JP2013165128A - 半導体ウエハ加工用シート - Google Patents
半導体ウエハ加工用シート Download PDFInfo
- Publication number
- JP2013165128A JP2013165128A JP2012026627A JP2012026627A JP2013165128A JP 2013165128 A JP2013165128 A JP 2013165128A JP 2012026627 A JP2012026627 A JP 2012026627A JP 2012026627 A JP2012026627 A JP 2012026627A JP 2013165128 A JP2013165128 A JP 2013165128A
- Authority
- JP
- Japan
- Prior art keywords
- semiconductor wafer
- sheet
- adhesive
- wafer processing
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7402—Wafer tapes, e.g. grinding or dicing support tapes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Dicing (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
【解決手段】半導体ウエハ加工用シートは、基材と、その少なくとも片面に形成された接着性樹脂層を有し、該基材は、脂環族エステル化合物を可塑剤として含有する塩化ビニル製基材である。
【選択図】なし
Description
(1)脂環族エステル化合物を可塑剤として含有する塩化ビニル製基材の少なくとも片面に、接着性樹脂層を有する半導体ウエハ加工用シート。
前記基材は、脂環族エステル化合物を可塑剤として含有する塩化ビニル系樹脂からなる。
半導体ウエハ加工用シートにおける接着性樹脂層は、シートの用途に応じて様々な機能を有する樹脂の中から適宜に選択される。
中でも、半導体ウエハ加工用シートを、接着性樹脂層が再剥離性を有する感圧性接着剤層(粘着剤層)からなる粘着シートとすることが特に好ましく、半導体ウエハ加工用シートをダイシングシートとして用いることが特に好ましい。半導体ウエハ加工用シートは基材が可塑剤を含有する軟質塩化ビニル樹脂から構成されるため、エキスパンド適性に優れており、特に、チップ間隔が等方的に拡張しやすいため、エキスパンド後のチップ整列性に優れる。また、ダイシングブレードが基材との接触部において摺動することに起因した切削片の発生が起こりにくい。加えて、切断時の衝撃によりチップが欠けたり、割れたりする現象が起こりにくい。なお、粘着シートの用途は、ダイシングシートに限らず、たとえば個片化されたチップを他のシートから移し変えてエキスパンドを行った後、チップの取り上げ(ピックアップ)を行うためのシート等、エキスパンドを伴う用途は同様の見地から好適である。
また、接着性樹脂層は、フィルム状接着剤であってもよい。このようなフィルム状接着剤は、チップのダイボンド工程において近年多用されている。このようなフィルム状接着剤は、好ましくはエポキシ系接着剤またはポリイミド系接着剤を製膜、半硬化したものであり、基材上または上記した粘着シート上に剥離可能に形成され、本発明の半導体ウエハ加工用シートが得られる。
さらに、半導体ウエハ加工用シートは、チップの裏面に保護膜を形成するための保護膜形成用シートであってもよい。この場合、接着性樹脂層に半導体ウエハを貼付し、接着性樹脂層を硬化させ、その後、半導体ウエハと樹脂層をダイシングし、硬化した樹脂層(保護膜)を有するチップを得る。このような保護膜形成用のシートは、剥離性基材上に保護膜となる接着性の樹脂層を有する。保護膜となる接着性樹脂層は、前記したアクリル系粘着剤と、エポキシ接着剤および硬化助剤を含み、また必要に応じフィラー等が含まれていても良い。
長期経時を模した条件として、実施例および比較例で作製した半導体ウエハ加工用シートを促進条件下(40℃7日または40℃14日)に投入した。その後、該シートを、23℃相対湿度50%の環境下において24時間保管した後、幅25mmで長さ250mmにカットしたシートを鏡面処理されたシリコンウエハ(直径6インチ、厚さ650μm、ケミカルメカニカルポリッシュ後にアルカリ、次いで酸により残渣除去処理を行ったもの、反りの規格:水平面に載置した場合に端部が水平面から離れる距離が100μm以内、試料貼付面の直径0.2μm以上のパーティクル:30個以内、Al、Cr、Cu、Fe、Ni、Zn、Naの元素の存在量:5×1010atoms/cm2未満)に貼付し、23℃相対湿度50%の環境下において30分間保管した後、紫外線を照射(紫外線照射装置:Adwill(登録商標)RAD-2000m/12(リンテック社製)、230mW/cm2、190mJ/cm2)して粘着剤層を硬化し、23℃相対湿度50%の環境下において10分間保管した後に剥離速度300mm/min、剥離角度180°にてシートを引き剥がした際の力を測定した。また、紫外線を照射しないシートについても同様に粘着力を測定した。
前記粘着力測定において、シートを剥離した部分のシリコンウエハ表面における粘着剤の残渣物の有無を確認した。粘着剤の残渣物が確認されないものを「A」とし、粘着剤の残渣物が確認されたものを「F」とした。
実施例1および参考例1の半導体ウエハ加工用シートを6インチのシリコンウエハ(厚み350μm)に貼付し、ダイサー(Disco社製、DFD651)により、ダイシングブレード27HECCを用いて8mm×8mmのサイズのチップに個片化した。次いで、引き落とし量10mmでエキスパンドを行い、横方向(X方向)及び縦方向(Y方向)のチップ間隔をデジタル顕微鏡で確認した。
ロールナイフコーターを用いて、溶剤で希釈した実施例のエネルギー線硬型粘着剤組成物を、乾燥後の塗布厚が10μmとなるように、シリコーン剥離処理したポリエチレンテレフタレート(PET)フィルム(厚さ38μm)の剥離処理面に塗布し、100℃で1分間乾燥させ、粘着剤層の露出した面に剥離力の異なるシリコーン剥離処理したPETフィルムを貼り合せ、2枚のPETフィルムに挟持された粘着剤層を得た。次いで、23℃50%RHの環境にて7日間保管した後に、PETフィルムを除く粘着剤層のみを厚さ1mmになるまで積層した。1mm厚まで積層した粘着剤層を、直径8mmの円柱型に型抜きした後、更に厚さ3mmまで積層し測定用サンプルを得た。このサンプルの−50℃から110℃における周波数11Hzで測定したときのtanδ(損失正接)を粘弾性測定装置(REOMETRIC社製、DYNAMIC ANALYZER RADII)を用いて測定した。−50℃から50℃の範囲でtanδの極大値を示す温度をガラス転移温度とした。
(基材)
ポリ塩化ビニル樹脂(平均重合度1100)100重量部、可塑剤としての1,2−シクロヘキサンジカルボン酸ジイソノニルエステル(BASF社製、製品名:Hexamoll-DINCH)30重量部、バリウム・亜鉛系安定剤2.8重量部からなる混合物を180℃にてバンバリーミキサーを用いて混練した。この混合物をカレンダーロールで圧延して厚さ80μmの塩化ビニル樹脂製基材を得た。
アクリル酸エステル共重合体(2−エチルヘキシルアクリレート:20質量部、酢酸ビニル:78質量部、アクリル酸:1質量部、2−ヒドロキシエチルメタクリレート:1質量部から得られる共重合体、重量平均分子量:40万、)100質量部、硬化剤として有機多価イソシアネート化合物(トーヨーケム株式会社製、商品名:BHS8515)3.2質量部、光重合開始剤として1−ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャルティケミカルズ社製、商品名:イルガキュア184)2.6質量部、およびエネルギー線硬化性化合物として2官能ウレタンアクリレートと6官能ウレタンアクリレートとの比率が1:1の混合物85.7質量部を配合(固形質量比)してエネルギー線硬化性粘着剤組成物を得た。この組成物により得られる粘着剤層のガラス転移温度は17℃である。
上記のエネルギー線硬化型粘着剤組成物を、溶剤で希釈して塗布量が10g/m2となるように剥離材(SP−PET381031、リンテック社製)に塗布した後、乾燥し、粘着剤層面と上記基材とが対向するようにして積層し、半導体ウエハ加工用シートを作製した。なお、事前に基材にコロナ処理を行い、コロナ処理面に粘着剤層を積層した。
基材に配合する可塑剤として、アジピン酸ジ(2−エチルヘキシル)を用いた以外は実施例1と同様とした。結果を表1および表2に示す。
基材に配合する可塑剤として、テレフタル酸ジ(2−エチルヘキシル)を用いた以外は実施例1と同様とした。結果を表1および表2に示す。
基材に配合する可塑剤として、フタル酸ジ(2−エチルヘキシル)を用いた以外は実施例1と同様とした。結果を表1および表2に示す。
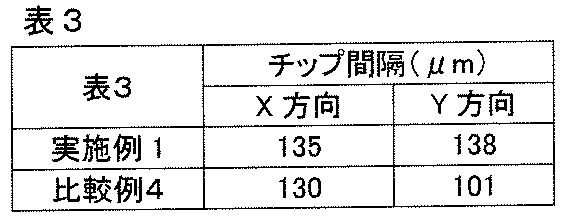
基材として、厚さ80μmの、エチレン・メタクリル酸共重合体フィルムを用いた以外は実施例1と同様とした。<エキスパンド適性>の結果を表3に示す。比較例4の半導体加工用シートを用いた場合には、X方向とY方向の拡張が均一でなく、エキスパンド適性に劣った。
Claims (11)
- 脂環族エステル化合物を可塑剤として含有する塩化ビニル製基材の少なくとも片面に、接着性樹脂層を有する半導体ウエハ加工用シート。
- 脂環族エステル化合物が、シクロヘキサンジカルボン酸と、炭素数6〜12のアルコールとのジエステルである請求項1に記載の半導体ウエハ加工用シート。
- シクロヘキサンジカルボン酸が、1,2−シクロヘキサンジカルボン酸であり、アルコールがイソノニルアルコールである請求項2に記載の半導体ウエハ加工用シート。
- 塩化ビニル製基材における脂環族エステル化合物の含有量が、塩化ビニル100質量部に対して5〜100質量部である請求項1〜3の何れかに記載の半導体ウエハ加工用シート。
- 接着性樹脂層が、感圧接着性を有する請求項1〜4の何れかに記載の半導体ウエハ加工用シート。
- 接着性樹脂層が、エネルギー線硬化型粘着剤からなる請求項5に記載の半導体ウエハ加工用シート。
- 接着性樹脂層が、アクリル系粘着剤からなる請求項5または6に記載の半導体ウエハ加工用シート。
- アクリル系粘着剤の含有する(メタ)アクリル酸エステル共重合体のガラス転移温度が−50〜30℃である請求項7に記載の半導体ウエハ加工用シート。
- 半導体ウエハのダイシングを行う際に、半導体ウエハおよびダイシング後のチップを保持するために使用される請求項1〜8の何れかに記載の半導体ウエハ加工用シート。
- 接着性樹脂層が、エポキシ系接着剤またはポリイミド系接着剤を含有する請求項1〜9の何れかに記載の半導体ウエハ加工用シート。
- 半導体ウエハおよびダイシング後のチップに、接着性樹脂層を転写するための請求項9または10に記載の半導体ウエハ加工用シート。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012026627A JP5977954B2 (ja) | 2012-02-09 | 2012-02-09 | 半導体ウエハ加工用シート |
| KR1020130013769A KR101967455B1 (ko) | 2012-02-09 | 2013-02-07 | 반도체 웨이퍼 가공용 시트 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012026627A JP5977954B2 (ja) | 2012-02-09 | 2012-02-09 | 半導体ウエハ加工用シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013165128A true JP2013165128A (ja) | 2013-08-22 |
| JP5977954B2 JP5977954B2 (ja) | 2016-08-24 |
Family
ID=49176323
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012026627A Active JP5977954B2 (ja) | 2012-02-09 | 2012-02-09 | 半導体ウエハ加工用シート |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5977954B2 (ja) |
| KR (1) | KR101967455B1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016097207A (ja) * | 2014-11-26 | 2016-05-30 | 平岡織染株式会社 | 臭気吸着メッシュシート及びその臭気吸着性能の回復方法 |
| JP2016106699A (ja) * | 2014-12-03 | 2016-06-20 | 平岡織染株式会社 | 臭気吸着メッシュシート及びその臭気吸着性能の回復方法 |
| KR101750756B1 (ko) * | 2016-03-10 | 2017-06-27 | 주식회사 벡스 | 코팅제 및 이를 이용한 코팅층의 형성방법 |
| JP2018137376A (ja) * | 2017-02-23 | 2018-08-30 | デンカ株式会社 | 半導体加工用粘着テープ及びそれを用いた半導体チップ又は半導体部品の製造方法 |
| KR20180114101A (ko) * | 2016-02-10 | 2018-10-17 | 덴카 주식회사 | 점착 시트 |
| CN110494958A (zh) * | 2017-04-12 | 2019-11-22 | 日东电工株式会社 | 晶圆加工用粘合片 |
| JP7205596B1 (ja) | 2021-09-30 | 2023-01-17 | 住友ベークライト株式会社 | 粘着テープ |
| JP7226501B1 (ja) | 2021-09-30 | 2023-02-21 | 住友ベークライト株式会社 | 粘着テープおよび粘着テープ用基材 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03278444A (ja) * | 1990-09-07 | 1991-12-10 | Bando Chem Ind Ltd | 半導体ウエハーのダイシング方法 |
| JPH09266183A (ja) * | 1996-01-22 | 1997-10-07 | Texas Instr Japan Ltd | ウェハダイシング・接着用シートおよび半導体装置の製造方法 |
| JP2001207002A (ja) * | 2000-01-27 | 2001-07-31 | New Japan Chem Co Ltd | シクロヘキサンジカルボン酸ジエステル系可塑剤、塩化ビニル系樹脂組成物及びそれを用いた塩化ビニル系樹脂成形体 |
| JP2001226647A (ja) * | 2000-02-18 | 2001-08-21 | Kumamoto Nippon Denki Kk | ウエハ貼着用粘着シート |
| JP2002363366A (ja) * | 2001-06-12 | 2002-12-18 | New Japan Chem Co Ltd | 農業用塩化ビニル系樹脂フィルム |
| JP2010074144A (ja) * | 2008-08-20 | 2010-04-02 | Hitachi Chem Co Ltd | ダイシングテープ一体型接着シート及びそれを用いた半導体装置の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MY118036A (en) * | 1996-01-22 | 2004-08-30 | Lintec Corp | Wafer dicing/bonding sheet and process for producing semiconductor device |
| JP2001207140A (ja) | 2000-01-26 | 2001-07-31 | Sumitomo Bakelite Co Ltd | 半導体ウエハ加工用粘着シート |
| JP5466823B2 (ja) * | 2005-11-25 | 2014-04-09 | 株式会社クラレ | ポリ乳酸組成物 |
| JP2010260893A (ja) | 2009-04-30 | 2010-11-18 | Nitto Denko Corp | 積層フィルム及び半導体装置の製造方法 |
-
2012
- 2012-02-09 JP JP2012026627A patent/JP5977954B2/ja active Active
-
2013
- 2013-02-07 KR KR1020130013769A patent/KR101967455B1/ko active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03278444A (ja) * | 1990-09-07 | 1991-12-10 | Bando Chem Ind Ltd | 半導体ウエハーのダイシング方法 |
| JPH09266183A (ja) * | 1996-01-22 | 1997-10-07 | Texas Instr Japan Ltd | ウェハダイシング・接着用シートおよび半導体装置の製造方法 |
| JP2001207002A (ja) * | 2000-01-27 | 2001-07-31 | New Japan Chem Co Ltd | シクロヘキサンジカルボン酸ジエステル系可塑剤、塩化ビニル系樹脂組成物及びそれを用いた塩化ビニル系樹脂成形体 |
| JP2001226647A (ja) * | 2000-02-18 | 2001-08-21 | Kumamoto Nippon Denki Kk | ウエハ貼着用粘着シート |
| JP2002363366A (ja) * | 2001-06-12 | 2002-12-18 | New Japan Chem Co Ltd | 農業用塩化ビニル系樹脂フィルム |
| JP2010074144A (ja) * | 2008-08-20 | 2010-04-02 | Hitachi Chem Co Ltd | ダイシングテープ一体型接着シート及びそれを用いた半導体装置の製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016097207A (ja) * | 2014-11-26 | 2016-05-30 | 平岡織染株式会社 | 臭気吸着メッシュシート及びその臭気吸着性能の回復方法 |
| JP2016106699A (ja) * | 2014-12-03 | 2016-06-20 | 平岡織染株式会社 | 臭気吸着メッシュシート及びその臭気吸着性能の回復方法 |
| KR20180114101A (ko) * | 2016-02-10 | 2018-10-17 | 덴카 주식회사 | 점착 시트 |
| JPWO2017138310A1 (ja) * | 2016-02-10 | 2019-01-10 | デンカ株式会社 | 粘着シート |
| KR102578432B1 (ko) | 2016-02-10 | 2023-09-13 | 덴카 주식회사 | 점착 시트 |
| KR101750756B1 (ko) * | 2016-03-10 | 2017-06-27 | 주식회사 벡스 | 코팅제 및 이를 이용한 코팅층의 형성방법 |
| JP2018137376A (ja) * | 2017-02-23 | 2018-08-30 | デンカ株式会社 | 半導体加工用粘着テープ及びそれを用いた半導体チップ又は半導体部品の製造方法 |
| CN110494958A (zh) * | 2017-04-12 | 2019-11-22 | 日东电工株式会社 | 晶圆加工用粘合片 |
| JP7205596B1 (ja) | 2021-09-30 | 2023-01-17 | 住友ベークライト株式会社 | 粘着テープ |
| JP7226501B1 (ja) | 2021-09-30 | 2023-02-21 | 住友ベークライト株式会社 | 粘着テープおよび粘着テープ用基材 |
| JP2023051587A (ja) * | 2021-09-30 | 2023-04-11 | 住友ベークライト株式会社 | 粘着テープおよび粘着テープ用基材 |
| JP2023051588A (ja) * | 2021-09-30 | 2023-04-11 | 住友ベークライト株式会社 | 粘着テープ |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20130092475A (ko) | 2013-08-20 |
| JP5977954B2 (ja) | 2016-08-24 |
| KR101967455B1 (ko) | 2019-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7207778B2 (ja) | 半導体加工用粘着テープ、及び半導体装置の製造方法 | |
| JP5977954B2 (ja) | 半導体ウエハ加工用シート | |
| CN101195734B (zh) | 可除去的压敏粘合剂组合物和压敏粘合带或片 | |
| KR102632032B1 (ko) | 반도체 가공용 점착 테이프 및 반도체 장치의 제조 방법 | |
| TW202016234A (zh) | 半導體加工用黏著帶及半導體裝置的製造方法 | |
| TWI651205B (zh) | 樹脂膜形成用薄片層積體 | |
| JP6210827B2 (ja) | 半導体加工用シート | |
| JP5089710B2 (ja) | 粘着テープ又はシート | |
| KR20180118594A (ko) | 반도체 가공용 점착 테이프, 및 반도체 장치의 제조 방법 | |
| JP6009188B2 (ja) | ワーク加工用シート基材およびワーク加工用シート | |
| JPWO2019181731A1 (ja) | 粘着テープおよび半導体装置の製造方法 | |
| TW201920564A (zh) | 活性能量射線硬化性剝離型黏著劑組成物 | |
| JP6129541B2 (ja) | ダイシングシート | |
| JP6293398B2 (ja) | 半導体加工シート | |
| JP6343725B2 (ja) | 半導体加工シート用基材フィルムおよび半導体加工シート | |
| TW201732005A (zh) | 粘合片 | |
| CN120187582A (zh) | 层叠体 | |
| CN118813163A (zh) | 背面研磨带 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151022 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160725 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5977954 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |