JP2013199708A - High corrosion resistant plated steel material - Google Patents
High corrosion resistant plated steel material Download PDFInfo
- Publication number
- JP2013199708A JP2013199708A JP2013143098A JP2013143098A JP2013199708A JP 2013199708 A JP2013199708 A JP 2013199708A JP 2013143098 A JP2013143098 A JP 2013143098A JP 2013143098 A JP2013143098 A JP 2013143098A JP 2013199708 A JP2013199708 A JP 2013199708A
- Authority
- JP
- Japan
- Prior art keywords
- steel material
- plating
- metal
- plated
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Chemically Coating (AREA)
- Electroplating Methods And Accessories (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【課題】本発明は、めっきピンホールに起因した鉄錆の発生を効果的に抑制した高耐食性めっき鋼材を提供することを目的とする。
【解決手段】本発明の要旨とするところは、Ni,Co,Cuに代表される、鋼材より電気化学的に貴な金属によってめっきされた鋼材であって、鋼材、めっき界面に鋼材より水素過電圧の大きな金属又は合金の層を有することを特徴とする。鋼材より水素過電圧の大きな金属は、B,S,P,V,Mo,RE(希土類元素)から選ばれる1種と、Fe,Co,Niから選ばれる1種との合金である。
【選択図】なしAn object of the present invention is to provide a highly corrosion-resistant plated steel material that effectively suppresses the occurrence of iron rust caused by plated pinholes.
The gist of the present invention is a steel material plated with a metal that is electrochemically more noble than a steel material, represented by Ni, Co, Cu, and a hydrogen overvoltage from the steel material to the steel material and the plating interface. It is characterized by having a large metal or alloy layer. Large metal hydrogen overvoltage than steel is an alloy of B, S, P, V, Mo, one and selected from RE (rare earth elements), Fe, Co, and one selected from Ni.
[Selection figure] None
Description
本発明は、高耐食性めっき鋼材に関し、詳しくは鋼材より電気化学的に貴な金属によってめっきされた鋼材であり、比較的低付着量のめっきで耐食性が極めて良好なめっき鋼材に関する。 The present invention relates to a highly corrosion-resistant plated steel material, and more particularly, to a plated steel material that is plated with a metal that is electrochemically more noble than a steel material and that has a relatively low adhesion amount and extremely excellent corrosion resistance.
鋼材の耐食性、意匠性等の改善のために、鋼材より電気化学的に貴な金属によるめっき処理が広く用いられている。このようなめっき鋼材は腐食環境におかれると、めっき層のピンホールを通して下地の鋼が腐食し、鉄錆(赤錆)発生が問題となる場合がある。これを避けるためには、めっきの付着量を極端に大きくするといった経済的にきわめて不利な対策が必要となるため、ピンホールのないめっき方法が望まれている。
上記ニーズに対して、下記のような慣用技術が知られている(例えば非特許文献1)。(A)めっき前処理としてストライクめっきと呼ばれる薄いめっき処理を施すこと、(B)光沢添加剤、半光沢添加剤によって電位をわずかに変化させためっき層を積層すること、(C)種々の物理的手段によってめっき時に表面から発生する水素気泡を除去すること、(D)めっき浴に界面活性剤や有機添加剤を添加し、界面張力を変化させてめっき時に表面から発生する水素気泡を除去すること、などである。具体例として一例を挙げれば、特許文献1では、パルス電源によるストライクめっきの後、通常の電気めっきを行うことでピンホールの少ないニッケルめっきを行う方法が開示されている。
しかしながら、以上のような従来技術ではいずれも十分な効果は得られていないのが現状である。
In order to improve the corrosion resistance, designability, etc. of steel materials, plating treatment with a metal that is electrochemically more noble than steel materials is widely used. When such a plated steel material is placed in a corrosive environment, the underlying steel may corrode through the pinholes of the plating layer, and iron rust (red rust) generation may be a problem. In order to avoid this, it is necessary to take a very economically disadvantageous measure such as extremely increasing the amount of plating deposited, and therefore a plating method without a pinhole is desired.
The following conventional techniques are known for the above needs (for example, Non-Patent Document 1). (A) Applying a thin plating process called strike plating as a pre-plating process, (B) Laminating a plating layer whose potential is slightly changed by a gloss additive or semi-gloss additive, (C) Various physics Removing hydrogen bubbles generated from the surface during plating, (D) adding surfactants and organic additives to the plating bath, and changing the interfacial tension to remove hydrogen bubbles generated from the surface during plating And so on. As a specific example, Patent Document 1 discloses a method of performing nickel plating with few pinholes by performing normal electroplating after strike plating with a pulse power supply.
However, in the current situation, none of the conventional techniques as described above has obtained a sufficient effect.
本発明は、めっきピンホールに起因した鉄錆の発生を効果的に抑制した高耐食性めっき鋼材を提供することを目的とする。 An object of this invention is to provide the high corrosion-resistant plated steel material which suppressed effectively generation | occurrence | production of the iron rust resulting from a plating pinhole.
本発明者らは、鋼材より電気化学的に貴な金属によるめっきを施すに際して、めっき前処理として特定の金属層を付与すると、めっきピンホールが抑制されることを知見し本発明に至った。すなわち、本発明の要旨とするところは、
(1)鋼材より電気化学的に貴な金属によってめっきされた鋼材であって、鋼材とめっきの界面に鋼材より水素過電圧の大きな合金の層を有し、前記鋼材より電気化学的に貴な金属が、付着量1〜50g/m2のNi,Co,Cuであり、前記鋼材より水素過電圧の大きな合金が、B,S,P,V,Mo,RE(希土類元素)から選ばれる1種と、Fe,Co,Niから選ばれる1種との合金であり、その付着量が0.01〜0.5g/m2であることを特徴とする高耐食性めっき鋼材。
(2)上記(1)に記載のめっき鋼材を熱拡散処理してなる高耐食性めっき鋼材
である。
The present inventors have found that plating pinholes are suppressed when a specific metal layer is applied as a pretreatment for plating when plating with a metal that is electrochemically noble than steel. That is, the gist of the present invention is that
(1) A steel plate that is plated with a metal that is electrochemically more noble than a steel material, and has an alloy layer having a hydrogen overvoltage greater than that of the steel material at the interface between the steel material and the plating, and is more electrochemically noble than the steel material Is a Ni, Co, Cu having an adhesion amount of 1-50 g / m 2 , and an alloy having a hydrogen overvoltage larger than that of the steel is one selected from B, S, P, V, Mo, RE (rare earth elements) A highly corrosion-resistant plated steel material which is an alloy with one selected from Fe, Co and Ni and has an adhesion amount of 0.01 to 0.5 g / m 2 .
(2) A highly corrosion-resistant plated steel material obtained by subjecting the plated steel material according to (1) to a thermal diffusion treatment.
本発明によって、めっきピンホールに起因した鉄錆の発生を効果的に抑制した高耐食性めっき鋼材が得られる。 By this invention, the highly corrosion-resistant plated steel material which suppressed effectively generation | occurrence | production of the iron rust resulting from a plating pinhole is obtained.
本発明に用いられる鋼材はなんら限定するものではない。本発明は、鋼材より電気化学的に貴な金属によってめっきされた鋼材であって、鋼材とめっきの界面に鋼材より水素過電圧の大きな合金の層を有することを特徴とするものであるが、以下に、鋼材とめっき界面に設ける合金の層について説明する。 The steel material used for this invention is not limited at all. The present invention is a steel material plated with a metal that is electrochemically more noble than a steel material, and has an alloy layer having a hydrogen overvoltage larger than that of the steel material at the interface between the steel material and the plating material. Next, the alloy layer provided at the steel material and the plating interface will be described.
金属の水素過電圧については、各種公知文献にも記載があるが、電気化学測定によって実測することが可能である。この場合、1N−硫酸水溶液中で、液温293Kにてカソード分極した時の、1mA/cm2の電流における電位(標準水素電極基準)を水素過電圧として定義した。この測定方法により通常用いられる低炭素鋼材の水素過電圧を測定した値は、0.4〜0.5V程度となる。この値よりも大きな水素過電圧を有する合金の層を、鋼材より電気化学的に貴な金属によるめっきの前処理として付与する。このようにすることで、電気化学的に貴な金属によるめっきにおいて、めっき初期の急速な水素発生が抑制されることでめっきピンホールが減少すると考えられる。 The metal hydrogen overvoltage is also described in various known documents, but can be actually measured by electrochemical measurement. In this case, the potential (standard hydrogen electrode reference) at a current of 1 mA / cm 2 when cathodic polarized in a 1N-sulfuric acid aqueous solution at a liquid temperature of 293 K was defined as a hydrogen overvoltage. A value obtained by measuring a hydrogen overvoltage of a low carbon steel material usually used by this measuring method is about 0.4 to 0.5V. An alloy layer having a hydrogen overvoltage greater than this value is applied as a pretreatment for plating with a metal that is electrochemically more noble than steel. By doing in this way, it is thought that a plating pinhole reduces by suppressing rapid hydrogen generation at the initial stage of plating in electrochemically noble metal plating.
鋼材より水素過電圧の大きな金属としては、Ti,V,Cr,Mn,Zn,Ga,Ge,Zr,Nb,Mo,In,Sn,Ta,Biなどがあげられるが、コストやめっきの密着性を考慮するとMn,Zn,In,Sn,Biが望ましい。一方、単体では鋼材よりも水素過電圧は低いFe,Co,NiをB,S,P,V,Mo,RE(希土類元素)から選ばれる1種以上と合金化することで水素過電圧を鋼材よりも大きくした合金として用いることが出来る。この場合のFe,Co,Niに対するB,S,P,V,Mo,REの含有割合は、0.01mass%以上、好ましくは0.1mass%以上必要であり、これ未満では、ピンホール抑制効果は小さい。上限については特に限定されないが、20mass%を超えて含有させることは一般に困難であることから、20mass%が実質的な上限値となる。 Examples of metals having a larger hydrogen overvoltage than steel materials include Ti, V, Cr, Mn, Zn, Ga, Ge, Zr, Nb, Mo, In, Sn, Ta, and Bi. In consideration, Mn, Zn, In, Sn, and Bi are desirable. On the other hand, the hydrogen overvoltage is lower than that of steel materials by alloying Fe, Co, and Ni with one or more selected from B, S, P, V, Mo, and RE (rare earth elements) as a single substance. It can be used as a large alloy. In this case, the content ratio of B, S, P, V, Mo, RE with respect to Fe, Co, Ni is required to be 0.01 mass% or more, preferably 0.1 mass% or more. Is small. Although it does not specifically limit about an upper limit, Since it is generally difficult to make it contain exceeding 20 mass%, 20 mass% becomes a substantial upper limit.
上記、鋼材よりも水素過電圧の大きな合金の付着量は、0.01g/m2未満ではピンホール抑制効果が不充分であるため、0.01g/m2以上とすることが好ましい。一方、0.5g/m2を超えるとコストが増大するばかりでなく、逆にピンホールが増大する場合がある。これは、前記水素過電圧の大きな合金の層が鋼材表面のほぼ全面を覆ってしまうと、その上に鋼材より電気化学的に貴な金属によるめっきを施す際、水素発生が過度に抑制され、金属の正常な析出に必要な界面pHの上昇が得られず、めっき金属の中間体(たとえば、Niめっきならば、Ni水酸化物の吸着体)が形成されずに、異常析出となりピンホールが増大すると考えられる。 The coating weight of large alloy hydrogen overvoltage than steel, because it is less than 0.01 g / m 2 is insufficient pinhole inhibiting effect, it is preferable that the 0.01 g / m 2 or more. On the other hand, when it exceeds 0.5 g / m 2 , not only the cost increases, but conversely, pinholes may increase. This is because, when the alloy layer having a large hydrogen overvoltage covers almost the entire surface of the steel material, the generation of hydrogen is excessively suppressed when plating with a metal that is electrochemically more noble than the steel material. Interfacial pH increase required for normal precipitation of the metal cannot be obtained, and an intermediate of plating metal (for example, Ni hydroxide adsorbent in the case of Ni plating) is not formed, resulting in abnormal precipitation and increased pinholes. I think that.
これに対し、前記水素過電圧の大きな合金が鋼材を部分的覆っている状態であれば、後の電気化学的に貴な金属によるめっきの際、急激な水素発生が抑制されるとともに、水素過電圧の低い露出した鋼材面で界面pHの上昇によるめっき金属中間体が形成され、ピンホールのない良好なめっき層が形成されると考えられる。従って鋼材よりも水素過電圧の大きな合金の付着量は0.5g/m2以下とすることが好ましい。 On the other hand, if the alloy having a large hydrogen overvoltage partially covers the steel material, rapid hydrogen generation is suppressed during subsequent plating with an electrochemically noble metal, and the hydrogen overvoltage is reduced. It is considered that a plated metal intermediate is formed on the low exposed steel surface due to an increase in interface pH, and a good plated layer without pinholes is formed. Therefore, the adhesion amount of an alloy having a hydrogen overvoltage larger than that of steel is preferably 0.5 g / m 2 or less.
以上の水素過電圧の大きな合金の層の付与方法については特に限定はなく、気相めっき法、溶融めっき法、湿式めっき法、電気めっき法、無電解めっき法など、いずれの方法を用いることも可能であるが、低付着量に制御する必要があることや、製造コストを考慮すると、電気めっき法あるいは無電解めっき方が望ましい。特に高速で均一に低付着量の合金の層を付与することを考慮すると、電気めっき法が望ましい。 There is no particular limitation on the method for applying the above-described alloy layer having a large hydrogen overvoltage, and any method such as vapor phase plating, hot dipping, wet plating, electroplating, or electroless plating can be used. However, the electroplating method or the electroless plating method is desirable in view of the necessity of controlling the adhesion amount to be low and the production cost. In particular, the electroplating method is desirable in view of providing a uniform and low adhesion amount alloy layer at high speed.
上記、鋼材とめっき界面に鋼材より水素過電圧の大きな合金の層を設けた後、鋼材よりも電気化学的に貴な金属のめっきを施す。電気化学的に貴な金属としては、Ni,Co,Cuが代表的である。めっき層の付与方法については特に限定しないが、付着量制御、製造コストの観点からは電気めっき法あるいは無電解めっき法により形成することが好ましい。尚、前記の具体的な処理方法、条件については特に限定されず公知の方法、条件を適用することが可能である。 After providing a layer of an alloy having a hydrogen overvoltage larger than that of the steel material at the steel material and the plating interface, a metal that is electrochemically noble than the steel material is plated. Typical electrochemically noble metals are Ni, Co, and Cu. The method for applying the plating layer is not particularly limited, but it is preferably formed by an electroplating method or an electroless plating method from the viewpoint of adhesion amount control and manufacturing cost. The specific processing method and conditions are not particularly limited, and known methods and conditions can be applied.
また、電気化学的に貴な金属の付着量は、1〜50g/m2であることが望ましい。1g/m2未満では耐食性が不足するため、1g/m2を下限値とする。50g/m2を超えても耐食性は良好であるが、本発明は低付着量でもピンホールの発生が抑制され、高耐食性であるめっきを指向しているため、50g/m2を超ではその目的に合わず、またコスト的に不利である。 Also, the amount of electrochemically noble metal is desirably 1 to 50 g / m 2 . Since the corrosion resistance is insufficient at less than 1 g / m 2 , 1 g / m 2 is set as the lower limit. Even if it exceeds 50 g / m 2 , the corrosion resistance is good. However, since the present invention is directed to plating with high corrosion resistance because the generation of pinholes is suppressed even with a low adhesion amount, the corrosion resistance exceeds 50 g / m 2. It does not meet the purpose and is disadvantageous in cost.
以上のようにして得られためっき鋼材はピンホールがほとんどなく耐食性に優れるが、更にこの鋼材を加熱処理し、めっき層の一部または全てを拡散層とすることで、加工を受けた後でも、めっき層の損傷やピンホールの拡大が生じない耐食性のいっそう向上した鋼材を得ることが出来る。 Although the plated steel material obtained as described above has few pinholes and is excellent in corrosion resistance, the steel material is further heat-treated, and part or all of the plated layer is used as a diffusion layer, even after being subjected to processing. Further, it is possible to obtain a steel material with further improved corrosion resistance without causing damage to the plating layer or expansion of the pinhole.
以下、実施例等により本発明を具体的に説明する。 Hereinafter, the present invention will be specifically described with reference to examples and the like.
(実施例12〜16、参考例1〜11及び17〜19および比較例1〜5)
極低炭素鋼板を原板として、脱脂、酸洗処理の後、鋼材とめっき界面に設ける金属または合金の層として種々の金属を所定量付着させた後、鋼材より電気化学的に貴な金属としてwatt浴によるNiめっき(Ni付着量18g/m2)を行った(なお、参考例17ではNiめっき層の付着量を、5g/m2、参考例18では50g/m2、参考例19では80g/m2とした)。なお、鋼材とめっき界面に設ける金属または合金の層の付与は、参考例1ではサージェント浴によるCrめっき、参考例2〜7では硫酸浴によるMnめっき、参考例8では硫酸浴によるZnめっき、参考例9ではスルファミン酸浴によるInめっき、参考例10ではフェノールスルフォン酸浴によるSnめっき、参考例11では酒石酸浴によるBiめっき、実施例12では硫酸浴によるZn-Mn合金めっき(Mn:10質量%)、実施例13では次亜リン酸を還元剤とする無電解Niめっき(P:1質量%)、実施例14では亜リン酸添加watt浴によるNi−P合金めっき(P:12質量%)、実施例15ではクエン酸浴によるFe−V合金めっき(V:3質量%)、実施例16ではスルファミン酸浴によるCo−Sm合金めっき(Sm:5質量%)、比較例5では硫酸浴によるCoめっき、をそれぞれ行った。なお、比較例1〜4では、鋼材とめっき界面に設ける金属または合金の層を設けず、脱脂、酸洗処理の後、直にwatt浴によるNiめっき(Ni付着量18、5、50、80g/m2)を行った。
(Examples 12 to 16, Reference Examples 1 to 11 and 17 to 19, and Comparative Examples 1 to 5)
Using a very low carbon steel plate as the base plate, after degreasing and pickling treatment, after attaching a predetermined amount of various metals as a metal or alloy layer to be provided at the steel and plating interface, it is watt as an electrochemically noble metal than the steel material. Ni plating by a bath (Ni adhesion amount: 18 g / m 2 ) was performed (in the reference example 17, the adhesion amount of the Ni plating layer was 5 g / m 2 , the reference example 18 was 50 g / m 2 , and the reference example 19 was 80 g. / M 2 ). It should be noted that the metal or alloy layer provided at the steel-plating interface is Cr plating with a Sargent bath in Reference Example 1, Mn plating with a sulfuric acid bath in Reference Examples 2 to 7, Zn plating with a sulfuric acid bath in Reference Example 8, In Example 9, In plating using a sulfamic acid bath, Sn plating using a phenol sulfonic acid bath in Reference Example 10, Bi plating using a tartaric acid bath in Reference Example 11, Zn-Mn alloy plating using a sulfuric acid bath in Example 12 (Mn: 10% by mass) ) In Example 13, electroless Ni plating using hypophosphorous acid as a reducing agent (P: 1% by mass), and in Example 14, Ni—P alloy plating in a phosphorous acid-added watt bath (P: 12% by mass) In Example 15, Fe—V alloy plating using a citric acid bath (V: 3 mass%), and in Example 16, Co—Sm alloy plating using a sulfamic acid bath (Sm: 5). Mass%), and in Comparative Example 5, Co plating using a sulfuric acid bath was performed. In Comparative Examples 1 to 4, a metal or alloy layer provided at the steel material and plating interface is not provided, and after degreasing and pickling treatment, Ni plating is directly performed in a watt bath (Ni adhesion amount 18, 5, 50, 80 g). / M 2 ).
(参考例20および比較例6)
参考例20では、前記参考例1において、鋼材より電気化学的に貴な金属をNiめっきに変えて、Cuめっき(付着量15g/m2)とした。なお比較例6では、鋼材とめっき界面に設ける金属または合金の層を設けず、脱脂、酸洗処理の後、直ちにCuめっき(付着量15g/m2)を行った。
(参考例21および比較例7)
参考例21では、前記参考例1において、鋼材より電気化学的に貴な金属をNiめっきに変えて、Coめっき(付着量15g/m2)とした。なお比較例7では、鋼材とめっき界面に設ける金属または合金の層を設けず、脱脂、酸洗処理の後、直ちにCoめっき(付着量15g/m2)を行った。
(Reference Example 20 and Comparative Example 6)
In Reference Example 20, the metal that was electrochemically more precious than the steel material in the above Reference Example 1 was changed to Ni plating to obtain Cu plating (adhesion amount 15 g / m 2 ). In Comparative Example 6, a metal or alloy layer provided at the steel and plating interface was not provided, and Cu plating (adhesion amount 15 g / m 2 ) was performed immediately after degreasing and pickling treatment.
(Reference Example 21 and Comparative Example 7)
In Reference Example 21, the metal that was electrochemically more noble than the steel material in the above Reference Example 1 was changed to Ni plating to obtain Co plating (adhesion amount 15 g / m 2 ). In Comparative Example 7, the metal or metal layer provided at the steel-plating interface was not provided, and Co plating (adhesion amount 15 g / m 2 ) was performed immediately after degreasing and pickling treatment.
(参考例22)
前記参考例1において、Niめっき後に、窒素雰囲気中500℃、10時間の加熱拡散処理を行い、Niめっき層の一部を拡散層とした。
(Reference Example 22)
In Reference Example 1, after Ni plating, heat diffusion treatment was performed in a nitrogen atmosphere at 500 ° C. for 10 hours to make a part of the Ni plating layer a diffusion layer.
表1に各水準の付着量を示す。なお、水素過電圧については、下地鋼の影響を少なくするため、それぞれの金属を上記同一条件で、反応時間を増加することにより5g/m2付着させた後、1N硫酸水溶液中で測定を行ったものである。また、用いた原板の水素過電圧は、0.43Vであった。
めっき後の各サンプルを、JISに定めるフェロキシル試験によりピンホールを評価した。試験面積25cm2での測定を一水準あたり4サンプルについて実施し、合計のピンホール数で評価した。
また、JISZ2371の塩水噴霧試験(SST耐食性試験)を24時間行い、赤錆発生の無いものを「○」と評価した。
Table 1 shows the amount of adhesion at each level. The hydrogen overvoltage was measured in a 1N aqueous sulfuric acid solution after 5 g / m 2 of each metal was deposited by increasing the reaction time under the same conditions to reduce the influence of the base steel. Is. Moreover, the hydrogen overvoltage of the used original plate was 0.43V.
Each sample after plating was evaluated for pinholes by a ferroxyl test defined in JIS. Measurements at a test area of 25 cm 2 were performed on 4 samples per level, and the total number of pinholes was evaluated.
Moreover, the salt spray test (SST corrosion resistance test) of JISZ2371 was performed for 24 hours, and the thing without red rust generation | occurrence | production was evaluated as "(circle)".
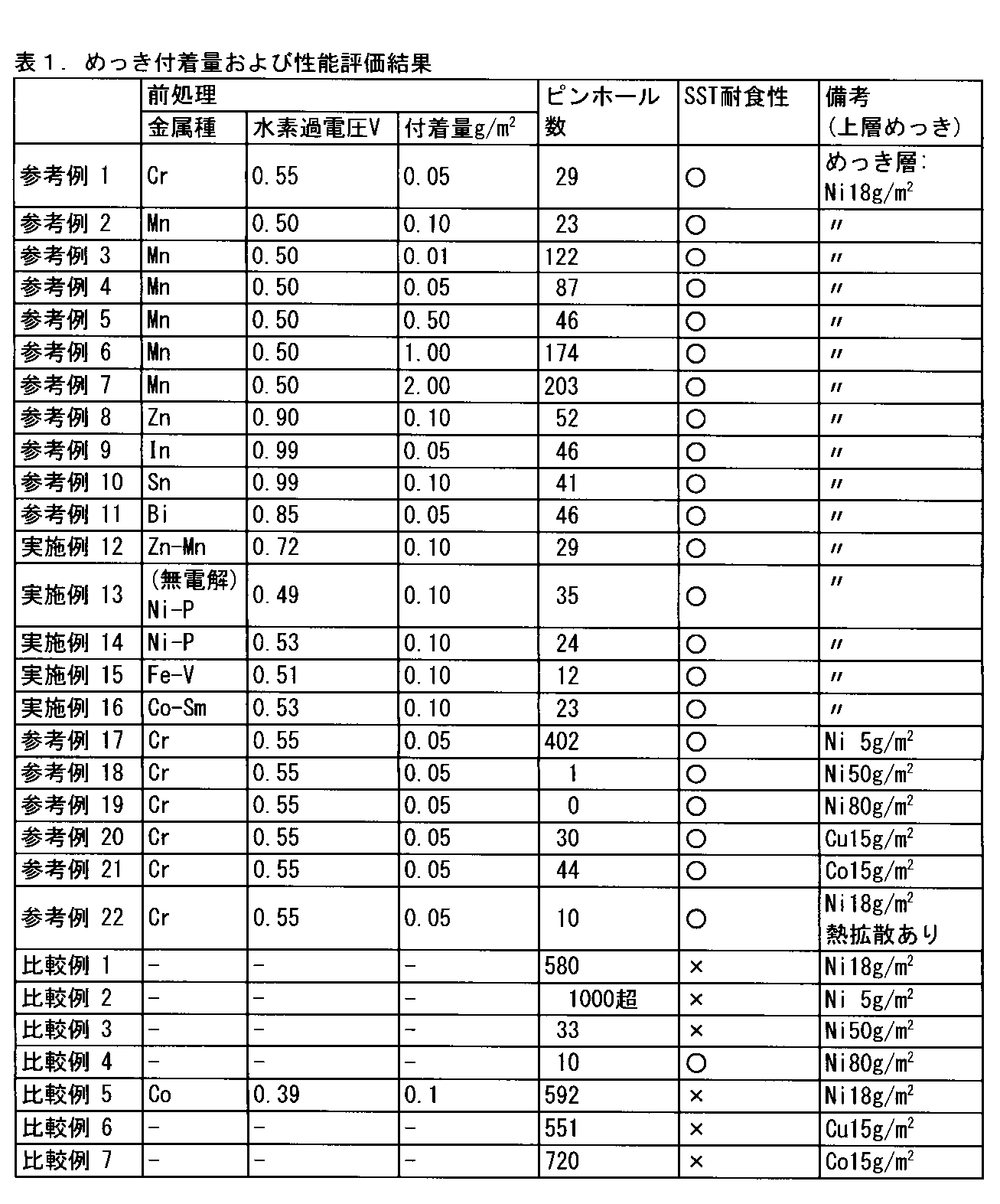
以上のように本発明の実施例では、良好な性能を示した。なお、めっき後熱拡散処理を行った参考例22では、試験片に10%の伸び加工を施した後、前記と同様にピンホール試験およびSST耐食性試験を行ったが、この場合にも同様の結果が得られた。なお、めっき後熱拡散処理を行っていないこと以外は参考例22と同一構成の参考例1のサンプルについて、同様に試験片に10%の伸び加工を施した後評価したところ、ピンホール数は加工前の2倍に増加し、SST耐食性試験でも赤錆発生が見られた。このことから、加工の厳しい用途には、めっき後熱拡散処理を施すことが望ましいことが分かる。 As described above, the examples of the present invention showed good performance. In Reference Example 22 in which the thermal diffusion treatment was performed after plating, the test piece was subjected to 10% elongation, and then the pinhole test and the SST corrosion resistance test were performed in the same manner as described above. Results were obtained. In addition, when the sample of Reference Example 1 having the same configuration as Reference Example 22 was not subjected to thermal diffusion treatment after plating, the test piece was similarly evaluated after being subjected to 10% elongation processing. It increased twice as much as before processing, and red rust was observed in the SST corrosion resistance test. From this, it can be seen that it is desirable to perform post-plating thermal diffusion treatment for severe processing applications.
本発明の鋼材は、電気電子器具、電池缶に代表される容器材料、バインダー等の日用家電部材等はもちろんのこと、種々の用途に幅広く適用できる可能性があり、産業上極めて有用である。 The steel material of the present invention can be widely applied to various uses as well as electric home appliances such as electric and electronic appliances, battery cans, and binders, and is extremely useful industrially. .
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013143098A JP5582230B2 (en) | 2013-07-08 | 2013-07-08 | High corrosion resistance plated steel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013143098A JP5582230B2 (en) | 2013-07-08 | 2013-07-08 | High corrosion resistance plated steel |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009004065A Division JP5353253B2 (en) | 2009-01-09 | 2009-01-09 | High corrosion resistance plated steel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013199708A true JP2013199708A (en) | 2013-10-03 |
| JP5582230B2 JP5582230B2 (en) | 2014-09-03 |
Family
ID=49520157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013143098A Active JP5582230B2 (en) | 2013-07-08 | 2013-07-08 | High corrosion resistance plated steel |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5582230B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104342728A (en) * | 2014-09-25 | 2015-02-11 | 中国石油天然气股份有限公司 | Processing technology of nano-alloy coating short hypocycloid screw pump rotor |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59211592A (en) * | 1983-05-14 | 1984-11-30 | Kawasaki Steel Corp | Fe-p plated steel sheet having excellent phosphate chemical convertibility |
| JPS63105990A (en) * | 1986-10-23 | 1988-05-11 | Kawasaki Steel Corp | Multilayered nickel alloy plating and its formation |
| JPH06316773A (en) * | 1993-04-28 | 1994-11-15 | Pentel Kk | Production of noble metal plating |
| JP2001098390A (en) * | 2000-09-06 | 2001-04-10 | Usui Internatl Ind Co Ltd | Welded tube excellent in corrosion resistance of inner surface and producing method |
| JP2005020823A (en) * | 2003-06-24 | 2005-01-20 | Sumitomo Metal Ind Ltd | Structure provided with conductive film, and eddy current reduction device and substrate using the same |
-
2013
- 2013-07-08 JP JP2013143098A patent/JP5582230B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59211592A (en) * | 1983-05-14 | 1984-11-30 | Kawasaki Steel Corp | Fe-p plated steel sheet having excellent phosphate chemical convertibility |
| JPS63105990A (en) * | 1986-10-23 | 1988-05-11 | Kawasaki Steel Corp | Multilayered nickel alloy plating and its formation |
| JPH06316773A (en) * | 1993-04-28 | 1994-11-15 | Pentel Kk | Production of noble metal plating |
| JP2001098390A (en) * | 2000-09-06 | 2001-04-10 | Usui Internatl Ind Co Ltd | Welded tube excellent in corrosion resistance of inner surface and producing method |
| JP2005020823A (en) * | 2003-06-24 | 2005-01-20 | Sumitomo Metal Ind Ltd | Structure provided with conductive film, and eddy current reduction device and substrate using the same |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104342728A (en) * | 2014-09-25 | 2015-02-11 | 中国石油天然气股份有限公司 | Processing technology of nano-alloy coating short hypocycloid screw pump rotor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5582230B2 (en) | 2014-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10584407B2 (en) | Zinc alloy plated steel material having excellent weldability and processed-part corrosion resistance and method of manufacturing same | |
| JP6140611B2 (en) | Steel foil and manufacturing method thereof | |
| JP6788506B2 (en) | Passivation of microdiscontinuous chromium precipitated from trivalent electrolyte | |
| Sa-nguanmoo et al. | Hot-dip galvanization with pulse-electrodeposited nickel pre-coatings | |
| CN101597780A (en) | A kind of method for preparing the nickel-silver alloy steel strip that battery case uses | |
| Galikova et al. | Properties of Ni-W alloy coatings on steel substrate | |
| JP5353253B2 (en) | High corrosion resistance plated steel | |
| JP4980266B2 (en) | High corrosion resistance plated steel material and method for producing the same | |
| JP5582230B2 (en) | High corrosion resistance plated steel | |
| US9534307B2 (en) | Silver-plated product and method for producing same | |
| JP2009185346A (en) | High corrosion resistance plated steel | |
| CN110114514B (en) | ZN-NI plated steel sheet excellent in corrosion resistance and workability and method for producing the same | |
| JP2011099128A (en) | Plated member and method for manufacturing the same | |
| Hamid et al. | Process and performance of hot dip zinc coatings containing ZnO and Ni–P under layers as barrier protection | |
| Hamid et al. | Electrodeposition of CoMoP thin film as diffusion barrier layer for ULSI applications | |
| JP4612573B2 (en) | Method for producing multilayer Ni diffusion plated steel sheet | |
| JP5861662B2 (en) | Zinc-based electroplated steel sheet and method for producing the same | |
| JP6168826B2 (en) | Steel with Mn layer | |
| EP2978877A2 (en) | Electroplating bath for zinc-iron alloys, method for depositing zinc-iron alloy on a device and such a device | |
| JP2013185199A (en) | Zinc-based electroplated steel sheet and method for manufacturing the same | |
| CN109689916A (en) | Hot-dip Al-Zn system steel plate | |
| CN101457376B (en) | High corrosion resistance Cr-Pd alloy plating process on stainless steel surface | |
| JP5315571B2 (en) | Stainless steel conductive member and manufacturing method thereof | |
| US6998035B2 (en) | Method for forming Re-Cr alloy film through electroplating process using bath containing Cr(VI) | |
| Assaf et al. | Electrodeposition mechanism of Zn‒Ni‒Mn alloy at different time intervals |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130708 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140617 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140630 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5582230 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |