JP2013193100A - 傾動式重力鋳造装置及び傾動式重力鋳造法 - Google Patents
傾動式重力鋳造装置及び傾動式重力鋳造法 Download PDFInfo
- Publication number
- JP2013193100A JP2013193100A JP2012061655A JP2012061655A JP2013193100A JP 2013193100 A JP2013193100 A JP 2013193100A JP 2012061655 A JP2012061655 A JP 2012061655A JP 2012061655 A JP2012061655 A JP 2012061655A JP 2013193100 A JP2013193100 A JP 2013193100A
- Authority
- JP
- Japan
- Prior art keywords
- molten metal
- mold
- gravity casting
- detection sensor
- runner
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005266 casting Methods 0.000 title claims abstract description 47
- 230000005484 gravity Effects 0.000 title claims abstract description 38
- 238000000034 method Methods 0.000 title claims abstract description 34
- 229910052751 metal Inorganic materials 0.000 claims abstract description 84
- 239000002184 metal Substances 0.000 claims abstract description 84
- 238000001514 detection method Methods 0.000 claims abstract description 62
- 230000000903 blocking effect Effects 0.000 claims abstract description 26
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 13
- 230000007547 defect Effects 0.000 abstract description 6
- 230000008569 process Effects 0.000 description 22
- 230000008878 coupling Effects 0.000 description 5
- 238000010168 coupling process Methods 0.000 description 5
- 238000005859 coupling reaction Methods 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 230000005856 abnormality Effects 0.000 description 3
- 208000033748 Device issues Diseases 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000006082 mold release agent Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images





Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
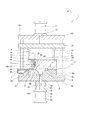
【解決手段】傾動式重力鋳造装置1は、金型2にラドル7を備え、ラドル7に溶湯Mを溜め、金型2が傾けられたときに湯道5を介して金型2のキャビティ6に溶湯Mを注ぐものである。傾動式重力鋳造装置1は、湯道5を遮断する為の遮断部材18と、キャビティ6の溶湯Mを加圧する為の加圧ピン23と、遮断部材18と加圧ピン23の駆動を制御する制御装置と、湯道5に配設された第1溶湯感知センサ24とを備えている。制御装置は、第1溶湯感知センサ24が出力する検知信号に基づいて遮断部材18と加圧ピン23の駆動を開始する。
【選択図】 図1
Description
2 金型
3 固定型
3A 固定型分割面
4 可動型
4A 可動型分割面
4a 上面
5 湯道
5A 入口
5B 出口
5C 湯溜め部
6 キャビティ
7 ラドル
8 ベース
8a 上面
8b 下面
9 ガイド軸
10 トッププレート
10a 上面
11 油圧シリンダ
12 シリンダロッド
13 可動プレート
14 連結部材
15 油圧シリンダ
16 シリンダロッド
17 カップリング
18 遮断部材
18a 頭部
18b 軸部
19 支持棒
20 油圧シリンダ
21 シリンダロッド
22 カップリング
23 加圧ピン
24 第1溶湯感知センサ
25 配線
26 第2溶湯感知センサ
27 配線
M 溶湯
C 鋳造品
Claims (4)
- 金型にラドルを備え、該ラドルに溶湯を溜め、該金型が傾けられたときに湯道を介して該金型のキャビティに溶湯を注ぐ傾動式重力鋳造装置において、
該湯道を遮断する為の遮断部材と、
該キャビティの溶湯を加圧する為の加圧ピンと、
該遮断部材と該加圧ピンの駆動を制御する制御装置と、
該湯道に配設された第1溶湯感知センサとを備え、
該制御装置は、該第1溶湯感知センサが出力する検知信号に基づいて該遮断部材と該加圧ピンの駆動を開始することを特徴とする傾動式重力鋳造装置。 - 該金型は上型と下型とを備え、
該湯道は該上型に凹設された湯溜め部を有し、
該湯溜め部の上方に該第1溶湯感知センサが配設されていることを特徴とする請求項1に記載の傾動式重力鋳造装置。 - 該湯道の入口付近に第2溶湯感知センサが配設され、
該制御装置は該第2溶湯感知センサが出力する検知信号が伝達されてから該第1溶湯感知センサが出力する検知信号を伝達されるまでの時間を計測することを特徴とする請求項1又は請求項2に記載の傾動式重力鋳造装置。 - 請求項1乃至請求項3に記載の傾動式重力鋳造装置を用いて鋳造することを特徴とする傾動式重力鋳造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012061655A JP5822764B2 (ja) | 2012-03-19 | 2012-03-19 | 傾動式重力鋳造装置及び傾動式重力鋳造法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012061655A JP5822764B2 (ja) | 2012-03-19 | 2012-03-19 | 傾動式重力鋳造装置及び傾動式重力鋳造法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013193100A true JP2013193100A (ja) | 2013-09-30 |
| JP5822764B2 JP5822764B2 (ja) | 2015-11-24 |
Family
ID=49392685
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012061655A Active JP5822764B2 (ja) | 2012-03-19 | 2012-03-19 | 傾動式重力鋳造装置及び傾動式重力鋳造法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5822764B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9162283B1 (en) * | 2014-04-11 | 2015-10-20 | Ryobi Ltd. | Tilting gravity casting apparatus and tilting gravity casting method |
| JP2015223627A (ja) * | 2014-05-30 | 2015-12-14 | 日信工業株式会社 | 重力鋳造装置および重力鋳造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004202520A (ja) * | 2002-12-24 | 2004-07-22 | Aisin Seiki Co Ltd | 鋳造方法及び鋳造装置 |
| JP2004268082A (ja) * | 2003-03-07 | 2004-09-30 | Fujino Gijutsu Consultant:Kk | 傾動鋳造装置及び鋳造方法 |
| JP2009214149A (ja) * | 2008-03-11 | 2009-09-24 | Yokohama Rubber Co Ltd:The | 鋳造装置 |
| WO2011089711A1 (ja) * | 2010-01-22 | 2011-07-28 | 株式会社森川金型製作所 | 傾斜式重力鋳造装置 |
-
2012
- 2012-03-19 JP JP2012061655A patent/JP5822764B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004202520A (ja) * | 2002-12-24 | 2004-07-22 | Aisin Seiki Co Ltd | 鋳造方法及び鋳造装置 |
| JP2004268082A (ja) * | 2003-03-07 | 2004-09-30 | Fujino Gijutsu Consultant:Kk | 傾動鋳造装置及び鋳造方法 |
| JP2009214149A (ja) * | 2008-03-11 | 2009-09-24 | Yokohama Rubber Co Ltd:The | 鋳造装置 |
| WO2011089711A1 (ja) * | 2010-01-22 | 2011-07-28 | 株式会社森川金型製作所 | 傾斜式重力鋳造装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9162283B1 (en) * | 2014-04-11 | 2015-10-20 | Ryobi Ltd. | Tilting gravity casting apparatus and tilting gravity casting method |
| JP2015223627A (ja) * | 2014-05-30 | 2015-12-14 | 日信工業株式会社 | 重力鋳造装置および重力鋳造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5822764B2 (ja) | 2015-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5551666B2 (ja) | ナックルの傾動式重力鋳造法 | |
| TWI630042B (zh) | Die casting machine and method for forming solid-liquid coexisting metal | |
| JP5647552B2 (ja) | 傾動式重力鋳造法 | |
| JP5101349B2 (ja) | 竪型鋳造装置及び竪型鋳造方法 | |
| CN101687252B (zh) | 使用于连铸金属板坯的浸入式注入口居中 | |
| JP2011131265A (ja) | 真空ダイカスト装置および真空ダイカスト方法 | |
| JPWO1997034719A1 (ja) | 堅型ダイカスト法および装置 | |
| JP5822764B2 (ja) | 傾動式重力鋳造装置及び傾動式重力鋳造法 | |
| JP5084789B2 (ja) | 加圧鋳造方法 | |
| EP3225332B1 (en) | Automatic pouring machine and method for automatically pouring that have ability to pressurize | |
| WO2011086776A1 (ja) | 半凝固金属の成形方法及び成形装置、及び冷却用治具の冷却回路構造 | |
| US9162283B1 (en) | Tilting gravity casting apparatus and tilting gravity casting method | |
| JP2018012137A (ja) | 傾動式重力鋳造装置および傾動式重力鋳造法 | |
| JP2003311389A (ja) | 金属の鋳造方法とそれに用いる鋳造装置 | |
| JP2014076450A (ja) | ナックル用重力鋳造装置及び重力鋳造法 | |
| JP5646378B2 (ja) | 傾動式重力鋳造装置及び傾動式重力鋳造法 | |
| JP2013193099A (ja) | 傾動式重力鋳造装置及び傾動式重力鋳造法 | |
| JP2007190607A (ja) | ダイカスト鋳造装置及びダイカスト鋳造方法 | |
| JP2009525878A (ja) | 消失鋳造型を使い圧力下で凝固させて鋳造する方法およびそれを実施する装置 | |
| JPH1190606A (ja) | 竪型ダイカスト法 | |
| JP7019655B2 (ja) | 鋳造装置および鋳造法 | |
| JPS61135470A (ja) | 低圧鋳造装置 | |
| KR101435881B1 (ko) | 브레이크 캘리퍼의 제조 방법 | |
| JP4705651B2 (ja) | 低圧鋳造装置及び低圧鋳造方法 | |
| JP4233351B2 (ja) | 低圧鋳造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150807 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150908 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151006 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5822764 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |