JP2013199520A - 塗装用熱可塑性樹脂組成物 - Google Patents
塗装用熱可塑性樹脂組成物 Download PDFInfo
- Publication number
- JP2013199520A JP2013199520A JP2012067125A JP2012067125A JP2013199520A JP 2013199520 A JP2013199520 A JP 2013199520A JP 2012067125 A JP2012067125 A JP 2012067125A JP 2012067125 A JP2012067125 A JP 2012067125A JP 2013199520 A JP2013199520 A JP 2013199520A
- Authority
- JP
- Japan
- Prior art keywords
- weight
- copolymer
- vinyl
- resin composition
- vinyl cyanide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Paints Or Removers (AREA)
Abstract
【課題】
良好な塗装外観、かつ流動性と耐衝撃性とを併せ持ち、さらには静電塗装が適用可能な電気特性を有する熱可塑性樹脂組成物を提供すること。
【解決手段】
ゴム質重合体(ア)の存在下に、少なくとも芳香族ビニル系単量体(イ)およびシアン化ビニル系単量体(ウ)をグラフト共重合してなるグラフト共重合体(I)25〜45重量部、芳香族ビニル系単量体(イ)70〜82重量%およびシアン化ビニル系単量体(ウ)18〜30重量%を共重合してなるビニル系共重合体(II)0〜73重量部、芳香族ビニル系単量体(イ)60〜70重量%およびシアン化ビニル系単量体(ウ)30%超〜40重量%を共重合してなる高シアン化ビニル系共重合体(III)2〜50重量部からなる樹脂組成物100重量部に対し、ナノオーダーの導電性無機フィラー(IV)を0.2〜10重量部配合してなる、塗装用熱可塑性樹脂組成物。
【選択図】なし
良好な塗装外観、かつ流動性と耐衝撃性とを併せ持ち、さらには静電塗装が適用可能な電気特性を有する熱可塑性樹脂組成物を提供すること。
【解決手段】
ゴム質重合体(ア)の存在下に、少なくとも芳香族ビニル系単量体(イ)およびシアン化ビニル系単量体(ウ)をグラフト共重合してなるグラフト共重合体(I)25〜45重量部、芳香族ビニル系単量体(イ)70〜82重量%およびシアン化ビニル系単量体(ウ)18〜30重量%を共重合してなるビニル系共重合体(II)0〜73重量部、芳香族ビニル系単量体(イ)60〜70重量%およびシアン化ビニル系単量体(ウ)30%超〜40重量%を共重合してなる高シアン化ビニル系共重合体(III)2〜50重量部からなる樹脂組成物100重量部に対し、ナノオーダーの導電性無機フィラー(IV)を0.2〜10重量部配合してなる、塗装用熱可塑性樹脂組成物。
【選択図】なし
Description
本発明は、良好な塗装外観、流動性と耐衝撃性とを併せ持ち、さらには静電塗装が適用可能な電気特性を有する熱可塑性樹脂組成物に関するものである。
ゴム強化スチレン系樹脂は、優れた加工性、耐衝撃性、機械的特性を有していることから、車両分野、家電分野、建材分野など広範な分野において、各種構成部材の成形材料として使用されている。たとえば、近年車両分野では、ゴム強化スチレン系樹脂の優れた二次加工性、特に塗装性に着目して、二輪外装部材、四輪内外装部材への使用展開が図られている。
そんな中でも市場の要求として常に、成形品の塗装不良の低減(耐塗装性)と塗装工程のコストダウンが強く求められている。
ゴム強化スチレン系樹脂は、一般的に塗装をしやすい素材ではあるが、樹脂組成物の特性や成形条件、塗装方法、塗装環境などの因子の影響を受け、著しい塗装不良を起こす場合がある。特に、成形品に直接塗料を吹付けて塗装をする場合の塗装外観不良は、塗料に含まれるシンナーなどの溶媒成分が成形品に作用して発生する吸込み現象(塗装表面に微細な凹凸が形成され、光の乱反射によって光沢むらとなって観察される現象)が、最終製品の商品価値を大きく損なうものとなっている。
過去の塗装不良を低減させるための技術として、特許文献1および2では、ゴム強化スチレン系樹脂のマトリクス成分としてアクリロニトリルのコンテントの高いAS樹脂を使用することで耐塗装性を高め、吸込み性の改善を図る技術が提案されている。しかしながら、いずれも静電塗装仕様の材料ではなかった。
一方、塗装品をコストダウンするため、上記の様な塗装不良品を低減させることに加え、塗膜に使用されず飛散する塗料を低減させるため、導電プライマを成形品表面に塗布し、塗装をかける静電塗装が行われている。この方法では、導電プライマを塗布する工程が増えるため、塗料の飛散を抑えたとしてもコストダウン幅を圧縮するものであった。そのため、樹脂成形品への静電塗装では、導電プライマ塗布工程を削減することが課題である。この課題を解決するための先行技術としては、以下の特許文献4〜7が開示されている。
特許文献4では、ABS樹脂に親水基を有したナイロンエラストマをアロイしてABS樹脂組成物が提案されており、導電プライマを用いることなく静電塗装ができるとある。しかしながら、この樹脂組成物では、ABS樹脂よりも耐熱性、弾性率が低下し、適用できる部品が制限されることがあった。また、ABS樹脂側が一般的なABSであるため、塗装外観不具合(吸い込み)の抑制ができず、塗装不良品率の削減にはならないという問題点があった。
特許文献5は、樹脂の抵抗値を低減させるため、ナノ分散の無機フィラーと親水性樹脂の双方を使用した帯電防止剤とその樹脂組成物の特許である。特許文献4は、樹脂の抵抗値を低減させるため、イオン性液体と親水性樹脂の双方を使用した帯電防止剤とその樹脂組成物の特許である。これらをABS樹脂に適用すれば、導電プライマを用いることなく静電塗装ができる。しかしながら、この樹脂組成物では、ABS樹脂よりも耐熱性、弾性率が低下し、適用できる部品が制限されることがあった。また、ABS樹脂側が一般的なABSであるため、塗装外観不具合(吸い込み)の抑制ができず、塗装不良品率の削減にはならないという問題点があった。
特許文献6および7は、導電性の微細な炭素繊維やカーボンナノチューブを樹脂にアロイして、樹脂の抵抗値を低下させる技術を開示する。これは少量添加で抵抗値を低下させられることから物性の低下が少ないことから、制限無く多くの部品に適用できるという点で有用な技術であるが、実際にゴム強化スチレン系樹脂に適用した場合に良好な塗装外観を保持できるかどうかは不明であった。
本発明は、良好な塗装外観、かつ流動性と耐衝撃性とを併せ持ち、さらには静電塗装が適用可能な電気特性を有する熱可塑性樹脂組成物を提供することを課題とする。
本発明者らは、上記課題を解決するために鋭意検討を重ねた結果、特定の高シアン化ビニル系共重合体を含有してなるゴム強化スチレン系樹脂とナノオーダーの導電性無機フィラーからなる熱可塑性樹脂組成物が、流動性と耐衝撃性とを併せ持ち、さらには静電塗装したとしても良好な塗膜外観の塗装成形品を得ることができることを見出し、本発明に到達した。
すなわち、本発明は以下の(1)〜(6)で構成される。
(1)ゴム質重合体(ア)の存在下に、少なくとも芳香族ビニル系単量体(イ)およびシアン化ビニル系単量体(ウ)をグラフト共重合してなるグラフト共重合体(I)25〜45重量部、芳香族ビニル系単量体(イ)70〜82重量%およびシアン化ビニル系単量体(ウ)18〜30重量%を共重合してなるビニル系共重合体(II)0〜73重量部、芳香族ビニル系単量体(イ)60〜70重量%およびシアン化ビニル系単量体(ウ)30%超〜40重量%を共重合してなる高シアン化ビニル系共重合体(III)2〜50重量部からなる樹脂組成物100重量部に対し、ナノオーダーの導電性無機フィラー(IV)を0.2〜10重量部配合してなる、静電塗装用熱可塑性樹脂組成物。
(2)グラフト共重合体(I)が、ゴム質重合体(ア)40〜65重量%の存在下に、芳香族ビニル系単量体(イ)25〜40重量%およびシアン化ビニル系単量体(ウ)10〜20重量%をグラフト共重合してなることを特徴とする、(1)に記載の塗装用熱可塑性樹脂組成物。
(3)高シアン化ビニル系共重合体(III)が下記(A)および(B)を満足することを特徴とする、(1)または(2)に記載の塗装用熱可塑性樹脂組成物。
(A)高シアン化ビニル系共重合体(III)の平均シアン化ビニル含有率が30重量%超〜40重量%。
(B)高シアン化ビニル系共重合体(III)のシアン化ビニルの組成分布において、平均シアン化ビニル含有率より2重量%以上高い組成を有する共重合体が高シアン化ビニル系共重合体(III)中に20〜50重量%存在する。
(4)ナノオーダーの導電性無機フィラー(IV)がカーボンナノチューブであることを特徴とする、(1)〜(3)のいずれかに記載の静電塗装用熱可塑性樹脂組成物。
(5)平均繊維径10〜50nm、平均アスペクト比50〜500の範囲にあるカーボンナノチューブであることを特徴とする、(4)に記載の塗装用熱可塑性樹脂組成物。
(6)(1)〜(5)のいずれかに記載の塗装用熱可塑性樹脂組成物を成形してなる、成形品。
(1)ゴム質重合体(ア)の存在下に、少なくとも芳香族ビニル系単量体(イ)およびシアン化ビニル系単量体(ウ)をグラフト共重合してなるグラフト共重合体(I)25〜45重量部、芳香族ビニル系単量体(イ)70〜82重量%およびシアン化ビニル系単量体(ウ)18〜30重量%を共重合してなるビニル系共重合体(II)0〜73重量部、芳香族ビニル系単量体(イ)60〜70重量%およびシアン化ビニル系単量体(ウ)30%超〜40重量%を共重合してなる高シアン化ビニル系共重合体(III)2〜50重量部からなる樹脂組成物100重量部に対し、ナノオーダーの導電性無機フィラー(IV)を0.2〜10重量部配合してなる、静電塗装用熱可塑性樹脂組成物。
(2)グラフト共重合体(I)が、ゴム質重合体(ア)40〜65重量%の存在下に、芳香族ビニル系単量体(イ)25〜40重量%およびシアン化ビニル系単量体(ウ)10〜20重量%をグラフト共重合してなることを特徴とする、(1)に記載の塗装用熱可塑性樹脂組成物。
(3)高シアン化ビニル系共重合体(III)が下記(A)および(B)を満足することを特徴とする、(1)または(2)に記載の塗装用熱可塑性樹脂組成物。
(A)高シアン化ビニル系共重合体(III)の平均シアン化ビニル含有率が30重量%超〜40重量%。
(B)高シアン化ビニル系共重合体(III)のシアン化ビニルの組成分布において、平均シアン化ビニル含有率より2重量%以上高い組成を有する共重合体が高シアン化ビニル系共重合体(III)中に20〜50重量%存在する。
(4)ナノオーダーの導電性無機フィラー(IV)がカーボンナノチューブであることを特徴とする、(1)〜(3)のいずれかに記載の静電塗装用熱可塑性樹脂組成物。
(5)平均繊維径10〜50nm、平均アスペクト比50〜500の範囲にあるカーボンナノチューブであることを特徴とする、(4)に記載の塗装用熱可塑性樹脂組成物。
(6)(1)〜(5)のいずれかに記載の塗装用熱可塑性樹脂組成物を成形してなる、成形品。
本発明によれば、樹脂本来の特性(流動性や耐衝撃性)を維持しながら、低抵抗値化できることによって、導電プライマを施さなくても直接樹脂成形品へ静電塗装ができ、さらには良好な塗膜外観を得ることができる。
以下、本発明の塗装用熱可塑性樹脂組成物について、具体的に説明する。
本発明の塗装用熱可塑性樹脂組成物に配合されるグラフト共重合体(I)は、ゴム質重合体(ア)存在下に、少なくとも芳香族ビニル系単量体(イ)およびシアン化ビニル系単量体(ウ)をグラフト共重合して得られるものである。
ゴム質重合体(ア)としては、ジエン系ゴム、アクリル系ゴム、エチレン系ゴム等が使用でき、具体例として、ポリブタジエン、ポリ(ブタジエン−スチレン)、ポリ(ブタジエン−アクリロニトリル)、ポリイソプレン、ポリ(ブタジエン−アクリル酸ブチル)、ポリ(ブタジエン−メタクリル酸メチル)、ポリ(アクリル酸ブチル−メタクリル酸メチル)、ポリ(ブタジエン−アクリル酸エチル)、エチレン−プロピレンラバー、エチレン−プロピレン−ジエンラバー、ポリ(エチレン−イソプレン)、ポリ(エチレン−アクリル酸メチル)等が挙げられるが、好ましくはジエン系ゴム質重合体であり、より好ましくはポリブタジエンである。
ゴム質重合体(ア)の重量平均粒子径は特に制限はないが、100〜1500nmであることが好ましく、200〜1200nmであることがより好ましい。また、耐衝撃性と流動性との両立の観点から、重量平均粒子径が200〜400nmと450〜1200nmの2種類のゴム質重合体(ア)を併用することもできる。
さらに、ゴム質重合体(ア)として、重量平均粒子径が200〜400nmと450〜1200nmの2種類を併用する場合、流動性の観点から、200〜400nmのものと450〜1200nmのものとの重量比率は、9:1〜5:5の範囲であることが好ましく、8:2〜6:4の範囲であることがより好ましい。
ゴム質重合体(ア)の重量平均粒子径は、「Rubbaer Age Vol.88 p.484〜490(1960)by E.Schmidt,P.H.Biddison」に記載のアルギン酸ナトリウム法(アルギン酸ナトリウムの濃度量割合とアルギン酸ナトリウム濃度の累積重量分率より累積重量分率50%の粒子径を求める。)により測定することができる。
なお、ゴム質重合体(ア)としては、ガラス転移温度が0℃以下のものが好適であり、その下限値は実用上−80℃程度である。
グラフト共重合体(I)におけるゴム質重合体(ア)の重量分率は、40〜65重量%に調整することが好ましく、より好ましくは40〜60重量%であり、さらに好ましくは40〜50重量%である。重量分率が40重量%未満では材料の耐衝撃性が低下することがあり、一方、65重量%を超えると流動性が低下するといった成形加工性が損なわれ、また成形品の表面外観が低下することがある。
芳香族ビニル系単量体(イ)としては、例えば、スチレン、α−メチルスチレン、ビニルトルエン、o−エチルスチレン、p−メチルスチレン、クロロスチレンおよびブロモスチレンなどが挙げられるが、特にスチレンが好ましく採用される。なお、グラフト共重合体(I)での芳香族ビニル系単量体(イ)と、後述のビニル系共重合体(II)での芳香族ビニル系単量体(イ)および高シアン化ビニル系共重合体(III)での芳香族ビニル系単量体(イ)は同一の物質であっても、それぞれ異なった物質であってもよいが、同一の物質であることが好ましい。
ビニル系単量体混合物に含まれるシアン化ビニル系単量体(ウ)としては、例えば、アクリロニトリル、メタクリロニトリルおよびエタクリロニトリルなどが挙げられるが、特にアクリロニトリルが好ましく採用される。なお、グラフト共重合体(I)でのシアン化ビニル系単量体(ウ)、ビニル系共重合体(II)でのシアン化ビニル系単量体(ウ)、高シアン化ビニル系共重合体(III)でのシアン化ビニル系単量体(ウ)は同一の物質であっても、それぞれ異なった物質であってもよいが、同一の物質であることが好ましい。
その他、本発明の効果を失わない程度に他の共重合可能な単量体を用いても良い。例えば、N−フェニルマレイミド、N−メチルマレイミド、N−シクロヘキシルマレイミドおよびメタクリル酸メチルなどが挙げられ、それぞれの目的に応じて選択することができる。これらは単独でも複数でも用いることが可能である。耐熱性や難燃性を向上させる意図があれば、N−フェニルマレイミドが好ましい。また、硬度向上や透明感を重視させるのであれば、メタクリル酸メチルが好ましく用いられる。
芳香族ビニル系単量体(イ)およびシアン化ビニル系単量体(ウ)の組成比は、成形加工性の観点から、芳香族ビニル系単量体(イ)25〜40重量%、シアン化ビニル系単量体(ウ)10〜20重量%の範囲とすることが好ましく、より好ましくは、芳香族ビニル系単量体(イ)30〜40重量%、シアン化ビニル系単量体(ウ)10〜20重量%の範囲である。
グラフト共重合体(I)のグラフト率は、衝突延性形態と成形加工性のバランスから、5〜60%であることが好ましく、さらに好ましくは10〜50%であり、特に好ましくは20〜30%である。グラフト率(%)は、次式で示される。
・グラフト率(%)=[ジエン系ゴム質重合体にグラフト重合したビニル系重合体量]/[グラフト共重合体のゴム含有量]×100。
・グラフト率(%)=[ジエン系ゴム質重合体にグラフト重合したビニル系重合体量]/[グラフト共重合体のゴム含有量]×100。
本発明の塗装用熱可塑性樹脂組成物中のグラフト共重合体(I)の重量は25〜45重量部であり、好ましくは30〜45重量部、より好ましくは30〜40重量部である。グラフト共重合体(I)が25重量部より少ないと樹脂組成物の耐衝撃性が低下し、45重量部を超えて使用する場合には樹脂組成物の成形加工性や射出成形品での耐塗装性が損なわれるので好ましくない。
本発明の塗装用熱可塑性樹脂組成物は、成形加工性と耐衝撃性のバランスからビニル系共重合体(II)を0〜73重量部以下の範囲で使用され、好ましくは20〜65量部、より好ましくは35〜65重量部の範囲で使用される。ビニル系共重合体(II)を73重量部を超えて使用すると、樹脂組成物の耐衝撃性が低下することがあるため、好ましくない。
ビニル系共重合体(II)の構成成分である芳香族ビニル系単量体(イ)は、前述のグラフト共重合体(I)での芳香族ビニル系単量体(イ)と同様に、スチレン、α−メチルスチレン、ビニルトルエン、o−エチルスチレン、p−メチルスチレン、クロロスチレン、ブロモスチレンなどが挙げられる。これらは必ずしも1種類で使用する必要はなく、複数種併用して使用することもできる。これらの中で特にスチレンが好ましく採用される。
ビニル系共重合体(II)の構成成分であるシアン化ビニル系単量体(ウ)としては、前述のグラフト共重合体(I)でのシアン化ビニル系単量体(ウ)と同様に、アクリロニトリル、メタクリロニトリルおよびエタクリロニトリルなどが挙げられる。これらは必ずしも1種類で使用する必要はなく、複数種併用して使用することもできる。これらの中で特にアクリロニトリルが好ましく採用される。
その他、ビニル系共重合体(II)には、上記芳香族ビニル系単量体(イ)およびシアン化ビニル系単量体(ウ)以外にも、共重合可能な他の単量体を共重合してもよい。共重合可能な他の単量体としては、例えば、N−フェニルマレイミド、N−メチルマレイミドおよびメタクリル酸メチルなどが挙げられ、これらは必ずしも単独で使用する必要はなく、複数でも用いることも可能である。
ビニル系共重合体(II)を構成する単量体組成比率は、芳香族ビニル系単量体(イ)70重量%〜82重量%、シアン化ビニル系単量体(ウ)18重量%〜30重量%の範囲であり、好ましくは19重量%〜30重量%、更に好ましくは20重量%〜以上30重量%である。ビニル系共重合体(II)のシアン化ビニル系単量体が18重量%未満である場合には耐塗装性が低下することがあり好ましくない。
ビニル系共重合体(II)の、30℃、0.2,0.4g/dLのメチルエチルケトン溶液のウベローデ粘度測定から導出される固有粘度は0.3〜0.8dl/gであることが好ましく、0.3〜0.6dl/gであることがより好ましい。ビニル系共重合体(II)の固有粘度が0.3dl/g未満である場合には、樹脂組成物の耐衝撃性が低下することがあり、一方、0.8dl/gを超える場合には、樹脂組成物の流動性が低下し、大型成形品の成形が容易でなくなることがある。
本発明の塗装用熱可塑性樹脂組成物は、成形性と衝撃性のバランスから高シアン化ビニル系共重合体(III)は2〜50重量部以下の範囲で使用することができ、好ましくは3〜35重量部、より好ましくは3〜25重量部の範囲で使用される。高シアン化ビニル系共重合体(III)を50重量部を超えて使用すると、樹脂組成物の耐衝撃性が低下することがある。
本発明の塗装用熱可塑性樹脂組成物に配合される高シアン化ビニル系共重合体(III)は、芳香族ビニル系単量体(イ)60重量%〜70重量%未満、シアン化ビニル系単量体(ウ)30重量%超〜40重量%を共重合して得られるものである。
高シアン化ビニル系共重合体(III)の構成成分である芳香族ビニル系単量体(イ)は、前述のグラフト共重合体(I)およびビニル系共重合体(II)での芳香族ビニル系単量体(イ)と同様に、スチレン、α−メチルスチレン、ビニルトルエン、o−エチルスチレン、p−メチルスチレン、クロロスチレン、ブロモスチレンなどが挙げられる。これらは必ずしも1種類で使用する必要はなく、複数種併用して使用することもできる。これらの中で特にスチレンが好ましく採用される。
高シアン化ビニル系共重合体(III)の構成成分であるシアン化ビニル系単量体(ウ)としては、前述のグラフト共重合体(I)およびビニル系共重合体(II)でのシアン化ビニル系単量体(ウ)と同様に、アクリロニトリル、メタクリロニトリルおよびエタクリロニトリルなどが挙げられる。これらは必ずしも1種類で使用する必要はなく、複数種併用して使用することもできる。これらの中で特にアクリロニトリルが好ましく採用される。
高シアン化ビニル系共重合体(III)中のシアン化ビニル系単量体が30重量%以下では、樹脂組成物全体の耐薬品性が低下し、塗装不良(吸込み)が発生しやすくなる傾向になり好ましくなく、一方、40重量%を超える場合には、高シアン化ビニル系共重合体(III)の重合度を高めることが困難であり、また、樹脂組成物全体の耐衝撃性が低下する場合があるため好ましくない。
高シアン化ビニル系共重合体(III)の、30℃、0.2,0.4g/dlのメチルエチルケトン溶液のウベローデ粘度測定から導出される固有粘度は0.3〜0.7dl/gであることが好ましく、0.3〜0.6dl/gであることがより好ましい。高シアン化ビニル系共重合体(III)の還元粘度が0.3dl/g未満である場合には樹脂組成物の耐衝撃性が低下することがあり、一方、0.7dl/gを超える場合には樹脂組成物の流動性が低下し、大型成形品の成形が容易でなくなることがある。
本発明の塗装用熱可塑性樹脂組成物中の高シアン化ビニル系共重合体(III)の重量は2〜50重量部の範囲であり、好ましくは3〜40重量部、より好ましくは5〜30重量部である。高シアン化ビニル系共重合体(III)が2重量部より少ない場合には耐塗装性が低下し、一方、50重量部を越えて使用すると、樹脂組成物全体の耐衝撃性が低下することがあり好ましくない。
本発明の塗装用熱可塑性樹脂組成物に配合される高シアン化ビニル系共重合体(III)は、以下の(A)および(B)の特徴を満足することが好ましい。
(A)高シアン化ビニル系共重合体(III)の平均シアン化ビニル含有率が30重量%超〜40重量%。
(B)高シアン化ビニル系共重合体(III)のシアン化ビニルの組成分布において、平均シアン化ビニル含有率より2重量%以上高い組成を有する共重合体が高シアン化ビニル系共重合体(III)中に20〜50重量%存在する。
(A)高シアン化ビニル系共重合体(III)の平均シアン化ビニル含有率が30重量%超〜40重量%。
(B)高シアン化ビニル系共重合体(III)のシアン化ビニルの組成分布において、平均シアン化ビニル含有率より2重量%以上高い組成を有する共重合体が高シアン化ビニル系共重合体(III)中に20〜50重量%存在する。
高シアン化ビニル系共重合体(III)の平均シアン化ビニル含有率が30重量%以下では、射出成形品の耐塗装性(吸込みおよびブリスター現象の改善)が十分でない場合があり、一方、40重量%を越えると溶融時の色調安定性が低下することがある。なお、耐塗装性と溶融時の色調安定性のバランスの点から、高シアン化ビニル系共重合体(III)の平均シアン化ビニル含有率が31〜37重量%であることがより好ましい。
同様に、高シアン化ビニル系共重合体(III)のシアン化ビニル単量体の組成分布において、平均シアン化ビニル含有率より2重量%以上高い組成を有する共重合体が高シアン化ビニル系共重合体(III)中に含まれる比率が20重量%未満では、得られる耐塗装性熱可塑性樹脂組成物の耐塗装性が十分でない場合があり、一方、50重量%を越えると溶融時の色調安定性が低下することがある。なお、耐塗装性と溶融時の色調安定性のバランスの点から、高シアン化ビニル系共重合体(III)のシアン化ビニル単量体の組成分布において、平均シアン化ビニル含有率より2重量%以上高い組成を有する共重合体が高シアン化ビニル系共重合体(III)中に25〜45重量%存在することがより好ましく、25〜40重量%存在することがさらに好ましい。
高シアン化ビニル系共重合体(III)のシアン化ビニルの組成分布は、高シアン化ビニル系共重合体(III)のメチルエチルケトン溶液にシクロヘキサンを添加していき、分別沈殿したシアン化ビニル系共重合体を乾燥し、重量を測定した後、赤外分光光度計によりシアン化ビニル含有率を求めることにより得られる。また、平均シアン化ビニル含有率は、分別しないで全体を赤外分光光度計によりシアン化ビニル含有率を求めることにより得られる。
本発明において、グラフト共重合体(I)、ビニル系共重合体(II)および高シアン化ビニル系共重合体(III)の製造方法に関しては特に制限はなく、塊状重合、懸濁重合、塊状懸濁重合、溶液重合、乳化重合、沈殿重合およびこれらの組み合わせ等が用いられる。単量体の仕込み方法に関しても特に制限はなく、初期に一括添加してもよく、共重合体の組成分布を付けるため、あるいは防止するために添加方法は数回に分けて重合してもよい。
本発明において、グラフト共重合体(I)、ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)の重合に使用される開始剤としては、過酸化物またはアゾ系化合物などが好適に用いられる。
過酸化物の具体例としては、例えば、ベンゾイルパーオキサイド、クメンハイドロパーオキサイド、ジクミルパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、t−ブチルハイドロパーオキサイド、t−ブチルクミルパーオキサイド、t−ブチルパーオキシアセテート、t−ブチルパーオキシベンゾエート、t−ブチルパーオキシイソプロピルカルボネート、ジ−t−ブチルパーオキサイド、t−ブチルパーオクテート、1,1−ビス(t−ブチルパーオキシ)3、3、5−トリメチルシクロヘキサン、1,1−ビス(t−ブチルパーオキシ)シクロヘキサン、およびt−ブチルパーオキシ−2−エチルヘキサノエートなどが挙げられる。なかでもクメンハイドロパーオキサイドおよび1,1−ビス(t−ブチルパーオキシ)3、3、5−トリメチルシクロヘキサンが、特に好ましく用いられる。
また、アゾ系化合物の具体例としては、例えば、アゾビスイソブチロニトリル、アゾビス(2,4ジメチルバレロニトリル)、2−フェニルアゾ−2,4−ジメチル−4−メトキシバレロニトリル、2−シアノ−2−プロピルアゾホルムアミド、1,1′−アゾビスシクロヘキサン−1−カーボニトリル、アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)、ジメチル2,2′−アゾビスイソブチレート、1−t−ブチルアゾ−1−シアノシクロヘキサン、2−t−ブチルアゾ−2−シアノブタン、および2−t−ブチルアゾ−2−シアノ−4−メトキシ−4−メチルペンタンなどが挙げられる。なかでもアゾビスイソブチロニトリルが特に好ましく用いられる。
これらの開始剤を使用する場合、1種または2種以上を併用して使用される。
重合を行うに際しては、グラフト共重合体(I)、ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)の重合度調節を目的として、メルカプタンやテルペンなどの連鎖移動剤を使用することも可能である。連鎖移動剤の具体例としては、n−オクチルメルカプタン、t−ドデシルメルカプタン、n−ドデシルメルカプタン、n−テトラデシルメルカプタン、n−オクタデシルメルカプタンおよびテルピノレンなどが挙げられる。なかでも、n−オクチルメルカプタン、t−ドデシルメルカプタンおよびn−ドデシルメルカプタンが好ましく用いられる。これらの連鎖移動剤を使用する場合は、1種または2種以上を併用して使用される。
また、本発明の樹脂組成物に使用する高シアン化ビニル系共重合体(III)について、前述の(A)および(B)の特徴を満足させる場合の製造方法としては、例えば、特許第3141707号公報に開示される水系懸濁重合法が挙げられる。
本発明の塗装用熱可塑性樹脂組成物は、グラフト共重合体(I)、ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)の合計100重量部に対し、ナノオーダーの導電性無機フィラー(IV)を0.2〜10重量部使用し、好ましくは0.5〜5重量部、より好ましくは0.5〜3重量部配合する。ナノオーダーの導電性無機フィラー(IV)の使用量が0.2重量部を下回ると、抵抗値の低下が十分でなく、成形品に直接静電塗装をしたとしても塗料の塗着効率が低くなることがある。いっぽう10重量部を超えて使用すると、本発明の樹脂組成物を成形した際、表面外観を悪化させ、それが塗膜外観に反映されることがある。
ナノオーダーの導電性無機フィラー(IV)とは、粒子径または繊維径がナノサイズの大きさである導電性無機フィラーのことであり、具体例としては、導電性カーボンブラック、ケッチェンブラック、導電性の繊維状無機フィラーである炭素繊維やカーボンナノチューブなどが挙げられ、これらは必ずしも1種で使用する必要は無く、複数種併用して使用することもできるが、中でもケッチェンブラック、炭素繊維、カーボンナノチューブが樹脂組成物の導電性の発現(=抵抗値を下げる)ためには好ましく、また、本発明の熱可塑性樹脂組成物の物性を高く保つことができるという観点からは、カーボンナノチューブが特に好ましい。
ナノオーダーの導電性無機フィラー(IV)としてカーボンナノチューブを使用する場合のカーボンナノチューブの平均繊維径は10〜50nmが好ましく、より好ましくは10〜30nm、さらに好ましくは10〜20nmである。繊維径が10nmを下回ると樹脂組成物中に均一に分散させることが難しくなり、一方、50nmを超えると少量で導電性の発現(=抵抗値を下げる)が困難となり、樹脂組成物の特性が低下することがある。なお、カーボンナノチューブの平均繊維径は、特開2006−111870号公報の実施例に記載の測定方法によって測定される値である。
カーボンナノチューブの平均アスペクト比は50〜500の範囲が好ましく、さらに好ましくは100〜400、特に好ましくは100〜300である。アスペクト比が50を下回ると、カーボンナノチューブの添加量を少量で抵抗値を下げることが困難となり、一方、500を超えると本発明の樹脂組成物を成形した際、表面外観を悪化させ、それが塗膜外観に反映されることがある。なお、カーボンナノチューブのアスペクト比は、特開2006−111870号公報の実施例に記載の測定方法によって測定される平均繊維長/平均繊維径の比である。
また、ナノオーダーの導電性無機フィラー(IV)はその表面を公知のカップリング剤(例えば、シラン系カップリング剤、チタネート系カップリング剤など)、その他の表面処理剤で処理して用いることもできる。また、エチレン/酢酸ビニル共重合体などの熱可塑性樹脂、エポキシ樹脂などの熱硬化性樹脂で被覆あるいは集束されていてもよい。無機充填材は、エチレン/酢酸ビニル共重合体などの熱可塑性樹脂や、エポキシ樹脂などの熱硬化性樹脂で被覆または集束処理されていてもよく、アミノシランやエポキシシランなどのカップリング剤などで処理されていてもよい。
その他、本発明の塗装用熱可塑性樹脂組成物には、本発明の特性を損なわない範囲で、異なる樹脂をブレンドして使用することができる。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリプロピレンテレフタレート、ポリシクロヘキシレンジメチレンエチレンテレフタレート、ポリアリレート、液晶ポリマー、ポリ乳酸、ポリカプロラクトンに代表されるポリエステル樹脂、ナイロン6、ナイロン6,6、ナイロン6,10、ナイロン4,6、ナイロン6T、ナイロン9T、ナイロン11などのポリアミド樹脂、その他PPS樹脂、ポリアセタール樹脂、結晶性スチレン樹脂、PPE樹脂など目的に応じて使用することができる。
また、本発明の樹脂組成物の導電性を高めるため、特性を損なわない範囲で公知の本親水性樹脂、ポリエーテルエステルアミドを使用することができる。ポリエーテルエステルアミドは、ポリ(アルキレンオキシド)グリコールやアルキレンオキシドが付加されたジオール化合物および炭素原子数6以上のラクタム等により構成され、これらがブロック結合またはグラフト結合等した共重合体である。
さらに、本発明の特性を損なわない範囲で、公知の耐衝撃改良材を使用することができる。使用することができる耐衝撃改良材としては、天然ゴム、低密度ポリエチレンや高密度ポリエチレンなどのポリエチレン、ポリプロピレン、エチレン/プロピレン共重合体、エチレン/メチルアクリレート共重合体、エチレン/エチルアクリレート共重合体、エチレン/酢酸ビニル共重合体、エチレン/グリシジルメタクリレート共重合体、エチレン/ブチルアクリレート共重合体、エチレン/エチルアクリレート/一酸化炭素共重合体、エチレン/グリシジルメタクリレート共重合体、エチレン/メチルアクリレート/グリシジルメタクリレート共重合体、エチレン/ブチルアクリレート/グリシジルメタクリレート共重合体、エチレン/オクテン−1共重合体、エチレン/ブテン−1共重合体などのエチレン系エラストマ、ポリエチレンテレフタレート/ポリ(テトラメチレンオキシド)グリコールブロック共重合体、ポリエチレンテレフタレート/イソフタレート/ポリ(テトラメチレンオキシド)グリコールブロック共重合体などのポリエステルエラストマ、MBSまたはアクリル系のコアシェルエラストマ、スチレン系エラストマが例示される。これらは、必ずしも1種類で使用する必要はなく、2種類以上混合して使用することもできる。
さらに、本発明の特性を損なわない範囲で、上記のナノオーダーの導電性無機フィラー(IV)以外の無機充填剤を添加することも可能である。使用できる無機充填剤の形状としては、繊維状、板状、粉末状、粒状などのいずれの形状であってもよい。具体的には、ガラス繊維、PAN系やピッチ系の炭素繊維、ステンレス繊維、アルミニウム繊維や黄銅繊維などの金属繊維、芳香族ポリアミド繊維などの有機繊維、石膏繊維、セラミック繊維、アスベスト繊維、ジルコニア繊維、アルミナ繊維、シリカ繊維、酸化チタン繊維、炭化ケイ素繊維、ガラス繊維、ロックウール、チタン酸カリウムウィスカー、チタン酸バリウムウィスカー、ホウ酸アルミニウムウィスカー、窒化ケイ素ウィスカーなどの繊維状、ウィスカー状充填剤、マイカ、タルク、カオリン、シリカ、炭酸カルシウム、ガラスフレーク、ガラスビーズ、ガラスマイクロバルーン、クレー、二硫化モリブデン、ワラステナイト、モンモリロナイト、酸化チタン、酸化亜鉛、硫酸バリウム、ポリリン酸カルシウム、グラファイトなどの粉状、粒状あるいは板状の充填剤が挙げられる。特にガラス繊維の種類は、一般に樹脂の強化用に用いるものなら特に限定はなく、例えば長繊維タイプや短繊維タイプのチョップドストランド、ミルドファイバーなどから選択して用いることができる。なお、上記無機充填剤はその表面を公知のカップリング剤(例えば、シラン系カップリング剤、チタネート系カップリング剤など)、その他の表面処理剤で処理して用いることもできる。また、ガラス繊維はエチレン/酢酸ビニル共重合体などの熱可塑性樹脂、エポキシ樹脂などの熱硬化性樹脂で被覆あるいは集束されていてもよい。無機充填材は、エチレン/酢酸ビニル共重合体などの熱可塑性樹脂や、エポキシ樹脂などの熱硬化性樹脂で被覆または集束処理されていてもよく、アミノシランやエポキシシランなどのカップリング剤などで処理されていてもよい。
さらに、本発明の特性を損なわない範囲で、以下に示す有機イオン導電剤を添加することができる。有機イオン導電剤とは、有機物でありながらイオン的な特性を有する有機化合物塩であり、融点が低くて常温で液体であるイオン性液体又はイオン液体とも呼ばれている有機化合物塩を含む。具体的に使用できる有機イオン導電剤としては、例えば、1,3−ジメチルイミダゾリウム・メチルスルファート、1−エチル−3−メチルイミダゾリウム・ビス(ペンタフルオロエチルスルホニル)イミド、1−エチル−3−メチルイミダゾリウム・ビス(トリフルオロエチルスルホニル)イミド、1−エチル−3−メチルイミダゾリウム・ブロミド、1−エチル−3−メチルイミダゾリウム・クロリド、1−エチル−3−メチルイミダゾリウム・ニトラート、1−エチル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−エチル−3−メチルイミダゾリウム・テトラフルオロボラート、1−エチル−3−メチルイミダゾリウム・トシラート、1−エチル−3−メチルイミダゾリウム・トリフルオロメタンスルホナート、1−n−ブチル−3−メチルイミダゾリウム・トリフルオロメタンスルホナート、1−ブチル−3−メチルイミダゾリウム・ビス(トリフルオロメチルスルホニル)イミド、1−ブチル−3−メチルイミダゾリウム・ブロミド、1−ブチル−3−メチルイミダゾリウム・クロリド、1−ブチル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−ブチル−3−メチルイミダゾリウム・2−(2−メトキシエトキシ)エチルスルファート、1−ブチル−3−メチルイミダゾリウム・メチルスルファート、1−ブチル−3−メチルイミダゾリウム・テトラフルオロボラート、1−ヘキシル−3−メチルイミダゾリウム・クロリド、1−ヘキシル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−ヘキシル−3−メチルイミダゾリウム・テトラフルオロボラート、1−メチル−3−オクチルイミダゾリウム・クロリド、1−メチル−3−オクチルイミダゾリウム・テトラフルオロボラート、1,2−ジメチル−3−プロピルオクチルイミダゾリウム・トリス(トリフルオロメチルスルホニル)メチド、1−ブチル−2,3−ジメチルイミダゾリウム・クロリド、1−ブチル−2,3−ジメチルイミダゾリウム・ヘキサフルオロホスファート、1−ブチル−2,3−ジメチルイミダゾリウム・テトラフルオロボラート、1−メチル−3−(3,3,4,4,5,5,6,6,7,7,8,8,8−トリデカフルオロオクチル)イミダゾリウム・ヘキサフルオロホスファート、及び1−ブチル−3−(3,3,4,4,5,5,6,6,7,7,8,8,8−トリデカフルオロオクチル)イミダゾリウム・ヘキサフルオロホスファート等が挙げられる。
ピリジニウム塩である有機イオン導電剤としては、例えば、3−メチル−1−プロピルピリジニウム・ビス(トリフルオロメチルスルホニル)イミド、1−ブチル−3−メチルピリジニウム・ビス(トリフルオロメチルスルホニル)イミド、1−プロピル−3−メチルピリジニウム・トリフルオロメタンスルホナート、1−ブチル−3−メチルピリジニウム・トリフルオロメタンスルホナート、1−ブチル−4−メチルピリジニウム・ブロミド、1−ブチル−4−メチルピリジニウム・クロリド、1−ブチル−4−メチルピリジニウム・ヘキサフルオロホスファート、及び1−ブチル−4−メチルピリジニウム・テトラフルオロボラート等が挙げられる。
アンモニウム塩である有機イオン導電剤としては、例えば、テトラブチルアンモニウム・ヘプタデカフルオロオクタンスルホナート、テトラブチルアンモニウム・ノナフルオロブタンスルホナート、テトラペンチルアンモニウム・メタンスルホナート、テトラペンチルアンモニウム・チオシアナート、及びメチル−トリ−n−ブチルアンモニウム・メチルスルファート等が挙げられる。
ホスホニウム塩である有機イオン導電剤としては、例えば、テトラブチルホスホニウム・メタンスルホナート、テトラブチルホスホニウム・p−トルエンスルホナート、トリヘキシルテトラデシルホスホニウム・ビス(トリフルオロエチルスルホニル)イミド、トリヘキシルテトラデシルホスホニウム・ビス(2,4,4−トリメチルペンチル)ホスフィナート、トリヘキシルテトラデシルホスホニウム・ブロミド、トリヘキシルテトラデシルホスホニウム・クロリド、トリヘキシルテトラデシルホスホニウム・デカノアート、トリヘキシルテトラデシルホスホニウム・ヘキサフルオロホスフィナート、トリエチルテトラデシルホスホニウム・テトラフルオロボラート、及びトリブチルメチルホスホニウム・トシラートが挙げられる。
本発明の塗装用熱可塑性樹脂組成物は、必要に応じて、ヒンダードフェノール系酸化防止剤、含硫黄化合物系酸化防止剤、含リン有機化合物系酸化防止剤、フェノール系、アクリレート系などの熱酸化防止剤、ベンゾトリアゾール系、ベンゾフェノン系、サクシレート系などの紫外線吸収剤、デカブロモビフェニルエーテル、テトラブロモビスフェノールA、塩素化ポリエチレン、臭素化エポキシオリゴマー、臭素化ポリカーボネート、三酸化アンチモン、縮合リン酸エステルなどの難燃剤・難燃助剤、銀系抗菌剤に代表される抗菌剤、抗カビ剤、カーボンブラック、酸化チタン、離型剤、潤滑剤、顔料および染料などを添加することもできる。
本発明の塗装用熱可塑性樹脂組成物は、構成する共重合体成分(I)〜(III)やその他の樹脂成分を溶融混合した後に、ナノオーダーの導電性フィラー(IV)やその他の成分を添加することにより得ることができる。共重合体成分(I)〜(III)およびナノオーダーの導電性無機フィラー(IV)の溶融混合方法に関しては特に制限は無いが、加熱装置、ベントを有するシリンダーで単軸または二軸のスクリューを使用して溶融混合する方法などが採用可能である。溶融混合の際の加熱温度は、通常210〜320℃の範囲から選択されるが、本発明の目的を損なわない範囲で、溶融混合時の温度勾配等を自由に設定することも可能である。また、二軸のスクリューを用いる場合は、同一回転方向でも異回転方向でも良い。
また、溶融混合した共重合体成分へナノオーダーの導電性無機フィラー(IV)を添加する方法として、特開2006−111870号公報に記載の方法に従えば樹脂組成物中のナノオーダーの導電性無機フィラー(IV)の凝集を好ましく抑制することができる。
本発明の塗装用熱可塑性樹脂組成物の成形方法については特に限定されないが、射出成形により好適に成形される。射出成形は、好ましくは220〜300℃の通常成形する温度範囲で実施することができる。また、射出成形時の金型温度は、好ましくは30〜80℃の通常成形に使用される温度範囲である。
本発明をさらに具体的に説明するため、以下に実施例を挙げるが、これらの実施例は本発明を何ら制限するものではない。
熱可塑性樹脂組成物の樹脂特性の分析方法を下記する。
(1)グラフト率
グラフト共重合体の所定量(m;約1g)にアセトン200mlを加え、70℃の温度の湯浴中で3時間還流し、この溶液を8800r.p.m.(10000G)で40分間遠心分離した後、不溶分を濾過し、この不溶分を60℃の温度で5時間減圧乾燥し、その重量(n)を測定した。グラフト率は、下記式より算出した。ここでLは、グラフト共重合体のゴム含有率である。
・グラフト率(%)={[(n)−(m)×L]/[(m)×L]}×100。
グラフト共重合体の所定量(m;約1g)にアセトン200mlを加え、70℃の温度の湯浴中で3時間還流し、この溶液を8800r.p.m.(10000G)で40分間遠心分離した後、不溶分を濾過し、この不溶分を60℃の温度で5時間減圧乾燥し、その重量(n)を測定した。グラフト率は、下記式より算出した。ここでLは、グラフト共重合体のゴム含有率である。
・グラフト率(%)={[(n)−(m)×L]/[(m)×L]}×100。
(2)固有粘度
ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)の固有粘度について、ウベローデ粘度計を使用し、測定温度30℃、試料濃度0.2g,0.4g/dlのメチルエチルケトン溶液より測定し、固有粘度を導出した。
ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)の固有粘度について、ウベローデ粘度計を使用し、測定温度30℃、試料濃度0.2g,0.4g/dlのメチルエチルケトン溶液より測定し、固有粘度を導出した。
(3)平均シアン化ビニル含有率
ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)について、加熱プレスにより40μm程度のフィルム状にし、赤外分光光度計により求めた。
ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)について、加熱プレスにより40μm程度のフィルム状にし、赤外分光光度計により求めた。
(4)シアン化ビニル組成分布
ビニル系共重合体(IV)、高シアン化ビニル系共重合体(III)の各試料2gを80mlのメチルエチルケトンに溶解し、そこへシクロヘキサンを添加していき、沈殿したシアン化ビニル系共重合体を真空乾燥して重量を測定し、そのシアン化ビニル系共重合体のシアン化ビニル含有率を赤外分光分析の吸光度比より求めた。そして、累積重量%とシアン化ビニル含有率をプロットし、平均シアン化ビニル含有率より2重量%以上の割合(%)を求めた。
ビニル系共重合体(IV)、高シアン化ビニル系共重合体(III)の各試料2gを80mlのメチルエチルケトンに溶解し、そこへシクロヘキサンを添加していき、沈殿したシアン化ビニル系共重合体を真空乾燥して重量を測定し、そのシアン化ビニル系共重合体のシアン化ビニル含有率を赤外分光分析の吸光度比より求めた。そして、累積重量%とシアン化ビニル含有率をプロットし、平均シアン化ビニル含有率より2重量%以上の割合(%)を求めた。
(5)耐熱性
熱変形温度:ISO75−2(1.8MPa条件で測定)に準拠して測定した。
熱変形温度:ISO75−2(1.8MPa条件で測定)に準拠して測定した。
(6)耐衝撃性
シャルピー衝撃強度:ISO179(ノッチ有)に準拠して測定した。
シャルピー衝撃強度:ISO179(ノッチ有)に準拠して測定した。
(7)流動性
メルトフローレート:ISO1133(温度220℃、98N荷重条件で測定)に準じて測定した。
メルトフローレート:ISO1133(温度220℃、98N荷重条件で測定)に準じて測定した。
(8)表面抵抗値
80℃熱風乾燥機中で3時間乾燥した熱可塑性樹脂組成物のペレットを、シリンダー温度250℃、金型温度60℃に設定した東芝(株)製IS50A成形機で成形した角板(40mm(W)×50mm(L)×3mm(t))にて、ASTM D257に準拠し、測定した。なお、測定値は印加電圧500V、1分後の値を読みとった。
80℃熱風乾燥機中で3時間乾燥した熱可塑性樹脂組成物のペレットを、シリンダー温度250℃、金型温度60℃に設定した東芝(株)製IS50A成形機で成形した角板(40mm(W)×50mm(L)×3mm(t))にて、ASTM D257に準拠し、測定した。なお、測定値は印加電圧500V、1分後の値を読みとった。
(9)体積抵抗値
80℃熱風乾燥機中で3時間乾燥した熱可塑性樹脂組成物のペレットを、シリンダー温度230℃、金型温度60℃でISO試験片を成形し、その中央部を80mmに切削し、80×10×4mmtの試験片を得た。試験片両端にドータイト(Agペースト)を塗布、乾燥後、両端に電極をあて、抵抗値を測定した。測定装置は、株式会社エーディーシー製デジタルマルチメーター(型式6871E)を使用した。
80℃熱風乾燥機中で3時間乾燥した熱可塑性樹脂組成物のペレットを、シリンダー温度230℃、金型温度60℃でISO試験片を成形し、その中央部を80mmに切削し、80×10×4mmtの試験片を得た。試験片両端にドータイト(Agペースト)を塗布、乾燥後、両端に電極をあて、抵抗値を測定した。測定装置は、株式会社エーディーシー製デジタルマルチメーター(型式6871E)を使用した。
(10)成形品の表面外観
射出成形機を使用して、シリンダー温度を250℃、金型温度を60℃にそれぞれ設定し、70×240×2mmt角板の表面を目視で以下の基準により確認した。なお、○、△を合格レベルとし、×を不合格レベルとした。
○:表面が平滑である。
△:少し表面に凸凹がある。
×:全体的にざらつきがある。問題あり。
射出成形機を使用して、シリンダー温度を250℃、金型温度を60℃にそれぞれ設定し、70×240×2mmt角板の表面を目視で以下の基準により確認した。なお、○、△を合格レベルとし、×を不合格レベルとした。
○:表面が平滑である。
△:少し表面に凸凹がある。
×:全体的にざらつきがある。問題あり。
(11)塗装表面外観
射出成形機を使用して、シリンダー温度を250℃、金型温度を60℃にそれぞれ設定し、70×240×2mmt角板を得た。その角板に、アクリル−ウレタン2液塗料(ウレタンPG60/ハードナー、関西ペイント株式会社製)、塗装ロボット:川崎重工株式会社製 KE610H、ABB社製 カートリッジベルを用い、塗膜厚み30μmでそれぞれ塗布した後、乾燥温度80℃で30分乾燥させた。得られた塗装成形品の鮮明度と外観を以下基準により目視で判定を行った。◎と○を合格レベルとし、△と×を不合格レベルとした。
◎:高光沢感が確認される。
○:光沢感はあるが高光沢ではない。
△:一部分に若干の塗装ムラがある。
×:全体的に塗装ムラが目立つ。問題あり。
射出成形機を使用して、シリンダー温度を250℃、金型温度を60℃にそれぞれ設定し、70×240×2mmt角板を得た。その角板に、アクリル−ウレタン2液塗料(ウレタンPG60/ハードナー、関西ペイント株式会社製)、塗装ロボット:川崎重工株式会社製 KE610H、ABB社製 カートリッジベルを用い、塗膜厚み30μmでそれぞれ塗布した後、乾燥温度80℃で30分乾燥させた。得られた塗装成形品の鮮明度と外観を以下基準により目視で判定を行った。◎と○を合格レベルとし、△と×を不合格レベルとした。
◎:高光沢感が確認される。
○:光沢感はあるが高光沢ではない。
△:一部分に若干の塗装ムラがある。
×:全体的に塗装ムラが目立つ。問題あり。
(参考例1)グラフト共重合体(I)の製造
・グラフト共重合体(I−1)
ポリブタジエンラテックス(重量平均粒子径350nm)60重量%(固形分換算)の存在下で、スチレン29重量%とアクリロニトリル11重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−1)を調製した。グラフト率は36%であった。
・グラフト共重合体(I−1)
ポリブタジエンラテックス(重量平均粒子径350nm)60重量%(固形分換算)の存在下で、スチレン29重量%とアクリロニトリル11重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−1)を調製した。グラフト率は36%であった。
・グラフト共重合体(I−2)
ポリブタジエンラテックス(重量平均粒子径350nm)45重量%(固形分換算)の存在下で、スチレン40重量%とアクリロニトリル15重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−3)を調製した。グラフト率は42%であった。
ポリブタジエンラテックス(重量平均粒子径350nm)45重量%(固形分換算)の存在下で、スチレン40重量%とアクリロニトリル15重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−3)を調製した。グラフト率は42%であった。
・グラフト共重合体(I−3)
ポリブタジエンラテックス(重量平均粒子径350nmと800nmの2種併用し、比率7:3)45重量%(固形分換算)の存在下で、スチレン40重量%とアクリロニトリル15重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−3)を調製した。グラフト率は25%であった。
ポリブタジエンラテックス(重量平均粒子径350nmと800nmの2種併用し、比率7:3)45重量%(固形分換算)の存在下で、スチレン40重量%とアクリロニトリル15重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−3)を調製した。グラフト率は25%であった。
・グラフト共重合体(I−4)
ポリブタジエンラテックス(重量平均粒子径350nm)70重量%(固形分換算)の存在下で、スチレン21重量%とアクリロニトリル9重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−4)を調製した。グラフト率は34%であった。
ポリブタジエンラテックス(重量平均粒子径350nm)70重量%(固形分換算)の存在下で、スチレン21重量%とアクリロニトリル9重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−4)を調製した。グラフト率は34%であった。
・グラフト共重合体(I−5)
ポリブタジエンラテックス(重量平均粒子径350nm)35重量%(固形分換算)の存在下で、スチレン48重量%とアクリロニトリル17重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−5)を調製した。グラフト率は25%であった。
ポリブタジエンラテックス(重量平均粒子径350nm)35重量%(固形分換算)の存在下で、スチレン48重量%とアクリロニトリル17重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−5)を調製した。グラフト率は25%であった。
・グラフト共重合体(I−6)
ポリブタジエンラテックス(重量平均粒子径350nm)60重量%(固形分換算)の存在下で、スチレン34重量%、アクリロニトリル6重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−6)を調製した。グラフト率は42%であった。
ポリブタジエンラテックス(重量平均粒子径350nm)60重量%(固形分換算)の存在下で、スチレン34重量%、アクリロニトリル6重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(I−6)を調製した。グラフト率は42%であった。
・グラフト共重合体(I−7)
ポリブタジエンラテックス(重量平均ゴム粒子径350nm)60重量%(固形分換算)の存在下で、スチレン18重量%とアクリロニトリル22重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(A−7)を調製した。グラフト率は5%であった。
ポリブタジエンラテックス(重量平均ゴム粒子径350nm)60重量%(固形分換算)の存在下で、スチレン18重量%とアクリロニトリル22重量%からなる単量体混合物を、ステアリン酸カリウムを使用して乳化重合してゴム強化スチレン樹脂ラテックスを得た。これを、90℃の温度の0.3%希硫酸水溶液中に添加して凝集後、水酸化ナトリウム水溶液により中和後に洗浄・脱水・乾燥工程を経て、グラフト共重合体(A−7)を調製した。グラフト率は5%であった。
(参考例2)ビニル系共重合体(II)
・ビニル系共重合体(II−1)
予熱機および脱モノマ機からなる連続塊状重合装置を用い、スチレン72重量%、アクリロニトリル28重量%からなる単量体混合物を135kg/時で連続塊状重合させた。重合反応混合物は、単軸押出機型脱モノマ機により未反応の単量体をベント口より減圧蒸発回収し、一方脱モノマ機からビニル系共重合体(II−1)を得た。得られたビニル系共重合体(II−1)の固有粘度は0.48dl/gであった。また、平均シアン化ビニル含有率は26重量%で、平均シアン化ビニル含有率より2重量%以上の割合は0重量%であった。
・ビニル系共重合体(II−1)
予熱機および脱モノマ機からなる連続塊状重合装置を用い、スチレン72重量%、アクリロニトリル28重量%からなる単量体混合物を135kg/時で連続塊状重合させた。重合反応混合物は、単軸押出機型脱モノマ機により未反応の単量体をベント口より減圧蒸発回収し、一方脱モノマ機からビニル系共重合体(II−1)を得た。得られたビニル系共重合体(II−1)の固有粘度は0.48dl/gであった。また、平均シアン化ビニル含有率は26重量%で、平均シアン化ビニル含有率より2重量%以上の割合は0重量%であった。
・ビニル系共重合体(II−2)
スチレン76重量%とアクリロニトリル24重量%からなる単量体混合物を懸濁重合して得られたスラリーを洗浄・脱水・乾燥工程を経て、ビニル系共重合体(II−2)を調製した。得られたビニル系共重合体(II−2)の固有粘度は0.42dl/gであった。また、平均シアン化ビニル含有率は25重量%で、平均シアン化ビニル含有率より2重量%以上の割合は18重量%であった。
スチレン76重量%とアクリロニトリル24重量%からなる単量体混合物を懸濁重合して得られたスラリーを洗浄・脱水・乾燥工程を経て、ビニル系共重合体(II−2)を調製した。得られたビニル系共重合体(II−2)の固有粘度は0.42dl/gであった。また、平均シアン化ビニル含有率は25重量%で、平均シアン化ビニル含有率より2重量%以上の割合は18重量%であった。
・ビニル系共重合体(II−3)
スチレン85重量%とアクリロニトリル15重量%からなる単量体混合物を懸濁重合して得られたスラリーを洗浄・脱水・乾燥工程を経て、ビニル系共重合体(II−3)を調製した。得られたビニル系共重合体(II−2)の固有粘度は0.50dl/gであった。また、平均シアン化ビニル含有率は15重量%で、平均シアン化ビニル含有率より2重量%以上の割合は13重量%であった。
スチレン85重量%とアクリロニトリル15重量%からなる単量体混合物を懸濁重合して得られたスラリーを洗浄・脱水・乾燥工程を経て、ビニル系共重合体(II−3)を調製した。得られたビニル系共重合体(II−2)の固有粘度は0.50dl/gであった。また、平均シアン化ビニル含有率は15重量%で、平均シアン化ビニル含有率より2重量%以上の割合は13重量%であった。
(参考例3)高シアン化ビニル系共重合体(III)
・高シアン化ビニル系共重合体(III−1)
容量が20lで、バッフルおよびファウドラ型攪拌翼を備えたステンレス製オートクレーブに、0.05重量部のメタクリル酸メチル/アクリルアミド共重合体(特公昭45−24151号公報記載)を165重量部のイオン交換水に溶解した溶液を400rpmで攪拌し、系内を窒素ガスで置換した。次に30重量部のアクリロニトリル、12重量部のスチレン、0.46重量部のt−ドデシルメルカプタン、0.39重量部の2,2’−アゾビス(2,4−ジメチルバレロニトリル)、0.05重量部の2,2’−アゾビスイソブチルニトリルの混合溶液を反応系を攪拌しながら添加し、58℃にて共重合反応を開始した。重合開始から15分が経過した後オートクレーブ上部に備え付けた供給ポンプから58重量部のスチレンを110分かけて断続添加した。この間、反応温度は重合開始時点の58〜65℃まで昇温した。スチレンの反応系への断続添加が終了した後、50分かけて100℃に昇温した。冷却して得られたスラリーを洗浄・脱水・乾燥工程を経て、高シアン化ビニル系共重合体(III−1)を調製した。得られた高シアン化ビニル系共重合体(III−1)の固有粘度は0.53dl/gであった。また、平均シアン化ビニル含有率は31重量%で、平均シアン化ビニル含有率より2重量%以上の割合は26%であった。
・高シアン化ビニル系共重合体(III−1)
容量が20lで、バッフルおよびファウドラ型攪拌翼を備えたステンレス製オートクレーブに、0.05重量部のメタクリル酸メチル/アクリルアミド共重合体(特公昭45−24151号公報記載)を165重量部のイオン交換水に溶解した溶液を400rpmで攪拌し、系内を窒素ガスで置換した。次に30重量部のアクリロニトリル、12重量部のスチレン、0.46重量部のt−ドデシルメルカプタン、0.39重量部の2,2’−アゾビス(2,4−ジメチルバレロニトリル)、0.05重量部の2,2’−アゾビスイソブチルニトリルの混合溶液を反応系を攪拌しながら添加し、58℃にて共重合反応を開始した。重合開始から15分が経過した後オートクレーブ上部に備え付けた供給ポンプから58重量部のスチレンを110分かけて断続添加した。この間、反応温度は重合開始時点の58〜65℃まで昇温した。スチレンの反応系への断続添加が終了した後、50分かけて100℃に昇温した。冷却して得られたスラリーを洗浄・脱水・乾燥工程を経て、高シアン化ビニル系共重合体(III−1)を調製した。得られた高シアン化ビニル系共重合体(III−1)の固有粘度は0.53dl/gであった。また、平均シアン化ビニル含有率は31重量%で、平均シアン化ビニル含有率より2重量%以上の割合は26%であった。
・高シアン化ビニル系共重合体(III−2)
容量が20lで、バッフルおよびファウドラ型攪拌翼を備えたステンレス製オートクレーブに、0.05重量部のメタクリル酸メチル/アクリルアミド共重合体(特公昭45−24151号公報記載)を165重量部のイオン交換水に溶解した溶液を400rpmで攪拌し、系内を窒素ガスで置換した。次に38重量部のアクリロニトリル、4重量部のスチレン、0.46重量部のt−ドデシルメルカプタン、0.39重量部の2,2’−アゾビス(2,4−ジメチルバレロニトリル)、0.05重量部の2,2’−アゾビスイソブチルニトリルの混合溶液を反応系を攪拌しながら添加し、58℃にて共重合反応を開始した。重合開始から15分が経過した後オートクレーブ上部に備え付けた供給ポンプから58部のスチレンを110分かけて断続添加した。この間、反応温度は重合開始時点の58〜65℃まで昇温した。スチレンの反応系への断続添加が終了した後、50分かけて100℃に昇温した。冷却して得られたスラリーを洗浄・脱水・乾燥工程を経て、高シアン化ビニル系共重合体(III−2)を調製した。得られた高シアン化ビニル系共重合体(III−2)の固有粘度は0.45dl/gであった。また、平均シアン化ビニル含有率は38重量%で、平均シアン化ビニル含有率より2重量%以上の割合は40重量%であった。
容量が20lで、バッフルおよびファウドラ型攪拌翼を備えたステンレス製オートクレーブに、0.05重量部のメタクリル酸メチル/アクリルアミド共重合体(特公昭45−24151号公報記載)を165重量部のイオン交換水に溶解した溶液を400rpmで攪拌し、系内を窒素ガスで置換した。次に38重量部のアクリロニトリル、4重量部のスチレン、0.46重量部のt−ドデシルメルカプタン、0.39重量部の2,2’−アゾビス(2,4−ジメチルバレロニトリル)、0.05重量部の2,2’−アゾビスイソブチルニトリルの混合溶液を反応系を攪拌しながら添加し、58℃にて共重合反応を開始した。重合開始から15分が経過した後オートクレーブ上部に備え付けた供給ポンプから58部のスチレンを110分かけて断続添加した。この間、反応温度は重合開始時点の58〜65℃まで昇温した。スチレンの反応系への断続添加が終了した後、50分かけて100℃に昇温した。冷却して得られたスラリーを洗浄・脱水・乾燥工程を経て、高シアン化ビニル系共重合体(III−2)を調製した。得られた高シアン化ビニル系共重合体(III−2)の固有粘度は0.45dl/gであった。また、平均シアン化ビニル含有率は38重量%で、平均シアン化ビニル含有率より2重量%以上の割合は40重量%であった。
・高シアン化ビニル系共重合体(III−3)
容量が20lで、バッフルおよびファウドラ型攪拌翼を備えたステンレス製オートクレーブに、0.05重量部のメタクリル酸メチル/アクリルアミド共重合体(特公昭45−24151号公報記載)を165重量部のイオン交換水に溶解した溶液を400rpmで攪拌し、系内を窒素ガスで置換した。次に42重量部のアクリロニトリル、4重量部のスチレン、0.46重量部のt−ドデシルメルカプタン、0.39重量部の2,2’−アゾビス(2,4−ジメチルバレロニトリル)、0.05重量部の2,2’−アゾビスイソブチルニトリルの混合溶液を反応系を攪拌しながら添加し、58℃にて共重合反応を開始した。重合開始から15分が経過した後オートクレーブ上部に備え付けた供給ポンプから54重量部のスチレンを110分かけて断続添加した。この間、反応温度は重合開始時点の58〜65℃まで昇温した。スチレンの反応系への断続添加が終了した後、50分かけて100℃に昇温した。冷却して得られたスラリーを洗浄・脱水・乾燥工程を経て、高シアン化ビニル系共重合体(III−3)を調製した。得られた高シアン化ビニル系共重合体(III−3)の固有粘度は0.35dl/gであった。また、平均シアン化ビニル含有率は45重量%で、平均シアン化ビニル含有率より2重量%以上の割合は45%であった。
容量が20lで、バッフルおよびファウドラ型攪拌翼を備えたステンレス製オートクレーブに、0.05重量部のメタクリル酸メチル/アクリルアミド共重合体(特公昭45−24151号公報記載)を165重量部のイオン交換水に溶解した溶液を400rpmで攪拌し、系内を窒素ガスで置換した。次に42重量部のアクリロニトリル、4重量部のスチレン、0.46重量部のt−ドデシルメルカプタン、0.39重量部の2,2’−アゾビス(2,4−ジメチルバレロニトリル)、0.05重量部の2,2’−アゾビスイソブチルニトリルの混合溶液を反応系を攪拌しながら添加し、58℃にて共重合反応を開始した。重合開始から15分が経過した後オートクレーブ上部に備え付けた供給ポンプから54重量部のスチレンを110分かけて断続添加した。この間、反応温度は重合開始時点の58〜65℃まで昇温した。スチレンの反応系への断続添加が終了した後、50分かけて100℃に昇温した。冷却して得られたスラリーを洗浄・脱水・乾燥工程を経て、高シアン化ビニル系共重合体(III−3)を調製した。得られた高シアン化ビニル系共重合体(III−3)の固有粘度は0.35dl/gであった。また、平均シアン化ビニル含有率は45重量%で、平均シアン化ビニル含有率より2重量%以上の割合は45%であった。
(参考例4)導電性無機フィラー(IV)
・ナノオーダーの導電性無機フィラー(IV−1)
昭和電工株式会社製カーボンナノチューブVGCF−Xを使用した(平均繊維径15nm、アスペクト比200)。
・ナノオーダーの導電性無機フィラー(IV−1)
昭和電工株式会社製カーボンナノチューブVGCF−Xを使用した(平均繊維径15nm、アスペクト比200)。
・ナノオーダーの導電性無機フィラー(IV−2)
昭和電工株式会社製カーボンナノチューブVGCFを使用した(平均繊維径150nm、アスペクト比53)。
昭和電工株式会社製カーボンナノチューブVGCFを使用した(平均繊維径150nm、アスペクト比53)。
・ナノオーダーの導電性無機フィラー(IV−3)
昭和電工株式会社製カーボンナノチューブVGCF−Hを使用した(平均繊維径150nm、アスペクト比40)であった。
昭和電工株式会社製カーボンナノチューブVGCF−Hを使用した(平均繊維径150nm、アスペクト比40)であった。
・ミクロンオーダーの導電性無機フィラー(IV−4)
東レ株式会社製炭素繊維“トレカ”TS12を使用した(平均繊維径7μm、アスペクト比860)。
東レ株式会社製炭素繊維“トレカ”TS12を使用した(平均繊維径7μm、アスペクト比860)。
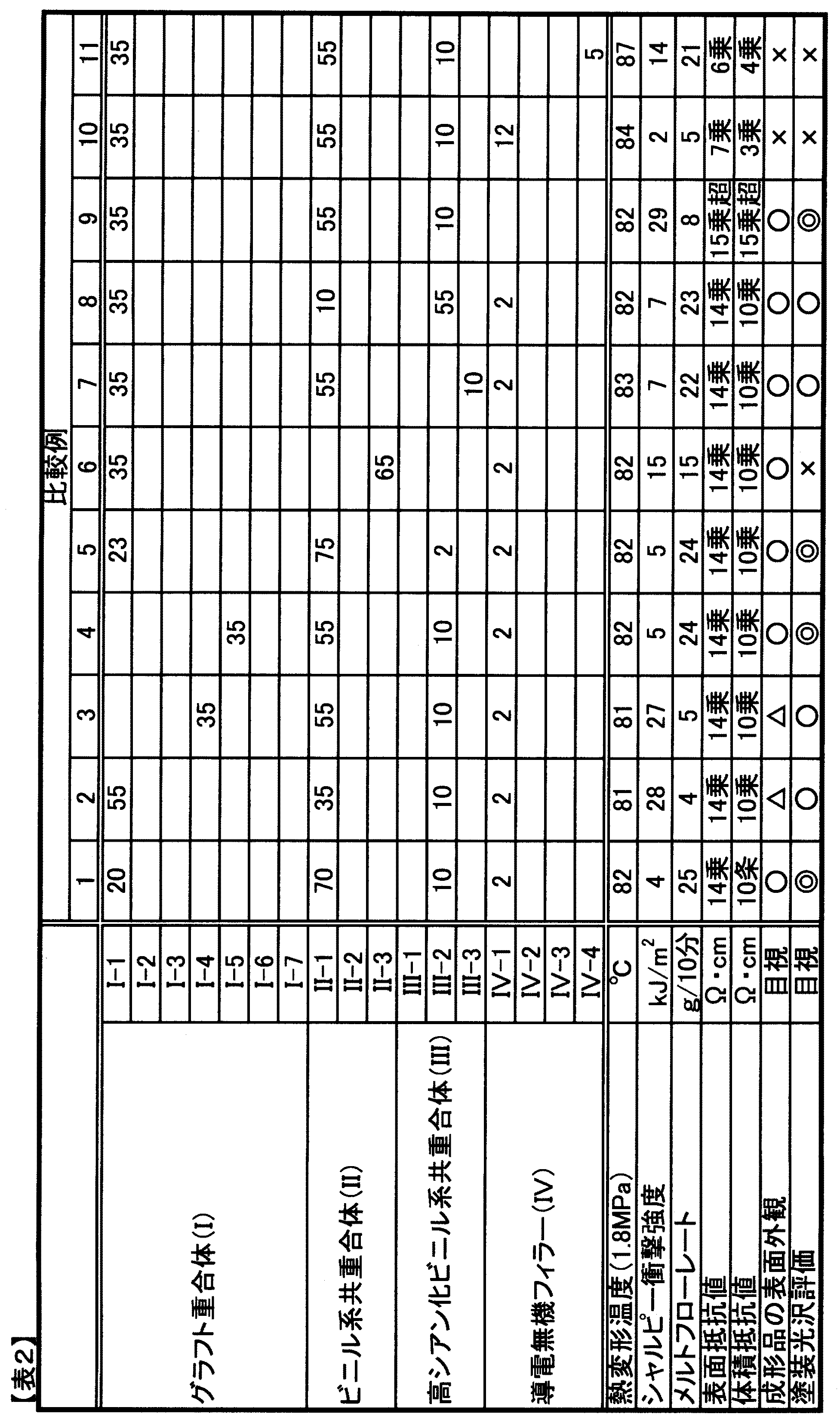
(実施例1〜17、比較例1〜11)
参考例に記載のグラフト共重合体(I)、ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)、ナノオーダーの導電性無機フィラー(IV)を表1、表2に示した重量部数で配合した後に、スクリュー径30mmの同方向回転の二軸押出機(温度範囲:240〜250℃)で溶融混練を行い、ペレットを得た。得られたペレットを各物性評価に適するように、成形機(成形温度230℃、金型温度60℃)にて試験片を作成し、その評価を行った。実施例の結果を表1、比較例の結果を表2に示す。
参考例に記載のグラフト共重合体(I)、ビニル系共重合体(II)、高シアン化ビニル系共重合体(III)、ナノオーダーの導電性無機フィラー(IV)を表1、表2に示した重量部数で配合した後に、スクリュー径30mmの同方向回転の二軸押出機(温度範囲:240〜250℃)で溶融混練を行い、ペレットを得た。得られたペレットを各物性評価に適するように、成形機(成形温度230℃、金型温度60℃)にて試験片を作成し、その評価を行った。実施例の結果を表1、比較例の結果を表2に示す。
その結果、以下のことが明らかになった。
1.実施例1,2と比較例1,2との比較から、グラフト共重合体成分(I)中のジエン系ゴム質重合体の量が規定量よりも少ないものを使用した場合には、樹脂組成物の耐衝撃性が低下し、一方、規定量よりも多い場合には、流動性が低下した。
2.実施例1〜6と比較例3,4との比較から、グラフト共重合体成分(I)中のゴム質重合体添加量が規定量よりも少ないと耐衝撃性が低下し、一方、規定量よりも多いと樹脂組成物の流動性が低下した。
3.実施例1,2,10〜12と比較例5との比較から、ビニル系共重合体(II)の量が規定量よりも多いと、静電塗装性は問題ないが、衝撃強度が低下した。
4.実施例2,8,9と比較例6,8との比較から、高シアン化ビニル系共重合体(III)の添加量が規定量よりも少ないと塗装性が悪化し、規定量よりも多いと、衝撃性が低下した。
5.実施例2と比較例7との比較から、高シアン化ビニル系共重合体(III)のアクリロニトリルコンテントが、規定量よりも多いと、樹脂組成物の衝撃性が低下した。
6.実施例2,13〜17と比較例9、10との比較から、ナノオーダーの導電性無機フィラー(IV)の添加量が規定量よりも少ないと抵抗値の低下が見られず、一方規定量よりも多いと、衝撃性、流動性の低下に加え、成形品の表面外観、塗装外観含め悪化した。
7.実施例1〜17と比較例11との比較から、ミクロンオーダーの導電無機フィラー(炭素繊維)を使用した場合には、抵抗値は低下するが、成形品の表面外観が悪化し、かつ塗装外観も悪化した。
1.実施例1,2と比較例1,2との比較から、グラフト共重合体成分(I)中のジエン系ゴム質重合体の量が規定量よりも少ないものを使用した場合には、樹脂組成物の耐衝撃性が低下し、一方、規定量よりも多い場合には、流動性が低下した。
2.実施例1〜6と比較例3,4との比較から、グラフト共重合体成分(I)中のゴム質重合体添加量が規定量よりも少ないと耐衝撃性が低下し、一方、規定量よりも多いと樹脂組成物の流動性が低下した。
3.実施例1,2,10〜12と比較例5との比較から、ビニル系共重合体(II)の量が規定量よりも多いと、静電塗装性は問題ないが、衝撃強度が低下した。
4.実施例2,8,9と比較例6,8との比較から、高シアン化ビニル系共重合体(III)の添加量が規定量よりも少ないと塗装性が悪化し、規定量よりも多いと、衝撃性が低下した。
5.実施例2と比較例7との比較から、高シアン化ビニル系共重合体(III)のアクリロニトリルコンテントが、規定量よりも多いと、樹脂組成物の衝撃性が低下した。
6.実施例2,13〜17と比較例9、10との比較から、ナノオーダーの導電性無機フィラー(IV)の添加量が規定量よりも少ないと抵抗値の低下が見られず、一方規定量よりも多いと、衝撃性、流動性の低下に加え、成形品の表面外観、塗装外観含め悪化した。
7.実施例1〜17と比較例11との比較から、ミクロンオーダーの導電無機フィラー(炭素繊維)を使用した場合には、抵抗値は低下するが、成形品の表面外観が悪化し、かつ塗装外観も悪化した。
本発明の塗装用熱可塑性樹脂組成物は、塗装外観に優れ、流動性と耐衝撃性を有し、さらには静電塗装に適用可能な高い導電性(低抵抗率)を有していることから、自動二輪の外装材、自動車外装のリアスポイラー、ホイールキャップ、ドアミラー、ラジエータグリルなど、自動車内装用の塗装部品ではパワーウインドパネル、センターコンソール、センタークラスター、レバーコントローラー、コンソールボックスなどに好適に使用することができ、その他、電気電子用途、住宅・建材用途にも好適に使用することができる。
Claims (6)
- ゴム質重合体(ア)の存在下に、少なくとも芳香族ビニル系単量体(イ)およびシアン化ビニル系単量体(ウ)をグラフト共重合してなるグラフト共重合体(I)25〜45重量部、芳香族ビニル系単量体(イ)70〜82重量%およびシアン化ビニル系単量体(ウ)18〜30重量%を共重合してなるビニル系共重合体(II)0〜73重量部、芳香族ビニル系単量体(イ)60〜70重量%およびシアン化ビニル系単量体(ウ)30%超〜40重量%を共重合してなる高シアン化ビニル系共重合体(III)2〜50重量部からなる樹脂組成物100重量部に対し、ナノオーダーの導電性無機フィラー(IV)を0.2〜10重量部配合してなる、塗装用熱可塑性樹脂組成物。
- グラフト共重合体(I)が、ゴム質重合体(ア)40〜65重量%の存在下に、芳香族ビニル系単量体(イ)25〜40重量%およびシアン化ビニル系単量体(ウ)10〜20重量%をグラフト共重合してなることを特徴とする、請求項1に記載の塗装用熱可塑性樹脂組成物。
- 高シアン化ビニル系共重合体(III)が下記(A)および(B)を満足することを特徴とする、請求項1または2に記載の塗装用熱可塑性樹脂組成物。
(A)高シアン化ビニル系共重合体(III)の平均シアン化ビニル含有率が30重量%超〜40重量%。
(B)高シアン化ビニル系共重合体(III)のシアン化ビニルの組成分布において、平均シアン化ビニル含有率より2重量%以上高い組成を有する共重合体が高シアン化ビニル系共重合体(III)中に20〜50重量%存在する。 - ナノオーダーの導電性無機フィラー(IV)がカーボンナノチューブであることを特徴とする、請求項1〜3のいずれかに記載の塗装用熱可塑性樹脂組成物。
- 平均繊維径10〜50nm、平均アスペクト比50〜500の範囲にあるカーボンナノチューブであることを特徴とする、請求項4に記載の塗装用熱可塑性樹脂組成物。
- 請求項1〜5のいずれかに記載の塗装用熱可塑性樹脂組成物を成形してなる、成形品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012067125A JP2013199520A (ja) | 2012-03-23 | 2012-03-23 | 塗装用熱可塑性樹脂組成物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012067125A JP2013199520A (ja) | 2012-03-23 | 2012-03-23 | 塗装用熱可塑性樹脂組成物 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013199520A true JP2013199520A (ja) | 2013-10-03 |
Family
ID=49520010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012067125A Pending JP2013199520A (ja) | 2012-03-23 | 2012-03-23 | 塗装用熱可塑性樹脂組成物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013199520A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021091745A (ja) * | 2019-12-06 | 2021-06-17 | 帝人株式会社 | 炭素繊維複合材料の製造方法および炭素繊維複合材料 |
| US11208548B2 (en) | 2016-03-10 | 2021-12-28 | Techno-Umg Co., Ltd. | Thermoplastic resin composition and resin molded article |
-
2012
- 2012-03-23 JP JP2012067125A patent/JP2013199520A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11208548B2 (en) | 2016-03-10 | 2021-12-28 | Techno-Umg Co., Ltd. | Thermoplastic resin composition and resin molded article |
| JP2021091745A (ja) * | 2019-12-06 | 2021-06-17 | 帝人株式会社 | 炭素繊維複合材料の製造方法および炭素繊維複合材料 |
| JP7481108B2 (ja) | 2019-12-06 | 2024-05-10 | 帝人株式会社 | 炭素繊維複合材料の製造方法および炭素繊維複合材料 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2341102B1 (en) | Thermoplastic resin composition revealing improved impact strength and melt flow property | |
| CN106103580B (zh) | 热塑性树脂组合物及其成型品 | |
| CN101360787A (zh) | 具有良好抗划伤性的树脂组合物 | |
| EP3127962B1 (en) | Blow molded product | |
| EP3103838A1 (en) | Thermoplastic resin composition | |
| JP5776391B2 (ja) | 耐熱・耐塗装性熱可塑性樹脂組成物 | |
| EP1022117B1 (en) | Automobile exterior components | |
| KR101288562B1 (ko) | 열가소성 수지 조성물 및 이를 이용한 성형품 | |
| KR20150068313A (ko) | 스티렌계 내화학성 내열 수지 조성물 및 이로부터 제조된 성형품 | |
| US9382369B2 (en) | Rubber-modified vinyl-based graft copolymer, and thermoplastic resin composition including the same | |
| KR20220051802A (ko) | 열가소성 수지 조성물, 이의 제조방법 및 이를 포함하는 성형품 | |
| JP2013199520A (ja) | 塗装用熱可塑性樹脂組成物 | |
| JP2015145479A (ja) | 熱可塑性樹脂組成物および成形品 | |
| JP2005068349A (ja) | 熱可塑性樹脂組成物およびそれからなる成形品 | |
| EP3950809B1 (en) | Thermoplastic resin composition and molded article thereof | |
| JP4741202B2 (ja) | 熱可塑性樹脂組成物およびその成形品 | |
| KR20220045767A (ko) | 열가소성 수지 조성물, 이의 제조방법 및 이를 포함하는 성형품 | |
| JP5632447B2 (ja) | 熱可塑性樹脂組成物およびその成形品 | |
| JP6547352B2 (ja) | 熱可塑性樹脂組成物 | |
| JP2014173049A (ja) | 天然ゴム含有耐熱・耐塗装性熱可塑性樹脂組成物 | |
| JP2021121658A (ja) | シアン化ビニル系共重合体およびそれを含む熱可塑性樹脂組成物 | |
| JP6554870B2 (ja) | 熱可塑性樹脂組成物 | |
| JP2007023098A (ja) | 熱可塑性樹脂組成物およびその成形品 | |
| US20240352243A1 (en) | Thermoplastic resin composition, thermoplastic resin molded article, and painted part | |
| JP2001011279A (ja) | 艶消し抗菌性熱可塑性樹脂組成物およびそれからなる成形品 |