インレット)52の周りをセラミック系充填材57により包み込むことによって、ICチップ54単体の場合よりも熱容量が大きくなるため、加えられた熱量に対する温度上昇が抑えられ、又、均一となる効果が得られる。これによって、ICチップ装着体(インレット)52の耐熱性を向上させることができる。
強化繊維で補強したRFIDタグ51の場合には、図2に示すように、インレット52の上下両面に繊維構成体シート58,59を接着し、被覆したものを使用する。
繊維構成体シート58,59は、複数本の繊維素材を束ねた繊維束を縦横に織成して構成した織物シート材を円形状に裁断したものであり、同様の構成のものであるが、インレット52に接着し、被覆した時、各繊維構成体シート58,59を構成する繊維素材の配向方向は45°ずれるようにしてある。
尚、2枚の繊維構成体シート58,59をインレット52に接着するだけでなく、複数枚の繊維構成体シートを繊維方向をずらして積層する構成をとってもよい。
繊維構成体シート58,59は、複数本の繊維素材を束ねた繊維束を縦横に織成して構成した織物シート材を円形状に裁断したものであり、同様の構成のものであるが、インレット52に接着し、被覆した時、各繊維構成体シート58,59を構成する繊維素材の配向方向は45°ずれるようにしてある。
尚、2枚の繊維構成体シート58,59をインレット52に接着するだけでなく、複数枚の繊維構成体シートを繊維方向をずらして積層する構成をとってもよい。
織物シート材を構成する繊維材料としては、非弾性体であるポリエステル繊維、ポリアミド繊維、ポリプロピレン繊維、ポリ塩化ビニル繊維、ポリエチレン繊維、アラミド繊維、炭素繊維、ガラス繊維等を使用することができるが、特には、アラミド繊維、ガラス繊維を使用することが好ましい。又、これら繊維の中の1種のみならず、複数種を混合して使用してもよい。
RFIDタグ51は、以上のような構成であり、以下のようにして製造される。
先ず、図2(B)に示すように、金属製線材をコイル状に巻き回したコイルアンテナ53の両端にICチップ54を接合し、コイルアンテナ53とICチップ54とを接合して一体化したICチップ装着体(インレット)52を構成する。
次に、図1(B)に示すように、コイルアンテナ53とICチップ54とを接合して一体化したICチップ装着体(インレット)52を下側のセラミック製外装材55の陥没部55aに位置させる。
一方、上側のセラミック製外装材56の下面全体にセラミック系充填材57を十分に塗布させ、付着させておく。
次に、上方からセラミック製外装材56を載置させ、図1に示すように、セラミック製外装材56をセラミック製外装材55の段差部55bに嵌合させ、両者を完全に結合させて、RFIDタグ51を構成する。
本発明の金属製物品へのRFIDタグ51の取付構造として、物品に装着孔を穿設してタグを嵌合、取付ける構造について説明する。
図3に示す取付構造は、物品11に表面から裏面に貫通する口径φAの装着孔12を穿設し、装着孔12から外周縁にかけて切欠部13を形成したものである。ここで、口径φAはタグ51の外径φTよりも若干大きく設定する。
この実施形態では、装着孔12にタグ51を挿入した後、装着孔12とタグ51との間に接着剤Gを充填、固化させて、装着孔12内にタグ51を固定する。
この実施形態では、装着孔12にタグ51を挿入した後、装着孔12とタグ51との間に接着剤Gを充填、固化させて、装着孔12内にタグ51を固定する。
図4に示す取付構造は、物品21に表面から裏面にかけて、口径φBである大口径部22aと口径φCである小口径部22bとから成る装着孔22を穿設し、装着孔22から外周縁にかけて切欠部23を形成したものである。ここで、口径φBはタグ51の外径φTよりも若干大きく、口径φCはタグ51の外径φTよりも小さく設定する。
この実施形態では、装着孔22の大口径部22aにタグ51を挿入し、小口径部22bとの境界部において停止させた後、大口径部22aとタグ51との間に接着剤Gを充填、固化させて、大口径部22a内にタグ51を固定する。
この実施形態では、装着孔22の大口径部22aにタグ51を挿入し、小口径部22bとの境界部において停止させた後、大口径部22aとタグ51との間に接着剤Gを充填、固化させて、大口径部22a内にタグ51を固定する。
尚、図3及び図4に示す取付構造において、装着孔12,22の内周縁に沿って適宜間隔で、上方に突出する複数の突出片を形成してもよい。
この実施形態では、装着孔12,22内にタグ51を挿入した後、複数の突出片をカシメて内側に折曲することによって、タグ51を装着孔12,22から脱出させないようにすることができる。
又、装着孔12,22の上端縁を内側に潰すことによって、タグ51を装着孔12,22から脱出させないようにすることもできる。
この実施形態では、装着孔12,22内にタグ51を挿入した後、複数の突出片をカシメて内側に折曲することによって、タグ51を装着孔12,22から脱出させないようにすることができる。
又、装着孔12,22の上端縁を内側に潰すことによって、タグ51を装着孔12,22から脱出させないようにすることもできる。
次に、本発明の金属製物品へのRFIDタグ51の取付構造として、物品に保持部材を固定し、その保持部材にタグを装着し、取付ける構造について説明する。
図5は、保持部材61を金属製物品41に取付けた状態を示す説明図であるが、保持部材61は、金属製物品41の適宜部所に、接着、ミグ溶接、マグ溶接等のアーク溶接、レーザー溶接、ロウ付け、ハンダ付け等の強固な固着方法によって固定される。
図6に示す保持部材61は、表面から裏面にかけて、口径φBである大口径部62aと口径φCである小口径部62bとから成る装着孔62を穿設し、装着孔62から外周縁にかけて切欠部63を形成したものである。
又、装着孔62の内周縁に沿って適宜間隔で、上方に突出する複数の突出部64,64,64・・・を形成してある。
この保持部材61では、装着孔62内にタグ51を挿入した後、複数の突出部64,64,64・・・をカシメて内側に折曲することによって、タグ51を装着孔62から脱出させないようにすることができる。
さらに、切欠部63は、図6(B)に示すように、側面から見て、中間部で屈曲するクランク形状に形成してある。
この切欠部63を形成しないと、タグの周囲に存在する金属がショートしているコイルを形成し、リーダーからの電磁波を吸収してしまうため、タグの読み書きの性能が極端に低下しまう。
保持部材61を取り付けた金属製物品41を金網製のバスケット等に入れる場合があるが、切欠部63が直線状であると、その切欠部63に金網を構成する線材が入り込んで、保持部材61が取り出し難くなったり、最悪の場合には、取り出す際に保持部材61を変形させてしまい、装着したタグ51が脱落する危険性がある。
そこで、切欠部63をクランク形状にすることによって、金網の直線状の線材が切欠部63に引っ掛かることを防止するようにした。
又、装着孔62の内周縁に沿って適宜間隔で、上方に突出する複数の突出部64,64,64・・・を形成してある。
この保持部材61では、装着孔62内にタグ51を挿入した後、複数の突出部64,64,64・・・をカシメて内側に折曲することによって、タグ51を装着孔62から脱出させないようにすることができる。
さらに、切欠部63は、図6(B)に示すように、側面から見て、中間部で屈曲するクランク形状に形成してある。
この切欠部63を形成しないと、タグの周囲に存在する金属がショートしているコイルを形成し、リーダーからの電磁波を吸収してしまうため、タグの読み書きの性能が極端に低下しまう。
保持部材61を取り付けた金属製物品41を金網製のバスケット等に入れる場合があるが、切欠部63が直線状であると、その切欠部63に金網を構成する線材が入り込んで、保持部材61が取り出し難くなったり、最悪の場合には、取り出す際に保持部材61を変形させてしまい、装着したタグ51が脱落する危険性がある。
そこで、切欠部63をクランク形状にすることによって、金網の直線状の線材が切欠部63に引っ掛かることを防止するようにした。
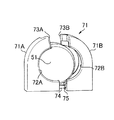
図7に示す保持部材71は、左右に2分割した左側保持部材71Aと右側保持部材71Bとから構成される。
左側保持部材71Aには、中央部に装着溝72Aを形成し、先端部に切欠部73Aを形成し、基端部には突出ピン74を突設してある。
右側保持部材71Bには、中央部に装着溝72Bを形成し、先端部に切欠部73Bを形成し、基端部には嵌合孔75を穿設してある。
この保持部材71では、左側保持部材71Aの装着溝72Aにタグ51の左側部を嵌入した後、突出ピン74を嵌合孔75に挿入しつつ、右側保持部材71Bの装着溝72Bにタグ51の右側部を嵌入することによって、保持部材71を構成すると共に、タグ51を装着溝孔72A,72Bから脱出させないようにすることができる。
左側保持部材71Aには、中央部に装着溝72Aを形成し、先端部に切欠部73Aを形成し、基端部には突出ピン74を突設してある。
右側保持部材71Bには、中央部に装着溝72Bを形成し、先端部に切欠部73Bを形成し、基端部には嵌合孔75を穿設してある。
この保持部材71では、左側保持部材71Aの装着溝72Aにタグ51の左側部を嵌入した後、突出ピン74を嵌合孔75に挿入しつつ、右側保持部材71Bの装着溝72Bにタグ51の右側部を嵌入することによって、保持部材71を構成すると共に、タグ51を装着溝孔72A,72Bから脱出させないようにすることができる。
図8に示す保持部材81は、左右に2分割した左側保持部材81Aと右側保持部材81Bとから構成される。
左側保持部材81Aには、中央部に装着溝82Aを形成し、先端部に切欠部83Aを形成し、基端部には突合片84Aを突設してある。
右側保持部材81Bには、中央部に装着溝82Bを形成し、先端部に切欠部83Bを形成し、基端部には突合片84Bを突設してある。
この保持部材81では、左側保持部材81Aの装着溝82Aにタグ51の左側部を嵌入した後、突合片84A,84Bを突合せつつ、右側保持部材81Bの装着溝82Bにタグ51の右側部を嵌入することによって、保持部材81を構成すると共に、タグ51を装着溝孔82A,82Bから脱出させないようにすることができる。
左側保持部材81Aには、中央部に装着溝82Aを形成し、先端部に切欠部83Aを形成し、基端部には突合片84Aを突設してある。
右側保持部材81Bには、中央部に装着溝82Bを形成し、先端部に切欠部83Bを形成し、基端部には突合片84Bを突設してある。
この保持部材81では、左側保持部材81Aの装着溝82Aにタグ51の左側部を嵌入した後、突合片84A,84Bを突合せつつ、右側保持部材81Bの装着溝82Bにタグ51の右側部を嵌入することによって、保持部材81を構成すると共に、タグ51を装着溝孔82A,82Bから脱出させないようにすることができる。
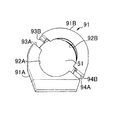
図9に示す保持部材91は、斜めに2分割した基端部側保持部材91Aと先端部側保持部材91Bとから構成される。
基端部側保持部材91Aには、中央部に装着溝92Aを形成し、先端部に切欠部93Aを形成し、基端部には突合片94Aを突設してある。
先端部側保持部材91Bには、中央部に装着溝92Bを形成し、先端部に切欠部93Bを形成し、基端部には突合片94Bを突設してある。
この保持部材91では、基端部側保持部材91Aの装着溝92Aにタグ51の左側部を嵌入した後、突合片94A,94Bを突合せつつ、先端部側保持部材91Bの装着溝92Bにタグ51の右側部を嵌入し、両部材をレーザー溶接等により溶接することによって、保持部材91を構成すると共に、タグ51を装着溝孔92A,92Bから脱出させないようにすることができる。
この保持部材91によれば、基端部が単一の部品で構成されるため、金属製物品41との当接面の平面度を高くするのが容易であるという利点がある。これによって、保持部材91を金属製物品41の取付面にレーザー溶接等する際に作業が容易になると共に、より確実に固定することができる。
基端部側保持部材91Aには、中央部に装着溝92Aを形成し、先端部に切欠部93Aを形成し、基端部には突合片94Aを突設してある。
先端部側保持部材91Bには、中央部に装着溝92Bを形成し、先端部に切欠部93Bを形成し、基端部には突合片94Bを突設してある。
この保持部材91では、基端部側保持部材91Aの装着溝92Aにタグ51の左側部を嵌入した後、突合片94A,94Bを突合せつつ、先端部側保持部材91Bの装着溝92Bにタグ51の右側部を嵌入し、両部材をレーザー溶接等により溶接することによって、保持部材91を構成すると共に、タグ51を装着溝孔92A,92Bから脱出させないようにすることができる。
この保持部材91によれば、基端部が単一の部品で構成されるため、金属製物品41との当接面の平面度を高くするのが容易であるという利点がある。これによって、保持部材91を金属製物品41の取付面にレーザー溶接等する際に作業が容易になると共に、より確実に固定することができる。
図10、図11に示す保持部材101,111は、突合片104A,104B,114A,114Bの形状を変更したものであって、キー形状を追加することにより、保持部材101,111を容易に位置決め可能とする構造である。
図12に示す保持部材121は、箱状保持部材121Aと滑動保持部材121Bとから構成される。
箱状保持部材121Aには、中央部に装着溝122Aを形成し、先端部に切欠部123を形成してある。
滑動保持部材121Bには、中央部に装着面122Bを形成してある。
この保持部材121では、滑動保持部材121Bの装着面122Bにタグ51の下側面を当接させた後、滑動保持部材121Bを滑動させつつ、箱状保持部材121Aの装着溝122Aにタグ51の上側部を嵌入することによって、保持部材121を構成すると共に、タグ51を装着溝122Aから脱出させないようにすることができる。
さらに、滑動保持部材121Bは、断面形状を台形状に形成してあり、これによって、箱状保持部材121Aの上方から脱出することを防止している。
箱状保持部材121Aには、中央部に装着溝122Aを形成し、先端部に切欠部123を形成してある。
滑動保持部材121Bには、中央部に装着面122Bを形成してある。
この保持部材121では、滑動保持部材121Bの装着面122Bにタグ51の下側面を当接させた後、滑動保持部材121Bを滑動させつつ、箱状保持部材121Aの装着溝122Aにタグ51の上側部を嵌入することによって、保持部材121を構成すると共に、タグ51を装着溝122Aから脱出させないようにすることができる。
さらに、滑動保持部材121Bは、断面形状を台形状に形成してあり、これによって、箱状保持部材121Aの上方から脱出することを防止している。
図13に示す保持部材131は、箱状保持部材131Aと滑動保持部材131Bとから構成される。
箱状保持部材131Aには、中央部に装着溝132Aを形成し、先端部に切欠部133を形成してある。
滑動保持部材131Bには、一端部に装着面132Bを形成してある。
この保持部材131では、滑動保持部材131Bの装着面132Bにタグ51の下側面を当接させた後、滑動保持部材131Bを滑動させつつ、箱状保持部材131Aの装着溝132Aにタグ51を挿入することによって、保持部材131を構成すると共に、タグ51を装着溝132Aから脱出させないようにすることができる。
箱状保持部材131Aには、中央部に装着溝132Aを形成し、先端部に切欠部133を形成してある。
滑動保持部材131Bには、一端部に装着面132Bを形成してある。
この保持部材131では、滑動保持部材131Bの装着面132Bにタグ51の下側面を当接させた後、滑動保持部材131Bを滑動させつつ、箱状保持部材131Aの装着溝132Aにタグ51を挿入することによって、保持部材131を構成すると共に、タグ51を装着溝132Aから脱出させないようにすることができる。
図14に示す保持部材141は、保持部材本体141Aと保持部材蓋体141Bとから構成される。
保持部材本体141Aには、中央部に装着孔142を形成し、先端部に切欠部143Aを形成してある。又、装着孔142の内周縁には嵌合溝部145Aを穿設してある。
保持部材蓋体141Bには、中央部に窓孔144を形成し、先端部に切欠部143Bを形成してある。又、外周縁には嵌合突部145Bを形成してある。
この保持部材141では、保持部材本体141Aの装着孔142にタグ51を嵌入した後、嵌合溝部145Aに嵌合突部145Bを嵌合させ、保持部材蓋体141Bを被覆し、保持部材蓋体141Bの外周縁を溶接することによって、保持部材141を構成すると共に、タグ51を装着孔142から脱出させないようにすることができる。
保持部材本体141Aには、中央部に装着孔142を形成し、先端部に切欠部143Aを形成してある。又、装着孔142の内周縁には嵌合溝部145Aを穿設してある。
保持部材蓋体141Bには、中央部に窓孔144を形成し、先端部に切欠部143Bを形成してある。又、外周縁には嵌合突部145Bを形成してある。
この保持部材141では、保持部材本体141Aの装着孔142にタグ51を嵌入した後、嵌合溝部145Aに嵌合突部145Bを嵌合させ、保持部材蓋体141Bを被覆し、保持部材蓋体141Bの外周縁を溶接することによって、保持部材141を構成すると共に、タグ51を装着孔142から脱出させないようにすることができる。
図15に示す保持部材151は、基端部151aと先端部151bとから成り、基端部151aから先端部151bにかけて、装着溝152を穿設してある。
この保持部材151では、基端部151aの装着溝152内にタグ51の下側部を嵌入した後、先端部151bを内側に屈曲させることによって、保持部材151を構成すると共に、タグ51を装着溝152から脱出させないようにすることができる。
この保持部材151では、基端部151aの装着溝152内にタグ51の下側部を嵌入した後、先端部151bを内側に屈曲させることによって、保持部材151を構成すると共に、タグ51を装着溝152から脱出させないようにすることができる。
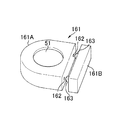
図16に示す保持部材161は、保持部材本体161Aと取付部材161Bとから構成される。
保持部材本体161Aは、樹脂又はゴム製であって、タグ51を包含して同時成形することによって成形してあり、基端部に嵌合孔162,162を形成してある。
一方、取付部材161Bは、金属製であって、上端部に突出部163,163を形成してある。
この保持部材161では、保持部材本体161Aの嵌合孔162,162に取付部材161Bの突出部163,163を嵌入することによって、又は、成形型内にタグ51と取付部材161Bとを配置し、一体に同時成形することによって、保持部材161を構成することができる。
保持部材本体161Aは、樹脂又はゴム製であって、タグ51を包含して同時成形することによって成形してあり、基端部に嵌合孔162,162を形成してある。
一方、取付部材161Bは、金属製であって、上端部に突出部163,163を形成してある。
この保持部材161では、保持部材本体161Aの嵌合孔162,162に取付部材161Bの突出部163,163を嵌入することによって、又は、成形型内にタグ51と取付部材161Bとを配置し、一体に同時成形することによって、保持部材161を構成することができる。
図17に示す保持部材171は、中央部に装着溝172を形成し、先端部に切欠部173を形成してある。又、装着溝172の内周面から保持部材171の外周面にかけて、複数の貫通孔174を穿設してある。
この保持部材171では、装着溝172内にタグ51を載置した後、タグ51と装着溝172との間に溶融樹脂を充填し、タグ51を包囲する樹脂モールド175を形成することによって、タグ51を保持部材171から脱出させないようにすることができる。
尚、溶融樹脂は、タグ51と装着溝172との間以外に、貫通孔174、切欠部173にも充填されるので、凹凸のない平旦な形状になる。
この保持部材171では、装着溝172内にタグ51を載置した後、タグ51と装着溝172との間に溶融樹脂を充填し、タグ51を包囲する樹脂モールド175を形成することによって、タグ51を保持部材171から脱出させないようにすることができる。
尚、溶融樹脂は、タグ51と装着溝172との間以外に、貫通孔174、切欠部173にも充填されるので、凹凸のない平旦な形状になる。
図18に示す保持部材181は、中央部に装着溝182を形成し、先端部に切欠部183を形成してある。又、中央部を基端部に比して薄肉とすると共に、基端部との境界に切欠部184,184を形成してある。
この保持部材181では、装着溝182内にタグ51を嵌挿した後、中央部を包囲するように溶融樹脂を充填し、タグ51を包囲する樹脂モールド185を形成することによって、タグ51を保持部材181から脱出させないようにすることができる。
尚、溶融樹脂は、アンダーカット部である切欠部184,184に流入し、固化するため、成形後には、樹脂モールド185と保持部材181とは強固に結合され、外れることはない。
さらに、図16、図17及び図18に示す構造の保持部材161,171,181によれば、樹脂によって全ての間隙が充填されるため、血液等の液体が浸入することはなく、非常に洗浄性に優れたタグ取付構造を実現することができる。
この保持部材181では、装着溝182内にタグ51を嵌挿した後、中央部を包囲するように溶融樹脂を充填し、タグ51を包囲する樹脂モールド185を形成することによって、タグ51を保持部材181から脱出させないようにすることができる。
尚、溶融樹脂は、アンダーカット部である切欠部184,184に流入し、固化するため、成形後には、樹脂モールド185と保持部材181とは強固に結合され、外れることはない。
さらに、図16、図17及び図18に示す構造の保持部材161,171,181によれば、樹脂によって全ての間隙が充填されるため、血液等の液体が浸入することはなく、非常に洗浄性に優れたタグ取付構造を実現することができる。
尚、金属製物品41がメス、鉗子等の手術用具である場合には、手術後には手術用具に血液等が付着するので、血液等を完全に洗浄する必要がある。
そこで、図19に示すように、保持部材191のタグ51の外周面との接触部分に溝部192を形成し、又、タグ51の角隅部との間に間隙193を形成してもよい。
又、保持部材191の表面部及び裏面部に窓部194を形成し、側面部に孔部195を形成してもよい。
かかる構成の保持部材191によれば、洗浄器内に手術用具を挿入し、洗浄液を噴出すれば、洗浄液は窓部194、孔部195を通過して保持部材191内に流入し、溝部192、間隙193を流通して、タグ51の表面、裏面、周面を洗浄するから、血液等を完全に洗浄することができる。
そこで、図19に示すように、保持部材191のタグ51の外周面との接触部分に溝部192を形成し、又、タグ51の角隅部との間に間隙193を形成してもよい。
又、保持部材191の表面部及び裏面部に窓部194を形成し、側面部に孔部195を形成してもよい。
かかる構成の保持部材191によれば、洗浄器内に手術用具を挿入し、洗浄液を噴出すれば、洗浄液は窓部194、孔部195を通過して保持部材191内に流入し、溝部192、間隙193を流通して、タグ51の表面、裏面、周面を洗浄するから、血液等を完全に洗浄することができる。
図19に示す保持部材191では表面部及び裏面部に2つの窓部194,194を形成してあるが、洗浄効果をより高めるため、図20に示す保持部材201のように、表面部及び裏面部に4つの窓部204,204,・・・を形成してもよい。
金属製物品41が平坦面を有する場合には、図21に示すように、タグ51を装着した保持部材210をネジによって物品41に固定するようにしてもよい。
保持部材210は、略菱形板状を呈するものであって、中央部に裏面から陥没部211を形成すると共に、両端部に挿通孔212,212を形成してある。
陥没部211に、裏面とは所定距離を隔ててタグ51を嵌入すると共に、挿通孔212,212にネジ213,213を挿通させ、物品41に形成したネジ孔41a,41aに螺合させ、さらに、ネジ孔41aの内周縁とネジ213の外周面とを溶接して、保持部材210を強固に固定する。
ここで、タグ51の裏面と金属製物品41の表面とには所定の間隙が存在するから、金属による影響は可及的に小さくなり、データを安定的に読み取ることができる。
但し、実際の使用時においては、この間隙に液体が浸入して不具合が発生するのを防止するため、プラスチック部品を装填して、この間隙を消失させるようにしている。
陥没部211に、裏面とは所定距離を隔ててタグ51を嵌入すると共に、挿通孔212,212にネジ213,213を挿通させ、物品41に形成したネジ孔41a,41aに螺合させ、さらに、ネジ孔41aの内周縁とネジ213の外周面とを溶接して、保持部材210を強固に固定する。
ここで、タグ51の裏面と金属製物品41の表面とには所定の間隙が存在するから、金属による影響は可及的に小さくなり、データを安定的に読み取ることができる。
但し、実際の使用時においては、この間隙に液体が浸入して不具合が発生するのを防止するため、プラスチック部品を装填して、この間隙を消失させるようにしている。
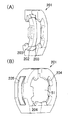
又、図22に示すように、タグ51を保持部材220に装着した後に、タグ51を包囲する樹脂モールドを形成し、保持部材220をレーザー溶接等によって物品41に固定するようにしてもよい。
保持部材220は、円筒状を呈するボス部221と平板状を呈するフランジ部222とを形成した金属製部材である。
ボス部221には、正面から裏面に亘って嵌挿孔223を形成し、嵌挿孔223の中間部には円環状の段差部223aを形成すると共に、一側部に正面から裏面に亘って切欠部224を形成してある。又、ボス部221とフランジ部222との境界部には樹脂を充填するための挿通孔225,225を穿設してある。
嵌挿孔223にタグ51を嵌挿した後に、図22(B)に示すように、溶融樹脂を充填し、タグ51を包囲する樹脂モールド226を形成することによって、タグ51を保持部材220から脱出させないようにすることができる。
そして、フランジ部222の周縁部をレーザー溶接等により物品41に接合することによって、保持部材220を物品41に強固に固定する。
ボス部221には、正面から裏面に亘って嵌挿孔223を形成し、嵌挿孔223の中間部には円環状の段差部223aを形成すると共に、一側部に正面から裏面に亘って切欠部224を形成してある。又、ボス部221とフランジ部222との境界部には樹脂を充填するための挿通孔225,225を穿設してある。
嵌挿孔223にタグ51を嵌挿した後に、図22(B)に示すように、溶融樹脂を充填し、タグ51を包囲する樹脂モールド226を形成することによって、タグ51を保持部材220から脱出させないようにすることができる。
そして、フランジ部222の周縁部をレーザー溶接等により物品41に接合することによって、保持部材220を物品41に強固に固定する。
以上のように、本発明のRFIDタグの取付構造によれば、金属製の器具、工具、小物等の金属製物品にセラミック製RFIDタグを確実に取り付けることができ、確実にRFIDタグにデータを書き込み、又、読み取ることができる。
11 金属製物品
12 装着孔
13 切欠部
51 RFIDタグ
61 保持部材
62 装着孔
63 切欠部
G 接着剤
12 装着孔
13 切欠部
51 RFIDタグ
61 保持部材
62 装着孔
63 切欠部
G 接着剤
Claims (20)
- 物品に表面から裏面に貫通する装着孔を穿設し、装着孔から外周縁にかけて切欠部を形成し、装着孔にタグを挿入した後、装着孔とタグとの間に接着剤、ゴム又は樹脂を充填、固化させて、装着孔内にタグを固定することを特徴とする金属製物品へのRFIDタグの取付構造。
- 前記装着孔は、前記タグの外径と略同一径の大口径部と、前記タグの外径より小径の小口径部とから成ることを特徴とする請求項1に記載の金属製物品へのRFIDタグの取付構造。
- 装着孔を穿設し、装着孔から外周縁にかけて切欠部を形成した保持部材を使用し、その保持部材にタグを装着した後、物品にその保持部材を強固に固定することを特徴とする金属製物品へのRFIDタグの取付構造。
- 前記金属製物品に前記保持部材を固定する方法は、接着、アーク溶接、レーザー溶接、ロウ付け又は半田付けであることを特徴とする請求項3に記載の金属製物品へのRFIDタグの取付構造。
- 前記装着孔の内周縁に沿って適宜間隔で、上方に突出する複数の突出部を形成し、装着孔内にタグを挿入した後、複数の突出部をカシメて内側に折曲することによって、タグを装着することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- さらに、装着孔の上端縁を押し潰すことにより、潰された部材が内側に押し出されることによって内径が狭まり、タグを装着孔から脱出させないようにしたことを特徴とする請求項3乃至5に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、装着溝を形成した左側保持部材と装着溝を形成した右側保持部材とから構成し、前記装着溝にタグを嵌入することによって、保持部材を構成すると共に、タグを装着することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、装着溝を形成した基端部側保持部材と装着溝を形成した先端部側保持部材とから構成し、装着溝にタグを嵌入することによって、保持部材を構成すると共に、タグを装着することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、装着溝を形成した箱状保持部材と滑動保持部材とから構成し、滑動保持部材を滑動させつつタグを嵌入することによって、保持部材を構成すると共に、タグを装着することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、装着孔を形成した保持部材本体と保持部材蓋体とから構成し、装着孔にタグを嵌入した後、保持部材蓋体を被覆することによって、保持部材を構成すると共に、タグを装着することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、基端部と先端部とから成り、基端部から先端部にかけて装着溝を穿設し、基端部の装着溝にタグを嵌入した後、先端部を内側に屈曲させることによって、保持部材を構成すると共に、タグを装着することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- 前記切欠部は、中間部で屈曲するクランク形状であることを特徴とする請求項3乃至11に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、表面部及び裏面部に窓部を形成すると共に、側面部に孔部を形成したことを特徴とする請求項3乃至12に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、タグとの接触部分に溝部又は間隙を形成してあり、前記保持部材に洗浄水が効果的に循環することによって、付着した血液等の物質を効率よく洗浄できることを特徴とする請求項3乃至13に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、保持部材本体と取付部材とから構成し、保持部材本体は、樹脂又はゴム製であって、タグを包含して同時成形することによって成形し、取付部材は、金属製であって、保持部材本体に取付部材を嵌入、又は、保持部材をタグと一体に同時成形することによって、保持部材を構成することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、前記装着溝の内周面から保持部材の外周面にかけて、複数の貫通孔を設設してあり、前記装着溝内にタグを載置し、タグと装着溝との間に溶融樹脂又はゴム等のエラストマ材を充填し、タグを包囲する樹脂モールドを形成することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、中央部を基端部に比して薄肉とすると共に、基端部との境界に切欠部を形成してあり、前記装着溝内にタグを嵌挿し、前記中央部を包囲するように溶融樹脂又はゴム等のエラストマ材を充填し、タグを包囲する樹脂モールドを形成することを特徴とする請求項3又は4に記載の金属製物品へのRFIDタグの取付構造。
- 前記保持部材は、前記タグとの間隙を全て樹脂又はゴム等のエラストマ材によって充填してあり、血液等の物質が侵入できないようにしたことを特徴とする請求項15乃至17に記載の金属製物品へのRFIDタグの取付構造。
- 中央部に裏面から陥没部を形成すると共に、両端部に挿通孔を形成した保持部材を使用し、前記陥没部に裏面と所定距離を隔ててタグを嵌入し、前記挿通孔にネジを挿通させて物品に締結することを特徴とする金属製物品へのRFIDタグの取付構造。
- 嵌挿孔を形成したボス部とフランジ部を形成した保持部材を使用し、前記嵌挿孔にタグを嵌挿した後に、前記タグを包囲する樹脂モールドを形成し、前記フランジ部を物品に溶接して固定することを特徴とする金属製物品へのRFIDタグの取付構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011290485A JP2013140465A (ja) | 2011-12-30 | 2011-12-30 | 金属製物品へのrfidタグの取付構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011290485A JP2013140465A (ja) | 2011-12-30 | 2011-12-30 | 金属製物品へのrfidタグの取付構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013140465A true JP2013140465A (ja) | 2013-07-18 |
Family
ID=49037848
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011290485A Pending JP2013140465A (ja) | 2011-12-30 | 2011-12-30 | 金属製物品へのrfidタグの取付構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013140465A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016095730A (ja) * | 2014-11-14 | 2016-05-26 | 株式会社Iro | Icタグの取り付け構造 |
| JP2019109942A (ja) * | 2014-11-20 | 2019-07-04 | ケイ・アール・ディコーポレーション株式会社 | 作業用具 |
| CN112119402A (zh) * | 2018-05-18 | 2020-12-22 | 京瓷株式会社 | Rfid标签 |
-
2011
- 2011-12-30 JP JP2011290485A patent/JP2013140465A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016095730A (ja) * | 2014-11-14 | 2016-05-26 | 株式会社Iro | Icタグの取り付け構造 |
| JP2019109942A (ja) * | 2014-11-20 | 2019-07-04 | ケイ・アール・ディコーポレーション株式会社 | 作業用具 |
| CN112119402A (zh) * | 2018-05-18 | 2020-12-22 | 京瓷株式会社 | Rfid标签 |
| CN112119402B (zh) * | 2018-05-18 | 2023-10-31 | 京瓷株式会社 | Rfid标签 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES3059149T3 (en) | Rfid system suitable for being attached to fabrics and method for the digitalization of fabrics | |
| WO2006075359A1 (ja) | Icタグ収納ケース | |
| JP4780111B2 (ja) | 巻線型コイル | |
| JP2013140465A (ja) | 金属製物品へのrfidタグの取付構造 | |
| JP2009110144A (ja) | コイン型rfidタグ | |
| JP2009010345A (ja) | インダクタンス素子 | |
| JP6249144B1 (ja) | Icタグ及びicタグの製造方法 | |
| JPWO2009004728A1 (ja) | Rfidタグおよびrfidタグの製造方法 | |
| JP2014174647A (ja) | Rfidタグ、保持部材、rfidタグを保持部材に装着したタグ装着体及びrfidタグの取付構造 | |
| JP6512384B2 (ja) | Rfidタグ付き物品 | |
| JP3607217B2 (ja) | データキャリア構造及びその製造方法 | |
| JP5153916B2 (ja) | レンズ駆動装置及びレンズ駆動装置の製造方法 | |
| JP7403901B1 (ja) | タグおよびその設置方法 | |
| WO2007091356A1 (ja) | アンテナ用コイル | |
| JP5204507B2 (ja) | 磁性素子 | |
| KR101564126B1 (ko) | 자기 센서 장치, 및 자기 센서 장치의 제조 방법 | |
| KR100964543B1 (ko) | 소형 카메라모듈용 커버 및 그 제조방법 및 이를 장착한 소형 카메라모듈 | |
| JP4872238B2 (ja) | Icタグ対応プラスチック材とicタグ及びicタグ対応容器 | |
| CN109979733B (zh) | 线圈部件和电子设备 | |
| JP4290160B2 (ja) | コイル部品及びコイル部品の製造方法 | |
| JP2004299336A (ja) | 綴じ具及びその製造方法 | |
| CN213715965U (zh) | Rfid标签以及带rfid标签的物品 | |
| JP2017163097A (ja) | コイル装置 | |
| JP2022026857A (ja) | 取付具およびガラスユニット | |
| JP5982052B1 (ja) | 複合糸および手術用ガーゼ |