JP2013152004A - 配管材及びその製造方法 - Google Patents
配管材及びその製造方法 Download PDFInfo
- Publication number
- JP2013152004A JP2013152004A JP2012013849A JP2012013849A JP2013152004A JP 2013152004 A JP2013152004 A JP 2013152004A JP 2012013849 A JP2012013849 A JP 2012013849A JP 2012013849 A JP2012013849 A JP 2012013849A JP 2013152004 A JP2013152004 A JP 2013152004A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- thermoplastic resin
- piping material
- joint
- composite pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
- Branch Pipes, Bends, And The Like (AREA)
Abstract
【課題】金属の使用量を少なくすることができ、配管施工工数を少なくできるとともに、継手部の曲がり部や分岐部の飛び出しを小さなものにでき、狭い場所での施工に適したものとすることができる配管材およびその製造方法を提供する。
【解決手段】曲がり部13aを有する継手部1aの外周側を構成する熱可塑性樹脂射出成形部3aの一端に複合管融着部31を設け、熱可塑性樹脂製の外層2aおよび内層2bと、金属製の中間層2cとを備えた加工複合管2の管端部に設けられた拡径部22および鍔状係止部23が、前記複合管融着部31によって内外から囲まれ、拡径部22および鍔状係止部23の外層2aおよび内層2bが全周において複合管融着部31に融着一体化され、加工複合管2の未加工部21が継手部1aから外部に突出するようにした。
【選択図】 図1
【解決手段】曲がり部13aを有する継手部1aの外周側を構成する熱可塑性樹脂射出成形部3aの一端に複合管融着部31を設け、熱可塑性樹脂製の外層2aおよび内層2bと、金属製の中間層2cとを備えた加工複合管2の管端部に設けられた拡径部22および鍔状係止部23が、前記複合管融着部31によって内外から囲まれ、拡径部22および鍔状係止部23の外層2aおよび内層2bが全周において複合管融着部31に融着一体化され、加工複合管2の未加工部21が継手部1aから外部に突出するようにした。
【選択図】 図1
Description
本発明は、給水・給湯配管や、冷暖房用の冷温水配管、あるいは温水設備などに使用する複合管と継手とが予め一体化された配管材及びその製造方法に関する。
給水・給湯配管や、冷暖房用の冷温水配管、あるいは温水設備などに使用する管として、例えば、内外層がポリエチレン等の熱可塑性樹脂で形成され、中間層がアルミニウムなどの金属で形成された3層以上の層からなる金属複合管(以下、「複合管」と記す)が用いられている。
このような複合管は、従来、かしめ継手(特許文献1参照)、ワンタッチ継手(特許文献2参照)、袋ナットを締め付ける方式の継手(特許文献3参照)等の管継手を用いて他の金属製の配管材と接続されるようになっている。
このような複合管は、従来、かしめ継手(特許文献1参照)、ワンタッチ継手(特許文献2参照)、袋ナットを締め付ける方式の継手(特許文献3参照)等の管継手を用いて他の金属製の配管材と接続されるようになっている。
また、製造コストダウンと省資源化を目的に、塑性変形可能であるプラスチック管と、このプラスチック管の先端部側に嵌め込んである環状のスペーサ部材と、このスペーサ部材に接続される接続部材とから構成されており、上記プラスチック管の先端部側の外周に凸部を形成してあり、上記スペーサ部材は、その内周に接続凹部を形成してあって、この接続凹部に上記プラスチック管の凸部が圧入されている配管の接続体が提案されている(特許文献4参照)。
しかし、従来の接続に用いられる管継手は、継手本体が、かしめや締め付けに耐えるように、金属材料(主に銅合金)で形成されているため、以下のいずれかの問題がある。
(1)金属価格の変動によりコストが高く、また安定供給のリスクが高い。
(2)重量が重くなる。
(3)腐食の発生リスクがある。
(4)継手を構成する部材の点数が多く、それらの組立が必要なため、組立工数、時間を要し、コストアップの要因となっている。
(5)組立時に不良部材を間違って使用するおそれや、組立間違いなどの製品不良が発生するおそれがある。
(6)管継手に抜け止めや止水の構造を持たせるため、管継手全体が大きくなり、狭い場所での配管ができないという問題がある。
(7)管の端面に流体が触れるため、上記複合管の場合、中間層の金属が腐食し、管の寿命を低下させるおそれがある。
(1)金属価格の変動によりコストが高く、また安定供給のリスクが高い。
(2)重量が重くなる。
(3)腐食の発生リスクがある。
(4)継手を構成する部材の点数が多く、それらの組立が必要なため、組立工数、時間を要し、コストアップの要因となっている。
(5)組立時に不良部材を間違って使用するおそれや、組立間違いなどの製品不良が発生するおそれがある。
(6)管継手に抜け止めや止水の構造を持たせるため、管継手全体が大きくなり、狭い場所での配管ができないという問題がある。
(7)管の端面に流体が触れるため、上記複合管の場合、中間層の金属が腐食し、管の寿命を低下させるおそれがある。
一方、樹脂製配管材と樹脂製配管材との接続方法としては、上記のメカニカルな接続方法以外にバット融着や電気融着継手を用いた接続方法がある。
しかしながら、バット融着は、接合しようとする配管材の端面を熱板等で溶融したのち、端面同士を突き合わせて接合するようになっている。したがって、バット融着では、上記中間層に溶融しない金属層を備えている複合管の場合、他の配管材の管端面を複合管の管端面に押し付けた際に、溶融樹脂に面圧を加えることが難しく、うまく融着できないという問題がある。
しかしながら、バット融着は、接合しようとする配管材の端面を熱板等で溶融したのち、端面同士を突き合わせて接合するようになっている。したがって、バット融着では、上記中間層に溶融しない金属層を備えている複合管の場合、他の配管材の管端面を複合管の管端面に押し付けた際に、溶融樹脂に面圧を加えることが難しく、うまく融着できないという問題がある。
電気融着継手では、一般的に管の外面と継手内面とを融着するが、上記複合管の外層は、その肉厚が薄く、溶融樹脂が十分に確保できない。さらに管の偏平などがあり、周方向で均一に溶融し、面圧をたてるのが困難であることから、安定した融着強度が発現できないという問題がある。
そこで、本発明の発明者は、他の配管材の継手部に接続される継手部を構成する熱可塑性樹脂射出成形部が、熱可塑性樹脂製の外層および内層と、金属製の中間層とを備えた複合管の管端部をその一端部で内外から管状に囲むとともに、前記複合管の管端部で少なくとも内層と周方向に融着された状態に形成されている配管材とすれば、配管施工工数を少なくできるとともに、施工性がよくなると考えた。
すなわち、上記配管材は、予め複合管の一端に継手部が一体に設けられた構造となるので、継手部と他の配管材の継手部とを現場で直ちに接続することができるとともに、複合管の継手部が設けられていない部分は現場の状況に合わせて容易に曲げ加工できる。
すなわち、上記配管材は、予め複合管の一端に継手部が一体に設けられた構造となるので、継手部と他の配管材の継手部とを現場で直ちに接続することができるとともに、複合管の継手部が設けられていない部分は現場の状況に合わせて容易に曲げ加工できる。
しかし、継手部の構造としては、複合管部分の可撓性を利用してエルボやチーズ構造の曲がり部を形成しようとした場合、曲率半径の小さなエルボ構造やチーズ構造を有する配管材は得られない。
すなわち、複合管を湾曲加工させて曲がり部を形成する場合、曲がり部分の曲率半径が小さくなると複合管部分に扁平や坐屈が発生する。
すなわち、複合管を湾曲加工させて曲がり部を形成する場合、曲がり部分の曲率半径が小さくなると複合管部分に扁平や坐屈が発生する。
本発明は、上記事情に鑑みて、金属の使用量を少なくすることができ、配管施工工数を少なくできるとともに、継手部の曲がり部や分岐部の飛び出しを小さなものにでき、狭い場所での施工に適したものとすることができる配管材およびその製造方法を提供することを目的としている。
上記目的を達成するために、本発明にかかる配管材(以下、「本発明の配管材」と記す)は、他の配管材の継手部に接続される継手部を構成する管状をした熱可塑性樹脂射出成形部を有し、熱可塑性樹脂製の外層および内層と、金属製の中間層とを備え、配管材本体部を構成する複合管の管端部が、前記熱可塑性樹脂射出成形部の端部の複合管融着部によって内外から囲まれ、前記複合管の管端部の少なくとも内層の一部が複合管融着部と周方向に融着一体化された状態に形成されている配管材であって、前記複合管の管端部が、曲げ加工されて形成された外側に突出する鍔状係止部を管端に有し、前記継手部が、曲がり部または分岐部を備えていることを特徴としている。
本発明の配管材は、特に限定されないが、複合管の管端部が、配管材本体部より拡径された筒状の拡径部を備えていることが好ましい。
すなわち、拡径部を設けることによって複合管融着部の内径を大きなものとすることができ、大径の通水路を確保でき、圧損を少なくすることができる。
すなわち、拡径部を設けることによって複合管融着部の内径を大きなものとすることができ、大径の通水路を確保でき、圧損を少なくすることができる。
本発明の配管材は、特に限定されないが、例えば、上記鍔状係止部を、上記拡径部を管端においてさらに鍔返し加工して形成することができる。
本発明の配管材は、特に限定されないが、上記継手部が、熱可塑性樹脂射出成形部を内周側から支持し、通水路を有するインコアを備えていることが好ましい。
すなわち、インコアが、熱可塑性樹脂射出成形部を補強して継手部を内外圧に強いものとすることができる。
すなわち、インコアが、熱可塑性樹脂射出成形部を補強して継手部を内外圧に強いものとすることができる。
本発明の配管材は、特に限定されないが、上記継手部が、上記他の配管材の継手部に設けられたクリップ係止鍔とともに、クリップ部材によって係止されるクリップ係止鍔を備えていることが好ましい。
すなわち、継手部が、他の配管材とクリップ接続できるので、ねじを締めこむ等の作業が不要で狭い施工現場においても接続作業を容易に行うことができる。
すなわち、継手部が、他の配管材とクリップ接続できるので、ねじを締めこむ等の作業が不要で狭い施工現場においても接続作業を容易に行うことができる。
本発明の配管材は、特に限定されないが、上記クリップ係止鍔の少なくともクリップ部材の係止部が、熱可塑性樹脂射出成形部より強度の高い材料からなるリング状補強材で形成されていることが好ましい。
すなわち、クリップ係止鍔の耐久性および強度を上げることができる。
すなわち、クリップ係止鍔の耐久性および強度を上げることができる。
本発明にかかる配管材の製造方法(以下、「本発明の製造方法」と記す)は、上記複合管の拡径部を射出成形金型内に臨ませ、残部を射出成形金型外に露出させるとともに、前記拡径部を金型内壁面で係止した状態で上記熱可塑性樹脂射出成形部を射出成形する工程を備えていることを特徴としている。
すなわち、熱可塑性樹脂射出成形部の射出成形時に複合管の管軸へのずれを抑える治具や構造が不要である。
すなわち、熱可塑性樹脂射出成形部の射出成形時に複合管の管軸へのずれを抑える治具や構造が不要である。
本発明の製造方法は、特に限定されないが、上記インコアを備えた配管材を製造する場合、金型のキャビティ内に熱可塑性樹脂射出成形部を内側から補強するインコアを装着した状態で熱可塑性樹脂射出成形部を射出成形することが好ましい。
すなわち、インコアを、熱可塑性樹脂射出成形部を射出成形すると同時に一体化できる。また、長い配管材も容易に製造できる。
すなわち、インコアを、熱可塑性樹脂射出成形部を射出成形すると同時に一体化できる。また、長い配管材も容易に製造できる。
本発明の製造方法は、特に限定されないが、上記リング状補強材を備えた配管材を製造する場合、上記キャビティ内に上記リング状補強材を装着した状態で熱可塑性樹脂射出成形部を射出成形することが好ましい。
すなわち、リング状補強材を、熱可塑性樹脂射出成形部を射出成形すると同時に一体化できる。
すなわち、リング状補強材を、熱可塑性樹脂射出成形部を射出成形すると同時に一体化できる。
本発明において、上記複合管としては、熱可塑性樹脂製の外層及び内層と、金属製の中間層とを備えていれば、特に限定されないが、例えば、積水化学工業社製の商品名エスロンスーパーエスロメタックス等の市販のものを用いることができる。
また、内層及び外層が複層になっているものでも構わないし、内層と外層とが異なる熱可塑性樹脂で形成されていても構わない。
また、内層及び外層が複層になっているものでも構わないし、内層と外層とが異なる熱可塑性樹脂で形成されていても構わない。
本発明において、熱可塑性樹脂射出成形部を形成する樹脂としては、特に限定されないが、たとえば、使用環境による制約(温度、圧力、水質等)、製造条件による制約等により各種材質を選定可能だが、複合管の内層との融着性を考慮し、内層と同じ材料を選定することが望ましい。
インコアは、特に限定されないが、熱可塑性樹脂射出成形部より強度的に優れ、熱可塑性樹脂射出成形部を射出成形する際に、射出樹脂の熱によって溶融しなければ特に限定されないが、例えば、砲金など銅合金、ステンレス鋼等の金属、PPS(ポリフェニレンサルファイド)、PPSU(ポリフェニルサルフォン)などのエンジニアリングプラスチック、これらのエンジニアリングプラスチックにガラス繊維等の補強材を混合分散させた複合材料が挙げられる。
リング状補強材は、特に限定されないが、熱可塑性樹脂射出成形部より強度的に優れ、熱可塑性樹脂射出成形部を射出成形する際に、射出樹脂の熱によって溶融しなければ特に限定されないが、例えば、砲金など銅合金、ステンレス鋼等の金属、PPS(ポリフェニレンサルファイド)、PPSU(ポリフェニルサルフォン)などのエンジニアリングプラスチック、これらのエンジニアリングプラスチックにガラス繊維等の補強材を混合分散させた複合材料が挙げられる。
本発明の配管材は、以上のように、他の配管材の継手部に接続される継手部を構成する管状をした熱可塑性樹脂射出成形部を有し、熱可塑性樹脂製の外層および内層と、金属製の中間層とを備え、配管材本体部を構成する複合管の管端部が、前記熱可塑性樹脂射出成形部の端部の複合管融着部によって内外から囲まれ、前記複合管の管端部の少なくとも内層の一部が複合管融着部と周方向に融着一体化された状態に形成されている配管材であって、前記複合管の管端部が、曲げ加工されて形成された外側に突出する鍔状係止部を管端に有し、前記継手部が、曲がり部または分岐部を備えているので、曲がり部や分岐部の飛び出しを小さなものにでき、狭い場所での施工にてきしたものとすることができるとともに、金属材料の使用を減らし、軽量にすることができる。しかも、配管材本体部が複合管で形成されているので、曲げ加工が容易である。また、鍔状係止部を備えているので、内部を流れる流体圧等によって複合管に熱可塑性樹脂射出成形部からの抜け方向へ負荷がかかっても、この鍔状係止部によって支えられ、抜けを確実に防止することができる。
本発明の製造方法は、複合管の拡径部を射出成形金型内に臨ませ、残部を射出成形金型外に露出させるとともに、前記拡径部を金型内壁面で係止した状態で上記熱可塑性樹脂射出成形部を射出成形する工程を備えているので、熱可塑性樹脂射出成形部の射出成形時に複合管の管軸へのずれを抑える治具や構造が不要で配管材本体部が長い配管材も容易に製造することができる。
本発明の製造方法は、複合管の拡径部を射出成形金型内に臨ませ、残部を射出成形金型外に露出させるとともに、前記拡径部を金型内壁面で係止した状態で上記熱可塑性樹脂射出成形部を射出成形する工程を備えているので、熱可塑性樹脂射出成形部の射出成形時に複合管の管軸へのずれを抑える治具や構造が不要で配管材本体部が長い配管材も容易に製造することができる。
以下に、本発明を、その実施の形態をあらわす図面を参照しつつ詳しく説明する。
図1〜図5は、本発明の配管材の第1の実施の形態をあらわしている。
図1〜図5は、本発明の配管材の第1の実施の形態をあらわしている。
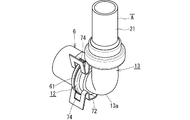
図1および図2に示すように、この配管材Aは、エルボ形状をしていて、継手部1aと、加工複合管2とから構成されている。
継手部1aは、熱可塑性樹脂射出成形部3aと、インコア4aと、リング状補強材5と,Oリング11bとから構成されていて、差口11と、クリップ係止鍔12と、継手部本体13とを備えている。
継手部1aは、熱可塑性樹脂射出成形部3aと、インコア4aと、リング状補強材5と,Oリング11bとから構成されていて、差口11と、クリップ係止鍔12と、継手部本体13とを備えている。
差口11は、Oリング嵌合溝11aを有し、このOリング嵌合溝11aにOリング11bがシール材として嵌装されている。
クリップ係止鍔12は、差口11の基端部側で外側にリング状に張り出すように設けられている。
クリップ係止鍔12は、差口11の基端部側で外側にリング状に張り出すように設けられている。
継手部本体13は、クリップ係止鍔12の近傍から最小限の曲率半径で直角に曲がる曲がり部13aを備えるとともに、他側において、後述するように、加工複合管2が連設されている。
すなわち、加工複合管2は、配管材本体部となる未加工部21と、上記拡径部22および鍔状係止部23を備え、外層2aと内層2bおよび中間層2cからなる公知の複合管(例えば、積水化学工業社製の商品名エスロンスーパーエスロメタックス、内外層がポリエチレン樹脂、中間層がアルミニウム)の一端部を拡径加工するとともに、鍔返し加工して得られる。
すなわち、加工複合管2は、配管材本体部となる未加工部21と、上記拡径部22および鍔状係止部23を備え、外層2aと内層2bおよび中間層2cからなる公知の複合管(例えば、積水化学工業社製の商品名エスロンスーパーエスロメタックス、内外層がポリエチレン樹脂、中間層がアルミニウム)の一端部を拡径加工するとともに、鍔返し加工して得られる。
そして、加工複合管2は、拡径部22および鍔状係止部23が、継手部本体13の外周側を形成する熱可塑性樹脂射出成形部3aの端部に設けられた複合管融着部31によって囲繞され、外層2aおよび内層2bが全周にわたって融着されることによって継手部1aの端部から未加工部21が突出するように継手部1aに連設されている。
なお、未加工部21の長さは、この配管材1aの用途に応じて適宜決定され、長尺の場合、未加工部21がロール状に巻回されていてもよい。
また、拡径部22の大きさは、特に限定されないが、呼び径φ16mmの複合管(内径φ15.6mm)を用いる場合、拡径部22の内径を、17.6mm程度とすることが好ましい。
また、拡径部22の大きさは、特に限定されないが、呼び径φ16mmの複合管(内径φ15.6mm)を用いる場合、拡径部22の内径を、17.6mm程度とすることが好ましい。
熱可塑性樹脂射出成形部3aは、上記のように、一端に複合管融着部31を備えるとともに、他端に継手構造形成部30を備えている。
インコア4aは、例えば、PPS(ポリフェニレンサルファイド)に30重量%のガラス繊維を補強繊維として混合した複合材料によってあらかじめ内部に通水路44を有するエルボ形状に成形されていて、差口11の内周側を形成する差口形成部40と、継手部本体13の内周を形成する継手部本体形成部43とを備え、熱可塑性樹脂射出成形部3aを内側から支持するように設けられている。
差口形成部40は、先端鍔部41と、熱可塑性樹脂射出成形部3aの係合溝42とを備えている。
差口形成部40は、先端鍔部41と、熱可塑性樹脂射出成形部3aの係合溝42とを備えている。
リング状補強材5は、断面略L字形のリング状をしていて、L字の縦辺部分の半分が熱可塑性樹脂射出成形部3aに埋設されるとともに、L字の横辺部分がクリップ係止鍔12の外周面を形成するように設けられている。
そして、この配管材Aは、図6に示すように、金型8に加工複合管2、インコア4aおよびリング状補強材5をセットしたのち、キャビティ83内に熱可塑性樹脂を射出して熱可塑性樹脂射出成形部3aを成形することによって得られる。
すなわち、熱可塑性樹脂射出成形部3aは、以下のようにして成形される。
まず、金型8へのセットにあたり、加工複合管2は、インコア4aの継手部本体形成部43の端部を、拡径部22との間に隙間を形成し、先端が拡径部22の基端部側の内壁面に当接するように拡径部22内に臨ませた状態に組まれる。
まず、金型8へのセットにあたり、加工複合管2は、インコア4aの継手部本体形成部43の端部を、拡径部22との間に隙間を形成し、先端が拡径部22の基端部側の内壁面に当接するように拡径部22内に臨ませた状態に組まれる。
また、リング状補強材5は、インコア4aの差口形成部40に遊嵌された状態にされる。
そして、加工複合管2をインコア4aおよびリング状補強材5とともに、加工複合管2の未加工部21が金型8の外部に突出し、拡径部22が金型8の下型81の内壁面に受けられるようにセットし、下型81と上型(図示せず)と閉合するとともに、スライド型82をスライドさせて、インコア4aの動きを規制する。
つぎに、キャビティ83内に内層2bとほぼ同じ材質の熱可塑性樹脂を射出成形する。
そして、加工複合管2をインコア4aおよびリング状補強材5とともに、加工複合管2の未加工部21が金型8の外部に突出し、拡径部22が金型8の下型81の内壁面に受けられるようにセットし、下型81と上型(図示せず)と閉合するとともに、スライド型82をスライドさせて、インコア4aの動きを規制する。
つぎに、キャビティ83内に内層2bとほぼ同じ材質の熱可塑性樹脂を射出成形する。
また、この配管材1aは、図2〜図5に示すように、受口62およびクリップ係止鍔部61を有する他の配管材6とクリップ部材7を用いて以下のようにして接続される。
クリップ部材7は、ステンレス鋼の板材を板金加工して得られ、断面コ字形をしたつまみ部71を挟んで両側に弾性係止部72を備え、この弾性係止部72に係止溝73,74がそれぞれ穿設されている。
すなわち、図2に示すように、差口11を受口62の開口を臨むように配置し、差口11を図3および図5に示すようにクリップ係止鍔12とクリップ係止鍔部61とがほぼ当接するまで受口62内に差し込む。
クリップ部材7は、ステンレス鋼の板材を板金加工して得られ、断面コ字形をしたつまみ部71を挟んで両側に弾性係止部72を備え、この弾性係止部72に係止溝73,74がそれぞれ穿設されている。
すなわち、図2に示すように、差口11を受口62の開口を臨むように配置し、差口11を図3および図5に示すようにクリップ係止鍔12とクリップ係止鍔部61とがほぼ当接するまで受口62内に差し込む。
つぎに、クリップ係止鍔12およびクリップ係止鍔部61が両弾性係止部72の係止溝73,74内に嵌り込むように、クリップ部材7を図3に示す矢印方向に押し込む。
すなわち、この配管材1aと、他の配管材5とは、図4および図5に示すようにクリップ部材7の係止溝73,74内にクリップ係止鍔12およびクリップ係止鍔部61が嵌り込み、係止溝73,74の内壁面によってクリップ係止鍔12およびクリップ係止鍔部61の壁面が係止されて、差口11の受口62からの離脱が防止される。
すなわち、この配管材1aと、他の配管材5とは、図4および図5に示すようにクリップ部材7の係止溝73,74内にクリップ係止鍔12およびクリップ係止鍔部61が嵌り込み、係止溝73,74の内壁面によってクリップ係止鍔12およびクリップ係止鍔部61の壁面が係止されて、差口11の受口62からの離脱が防止される。
また、図示していないが、上記のようにして装着されたクリップ部材7は、両弾性係止部72に離脱防止用の係止部材の係止爪をそれぞれ係止させて両弾性係止部72の間隔が拡がって離脱しないようにするようになっている。
この配管材1aは、上記のように構成されており、以下のような優れた性能を備えている。
(1)金属部分が加工複合管2の中間層2c部分のみであるので、金属材料の使用量を少なくできる。
(2)継手部1aが加工複合管2と予め一体化されているので、複合管を現場で継手に接続するという手間がなく、配管施工工数を少なくすることができるとともに、狭い場所での施工性に優れている。また、プレハブ加工などで最適である。
(3)配管材本体部が、複合管の未加工部21で形成されているので、曲げにも対応しやすい。
(4)加工複合管2の拡径部22および鍔状係止部23の、内層2bと外層2aとが、継手本体部3aを射出成形することによって、継手本体部3aの複合管融着部31において融着されるので、加工複合管2の鍔状係止部23の外周面側の中間層2cの端面が配管材1a内部を流れる流体に触れて腐食する恐れがない。また、熱板融着や、電気融着などに比べ、温度、圧力が安定化し、外部環境(外乱)の影響も少なく、安定した融着品質が確保できる。
(5)曲がり部13aの曲率半径を小さくできるので、曲がり部13aがあっても差口11の突出長さを短くすることができる。したがって、狭い場所での施工に適したものとすることができる。
(6)鍔状係止部23を備えているので、内部を流れる流体圧等によって加工複合管2に熱可塑性樹脂射出成形部からの抜け方向へ負荷がかかっても、この鍔状係止部23によって支えられ、抜けを確実に防止することができる。
(7)拡径部22を備えているので、大きな径の通水路を確保できるとともに、この拡径部22を金型内壁面に係止させることができるため、射出成形時に管の位置決めおよび固定を容易に行うことができ、複雑な構造の金型や成形装置を使用せずともよくなり、設備コストを低減できる。
(8)加工複合管2が管端において上記拡径部22より外周方向に突出する鍔状係止部23を備えているので、継手部1aからの加工複合管2の抜け方向の強度を上げることができる。すなわち、加工複合管2と継手部1aとの接合強度が高くなる。
(9)継手部1aが、インコア4aを備えているので、熱可塑性樹脂射出成形部3aを補強して継手部を内外圧に強いものとすることができる。
(10)他の配管材6と、クリップ部材7を用いるだけで抜け止め状態に接続できるので、接続作業が容易で、狭い場所での施工性もよい。
(1)金属部分が加工複合管2の中間層2c部分のみであるので、金属材料の使用量を少なくできる。
(2)継手部1aが加工複合管2と予め一体化されているので、複合管を現場で継手に接続するという手間がなく、配管施工工数を少なくすることができるとともに、狭い場所での施工性に優れている。また、プレハブ加工などで最適である。
(3)配管材本体部が、複合管の未加工部21で形成されているので、曲げにも対応しやすい。
(4)加工複合管2の拡径部22および鍔状係止部23の、内層2bと外層2aとが、継手本体部3aを射出成形することによって、継手本体部3aの複合管融着部31において融着されるので、加工複合管2の鍔状係止部23の外周面側の中間層2cの端面が配管材1a内部を流れる流体に触れて腐食する恐れがない。また、熱板融着や、電気融着などに比べ、温度、圧力が安定化し、外部環境(外乱)の影響も少なく、安定した融着品質が確保できる。
(5)曲がり部13aの曲率半径を小さくできるので、曲がり部13aがあっても差口11の突出長さを短くすることができる。したがって、狭い場所での施工に適したものとすることができる。
(6)鍔状係止部23を備えているので、内部を流れる流体圧等によって加工複合管2に熱可塑性樹脂射出成形部からの抜け方向へ負荷がかかっても、この鍔状係止部23によって支えられ、抜けを確実に防止することができる。
(7)拡径部22を備えているので、大きな径の通水路を確保できるとともに、この拡径部22を金型内壁面に係止させることができるため、射出成形時に管の位置決めおよび固定を容易に行うことができ、複雑な構造の金型や成形装置を使用せずともよくなり、設備コストを低減できる。
(8)加工複合管2が管端において上記拡径部22より外周方向に突出する鍔状係止部23を備えているので、継手部1aからの加工複合管2の抜け方向の強度を上げることができる。すなわち、加工複合管2と継手部1aとの接合強度が高くなる。
(9)継手部1aが、インコア4aを備えているので、熱可塑性樹脂射出成形部3aを補強して継手部を内外圧に強いものとすることができる。
(10)他の配管材6と、クリップ部材7を用いるだけで抜け止め状態に接続できるので、接続作業が容易で、狭い場所での施工性もよい。
図7および図8は、本発明の配管材の第2の実施の形態をあらわしている。
図7および図8に示すように、この配管材Bは、以下に述べる構成以外は、上記の配管材Aと同様になっている。したがって、上記配管材Aと同様の構成部分は、同様の符号を付している。
図7および図8に示すように、この配管材Bは、以下に述べる構成以外は、上記の配管材Aと同様になっている。したがって、上記配管材Aと同様の構成部分は、同様の符号を付している。
すなわち、この配管材Bは、チーズ形状の継手部1bと、2本の加工複合管2とから構成されている。
継手部1bは、チーズ形状の熱可塑性樹脂射出成形部3bと、チーズ形状のインコア4bと、リング状補強材5と,Oリング11bとから構成され、チーズ構造となっていて、チーズの直管部にあたる継手部本体14と、分岐部10とを備えている。
継手部1bは、チーズ形状の熱可塑性樹脂射出成形部3bと、チーズ形状のインコア4bと、リング状補強材5と,Oリング11bとから構成され、チーズ構造となっていて、チーズの直管部にあたる継手部本体14と、分岐部10とを備えている。
分岐部10は、その先端側に差口11と、クリップ係止鍔12とが設けられている。
そして、加工複合管2は、拡径部22および鍔状係止部23が熱可塑性樹脂射出成形部3bの継手部本体14の両側に設けられた複合管融着部32によって囲繞され、外層2aおよび内層2bが全周にわたって融着されることによって継手部1bに端部が固定されている。
なお、図7、8中、45は継手部本体形成部、46は通水路である。
そして、加工複合管2は、拡径部22および鍔状係止部23が熱可塑性樹脂射出成形部3bの継手部本体14の両側に設けられた複合管融着部32によって囲繞され、外層2aおよび内層2bが全周にわたって融着されることによって継手部1bに端部が固定されている。
なお、図7、8中、45は継手部本体形成部、46は通水路である。
図9および図10は、本発明の配管材の第3の実施の形態をあらわしている。
図9および図10に示すように、この配管材Cは、以下に述べる構成以外は、上記の配管材Bと同様になっている。したがって、上記配管材Bと同様の構成部分は、同様の符号を付している。
図9および図10に示すように、この配管材Cは、以下に述べる構成以外は、上記の配管材Bと同様になっている。したがって、上記配管材Bと同様の構成部分は、同様の符号を付している。
すなわち、この配管材Cは、チーズ形状の継手部1cと、2本の加工複合管2とから構成されている。
継手部1cは、チーズ形状の熱可塑性樹脂射出成形部3cと、チーズ形状のインコア4cと、リング状補強材5と,Oリング11bとから構成され、チーズ構造となっていて、チーズの直管部15と、分岐部16とを備えている。
継手部1cは、チーズ形状の熱可塑性樹脂射出成形部3cと、チーズ形状のインコア4cと、リング状補強材5と,Oリング11bとから構成され、チーズ構造となっていて、チーズの直管部15と、分岐部16とを備えている。
直管部15は、その一側に差口11と、クリップ係止鍔12とが設けられていて、他側に一方の加工複合管2が連設されている。
すなわち、一方の加工複合管2は、拡径部22および鍔状係止部23が熱可塑性樹脂形成部3cの直管部15の端部に設けられた複合管融着部33によって囲繞され、外層2aおよび内層2bが全周にわたって融着されることによって継手部1cに端部が固定されている。
すなわち、一方の加工複合管2は、拡径部22および鍔状係止部23が熱可塑性樹脂形成部3cの直管部15の端部に設けられた複合管融着部33によって囲繞され、外層2aおよび内層2bが全周にわたって融着されることによって継手部1cに端部が固定されている。
分岐部16は、直管部15のクリップ係止鍔12から直角に分岐していて、先端に他方の加工複合管2が連設されている。
すなわち、一方の加工複合管2は、拡径部22および鍔状係止部23が熱可塑性樹脂形成部3cの分岐部16の端部に設けられた複合管融着部34によって囲繞され、外層2aおよび内層2bが全周にわたって融着されることによって分岐部16に端部が固定されている。
なお、図9、10中、47aは直管部15側の継手部本体形成部、47bは分岐部16側の継手部本体形成部、48は通水路である。
すなわち、一方の加工複合管2は、拡径部22および鍔状係止部23が熱可塑性樹脂形成部3cの分岐部16の端部に設けられた複合管融着部34によって囲繞され、外層2aおよび内層2bが全周にわたって融着されることによって分岐部16に端部が固定されている。
なお、図9、10中、47aは直管部15側の継手部本体形成部、47bは分岐部16側の継手部本体形成部、48は通水路である。
本発明は、上記の実施の形態に限定されない。たとえば、上記の実施の形態では、加工複合管の一側に継手部が設けられていたが、両側に設けるようにしても構わない。
また、上記の第2および第3の実施の形態では、差口が1つであったが、加工複合管を1つにし、差口を2つにした構造でも構わない。
また、上記の実施の形態では、分岐部が直管部に対して1つであったが、2つ以上設けるようにしても構わない。
また、上記の第2および第3の実施の形態では、差口が1つであったが、加工複合管を1つにし、差口を2つにした構造でも構わない。
また、上記の実施の形態では、分岐部が直管部に対して1つであったが、2つ以上設けるようにしても構わない。
A,B,C 配管材
1a,1b,1c 継手部
10 分岐部
11 差口
12 クリップ係止鍔
13 継手部本体
13a 曲がり部
14 継手部本体
15 直管部
16 分岐部
2 加工複合管
2a 外層
2b 内層
2c 中間層
21 未加工部
22 拡径部
23 鍔状係止部
3a,3b,3c 熱可塑性樹脂射出成形部
4a,4b,4c インコア
44,46,48 通水路
5 リング状補強材
6 他の配管材
61 クリップ係止鍔
62 受口
7 クリップ部材
8 金型
83 キャビティ
1a,1b,1c 継手部
10 分岐部
11 差口
12 クリップ係止鍔
13 継手部本体
13a 曲がり部
14 継手部本体
15 直管部
16 分岐部
2 加工複合管
2a 外層
2b 内層
2c 中間層
21 未加工部
22 拡径部
23 鍔状係止部
3a,3b,3c 熱可塑性樹脂射出成形部
4a,4b,4c インコア
44,46,48 通水路
5 リング状補強材
6 他の配管材
61 クリップ係止鍔
62 受口
7 クリップ部材
8 金型
83 キャビティ
Claims (9)
- 他の配管材の継手部に接続される継手部を構成する管状をした熱可塑性樹脂射出成形部を有し、熱可塑性樹脂製の外層および内層と、金属製の中間層とを備え、配管材本体部を構成する複合管の管端部が、前記熱可塑性樹脂射出成形部の端部の複合管融着部によって内外から囲まれ、前記複合管の管端部の少なくとも内層の一部が複合管融着部と周方向に融着一体化された状態に形成されている配管材であって、
前記複合管の管端部が、曲げ加工されて形成された外側に突出する鍔状係止部を管端に有し、
前記継手部が、曲がり部または分岐部を備えていることを特徴とする配管材。 - 複合管の管端部が、配管材本体部より拡径された筒状の拡径部を備えている請求項1に記載の配管材。
- 上記鍔状係止部が拡径部を管端において鍔返し加工して形成されている請求項2に記載の配管材。
- 上記継手部が、熱可塑性樹脂射出成形部を内周側から支持し、通水路を有するインコアを備えている請求項1〜請求項3のいずれかに記載の配管材。
- 上記継手部が、上記他の配管材の継手部に設けられたクリップ係止鍔とともに、クリップ部材によって係止されるクリップ係止鍔を備えている請求項1〜請求項4のいずれかに記載の配管材。
- 上記クリップ係止鍔の少なくともクリップ部材の係止部が、熱可塑性樹脂射出成形部より強度の高い材料からなるリング状補強材で形成されている請求項5に記載の配管材。
- 上記複合管の拡径部を射出成形金型内に臨ませ、残部を射出成形金型外に露出させるとともに、前記拡径部を金型内壁面で係止した状態で上記熱可塑性樹脂射出成形部を射出成形する工程を備えている請求項2〜請求項6のいずれかの配管材の製造方法。
- 金型のキャビティ内に、熱可塑性樹脂射出成形部を内側から補強するインコアを装着した状態で熱可塑性樹脂射出成形部を射出成形する請求項7に記載の配管材の製造方法。
- 上記キャビティ内に上記リング状補強材を装着した状態で熱可塑性樹脂射出成形部を射出成形する請求項7または請求項8に記載の配管材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012013849A JP2013152004A (ja) | 2012-01-26 | 2012-01-26 | 配管材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012013849A JP2013152004A (ja) | 2012-01-26 | 2012-01-26 | 配管材及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013152004A true JP2013152004A (ja) | 2013-08-08 |
Family
ID=49048493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012013849A Pending JP2013152004A (ja) | 2012-01-26 | 2012-01-26 | 配管材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013152004A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017207204A (ja) * | 2016-05-12 | 2017-11-24 | 三菱ケミカルインフラテック株式会社 | ヘッダー部材、その製造方法、給水給湯配管設備及び給水給湯システム |
| CN108843875A (zh) * | 2018-07-19 | 2018-11-20 | 广东联塑科技实业有限公司 | 一种高结合强度衬塑复合管件及工艺方法 |
| GB2587792A (en) | 2019-08-16 | 2021-04-14 | Bows Peter | Improvements in single part water piping and plumbing |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6245059B2 (ja) * | 1979-07-21 | 1987-09-24 | Duskin Franchise Co | |
| JP2000154896A (ja) * | 1998-11-19 | 2000-06-06 | Nippon Kokan Pipe Fittings Mfg Co Ltd | 変換継手とその製造方法 |
| US20040100093A1 (en) * | 2002-11-21 | 2004-05-27 | Leigh-Monstevens Keith V. | Co-extruded tube with molded connector |
| JP2004291241A (ja) * | 2003-03-25 | 2004-10-21 | Yuasa Elastomer Products Ltd | 分岐チューブの製造方法 |
| JP2005125757A (ja) * | 2003-10-01 | 2005-05-19 | Yokohama Rubber Co Ltd:The | チューブ樹脂継手の製造方法及びその製造方法により製造されたチューブ樹脂継手 |
| JP2006090493A (ja) * | 2004-09-27 | 2006-04-06 | Toyoda Gosei Co Ltd | コネクタ具備ホース |
| JP2009512506A (ja) * | 2005-10-21 | 2009-03-26 | ダウ・コーニング・コーポレイション | 流体移送アセンブリ |
| JP2010159813A (ja) * | 2009-01-08 | 2010-07-22 | Inoac Housing & Construction Materials Co Ltd | 継手付き樹脂管 |
| JP2012002348A (ja) * | 2010-05-18 | 2012-01-05 | Sekisui Chem Co Ltd | 配管材及びその製造方法 |
-
2012
- 2012-01-26 JP JP2012013849A patent/JP2013152004A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6245059B2 (ja) * | 1979-07-21 | 1987-09-24 | Duskin Franchise Co | |
| JP2000154896A (ja) * | 1998-11-19 | 2000-06-06 | Nippon Kokan Pipe Fittings Mfg Co Ltd | 変換継手とその製造方法 |
| US20040100093A1 (en) * | 2002-11-21 | 2004-05-27 | Leigh-Monstevens Keith V. | Co-extruded tube with molded connector |
| JP2004291241A (ja) * | 2003-03-25 | 2004-10-21 | Yuasa Elastomer Products Ltd | 分岐チューブの製造方法 |
| JP2005125757A (ja) * | 2003-10-01 | 2005-05-19 | Yokohama Rubber Co Ltd:The | チューブ樹脂継手の製造方法及びその製造方法により製造されたチューブ樹脂継手 |
| JP2006090493A (ja) * | 2004-09-27 | 2006-04-06 | Toyoda Gosei Co Ltd | コネクタ具備ホース |
| JP2009512506A (ja) * | 2005-10-21 | 2009-03-26 | ダウ・コーニング・コーポレイション | 流体移送アセンブリ |
| JP2010159813A (ja) * | 2009-01-08 | 2010-07-22 | Inoac Housing & Construction Materials Co Ltd | 継手付き樹脂管 |
| JP2012002348A (ja) * | 2010-05-18 | 2012-01-05 | Sekisui Chem Co Ltd | 配管材及びその製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017207204A (ja) * | 2016-05-12 | 2017-11-24 | 三菱ケミカルインフラテック株式会社 | ヘッダー部材、その製造方法、給水給湯配管設備及び給水給湯システム |
| CN108843875A (zh) * | 2018-07-19 | 2018-11-20 | 广东联塑科技实业有限公司 | 一种高结合强度衬塑复合管件及工艺方法 |
| GB2587792A (en) | 2019-08-16 | 2021-04-14 | Bows Peter | Improvements in single part water piping and plumbing |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR960010236B1 (ko) | 관 접속용 부재 | |
| US11353148B2 (en) | Sealing and restraint system for joining plastic pipe sections having pre-formed sockets | |
| JP5829114B2 (ja) | 配管材及びその製造方法 | |
| KR20130103498A (ko) | 강성 인서트를 지니는 유체 취급 어셈블리 | |
| TWI603023B (zh) | 模組化接頭及製造此接頭的方法 | |
| CN103180652B (zh) | 多层管道的联接件、焊接装置、联接方法及其所得组件 | |
| JP5688282B2 (ja) | 配管材の製造方法 | |
| KR20180071352A (ko) | 수지제 관 이음매, 배관 및, 배관의 제조 방법 | |
| US20060214418A1 (en) | Arrangement with a tubular element | |
| US5954371A (en) | Plastic lined fittings for use with flangeless piping systems | |
| JP2013152004A (ja) | 配管材及びその製造方法 | |
| RU2503540C2 (ru) | Способ соединения сваркой трубы с муфтовым элементом, изготовленных из термопластичного материала, и узел сварного соединения, полученный этим способом | |
| RU2650225C2 (ru) | Армирующая муфта для соединителя, узел армирующей муфты и соединителя, способ сварки, например, многослойных трубопроводов и узла | |
| JPH0736233Y2 (ja) | プラスチック管用ユニオンソケット | |
| CN220930510U (zh) | 一种电磁感应熔接型双热熔管件接头 | |
| EP4530554A1 (en) | Pipe joint and water heater | |
| CN111075998A (zh) | 一种连续纤维预浸带增强管端翻边件及其使用方法 | |
| JP2010133557A (ja) | 管用ボルト型係合システム | |
| WO2023054699A1 (ja) | 配管部材及び配管部材の製造方法 | |
| JP2012172688A (ja) | 複合管の接続構造及び複合管の接続方法 | |
| JP2014051999A (ja) | 複層管 | |
| JP5508200B2 (ja) | 配管材及びその製造方法 | |
| JP7413006B2 (ja) | 合成樹脂フランジ管継手 | |
| CN116265795A (zh) | 非金属油管胀接接头、油管及接头的安装方法 | |
| JP6894276B2 (ja) | 配管構造の施工方法および配管構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150714 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20151117 |