JP2013201033A - 熱動式引外し装置の製造方法及びその製造方法で製造された熱動式引外し装置を用いた回路遮断器 - Google Patents
熱動式引外し装置の製造方法及びその製造方法で製造された熱動式引外し装置を用いた回路遮断器 Download PDFInfo
- Publication number
- JP2013201033A JP2013201033A JP2012068673A JP2012068673A JP2013201033A JP 2013201033 A JP2013201033 A JP 2013201033A JP 2012068673 A JP2012068673 A JP 2012068673A JP 2012068673 A JP2012068673 A JP 2012068673A JP 2013201033 A JP2013201033 A JP 2013201033A
- Authority
- JP
- Japan
- Prior art keywords
- thermal
- manufacturing
- interlocking plate
- contact
- thermal element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Breakers (AREA)
Abstract
【解決手段】通電加熱により湾曲する複数の熱動素子9と、熱動素子9の一方の面と当接する当接部10aを有する第1の連動板10と、他方の面と当接する当接部11aを有する第2の連動板11と、両連動板10,11に揺動自在に連結された欠相カム12と、欠相カム12の変位を遮断器の開閉機構部に伝達する伝達片13とを有する熱動式引外し装置の製造方法であって、絶縁筐体1に複数の熱動素子9を取り付けた状態で、測定装置により熱動素子9の取付寸法を計測して設計値との差分を求め、加工装置において、差分の情報に基づき両連動板10,11の各当接部長さc1〜c3を補正して加工したものを、熱動素子9に組み付けるようにした。
【選択図】図1
Description
過負荷保護機能を持つ熱動式引外し装置としては、例えば、図5のようなサーマルリレーが知られている。図5は、要部のみを平面から見た模式図である。サーマルリレーは、バイメタルなどからなり3相の各相に対応して紙面に垂直方向に立設された熱動素子21と、熱動素子21の一方の側面に当接し通電電流の増加に伴う熱動素子21の変形によって押される第1連動板22と、熱動素子21の反対の側面に当接する第2連動板23と、第2連動板23の端部に一端部が軸着された差動レバー24と、で構成されている。第1連動板22の端部は、差動レバー24の中間部に設けた当接ピン25に当接する。したがって、欠相時などにはいずれかの熱動素子21の変位量が他の熱動素子21の変位量に比較して小さくなることによって、第1連動板22と第2連動板23との変位量に差が生じ、この差に対応した角度で差動レバー24が回動し、接点装置を開閉操作するための作動板26が押圧される。一方、過負荷時には第1連動板22が所定量だけ変位して差動レバー24を押圧することによって作動板26を押圧するようになっている(特許文献1参照)。
通電時に熱動素子が屈曲した変位で連動板を動かし、差動レバーを介し作動板に接触させ遮断動作を行う際、熱動素子の取付寸法にばらつきがあると、差動レバーと作動板との間隔が設計値と異なり、遮断特性のばらつきの原因となる。
特許文献1に示すような従来のサーマルリレーでは、組立手順として、熱動素子をボディー側に取り付けた後、寸法の固定された連動板を取り付ける。または、熱動素子を組み込む前に第1連動板をボディー側に組み込んでおく方法も示されている。いずれの場合でも、もし、熱動素子の寸法のばらつきや組付位置のばらつきにより、熱動素子が設計通りの位置に配置されない場合は、連動板との間に隙間が生じることになる。
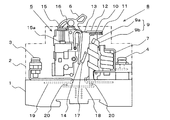
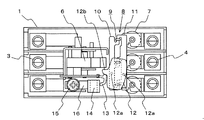
図1は、この発明の実施の形態1による熱動式引外し装置の製造方法の、連動板部分の製造過程を説明する説明図であり、図2は、熱動式引外し装置部分の斜視図である。また、図3は、実施の形態1による熱動式引外し装置を用いた回路遮断器の側面図であり、図4は、図3の平面図である。
先ず、図3及び図4により、熱動式引外し装置を内蔵した回路遮断器の概要から説明する。
3相の回路遮断器の主回路の各相に対応して通電電流に応じ発熱し湾曲する3個の熱動素子9が主回路の各電路の途中に設けられている。
熱動素子9は、矩形板状に形成されたバイメタル9aに絶縁材を介して帯状のヒータ9bを螺旋状に巻回したものであって、ヒータ9bの一端はバイメタル9aに溶着などの方法で固着されている。3個の熱動素子9は、平面側を対向させてほぼ並行に配列され、一端側が電路に接続される導体に固着され、他端側が自由端となっており、バイメタル9aが加熱されると厚み方向に変形し自由端側が同一方向に湾曲するようになっている。この自由端側が動作端部である。
第1の連動板10および第2の連動板11は、薄板の絶縁材料からなり、それぞれ平面視略E字状となるように突起した3つの当接部10a,11aを有しており、第1の連動板10の当接部10aは熱動素子9の一方(図2の場合では左)から当接させ、第2の連動板11の当接部11aは他方(図2の場合では右側)から当接させて、動作端部を両側から挟むように設けられている。両連動板10,11は、熱動素子9の変位方向に沿って移動可能なように、図示しないガイド部にガイドされている。
両連動板10,11に跨がって欠相カム12が設けられており、欠相カム12は両連動板10,11に各1点の係合部12a(図4参照)で揺動自在に連結されている。また欠相カム12の側面には後述する伝達片13と当接可能な突起部12bを有している。
先に説明した伝達片13は、欠相カム12と引外しレバー14との間に、一端が筐体側に軸支されて回動自在に設けられ、欠相カム12の動きを引外しレバー14に伝達する役目をする。
なお、本願では、熱動素子9、第1及び第2の連結板10,11、欠相カム12、伝達片13を含む部分を熱動式引外し装置8と呼ぶことにする。
主回路の可動接触子18は、固定接触子19と対向して絶縁筐体1の中央下部に配置されており、接点部20で接離する。回路遮断器がONの状態では、電流は、電源側端子3から、接点部20,可動接触子18,接点部20,熱動素子9のヒータ9b,バイメタル9a,過負荷引外し装置7のコイル,負荷側端子4へと流れる。
調整ダイヤル15を回転させ筐体カバー2に印字されている調整目盛りの所定位置へ合わせる操作により、カム部15aが回動し、調整板16を介して引外しレバー14が移動する。これにより、引外しレバー14の頭部と欠相カム12との距離が定格電流に合わせて調整される。
電流が規格値以上の過電流になると、欠相カム12の突起部12bで伝達片13が押され、この力で引外しレバー14の頭部が押されることで、引外しレバー14は軸支部を支点に図3で反時計方向に回動し、引外しレバー14の先端側でトリップレバー17が押圧される。これにより、開閉機構部5が動作して回路が遮断される。
回路遮断器の絶縁筐体1に熱動式引外し装置8が組み込まれたとき、製造のばらつきや組立のばらつきにより、3相の熱動素子9の取付位置や相互間の寸法が設計値通りにならない場合が発生する。図1は、熱動式引外し装置8の連動板部分を模式的に表した平面図である。以下、図1を参照しながら説明する。熱動素子9の相互間の寸法が設計値通りではなく、動作端部において、例えば、図1(a)に示すように、中相が図で右側にずれている場合で説明する。すなわち、d1>d2となっている場合である。この状態で、設計値通りに製作された連動板10,11を合わせようとしても当接部が合わないので、無理に嵌め合わせようすれば、熱動素子9のバイメタル9a部を曲げて矯正することになる。これは、結果的に回路遮断器の動作特性の劣化に繋がることになる。
一方、連動板の加工装置(図示せず)には、例えば、図1(b)に破線で示すような連動板の半加工製品をセットしておく。半加工製品では、連動板の熱動素子9に当接する方向の長さCは、設計値より長くしている。そして、測定装置で計測された設計値との差分にしたがって、各連動板の当接する方向の長さc1,c2、c3を個々に算出し、その算出長さにしたがって各連動板10,11の各相の当接部側先端e部を切断すると共に、連動板全体の長さ方向端部f部も切断して、連動板10,11を製作する。
製作加工された各連動板10,11を熱動素子9に組み合わせて取り付けることで、熱動素子9とほぼ隙間無く嵌合する連動板10,11を持つ熱動式引外し装置8となる。
この結果、熱動素子9の配置位置が製作や組立によりばらついている場合でも、連動板10,11を隙間無く当接させることができるので、従来方式のような、寸法の固定された連動板を組み付け、その後バイメタルの位置を調整するものに比べ、通電回路であるバイメタル9aの位置調整による接触抵抗の変動や、バイメタル9aの屈曲特性の変動を防止でき、遮断性能を向上させることができる。また、組立の作業性も向上する。
したがって、この方法で製造された熱動式引外し装置を使用した回路遮断器は、過電流による遮断時の動作精度の優れた回路遮断器となる。
なお、測定装置での計測は、ダイヤルゲージによる場合で説明したが、光学式センサを使用しても良い。
3 電源側端子 4 負荷側端子
5 開閉機構部 6 ハンドル
7 過負荷引外し装置 8 熱動式引外し装置
9 熱動素子 9a バイメタル
9b ヒータ 10 第1の連動板
10a,11a 当接部 11 第2の連動板
12 欠相カム 12a 係合部
12b 突起部 13 伝達片
14 引外しレバー 15 調整ダイヤル
15a カム部 16 調整板
17 トリップレバー 18 可動接触子
19 固定接触子 20 接点部。
Claims (4)
- 通電加熱により湾曲変位する方向を一致させてほぼ並行に配列された複数の熱動素子と、前記熱動素子の動作端部を挟んでその両側に配置され、前記動作端部の一方の面と当接する当接部を有する第1の連動板,及び他方の面と当接する当接部を有する第2の連動板と、前記両連動板に跨がって揺動自在に連結された欠相カムと、前記欠相カムの変位を遮断器の開閉機構部に伝達する伝達片と、を有する熱動式引外し装置の製造方法であって、
前記熱動式引外し装置を組み込む絶縁筐体に前記複数の熱動素子を取り付けた状態で、測定装置により前記熱動素子の取付寸法を計測して設計値との差分を求め、
加工装置において、前記差分の情報に基づき前記第1の連動板及び前記第2の連動板のそれぞれの前記当接部の寸法を補正して加工し、
加工した前記両連動板を前記熱動素子に組み込むようにしたことを特徴とする熱動式引外し装置の製造方法。 - 請求項1記載の熱動式引き外し装置の製造方法において、前記熱動素子の計測時に、実動作時に前記熱動素子に加わる力を屈曲方向に加え測定し、前記各連動板を加工することを特徴とする熱動式引外し装置の製造方法。
- 請求項1記載の熱動式引外し装置の製造方法において、前記各連動板の前記当接部を前記熱動素子側に向けて突出する円弧状に加工することを特徴とする熱動式引外し装置の製造方法。
- 絶縁筐体と、前記絶縁筐体に装着された固定接触子と、前記固定接触子に対向して設置された可動接触子と、前記可動接触子を開閉動作させる開閉機構部と、通電時の過電流に応じて前記開閉機構部を作動させる熱動式引外し装置とを備え、
前記熱動式引外し装置は、請求項1又は請求項2に記載の製造方法により製造された熱動式引外し装置が使用されていることを特徴とする回路遮断器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012068673A JP5656899B2 (ja) | 2012-03-26 | 2012-03-26 | 熱動式引外し装置の製造方法及びその製造方法で製造された熱動式引外し装置を用いた回路遮断器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012068673A JP5656899B2 (ja) | 2012-03-26 | 2012-03-26 | 熱動式引外し装置の製造方法及びその製造方法で製造された熱動式引外し装置を用いた回路遮断器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013201033A true JP2013201033A (ja) | 2013-10-03 |
| JP5656899B2 JP5656899B2 (ja) | 2015-01-21 |
Family
ID=49521125
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012068673A Expired - Fee Related JP5656899B2 (ja) | 2012-03-26 | 2012-03-26 | 熱動式引外し装置の製造方法及びその製造方法で製造された熱動式引外し装置を用いた回路遮断器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5656899B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01195627A (ja) * | 1987-12-17 | 1989-08-07 | Eaton Corp | 適応差動機構を有する過負荷継電器 |
| JP2001014999A (ja) * | 1999-06-28 | 2001-01-19 | Fuji Electric Co Ltd | 回路しゃ断器の熱動形過負荷・欠相引外し装置 |
| JP2009076355A (ja) * | 2007-09-21 | 2009-04-09 | Fuji Electric Fa Components & Systems Co Ltd | サーマルリレー |
-
2012
- 2012-03-26 JP JP2012068673A patent/JP5656899B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01195627A (ja) * | 1987-12-17 | 1989-08-07 | Eaton Corp | 適応差動機構を有する過負荷継電器 |
| JP2001014999A (ja) * | 1999-06-28 | 2001-01-19 | Fuji Electric Co Ltd | 回路しゃ断器の熱動形過負荷・欠相引外し装置 |
| JP2009076355A (ja) * | 2007-09-21 | 2009-04-09 | Fuji Electric Fa Components & Systems Co Ltd | サーマルリレー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5656899B2 (ja) | 2015-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2023362B1 (en) | Thermal overload trip apparatus and method for adjusting trip sensitivity thereof | |
| EP2023367B1 (en) | Method for adjusting trip sensitivity of thermal overload protection apparatus | |
| KR200491965Y1 (ko) | 회로차단기의 가 조정 열동 트립 기구 | |
| KR101759594B1 (ko) | 회로차단기 | |
| CN101847545B (zh) | 热过载继电器 | |
| EP1420433A1 (en) | Thermal overload relay | |
| US7859369B2 (en) | Method of bi-directional thermal calibration of a circuit interrupter frame and circuit interrupter test system including the same | |
| CN104488059B (zh) | 电路断路器 | |
| JP5656899B2 (ja) | 熱動式引外し装置の製造方法及びその製造方法で製造された熱動式引外し装置を用いた回路遮断器 | |
| US3152232A (en) | Circuit breaker having bimetal rigidly secured to cradle | |
| JP5152102B2 (ja) | 熱動形過負荷継電器 | |
| JP4776591B2 (ja) | 熱動式過電流継電器およびその電調方法 | |
| JP4045709B2 (ja) | 回路しゃ断器の熱動形過負荷引外し装置 | |
| JP2013045668A (ja) | 回路遮断器の製造方法 | |
| KR100359843B1 (ko) | 열동형 과부하 계전기의 히터 어셈블리 | |
| CN112802710B (zh) | 一种热磁可调节结构及控制与保护开关电器 | |
| JP7466374B2 (ja) | 回路遮断器 | |
| WO2024042746A1 (ja) | 熱動形過負荷継電器 | |
| JP5208243B2 (ja) | 熱動式過電流継電器およびその電調方法 | |
| CN104241055A (zh) | 断路器 | |
| WO2016035116A1 (ja) | 回路遮断器 | |
| JP5649506B2 (ja) | 熱動式過電流継電器の電調方法 | |
| JP2009037978A (ja) | 熱動形過負荷継電器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131022 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140430 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141028 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141125 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5656899 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |