JP2013144279A - 塗布方法及び装置 - Google Patents
塗布方法及び装置 Download PDFInfo
- Publication number
- JP2013144279A JP2013144279A JP2012006062A JP2012006062A JP2013144279A JP 2013144279 A JP2013144279 A JP 2013144279A JP 2012006062 A JP2012006062 A JP 2012006062A JP 2012006062 A JP2012006062 A JP 2012006062A JP 2013144279 A JP2013144279 A JP 2013144279A
- Authority
- JP
- Japan
- Prior art keywords
- coating
- coated
- weight
- led
- application
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/80—Constructional details
- H10H20/85—Packages
- H10H20/851—Wavelength conversion means
- H10H20/8511—Wavelength conversion means characterised by their material, e.g. binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/08—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means
- B05B12/084—Arrangements for controlling delivery; Arrangements for controlling the spray area responsive to condition of liquid or other fluent material to be discharged, of ambient medium or of target ; responsive to condition of spray devices or of supply means, e.g. pipes, pumps or their drive means responsive to condition of liquid or other fluent material already sprayed on the target, e.g. coating thickness, weight or pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/90—Spray booths comprising conveying means for moving objects or other work to be sprayed in and out of the booth, e.g. through the booth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1015—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to a conditions of ambient medium or target, e.g. humidity, temperature ; responsive to position or movement of the coating head relative to the target
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C15/00—Enclosures for apparatus; Booths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/10—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation being performed before the application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/01—Manufacture or treatment
- H10H20/036—Manufacture or treatment of packages
- H10H20/0361—Manufacture or treatment of packages of wavelength conversion means
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/80—Constructional details
- H10H20/85—Packages
- H10H20/851—Wavelength conversion means
- H10H20/8515—Wavelength conversion means not being in contact with the bodies
Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
- Led Device Packages (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
Abstract
【解決手段】 少なくとも被塗物に塗材を塗布する前に、実質的に測定に影響を与えない雰囲気に設置した高精密な測定器で自動的に測定し、塗布量を管理しながら生産できるので、高品質で大量にかつ製造コストを低く抑えながら製造できる。
【選択図】図1
Description
重量測定物体4は予め測定してあるので例えば外部通信できて最少表示が0.1ミリグラムのA&D社の計量器AD−4212B−101と市販の工業用計算機やソフト等を使用してシーケンサーで簡単に処理し塗布重量の表示なり、合否の信号を自動的に出力できる。
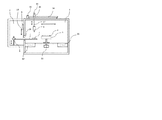
被塗物載置ユニット6に被塗物(LED,LED部材等)3がセットされ図示されない第2の駆動源と第2の駆動軸11により移動する。塗布器5はブラケット17に固定されブラケット7は第3の駆動源16と第15の駆動軸6に連結し上下移動する。更に第3の駆動軸15は第2の駆動軸11と直交して動く第1の駆動軸14に固定されるので塗布器5は直交移動でき被塗物載置ユニット6にセットされた被塗物3はピッチ送りすることができるので各駆動軸のストロークの範囲まで均一に塗布できる。勿論のこと前記の“横塗り”に対し塗布器をピッチ移動させ被塗物載置ユニットを連続移動させて塗布する“縦塗り”もできる。又それらを交互に繰り返すこともできる。塗布器5で被塗物11に塗材が一層塗布され、又はより均一に塗布する為、層ごとに位相をずらし(オフセット)しながら複数層塗布し、乾燥ゾーン等の次工程へ手動又は自動で移動する。
塗布時間の長さは限定しないが、塗材のコストを考えたらできるだけ短時間で少量塗布が好ましい。その点からも最少測定は0.1ミリグラムが測定できることが好ましい。しかしてその場合少しの風の流れなどの外乱で影響を受けるので、二重に例えば一般的電子天秤に備わっているボックスも使用するなど特に測定時の風の流れは完全に遮断すべきである。
2 塗布重量測定室
3 被塗物
4 重量測定物体
5 塗布器
6 被塗物載置ユニット
7 ハンドリングブラケット
8 昇降装置
9 開閉装置
10 シャッター
11 第二駆動軸
12 ベルト
13 第一駆動源
14 第一駆動軸
15 第三駆動軸
16 第三駆動源
17 ブラケット
18 排気部
19 開口部
20 塗材
30 重量測定器
31 計量皿
40 スタンド
Claims (15)
- 気体の流れがある場所で被塗物に塗布器で塗材を塗布する方法であって、前記被塗物への塗布前に塗布重量測定用物体に前記塗布器で前記塗材を塗布する第一の工程と、塗布された前記塗布重量測定用物体を、重量測定器の計量部の少なくとも一部が露出または設置され、重量測定に影響しない気体の流れの雰囲気下の重量測定室まで自動的に移動し重量測定する第二の工程とからなり、予め決められた塗布重量範囲の時、又は塗布重量範囲外の時は塗布条件を補正した後、前記被塗物へ前記塗布器で塗布を行う事を特徴とする塗布方法。
- 前記被塗物への塗布終了後、再度自動的に塗布重量測定を行い塗布量を確認した後、乾燥装置へ移動することを特徴とする請求項1の塗布方法。
- 少なくとも排気ラインに接続され、気体の流れがある塗布ブース内で前記塗布重量測定用物体への塗布が行われ、該塗布重量測定用物体への塗布ポジションと前記塗布重量測定室が隣接していることを特徴とする請求項1乃至2の塗布方法。
- 前記塗布器と前記被塗物を相対移動させ、前記塗布器がパルス的に塗布できるディスペンサー、インクジェット、微粒子発生塗布装置の少なくとも一つから選択されることを特徴とする請求項1乃至3塗布方法。
- 前記塗布条件補正は、塗材圧力、前記塗布器と被塗物の相対スピード、塗布ピッチ、パルスサイクル、ワンショット塗布時間、流路面積の少なくとも一つを選択することを特徴とする請求項1乃至4の塗布方法。
- 前記被塗物がLED又はLED部材であって、前記塗材が少なくとも蛍光体とバインダーからなるスラーリーであることを特徴とする請求項1乃至5の塗布方法。
- 前記塗布器が微粒子発生装置であって、前記塗布重量測定物体へ前記スラーリーを塗布し前記塗布重量測定室で塗布重量測定を行った後、前記微粒子発生塗布装置とLED又はLED部材は相対的にピッチ移動し、少なくとも一層塗布するごとにピッチの位相をずらして塗布することを特徴とする請求項6の塗布方法。
- 前記微粒子発生装置がエアスプレイ装置であって、該エアスプレイ装置の先端噴出部とLED又はLED部材とは5乃至80ミリメートルの距離に調整可能とし、かつ2乃至15ミリメートルのピッチで相対移動し、一層塗布するごとに0.1乃至7.5ミリメートル位相をずらしながら塗布することを特徴とする請求項7の塗布方法。
- 前記スラーリーは重量比で前記バインダーより前記蛍光体の比率を大くし、かつ溶剤を含むスラーリーであって、粘度が1乃至100mPa・s(1乃至100センチポイズ)の範囲であることを特徴とする請求項6乃至8の塗布方法。
- 前記スラーリーは循環装置により循環させ、又は二つ以上の小型容器間で移動させて蛍光体の沈降を防止することを特徴とする請求項9の塗布方法。
- 前記塗布重量測定用物体及び被塗物へ1乃至50ヘルツのサイクルでパルス的に塗布することを特徴とする請求項1乃至10の塗布方法。
- 少なくとも排気ラインに接続された塗布ブース内で被塗物に塗材を塗布器で塗布する装置であって、前記被塗物への塗布前に前記塗布ブース内で塗布重量測定用物体に前記塗材を前記塗布器で塗布する第一の工程と、塗材が塗布された前記塗布量測定用物体を前記塗布ブースに隣接し、少なくとも重量測定器の計量部又はその一部が露出又は設置された塗布重量測定室まで自動的に移動し重量を測定する第二の工程とからなり、予め決められた範囲の塗布重量の時、被塗物へ塗布を開始することを特徴とする塗布装置。
- 前記塗布ブースと前記塗布重量測定室間の隔壁の開口には自動開閉できるシャッターが設置されており、該シャッターは自動的に塗材の塗布時及び重量計測時は閉に、前記塗布重量測定用物体の移動時には開になることを特徴とする請求項12の塗布装置。
- 前記塗布重量測定器の上部の計量部には、該計量部の一部として細く軽いスタンドを設置したことを特徴とする請求項12及び13の塗布装置。
- 前記塗材が蛍光体とシリコーン溶液からなるスラーリーであって、前記塗布器がパルス的にスプレイするエアスプレイ装置であって、前記被塗物はLED又はLED部材であって、前記エアスプレイ装置と前記LED又はLED部材は相対的にピッチ移動して塗布し、一層塗布するごとにオフセットさせて複数層塗布することを特徴とする請求項12乃至14の塗布装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012006062A JP5840959B2 (ja) | 2012-01-16 | 2012-01-16 | 塗布方法及び装置 |
| PCT/JP2013/050125 WO2013108669A1 (ja) | 2012-01-16 | 2013-01-08 | 塗布方法及び装置 |
| EP13738318.8A EP2805777B1 (en) | 2012-01-16 | 2013-01-08 | Coating method and device |
| CN201380014347.5A CN104169010B (zh) | 2012-01-16 | 2013-01-08 | 涂敷方法以及装置 |
| KR1020147022914A KR102080357B1 (ko) | 2012-01-16 | 2013-01-08 | 도포 방법 및 장치 |
| US14/377,855 US9608174B2 (en) | 2012-01-16 | 2013-01-08 | Coating method and device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012006062A JP5840959B2 (ja) | 2012-01-16 | 2012-01-16 | 塗布方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013144279A true JP2013144279A (ja) | 2013-07-25 |
| JP5840959B2 JP5840959B2 (ja) | 2016-01-06 |
Family
ID=48799097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012006062A Active JP5840959B2 (ja) | 2012-01-16 | 2012-01-16 | 塗布方法及び装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9608174B2 (ja) |
| EP (1) | EP2805777B1 (ja) |
| JP (1) | JP5840959B2 (ja) |
| KR (1) | KR102080357B1 (ja) |
| CN (1) | CN104169010B (ja) |
| WO (1) | WO2013108669A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103817053A (zh) * | 2014-03-12 | 2014-05-28 | 天津中环电子照明科技有限公司 | 一种实现高空间光色均匀的led荧光粉涂覆装置及方法 |
| CN106955811A (zh) * | 2017-05-18 | 2017-07-18 | 晋江市佳卫斯锁业有限公司 | 一种环保的全方位喷漆设备 |
| CN107088492A (zh) * | 2017-05-18 | 2017-08-25 | 晋江市佳卫斯锁业有限公司 | 一种环保的涂料喷涂机 |
| CN107159501A (zh) * | 2017-05-18 | 2017-09-15 | 晋江市佳卫斯锁业有限公司 | 一种环保的全方位快速喷漆设备 |
| CN107175182A (zh) * | 2017-05-18 | 2017-09-19 | 晋江市佳卫斯锁业有限公司 | 一种环保涂料喷涂机 |
| CN107234027A (zh) * | 2017-05-18 | 2017-10-10 | 晋江市佳卫斯锁业有限公司 | 一种绿色环保涂料喷涂机 |
| CN107234028A (zh) * | 2017-05-18 | 2017-10-10 | 晋江市佳卫斯锁业有限公司 | 一种全方位环保喷漆设备 |
| CN107614124A (zh) * | 2015-04-02 | 2018-01-19 | 玛太克司马特股份有限公司 | 流体的喷出方法以及流体的成膜方法 |
| CN109013122A (zh) * | 2018-10-23 | 2018-12-18 | 佛山市豹王海莎过滤器有限公司 | 一种自动喷油机 |
| US10625297B2 (en) | 2014-10-18 | 2020-04-21 | Mtek-Smart Corporation | Method of applying powder or granular material |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201511847A (zh) * | 2013-04-20 | 2015-04-01 | Mtek Smart Corp | 粉粒體之塗布方法 |
| CN105849601B (zh) * | 2013-12-26 | 2019-04-12 | 住友化学株式会社 | 偏振器以及具有该偏振器的偏振板和偏振性层叠膜 |
| CN104319338B (zh) * | 2014-11-03 | 2017-02-08 | 青岛橡胶谷知识产权有限公司 | 一种带加热装置的led点胶封装设备 |
| CN104319339B (zh) * | 2014-11-03 | 2017-05-24 | 泉州嘉唯光电有限公司 | 一种带圆形旋转托盘的led点胶封装设备 |
| CN104742137B (zh) * | 2015-04-08 | 2016-05-18 | 常州铭赛机器人科技股份有限公司 | 四轴运动平台的执行器更换后的轨迹补偿方法 |
| CN105880114B (zh) * | 2016-03-09 | 2018-09-04 | 鸿宝科技股份有限公司 | 一种填充式led荧光粉敷膜装置 |
| US20170312769A1 (en) * | 2016-05-02 | 2017-11-02 | Precision Valve & Automation, Inc. | Mixing valve assembly having an atomizing spray tip |
| KR20170134094A (ko) | 2016-05-27 | 2017-12-06 | 세메스 주식회사 | 기판 처리 장치 및 방법 |
| CN106238256B (zh) * | 2016-09-30 | 2018-06-15 | 中国地质大学(北京) | 用于3d打印模型后处理的自动喷墨上色系统及上色方法 |
| KR102341945B1 (ko) * | 2017-03-13 | 2021-12-22 | 주식회사 탑 엔지니어링 | 기판 처리 장치 |
| CN107705929A (zh) * | 2017-06-19 | 2018-02-16 | 慈溪市匡堰盈兴竹制品厂(普通合伙) | 一种新型电力电缆涂漆装置 |
| CN107705928A (zh) * | 2017-06-19 | 2018-02-16 | 慈溪市匡堰盈兴竹制品厂(普通合伙) | 一种安全的电力电缆涂漆装置 |
| CN107983574B (zh) * | 2017-12-11 | 2019-07-05 | 江西省萍乡市南坑高压电瓷厂 | 一种电瓷绝缘子的自动喷涂装置 |
| CN108187962B (zh) * | 2018-01-26 | 2019-12-06 | 福州艺品机电科技有限公司 | 一种高低可调节封闭喷涂箱 |
| CN108816654A (zh) * | 2018-07-18 | 2018-11-16 | 耐世特凌云驱动系统(芜湖)有限公司 | 自动涂油装置 |
| KR102095051B1 (ko) * | 2019-03-18 | 2020-04-24 | 피알씨(주) | 의료폐기물 전용용기 덮개의 실링재 주입장치 |
| KR102096954B1 (ko) * | 2019-04-05 | 2020-04-03 | 세메스 주식회사 | 기판 처리 장치 및 기판 처리 장치 셋업 방법 |
| CN110201830B (zh) * | 2019-07-09 | 2020-10-23 | 吉本工艺(常熟)有限公司 | 一种用于金属构件表面防护的涂覆装置 |
| JP6780171B2 (ja) * | 2019-11-14 | 2020-11-04 | エムテックスマート株式会社 | 流体の噴出方法および流体の成膜方法 |
| CN110787963B (zh) * | 2019-11-15 | 2020-06-30 | 诸暨迅超工业设计有限公司 | 一种led灯泡灯罩灯杯安装设备 |
| KR102649715B1 (ko) * | 2020-10-30 | 2024-03-21 | 세메스 주식회사 | 표면 처리 장치 및 표면 처리 방법 |
| CN112746670A (zh) * | 2020-12-31 | 2021-05-04 | 福建省长汀瑞祥装配式建筑有限公司 | 装配式钢结构专用防火防腐涂层覆盖装置及方法 |
| CN121266804A (zh) * | 2022-01-10 | 2026-01-06 | 上海德沪涂膜设备有限公司 | 涂布机 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136450A (ja) * | 2005-10-20 | 2007-06-07 | Shibaura Mechatronics Corp | 溶液の塗布装置及び溶液供給量の計測方法 |
| WO2009104398A1 (ja) * | 2008-02-22 | 2009-08-27 | 武蔵エンジニアリング株式会社 | 吐出量補正方法および塗布装置 |
| JP2010279865A (ja) * | 2009-06-02 | 2010-12-16 | Shibaura Mechatronics Corp | 塗布液の塗布装置及び吐出量調整方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU7262496A (en) | 1995-10-13 | 1997-04-30 | Nordson Corporation | Flip chip underfill system and method |
| JP2004209429A (ja) * | 2003-01-07 | 2004-07-29 | Seiko Epson Corp | 液滴吐出システム、液滴吐出ヘッドの吐出量測定方法、液滴吐出ヘッドの吐出量適正化方法、電気光学装置、電気光学装置の製造方法および電子機器 |
| JP2004300000A (ja) | 2003-03-31 | 2004-10-28 | Mitsubishi Materials Corp | セラミックリブを形成するためのペースト、セラミックリブおよび製造方法 |
| JP2005152811A (ja) | 2003-11-26 | 2005-06-16 | Takubo Engineering Co Ltd | 自働化システム |
| US20060029724A1 (en) | 2004-08-06 | 2006-02-09 | Nordson Corporation | System for jetting phosphor for optical displays |
| JP2006167544A (ja) * | 2004-12-14 | 2006-06-29 | Seiko Epson Corp | 機能液滴吐出ヘッドの吐出量測定方法、機能液滴吐出ヘッドの駆動制御方法、機能液滴吐出ヘッドの吐出量測定装置、液滴吐出装置、電気光学装置の製造方法、電気光学装置および電子機器 |
| US8168250B2 (en) * | 2007-02-22 | 2012-05-01 | Seiko Epson Corporation | Ejection rate measurement method, ejection rate adjustment method, liquid ejection method, method of manufacturing color filter, method of manufacturing liquid crystal display device, and method of manufacturing electro-optic device |
| JP2009014429A (ja) | 2007-07-03 | 2009-01-22 | Seiko Epson Corp | 重量測定装置、液滴吐出装置及び重量測定方法 |
| JP2009022845A (ja) * | 2007-07-18 | 2009-02-05 | Seiko Epson Corp | 液滴吐出装置、重量測定方法及び液状体の吐出方法 |
| JP4497181B2 (ja) * | 2007-07-23 | 2010-07-07 | セイコーエプソン株式会社 | 液滴吐出方法、及び液滴吐出装置 |
| JP2010119945A (ja) | 2008-11-19 | 2010-06-03 | Global Mach Kk | 塗装装置 |
| TWI362968B (en) | 2009-03-17 | 2012-05-01 | Kismart Corp | Method for spray coating phosphor materials |
| JP2011066388A (ja) * | 2009-03-27 | 2011-03-31 | Fujifilm Corp | 有機電界発光素子用塗布液 |
| JP2009288249A (ja) * | 2009-08-24 | 2009-12-10 | Seiko Epson Corp | 重量測定装置及び液滴吐出装置 |
| TW201138976A (en) * | 2010-01-08 | 2011-11-16 | Mtek Smart Corp | Coating method and device |
| CN102125907A (zh) * | 2011-01-28 | 2011-07-20 | 福建南平南孚电池有限公司 | 锂电池极片涂布的在线控制系统及方法 |
-
2012
- 2012-01-16 JP JP2012006062A patent/JP5840959B2/ja active Active
-
2013
- 2013-01-08 CN CN201380014347.5A patent/CN104169010B/zh active Active
- 2013-01-08 KR KR1020147022914A patent/KR102080357B1/ko active Active
- 2013-01-08 US US14/377,855 patent/US9608174B2/en active Active
- 2013-01-08 WO PCT/JP2013/050125 patent/WO2013108669A1/ja not_active Ceased
- 2013-01-08 EP EP13738318.8A patent/EP2805777B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136450A (ja) * | 2005-10-20 | 2007-06-07 | Shibaura Mechatronics Corp | 溶液の塗布装置及び溶液供給量の計測方法 |
| WO2009104398A1 (ja) * | 2008-02-22 | 2009-08-27 | 武蔵エンジニアリング株式会社 | 吐出量補正方法および塗布装置 |
| JP2010279865A (ja) * | 2009-06-02 | 2010-12-16 | Shibaura Mechatronics Corp | 塗布液の塗布装置及び吐出量調整方法 |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103817053A (zh) * | 2014-03-12 | 2014-05-28 | 天津中环电子照明科技有限公司 | 一种实现高空间光色均匀的led荧光粉涂覆装置及方法 |
| CN103817053B (zh) * | 2014-03-12 | 2015-11-25 | 天津中环电子照明科技有限公司 | 一种实现高空间光色均匀的led荧光粉涂覆装置及方法 |
| US10625297B2 (en) | 2014-10-18 | 2020-04-21 | Mtek-Smart Corporation | Method of applying powder or granular material |
| CN107614124B (zh) * | 2015-04-02 | 2021-07-23 | 玛太克司马特股份有限公司 | 流体的喷射方法以及流体的成膜方法 |
| CN107614124A (zh) * | 2015-04-02 | 2018-01-19 | 玛太克司马特股份有限公司 | 流体的喷出方法以及流体的成膜方法 |
| CN107234027A (zh) * | 2017-05-18 | 2017-10-10 | 晋江市佳卫斯锁业有限公司 | 一种绿色环保涂料喷涂机 |
| CN107175182A (zh) * | 2017-05-18 | 2017-09-19 | 晋江市佳卫斯锁业有限公司 | 一种环保涂料喷涂机 |
| CN107234028A (zh) * | 2017-05-18 | 2017-10-10 | 晋江市佳卫斯锁业有限公司 | 一种全方位环保喷漆设备 |
| CN107159501A (zh) * | 2017-05-18 | 2017-09-15 | 晋江市佳卫斯锁业有限公司 | 一种环保的全方位快速喷漆设备 |
| CN107175182B (zh) * | 2017-05-18 | 2019-01-15 | 江苏阜光工程新技术有限公司 | 一种环保涂料喷涂机 |
| CN107088492B (zh) * | 2017-05-18 | 2019-01-18 | 安徽规矩铝模科技有限公司 | 一种环保的涂料喷涂机 |
| CN107234027B (zh) * | 2017-05-18 | 2019-06-14 | 河北晨阳工贸集团有限公司 | 一种绿色环保涂料喷涂机 |
| CN107088492A (zh) * | 2017-05-18 | 2017-08-25 | 晋江市佳卫斯锁业有限公司 | 一种环保的涂料喷涂机 |
| CN106955811A (zh) * | 2017-05-18 | 2017-07-18 | 晋江市佳卫斯锁业有限公司 | 一种环保的全方位喷漆设备 |
| CN109013122A (zh) * | 2018-10-23 | 2018-12-18 | 佛山市豹王海莎过滤器有限公司 | 一种自动喷油机 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20140119740A (ko) | 2014-10-10 |
| US20150155448A1 (en) | 2015-06-04 |
| CN104169010A (zh) | 2014-11-26 |
| KR102080357B1 (ko) | 2020-04-07 |
| WO2013108669A1 (ja) | 2013-07-25 |
| EP2805777A4 (en) | 2015-11-25 |
| EP2805777A1 (en) | 2014-11-26 |
| CN104169010B (zh) | 2016-04-06 |
| EP2805777B1 (en) | 2022-02-02 |
| US9608174B2 (en) | 2017-03-28 |
| JP5840959B2 (ja) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5840959B2 (ja) | 塗布方法及び装置 | |
| JP6211420B2 (ja) | Ledの製造方法、ledの製造装置およびled | |
| CN103391820A (zh) | 液体材料的涂布方法、涂布装置及程序 | |
| CN108472676A (zh) | 雾滴涂布成膜装置及雾滴涂布成膜方法 | |
| US8668960B1 (en) | Flow coating apparatus and method of coating | |
| US11584139B2 (en) | Printing apparatus and printing method | |
| US9859476B2 (en) | LED production method and LEDs | |
| JP2012170928A (ja) | 塗布方法及び装置 | |
| KR102254361B1 (ko) | 중고점도 액체재료를 도포하는 저토출 액체 분사밸브 | |
| WO2017116560A1 (en) | System and method for application of coating compositions | |
| JP6233872B2 (ja) | Ledの製造方法 | |
| CN102820387A (zh) | Led元件制造方法 | |
| JP6507434B2 (ja) | Ledの製造方法及びled | |
| TW201228736A (en) | Ultrasonic spray coating process of fluorescent powder in LED lamp | |
| Lewis et al. | Fluid dispensing capabilities for assembly of MEMES | |
| JP5846645B2 (ja) | 実装基板への水性防湿絶縁材料の塗布製造方法と塗布装置 | |
| KR101415620B1 (ko) | 실장회로기판에 대한 수성 방습절연재료의 도포방법 및 그 도포장치 | |
| KR102937327B1 (ko) | 슬롯다이헤드 내 압력분포 고속 안정화 장치 및 그 방법 | |
| CN103091907A (zh) | 液晶显示面板的制造方法 | |
| CN102096248A (zh) | 喷射液晶的方法及利用该方法的lc分配器 | |
| WO2020222303A1 (ja) | 積層面材の製造方法および装置 | |
| JP2005262081A5 (ja) | ||
| CN101872818A (zh) | 喷涂一荧光材料至一发光元件的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140814 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20140814 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140814 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150611 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5840959 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |