JP2013193128A - アルミニウム合金のろう付方法 - Google Patents
アルミニウム合金のろう付方法 Download PDFInfo
- Publication number
- JP2013193128A JP2013193128A JP2012066459A JP2012066459A JP2013193128A JP 2013193128 A JP2013193128 A JP 2013193128A JP 2012066459 A JP2012066459 A JP 2012066459A JP 2012066459 A JP2012066459 A JP 2012066459A JP 2013193128 A JP2013193128 A JP 2013193128A
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- supply source
- closed space
- aluminum
- aluminum alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Details Of Heat-Exchange And Heat-Transfer (AREA)
Abstract
【課題】Mgによる酸化皮膜の破壊作用を利用したフラックスを用いないろう付方法において、より良好で安定したろう付性を有し、工業的にも適用可能なろう付方法の提供を目的とする。
【解決方法】アルミニウム製の被ろう付物のろう付部位が周囲を囲まれた閉空間に配置され、閉空間の内部にMgの供給源を設置し、フラックスを使用しないで、不活性ガス雰囲気中で加熱するアルミニウム合金のろう付方法において、閉空間内部の容積X(cm3)、閉空間内部のMg供給源の表面積Y(cm2)、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)が0.1<Y×C/X<7の関係式を満たすことを特徴とするアルミニウム合金のろう付方法である。
【選択図】 なし
【解決方法】アルミニウム製の被ろう付物のろう付部位が周囲を囲まれた閉空間に配置され、閉空間の内部にMgの供給源を設置し、フラックスを使用しないで、不活性ガス雰囲気中で加熱するアルミニウム合金のろう付方法において、閉空間内部の容積X(cm3)、閉空間内部のMg供給源の表面積Y(cm2)、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)が0.1<Y×C/X<7の関係式を満たすことを特徴とするアルミニウム合金のろう付方法である。
【選択図】 なし
Description
本発明は、フラックスを使用しないアルミニウムのろう付方法に関するものであり、特に熱交換器の製造に好適なろう付方法に関する。
アルミニウム材料は熱伝導率が高く軽量であるため、自動車搭載用をはじめとする熱交換器に多く使用されている。内部に水やオイル等を循環させ熱交換させる熱交換器は、タンク、チューブ、フィン等の部材から構成され、各部材はろう付により金属的に接合されている。
ろう付により製造される熱交換器を構成するアルミニウム材料としては、心材となるアルミニウム合金板の片面または両面にろう材等をクラッドしたブレージングシートが用いられることが多い。一般的にはブレージングシートの心材合金としては溶融温度が600℃以上のアルミニウム合金が使用され、クラッドされるろう材合金としては溶融温度が600℃以下のAl−Si合金が使用される。このブレージングシートにより熱交換器の部材を作製してこれらを組み合わせ、600℃前後の温度に加熱することにより、ブレージングシートのろう材合金のみを溶融して他部材とろう付された熱交換器を作製することができる。つまり、ブレージングシートを使用することにより、熱交換器を構成する多数の部材を一度にろう付することができるため、ブレージングシートは熱交換器用材料として広く利用されている。
主に実用化されているろう付方法としては、真空ろう付法とノコロックろう付法が挙げられる。真空ろう付法はAl−Si−Mg系合金からなるろう材が用いられ、真空中で加熱することによりろう材中のMgが材料から蒸発し、その際に材料表面の酸化皮膜を破壊してろう付を可能にするものである。しかしながら、真空ろう付法は高価な真空加熱装置を必要とする欠点があった。一方、ノコロックろう付法はAl−Si系合金からなるろう材が用いられ、フラックスを塗布した後に不活性ガス中で加熱し、フラックスにより材料表面の酸化皮膜を破壊してろう付を可能にするものである。しかしながら、フラックス塗布において塗りムラがあるとろう付不良の原因となるため、フラックスを必要箇所に均一に塗布する必要があった。
これに対して、高価な真空加熱装置やフラックスを用いないで不活性ガス中で加熱することによりろう付を可能にする方法が提案されている。特許文献1には、フラットパイプの内部に乱流挿入片をろう付するにあたり、Al−Si−Mg系合金からなるろう材を用いて、フラックスを使用しないでろう付する方法が記載されている。しかしながら、フラットパイプの外部についてはフラックスを塗布したノコロックろう付法によりろう付する必要があり、すべてのろう付部位をフラックス無しでろう付することはできない。特許文献2には、Mgを含有するろう付品を炭素質カバーで覆って加熱し、フラックスを用いずに不活性ガス中でろう付する方法が記載されている。この方法では、炭素質カバー内に存在する酸素が炭素質カバーのカーボンと反応し、炭素質カバー内の酸素濃度を低くしてろう付を可能にしている。しかしながら、酸素とカーボンの反応により生成する一酸化炭素や二酸化炭素はアルミニウムに対しては酸化性のガスとなるため、炭素質カバーで覆っても十分な非酸化性雰囲気とはならないため、安定したろう付性を得ることが困難であった。
特開平9−206980号公報
特開2007−44713号公報
本発明は、Mgによる酸化皮膜の破壊作用を利用したフラックスを用いないろう付方法において、より良好で安定したろう付性を有し、工業的にも適用可能なろう付方法の提供を目的とする。
本発明者らは、上記課題に鑑み鋭意検討を重ねた結果、被ろう付部の周囲を囲み、その内部に規定量のMg供給源を設置することで、ろう付過程において被ろう付部の周囲を囲んだ閉空間に適度のMgを供給することにより良好なろう付性が達成されることを見出した。
本発明の請求項1は、アルミニウム製の被ろう付物のろう付部位が周囲を囲まれた閉空間に配置され、閉空間の内部にMgの供給源を設置し、フラックスを使用しないで、不活性ガス雰囲気中で加熱するアルミニウム合金のろう付方法において、閉空間内部の容積X(cm3)、閉空間内部のMg供給源の表面積Y(cm2)、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)が下記の関係式を満たすことを特徴とするアルミニウム合金のろう付方法である。
0.1<Y×C/X<7
0.1<Y×C/X<7
本発明の請求項2は、請求項1に記載のMg供給源が、Mgを含有するアルミニウム合金を心材とし、該心材の片面または両面にAl−Si合金ろう材をクラッドしたブレージングシートであることを特徴とするろう付方法である。
本発明の請求項3は、請求項1あるいは請求項2に記載のMg供給源が、アルミニウム合金を心材とし、該心材の片面または両面にAl−Si−Mg合金ろう材をクラッドしたブレージングシートであることを特徴とするろう付方法である。
本発明の請求項4は、請求項1〜3に記載のMg供給源が被ろう付物を構成するブレージングシートであることを特徴とするろう付方法である。
本発明の請求項5は、請求項1〜3に記載のMg供給源が被ろう付物を囲う材料であり、かつMgを含有するアルミニウム合金であることを特徴とするろう付方法である。
本発明のろう付方法により、Mgの酸化皮膜破壊作用を利用し、フラックスを用いない良好なろう付性を得ることができる。このろう付方法は、安定したろう付性を与えるので。工業的にも好適に適用される。
以下に本発明について詳細に説明する。
アルミニウム材料の表面は酸化物により覆われているが、ろう付を可能にするためには表面の酸化物を破壊して、アルミニウムの金属面を露出させる必要がある。本発明のろう付方法では、アルミニウムよりも酸化しやすいMgを用いることで、アルミニウム表面の酸化物を破壊している。すなわち、アルミニウム表面でAl2O3+Mg→Al+MgOの反応によりアルミニウムの金属面を露出させている。さらに、露出したアルミニウム金属面は雰囲気ガスに触れることになるが、雰囲気中の酸素量が多いと再びアルミニウム金属面は酸化してしまう。ろう付を可能にするためには雰囲気中の酸素濃度は低い方が望ましい。少なくとも、被ろう付け物の周囲については、酸素濃度が十分に低いことが必要である。本発明では、不活性ガス雰囲気中に微量に残存する酸素とMgを反応させることで低酸素の雰囲気を生成し、アルミニウム金属面の酸化を防止し、ろう付を可能にしている。
上記のようなMgによるアルミニウム材料表面の酸化膜破壊、および雰囲気ガスの低酸素化を達成するためには、アルミニウム製の被ろう付け物のろう付部位が周囲を囲まれた閉空間に配置され、閉空間の内部にMg供給源を設置する必要がある。通常は不活性ガスで満たされた加熱炉内でろう付するが、加熱炉の内部にそのまま被ろう付け物を設置すると加熱炉の内部に発生している気流のため、被ろう付け物は常に不活性ガス中の微量酸素と接触することになる。炉内全体をMgにより低酸素雰囲気とするためには、多量のMg供給源が必要となり実用上難しい。そこで、ろう付部周囲に囲む閉空間を設置し、内部にMg供給源を設置することで、閉空間の小さい容積をMgにより効率的に低酸素雰囲気とするのである。
閉空間の内部に設置するMgの量について検討した結果、閉空間内部の容積X(cm3)、Mg供給源の表面積Y(cm2)、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)にろう付性は影響されることが判明した。そして、0.1<Y×C/X<7の関係式を満たすときに良好なろう付性が得られることがわかった。この関係式は閉空間の容積が小さいときは少量のMg供給でろう付できるが、閉空間の容積が大きいときはMg供給源の面積を大きくするか、あるいは高い表面Mg濃度のMg供給源を設置する必要があることを意味する。Y×C/Xが0.1以下であると供給されるMg量が少ないため、閉空間内部を低酸素雰囲気に保つことができず、ろう付性は低下する。一方、Y×C/Xが7以上であるとMgによる低酸素雰囲気とする効果は飽和し、閉空間内部のMg供給量が過剰となり被ろう付け物表面にMgが堆積するため、ろう付性は低下する。より好ましい範囲は2<Y×C/X<6である。
Mg供給源としては、5000系等のMg含有アルミニウム合金またはMg単体を閉空間内に設置することができる。この場合、ろう付加熱の前後で表面のMg濃度はほとんど変化しないので、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)は、ろう付加熱前のMg含有量で代用できる。形状は限定されないが、Mg供給源の表面積を明確にするためには板状のものが好ましい。
また、Mg供給源として、Mgを含有するアルミニウム合金を心材とし、該心材の片面または両面にAl−Si合金ろう材をクラッドしたブレージングシートを用いることができる。前記ブレージングシートにより被ろう付け物を構成し、そのMg供給量で十分であれば、閉空間内に別途Mg供給源を設置する必要はない。心材のMgはろう付加熱時にろう材表面に拡散するため、ろう付加熱の前後で表面のMg濃度は変化する。そのため、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)としては、ろう付加熱後の表面Mg濃度を適用する。ここで心材のMg含有量は0.15〜2.5mass%(以下、単に%と記す。)とするのが好ましい。0.15%未満では、ろう付加熱中にブレージングシートのろう材に拡散していくMg量が少なくなり、十分なMg量が得られずろう付性が低下する。また、2.5%を超えると、ろう付加熱中に心材からろう材に過剰量のMgが拡散し、上述のようにMgOの酸化膜の厚膜化によりろう付性を低下させる。
さらに、Mg供給源として、アルミニウム合金を心材とし、該心材の片面または両面にAl−Si−Mg合金ろう材をクラッドしたブレージングシートを用いることがきる。この場合もろう付加熱によりろう材Mgが心材側に拡散し、ろう付加熱の前後で表面のMg濃度が変化するため、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)としては、ろう付加熱後の表面Mg濃度を適用する。ろう材のMg含有量は0.5〜2.0%とするのが好ましい。0.5%未満では、有効な酸化膜破壊作用を発揮し得るだけの十分なMg量が得られず、ろう付性が低下する。また、2.0%を超えると、ろう付加熱中にろう材表面に過剰量のMgが拡散して、ろう材表面から蒸発せずに残留するMgが多量に存在することになる。その結果、MgOの酸化膜が形成され、これが厚膜化してろう付性を低下させる。
また、心材とろう材の両方のMgを含有したアルミニウム合金をブレージングシートとして用いることも可能である。この場合、ろう材中のMg含有量を0.1〜1.8%とし、心材中のMg含有量を0.15〜1.2%とするのが好ましい。さらに、ろう材の心材と接する面の反対側に酸化防止のためのMgを含有しないアルミニウム合金をクラッドした材料も、Mg供給源として適用可能である。
ろう付温度で溶融しない範囲であれば、材料の強度や耐食性の観点からMg以外の元素を心材に添加してもよい。このような元素として、材料量の強度を向上させるためには、Si、Fe、Mn、Ni、Cu等が挙げられ、またブレージングシートに犠牲防食効果をもたせて耐食性を向上させるためには、Zn、Sn、Si等が挙げられる。また、Mg以外の添加元素として、ろう材に含有される公知の元素をろう材中に含有させてもよい。このような元素を含有するろう材としては、4.0〜13.0%のSiを含有するAl−Si系アルミニウム合金が好適に用いられる。Si以外にも、ブレージングシートの融点や電位を調整するためにZn、Cu等の元素を添加したろう材を使用することもできる。
また、被ろう付け物を囲う材料をMg供給源とし、Mgを含有するアルミニウム合金を用いることができる。この場合は、閉空間内部には囲いとなる材料の内面からMgが供給されることになる。被ろう付け物のみでは供給されるMg量が不十分な場合は、Mg供給源として有効な手段となる。
本発明に係るろう付方法の条件といては、一般的な条件を用いることができる。ろう材の溶融温度に達するのに要する時間は10〜30分である。ろう付温度は、ろう材の溶融温度以上の温度であり、ろう材の合金組成により異なるが、通常、590〜610℃である。保持時間は通常3〜10分である。
次に、本発明を実施例および比較例に基づき説明する

表1に示す組成の合金を鋳造した。A1〜A5は520℃で均質化処理を行った後、両面を面削して厚さ40mmとし、ブレージングシートの心材とした。ろう材用の合金B1〜B4は熱間圧延により厚さ5mmとした。作製した心材およびろう材を表2のブレージングシートの欄に示す組み合わせで「ろう材/心材/ろう材」の順に組み合わせ、500℃に加熱してクラッド圧延を行い、さらに冷間圧延により厚さ1.0mmとした後に焼鈍を施し、両面ろう材のブレージングシートを作製した。ろう材のクラッド厚さは片面につき0.1mm(クラッド率10%)である。
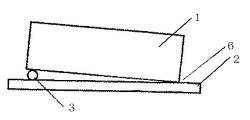
上記のように作製したブレージングシート用いて、図1に示す隙間充填試験片を作製した。ブレージングシートを60×20mmに切断して、垂直板(1)とした。また、板厚1.0mmのJISA3003もベア材を70×20mmに切断したものを水平板(2)とした。垂直板(1)は、水平板(2)に対して垂直に立てられる。φ2.5mmのステンレス線を隙間形成用のスペーサー(3)を、水平板(2)と垂直板(1)の接触部(6)の位置から水平板(2)の長辺方向に沿って60mm離間した位置に、水平板(2)の短辺方向に沿って設置した。このようにして、隙間充填試験片を作製した。各ブレージングシートの心材またはろう材にはMgを含有しているため、ろう付加熱時にはブレージングシートの表面がMgの供給源となる。したがって、ブレージングシートをMgの供給源とする表面積は、ブレージングシートの両面積となり、24cm2である。
一方、囲い材としては表1のC1〜C5を熱間圧延と冷間圧延により厚さ1.0mmとした後に焼鈍を施した。囲い材に折り曲げ加工を施し、上記の隙間重点試験片の囲いを作製した。囲いのサイズは上面が80×25mmで高さが25mmのものと、上面が80×40mmで高さが40mmのものの2種類とし、いずれも底面が開いた形状とした。囲い材により形成される空間容積は前者が50cm3、後者が128cm3である。Mgを含有した合金からなる囲い材の場合は、ろう付加熱時に囲い材の内表面がMgの供給源となる。したがって、囲い材をMgの供給源とする表面積は囲い材の内面積となり、前者が72.5cm2、後者が128cm2である。
ステンレス板の上に隙間充填試験片を設置し、さらに該隙間充填試験片を覆うように囲いを設置し、フラックスを塗布せずに隙間充填試験片をろう付した。炉内に不活性ガスとして窒素ガスを導入し、酸素濃度を10ppm以下に調整した雰囲気中で加熱した。囲い内の隙間充填試験片の温度を測定し、温度が600℃となるまでの到達時間が15分程度となるような昇温条件で加熱した後、600℃で5分間保持し、その後冷却して炉外に取り出した。
図2に示すように、ろう付後の隙間充填試験片について、水平板(2)と垂直板(1)の接点からフィレット(4)が形成された長さを測定し、隙間充填長さ(5)とした。測定した隙間充填長さを表2に示す。隙間充填長さを下記の基準で評価した。
◎:隙間充填長さが30mm以上
○:隙間充填長さが20以上30mm未満
×:隙間充填長さが30mm未満。
◎と○を合格とし、×を不合格とした。
◎:隙間充填長さが30mm以上
○:隙間充填長さが20以上30mm未満
×:隙間充填長さが30mm未満。
◎と○を合格とし、×を不合格とした。
また、ろう付後のブレージングシートの一部を切り出し、ろう材表面のMg濃度を測定した。Mg濃度の測定はEPMAを使用し、ろう材表面を分析し、予め作成した検量線と比較してろう材表面のMg濃度とした。表面Mg濃度の測定結果を表2に記載した。
囲い材についてはろう付の前後で表面Mg濃度の変動はほとんどないため、ろう付後の表面分析は行わなかった。囲い材をMgの供給源とする供給源の表面Mg濃度は、材料中に含有するMg量とし、表2に記載した。
各隙間充填試験片についてMg供給源のとなる表面積Y(cm2)と表面Mg濃度C(%)および空間容積X(cm3)よりY×C/Xを計算し、表2に記載した。Mg供給源がブレージングシートと囲い材の両者となる場合は、それぞれのY×Cの合計値を空間容積Xで割ってY×C/Xの値とした。
本発明例1〜24では隙間充填長さが20mm以上となり、良好なろう付性を示した。比較例1と比較例3〜6ではY×C/Xの値が本発明の範囲よりも小さいため、ろう付性が不合格であった。比較例2ではY×C/Xの値が本発明の範囲よりも大きいため、ろう付性が不合格であった。
本発明のろう付方法を適用し、Mgの酸化皮膜破壊作用を利用しフラックスを用いずに不活性ガス中で加熱することで優れたろう付性を達成できる。また、安定した高信頼性のろう付も可能であり、工業的な適用性にも優れている。
1 垂直材
2 水平材
3 スペーサー
4 フィレット
5 隙間充填長さ
6 接触部
2 水平材
3 スペーサー
4 フィレット
5 隙間充填長さ
6 接触部
Claims (5)
- アルミニウム製の被ろう付物のろう付部位が周囲を囲まれた閉空間に配置され、閉空間の内部にMg供給源を設置し、フラックスを使用しないで、不活性ガス雰囲気中で加熱するアルミニウム合金のろう付方法において、閉空間内部の容積X(cm3)、閉空間内部のMg供給源の表面積Y(cm2)、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)が下記の関係式を満たすことを特徴とするアルミニウム合金のろう付方法。
0.1<Y×C/X<7 - 請求項1に記載のMg供給源が、Mgを含有するアルミニウム合金を心材とし、該心材の片面または両面にAl−Si合金ろう材をクラッドしたブレージングシートであることを特徴とするろう付方法。
- 請求項1あるいは請求項2に記載のMg供給源が、アルミニウム合金を心材とし、該心材の片面または両面にAl−Si−Mg合金ろう材をクラッドしたブレージングシートであることを特徴とするろう付方法。
- 請求項1〜3に記載のMg供給源が被ろう付物を構成するブレージングシートであることを特徴とするろう付方法。
- 請求項1〜3に記載のMg供給源が被ろう付物を囲う材料であり、かつMgを含有するアルミニウム合金であることを特徴とするろう付方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012066459A JP2013193128A (ja) | 2012-03-23 | 2012-03-23 | アルミニウム合金のろう付方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012066459A JP2013193128A (ja) | 2012-03-23 | 2012-03-23 | アルミニウム合金のろう付方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013193128A true JP2013193128A (ja) | 2013-09-30 |
Family
ID=49392709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012066459A Pending JP2013193128A (ja) | 2012-03-23 | 2012-03-23 | アルミニウム合金のろう付方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013193128A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023228917A1 (ja) * | 2022-05-24 | 2023-11-30 | マレリ株式会社 | 熱交換器及びその製造方法 |
-
2012
- 2012-03-23 JP JP2012066459A patent/JP2013193128A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023228917A1 (ja) * | 2022-05-24 | 2023-11-30 | マレリ株式会社 | 熱交換器及びその製造方法 |
| JP7650407B2 (ja) | 2022-05-24 | 2025-03-24 | マレリ株式会社 | 熱交換器及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6649889B2 (ja) | アルミニウム合金ブレージングシート | |
| JP5269888B2 (ja) | 鉄基耐熱耐食ろう材 | |
| US20200370847A1 (en) | Heat exchanger and method of manufacturing the same | |
| JP5845189B2 (ja) | アルミニウム部材のろう付方法、ならびに、これに使用するろう付装置 | |
| JP2014050861A (ja) | アルミニウム合金製ブレージングシート | |
| JP2009195981A (ja) | ろう付け用クラッド材及びろう付け製品 | |
| CN109642274A (zh) | 铝合金硬钎焊板 | |
| JP4474228B2 (ja) | ろう付け方法 | |
| JP2012050992A (ja) | アルミニウム材のフラックスレスろう付方法、フラックスレスろう付用アルミニウム合金ブレージングシートおよびフラックスレスろう付用アルミニウム合金ろう材 | |
| JP5695490B2 (ja) | アルミニウム合金製ブレージングシート | |
| JP2014037576A (ja) | アルミニウム合金製ブレージングシートおよびそのろう付け方法 | |
| JP5462706B2 (ja) | アルミニウム合金ブレージングシート | |
| JP2011025276A (ja) | アルミニウム合金製ブレージングシートのろう付方法 | |
| JP5490603B2 (ja) | アルミニウム部材のろう付方法 | |
| JP2013193128A (ja) | アルミニウム合金のろう付方法 | |
| CN108779520A (zh) | 铝合金制钎焊板 | |
| JP5687849B2 (ja) | アルミニウム合金製ブレージングシート | |
| JP6763036B2 (ja) | アルミニウム合金ブレージングシート、その製造方法、アルミニウム合金シート及び熱交換器 | |
| JP2013215735A (ja) | アルミニウム合金製ブレージングシート | |
| JP2011148004A (ja) | アルミニウム合金接合用低温ろう材 | |
| JP2007327093A (ja) | ろう付け性に優れた熱交換器用高強度アルミニウム合金クラッド材 | |
| JP6282444B2 (ja) | アルミニウム合金ブレージングシート、ろう付け用アルミニウム合金組み付け体およびアルミニウム合金材のろう付け方法 | |
| JP2006144041A (ja) | アルミニウム合金クラッド材並びにそれを用いた熱交換器用チューブ及び熱交換器 | |
| JP3751429B2 (ja) | アルミニウム合金接合用ろう材及びそれを使用したクラッド材 | |
| JPS6342546B2 (ja) |