JP2013201182A - パラジウム被覆銅ボンディングワイヤの製造方法 - Google Patents
パラジウム被覆銅ボンディングワイヤの製造方法 Download PDFInfo
- Publication number
- JP2013201182A JP2013201182A JP2012067363A JP2012067363A JP2013201182A JP 2013201182 A JP2013201182 A JP 2013201182A JP 2012067363 A JP2012067363 A JP 2012067363A JP 2012067363 A JP2012067363 A JP 2012067363A JP 2013201182 A JP2013201182 A JP 2013201182A
- Authority
- JP
- Japan
- Prior art keywords
- palladium
- core material
- heat treatment
- bonding wire
- coated copper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/011—Apparatus therefor
- H10W72/0115—Apparatus for manufacturing bond wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/015—Manufacture or treatment of bond wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/015—Manufacture or treatment of bond wires
- H10W72/01551—Changing the shapes of bond wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/015—Manufacture or treatment of bond wires
- H10W72/01565—Thermally treating
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/521—Structures or relative sizes of bond wires
- H10W72/522—Multilayered bond wires, e.g. having a coating concentric around a core
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
- H10W72/5525—Materials of bond wires comprising metals or metalloids, e.g. silver comprising copper [Cu]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/555—Materials of bond wires of outermost layers of multilayered bond wires, e.g. material of a coating
Landscapes
- Electroplating Methods And Accessories (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Wire Bonding (AREA)
Abstract
【課題】本発明は、パラジウム被覆銅ボンディングワイヤの被覆層が芯材から脱落することを抑制し、表面に銅露出が発生しないボンディングワイヤを提供することを目的とする。
【解決手段】銅を主成分とする芯材10の周囲にパラジウム被覆層をめっき工程で形成したパラジウム被覆銅ボンディングワイヤの製造方法であって、
前記めっき工程より前に、前記芯材を単引き伸線する単引き伸線工程P2と、
単引き伸線された前記芯材を熱処理する熱処理工程P3と、を有し、
該熱処理工程は、加熱炉内40に単引き伸線された前記芯材を所定量設置して密封し、窒素ガスを前記加熱炉内に満たしてから前記加熱炉内の加熱を開始する、窒素雰囲気下のバッチ式熱処理工程であることを特徴とする。
【選択図】図3
【解決手段】銅を主成分とする芯材10の周囲にパラジウム被覆層をめっき工程で形成したパラジウム被覆銅ボンディングワイヤの製造方法であって、
前記めっき工程より前に、前記芯材を単引き伸線する単引き伸線工程P2と、
単引き伸線された前記芯材を熱処理する熱処理工程P3と、を有し、
該熱処理工程は、加熱炉内40に単引き伸線された前記芯材を所定量設置して密封し、窒素ガスを前記加熱炉内に満たしてから前記加熱炉内の加熱を開始する、窒素雰囲気下のバッチ式熱処理工程であることを特徴とする。
【選択図】図3
Description
本発明は、パラジウム被覆銅ボンディングワイヤの製造方法に関する。
従来から、半導体素子の実装に用いられるボンディングワイヤとして、銅を主成分とする芯材の周囲に、パラジウムからなる被覆層を形成したパラジウム被覆銅ボンディングワイヤが知られている(例えば、特許文献1参照)。
市場で専ら使用されているパラジウム被覆銅ボンディングワイヤの線径は約20μmであり、ボールボンディングのボール潰し径は、パッケージの信頼性を確保するために45μm以上となっている。また、半導体素子上のアルミニウムパッドの間隔、即ち、ダイパッドピッチは、60μm以上の場合が多い。通常ボール潰し厚は、線径の半分程度としている組立メーカーが多いが、この規則に従うと、線径20μmのボンディングワイヤの場合には、潰し厚は10μmとなる。ボールの潰し厚が10μmで、潰し径を45μm以上とするためには、ボンディング前のボール径は32μmを超えることが必要となる。こうした、線径の1.6倍を超える大きさの直径を有するボールをフォーミングガス中で形成すると、ワイヤ表面のパラジウムがボールの表面全体に分布する。そうすると、ボールボンディング時には、アルミニウムパッドとの接合部で銅とアルミニウムが直接接触することを防止できるため、ガルバニック腐食が防止される。また、樹脂モールド時には、エポキシ中の塩素が銅に直接接触することが無いため、ボール内部の銅腐食が防止され、パッケージの信頼性評価では、ベア銅線よりも寿命が長いという結果が得られている。
最近になり、金価格の上昇が一段と進み、金ボンディングワイヤからパラジウム被覆銅ボンディングワイヤへの置き換えも進んでいる。例えば、ダイパッドピッチが50μm以下のファインダイパッドピッチのパッケージへも、パラジウム被覆銅ボンディングワイヤが展開されるようになり、これに伴い、線径も20μmから18μmや15μmへと細線化された。ダイパッドピッチが50μmの場合、アルミニウムパッドの開口部の幅は45μmであり、ボンディングの位置精度やボールつぶし径のばらつき等から、ボール潰し径は40μm以下であることが要求される。上述のボール潰し形状の規則に従うと、線径18μmではボール潰し厚は9μmとなり、この体積を得るためのボンディング前のボール径は約28μm以下となり、線径の1.6倍以下となる、いわゆる小ボールでのボールボンディングが要求される。
しかしながら、こうした小ボールが要求されるパラジウム被覆銅ボンディンディングワイヤにおいて、被覆層が脱落し、芯材が露出することによって、ボンディングワイヤ表面の熱伝導性および金属流体への濡れ性が不均一となる。これにより、ボンディングにおけるボール形成時に、ボールの芯ズレや異形状を誘発するため、ワイヤボンディング工程での収率及び作業性を著しく悪化させるという問題があった。
ところで、パラジウム被覆銅ボンディングワイヤ表面において、被覆層が脱落して芯材が露出する原因は、パラジウムめっき後の製品表面に凹凸があり、めっき後の伸線工程にてダイス通過時に凸部のパラジウム被覆層が削り取られることにある。この凹凸部はめっき前の芯材に由来しており、めっき前の薬品による芯材表面の化学研磨や、化学研磨以前に発生する。化学研磨で芯材表面を研磨(例えば0.01μm〜5μm)しても、研磨される箇所で偏りを生じ、完全には平滑な表面が得られないため、めっき前の芯材の伸線過程でどれだけ凹凸の無い表面を得られるかが課題であった。
そこで、本発明は、パラジウム被覆銅ボンディングワイヤの被覆層が芯材から脱落することを抑制し、表面に銅露出が発生しないボンディングワイヤを提供することを目的とする。
上記目的を達成するため、本発明の一態様に係るパラジウム被覆銅ボンディングワイヤの製造方法は、銅を主成分とする芯材の周囲にパラジウム被覆層をめっき工程で形成したパラジウム被覆銅ボンディングワイヤの製造方法であって、
前記めっき工程より前に、前記芯材を単引き伸線する単引き伸線工程と、
単引き伸線された前記芯材を熱処理する熱処理工程と、を有し、
該熱処理工程は、加熱炉内に単引き伸線された前記芯材を所定量設置して密封し、窒素ガスを前記加熱炉内に満たしてから前記加熱炉内の加熱を開始する、窒素雰囲気下のバッチ式熱処理工程であることを特徴とする。
前記めっき工程より前に、前記芯材を単引き伸線する単引き伸線工程と、
単引き伸線された前記芯材を熱処理する熱処理工程と、を有し、
該熱処理工程は、加熱炉内に単引き伸線された前記芯材を所定量設置して密封し、窒素ガスを前記加熱炉内に満たしてから前記加熱炉内の加熱を開始する、窒素雰囲気下のバッチ式熱処理工程であることを特徴とする。
本発明によれば、ボンディングにおけるボール形成時にボールの芯ズレや異形状を改善してワイヤボンディング工程での収率および作業性を著しく向上することができる。
以下、図面を参照して、本発明を実施するための形態の説明を行う。
図1は、本発明の実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法を含む全体工程の一例を示した図である。パラジウム被覆銅ボンディングワイヤの製造工程は、連続鋳造工程P1と、太線伸線工程(単引き伸線工程)P2と、熱処理工程P3と、エッチング工程P4と、伸線工程P5と、熱処理工程P6と、めっき工程P7と、伸線工程P8と、熱処理工程P9とを含む。
このうち、本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法は、めっき工程P7より前に太線伸線工程P2及び熱処理工程P3を有し、必要に応じて、更にエッチング工程P4を有すればよく、他の工程は、必要に応じて種々変更することができる。つまり、太線伸線工程P2、熱処理工程P3及びめっき工程P7以外の他の工程は、必要が無ければ省略されてもよいし、工程内容が変更されてもよい。また、図1に示されていない新たな工程が更に追加されてもよい。
以下、簡単に各工程について説明する。連続鋳造工程P1は、銅板から、芯材となる銅線を鋳造する工程である。太線伸線工程P2は、単頭伸線機を用いて単引き伸線を行う工程であり、これで、例えば数mmの線径を有する鋳造後の芯材が、1mm程度にまで縮径される。熱処理工程P3は、単引き伸線された芯材を加熱して熱処理する工程であり、本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法においては、バッチ処理で熱処理が行われる。なお、熱処理工程P3の詳細については後述する。エッチング工程P4は、熱処理されて表面に酸化膜が形成された芯材の酸化膜をエッチングにより除去する工程である。伸線工程P5は、1mm程度に縮径された芯材を、連続伸線加工により更に数100μm程度まで縮径する工程である。熱処理工程P6は、連続熱処理により、芯材を軟化する工程である。めっき工程P7は、銅を主成分とする芯材の表面にパラジウムをめっきし、芯材の周囲にパラジウム被覆層を形成する工程である。めっき工程P7は、本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法では、必須の工程となる。なお、めっき工程P7は、必要に応じて、前処理工程、ストライクめっき工程等の関連工程を含んでよい。伸線工程P8は、めっき工程により形成されたパラジウム被覆銅ボンディングワイヤを伸線加工し、製品と同径まで縮径する工程である。熱処理工程P9は、伸線加工されたパラジウム被覆銅ボンディングワイヤを熱処理して軟化する工程である。熱処理工程P9が終了すると、出荷可能なパラジウム被覆銅ボンディングワイヤが完成する。
かかる銅被覆銅ボンディングワイヤは、一般的に、ワイヤ表面にパラジウムが分布することにより、ウェッジ接合性および耐酸化性の向上などが期待できる。半面、パラジウム被覆層が芯材から脱落した場合、ボンディング時に芯ズレやボール異形状を誘発し、ワイヤボンディングの収率及び作業性を著しく悪化させることが新たな問題となることが分かった。
そこで、本願の発明者等は、パラジウム被覆層が芯材から脱落することのないよう伸線加工における条件を鋭意検討した結果、めっき工程の前に芯材の表面に発生する凹凸を抑制することが大切であり、かかる凹凸抑制のためには、太線伸線工程P2の後の熱処理工程P3における熱処理の条件と、熱処理で生じた酸化膜のエッチングが重要であることを見出した。以下、これらに関連する内容について具体的に説明する。
図2は、本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法の太線伸線工程P2の一例を示した図である。太線伸線工程P2においては、単頭伸線機を用いて、単引き伸線加工を行う。図2に示すように、単頭伸線機は、キャプスタンロール20、21と、ダイス30とを備え、巻き出し用のキャプスタンロール20で巻き出された芯材10を、ダイス30を通過させて引き抜き、巻き取り用のキャプスタンロール21で巻き取る。ダイス30は、出口側の径が入口側の径よりも小さくなるようなテーパー形状の穴を有し、ダイス30の穴を芯材10が通過して引き抜かれることにより、線径が細くなるように構成されている。この単引き伸線は、芯材10の線径がmm単位で太く、引き抜きに大きな力を要するため、1つのダイス30のみを用いて伸線加工が行われる。それ故、シングルダイドローイング又は単引き伸線と呼ばれている。単引き伸線は複数回行われ、一般的には、数10回行われる。本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法の熱処理工程P3は、かかる太線伸線工程P2の直後に行われる。
図3は、本発明の実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法の熱処理工程P3の一例を示した図である。熱処理工程P3においては、加熱炉40を用いて、芯材10の熱処理(アニール)を行う。加熱炉40は、ステージ41と、ヒータ42と、ガス供給路43と、窒素ガス供給タンク44と、バルブ45と、排気路46と、排気ポンプ47と、バルブ48とを備える。
熱処理工程P3は、パラジウムめっき前の芯材10の単引き伸線加工において形成される加工変質層を再結晶させることで、芯材10を軟化させるために行われる。かかる熱処理工程P3において、芯材10の表面に酸化膜が多く形成されてしまうと、後にエッチング工程P4を行い、酸化膜を除去しても、エッチング後の芯材10の表面に凹凸が形成されてしまう。また、除去できなかった酸化膜が以後の伸線過程で異物としてダイスに噛み込む事で断線や表面外観を損なう原因となる。よって、熱処理工程P3では、酸化膜の芯材表面への形成を抑制しつつ、アニールを行うことが好ましい。以下、その具体的な内容について説明する。
加熱炉40は、芯材10をバッチアニール処理するための加熱炉40として構成されている。熱処理工程P3においては、単引き伸線加工後の芯材10を、巻回した環状の束の状態で加熱炉40のステージ41上に設置し、加熱炉40を密閉し、窒素ガスをガス供給路43から加熱炉40内に導入し、加熱炉40内を窒素雰囲気で満たしてからヒータ42により加熱を行う。ガス供給路43は、ガス供給タンク44に接続され、ガス供給路43に設けられたバルブ45により流量を調整しながら窒素ガスを加熱炉40内に供給できるように構成されている。また、加熱炉40には、排気ポンプ47に接続された排気路46が設けられ、必要に応じて排気が可能に構成されている。また、排気路46にもバルブ48が設けられ、排気量の調整が可能に構成されている。加熱が終わったら、そのまま窒素雰囲気を維持した密閉状態で冷却し、室温まで冷却してから加熱炉40を開放し、熱処理後の芯材10を取り出すようにする。
図4は、本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法の熱処理工程P3の窒素導入と加熱のタイミングを説明するための図である。図4において、横軸は時間を示し、縦軸は温度を示す。
本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法の熱処理工程P3においては、常温状態(又は室温状態)で加熱炉40の加熱炉40内に芯材10を設置する。そして、図4の下部に示すように、常温状態のまま窒素ガスを加熱炉40内に導入し、加熱炉40内が窒素で満たされてから加熱を開始するようにする。そして、窒素雰囲気下で熱処理を継続し、加熱を終了してからも、窒素雰囲気下を保ったまま加熱炉40内の温度を徐々に低下させ、室温まで到達させる。そして、室温まで到達したら、加熱炉40を開放し、加熱炉40から芯材10を取り出し、熱処理工程P3を終了する。これにより、芯材10が大気に接触するのは常温状態にある時のみとなり、芯材10が加熱されているときには、常に窒素雰囲気下にある状態にすることができる。常温下での芯材10の表面に形成される酸化膜は非常に少量であるが、加熱時に形成される酸化膜の量は非常に多い。よって、加熱時には常に芯材10が窒素雰囲気下にある状態を作ることにより、芯材10の表面に形成される酸化膜の量を大幅に低減させることができる。
なお、図4の上部には、比較例として、加熱炉40内は窒素ガスで満たされているが、温度が上昇してから芯材10を加熱炉40内に搬入して設置し、高温状態で芯材10の搬出を行った場合が記載されている。この場合には、窒素雰囲気下で熱処理を行ったとしても、芯材10の表面には、多くの酸化膜が形成されてしまう。これは、たとえ加熱炉40内が窒素で満たされていたとしても、芯材10の搬入の際に加熱炉40の扉を開放すると、多くの酸素が加熱炉40内に混入してしまい、酸化膜が形成されるからであると考えられる。同様に、高温状態で芯材10を加熱炉から搬出すると、高温状態を維持している搬出直後の芯材10は、周囲の酸素と反応してしまい、酸化膜が表面に形成されるからであると考えられる。つまり、たとえ窒素雰囲気下でバッチアニールしても、その後に芯材10を空冷したり、水中などへ急冷したりする方法では、芯材10の表面に酸化膜を形成してしまい、酸化膜を除去した後の芯材表面に凹凸が形成されてしまう。また、除去できなかった酸化膜が以後の伸線過程で異物としてダイスに噛み込む事で断線や表面外観を損なう原因となる。
一方、本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法の熱処理工程P3においては、最初に芯材10を加熱炉40内に搬入設置し、加熱炉40内に窒素をパージして加熱炉40内を窒素雰囲気で満たしてから加熱を開始する。そして、所定時間加熱保持し、更に室温まで炉内で冷却する間を窒素雰囲気に保つことにより、熱処理全体を窒素雰囲気下で行うことができ、芯材表面の酸化を抑制することができる。
次に、必要に応じて設けられるエッチング工程P4について説明する。なお、エッチング工程P4は、理解が容易であるので、特に図面は参照しない。エッチング工程P4においては、熱処理工程P3において、芯材10の表面に酸化膜が形成された場合に、酸化膜を除去するために芯材10の表面をエッチングする工程である。よって、エッチング工程P4は、熱処理工程P3の直後であって、めっき工程よりも前に行われる。
エッチング工程は、処理槽に貯留されたエッチング液に、熱処理された芯材10を浸漬することにより行われる。エッチング液は、一般的には、塩化第二鉄の水溶液が用いられるが、本実施形態に係るパラジウム被覆銅ボンディングワイヤにおいては、塩化第二鉄の水溶液よりも、エッチング効果が低いエッチング液を用いる。塩化第二鉄を用いたエッチング液は、エッチング効果が高すぎて、選択的にエッチングされる箇所が生じてしまい、芯材表面の凹凸形成の要因となることを本願の発明者等は見出した。そこで、本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法のエッチング工程P4においては、塩化第二鉄よりもエッチング効果が低く、エッチングレートが遅いエッチング液を用いる。そして、塩化第二鉄によるエッチングよりも長時間掛けてエッチングを行うようにする。これにより、熱処理工程P3で形成された酸化膜のみを適切に除去することができ、芯材10の表面の凹凸発生を抑制することができる。
エッチング液としては、塩化第二鉄よりもエッチング効果が低い種々のエッチング液を用いることができるが、例えば、塩酸又は硫酸のいずれか1つをエッチング液として用いてもよい。塩酸及び硫酸は、塩化第二鉄よりもエッチング効果が低く、エッチングレートが低いエッチング液である。よって、塩酸又は硫酸をエッチング液として用い、塩化第二鉄をエッチング液として行うエッチングよりも長時間エッチングを行うことにより、熱処理工程P3で発生した酸化膜を適切に除去することができ、めっき工程P7より前に発生する芯材10の表面の凹凸を抑制することができる。特に、本実施形態に係るパラジウム被覆銅ボンディングワイヤの製造方法においては、窒素雰囲気下で行う熱処理P3により、芯材10の表面への酸化膜の形成が抑制されている。よって、直後のエッチング工程P4において、エッチングレートの低いエッチング液を用いることで、酸化膜を効果的かつ適切に除去することができ、芯材表面の凹凸を抑制する相乗効果を得ることができる。
次に、本発明の実施例に係るパラジウム被覆銅ボンディングワイヤの製造方法を比較例とともに説明する。
まず、本実施例及び比較例に係るパラジウム被覆銅ボンディングワイヤの製造方法を、以下のように実施した。
約15質量%のリン銅と、純度99.99%以上の銅を、リン濃度が75質量ppmとなるように調合し、約1200℃で真空溶解して株式会社アサバ製の連続鋳造機で約直径8mmの丸棒状芯材インゴットを作製した。これを連続伸線によって直径約1mmまで縮径した。この後、芯材の軟化を目的に窒素雰囲気の箱型電気炉内で400℃60分のバッチアニールを行った。この後、芯材をエッチング液に60秒浸漬させて純水で洗浄した。その後、これを連続伸線によって直径約200μmまで縮径し、芯材の軟化を目的に線速約12m/minにて400℃で約4秒の熱処理を行った。
こうして得られた芯材にパラジウムめっきを行った。工程は脱脂、塩酸洗浄、化学研摩、ストライクめっきを行い、約0.7μm厚にパラジウムをめっきした。その後、連続伸線によって所定の線径まで縮径し、窒素ガス中で約10%の伸び率となるように線速40m/minにて420℃で約1.2秒の連続焼鈍(又は熱処理、アニール)を行った。
ここで、バッチアニール処理は、箱型電気炉に芯材を入れてから窒素雰囲気に置換し、加熱を開始して400℃を60分保持した後、室温まで炉冷却したものを実施例、60分保持後に箱型電気炉から取り出して空冷したものを比較例とした。また、バッチアニール後のエッチングとして、50℃の60%硫酸水溶液、常温の4%塩酸水溶液、常温の塩化第二鉄水溶液(市販の塩化第二鉄水溶液200mLと塩酸800mLと純水3000mLの混合液)を上記実施例と比較例に組み合わせた。
種々の組み合わせで製造した実施例の結果を表1、比較例の結果を表2に示す。

また、表2において、「バッチアニール」の項目で「空冷」と記載されているのが、冷却を加熱炉外の空気中で行ったことを意味している。
また、表1は実施例、表2は比較例の結果であるが、実施例か比較例かは、本実施例に係るパラジウム被覆銅ボンディングワイヤの必須構成要素とされているバッチアニールの冷却が炉冷却か空冷かにより分類している。よって、実施例には、バッチアニールが炉冷却であれば、エッチング液が塩化第二鉄の場合も含めて実施例としている。同様に、比較例は、バッチアニールの冷却が空冷であることに基づいて分類している。よって、比較例にも、エッチング液が硫酸の場合と塩酸の場合も含めて記載されている。
表1、2に示すように、被覆層が芯材から脱落する種々の状態の製品が得られた。200倍の光学顕微鏡観察では銅露出の違いは確認できなかったものの、ワイヤを金属製AL2スプールへ整列して50m巻取り、大気中200℃で焼鈍することによって、銅露出の部分が酸化変色して赤くなり、光学顕微鏡でも銅露出の状態を容易に確認できるようになった。
なお、銅露出の状態については以下のように測定した。
円周方向の最大幅については、ワイヤが巻かれたAL2スプールの任意のワイヤ表面を観察し、酸化変色した部分の最大幅を500倍の光学顕微鏡で測定した。
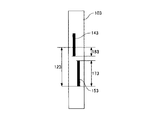
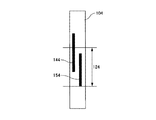
図5乃至7は、キズの状態の例を示した図である。図5は、キズの状態の第1の例を示した図であり、図6は、キズの状態の第2の例を示した図である。同様に、図6は、キズの状態の第3の例を示した図であり、図7は、キズの状態の第4の例を示した図である。
長手方向の合計長さについては、図5のように、全てのキズ131が線径の2.5倍の距離121以内にある場合には、任意の位置でのキズ131の長さを測定してその平均長さとした。図6のように、キズ132の長さが線径の2.5倍の距離122を超える場合には、最小値を線径の2.5倍とした。図7のように、線径の2.5倍の距離123以内に複数のキズ143、153が存在する場合には、長い方のキズ153の長さ173ともう一方のキズ143の長さ183との合計値とした。図8のように、任意の位置での線径の2.5倍の距離124内に複数のキズ144、154が長手方向では重なっている場合、キズ144、154の長さの最小値を、線径の2.5倍とした。
こうしたキズ131、132、143、153、144、154の状態によって試料を分類し、キューリックソファ製ワイヤボンダーIConnを使用して連続ボンディング性とボールの偏芯について評価して、キズの状態との関係についてまとめた。
実施例の評価結果を表3、比較例の評価結果を表4に示す。
また、ボール偏芯率(ボール偏芯の発生率)も、実施例に係るワイヤにおいては、試料7〜9、22、24、25、38〜40がゼロとなっており、半数以上の試料がゼロとなっている。一方、比較例に係るワイヤにおいては、ボール偏芯率がゼロの試料は1つだけである。
このように、実施例に係るパラジウム被覆銅ボンディングワイヤの製造方法により製造されたワイヤと比較例に係るパラジウム被覆銅ボンディングワイヤの製造方法により製造されたワイヤとを比較すると、実施例に係るワイヤの方が良好なワイヤボンディングが可能となっていることが分かる。
以上、本発明の好ましい実施形態及び実施例について詳説したが、本発明は、上述した実施形態及び実施例に制限されることはなく、本発明の範囲を逸脱することなく、上述した実施形態及び実施例に種々の変形及び置換を加えることができる。
10 芯材
20、21 キャプスタン
30 ダイス
40 加熱炉
41 ステージ
42 ヒータ
43 ガス供給炉
44 窒素ガス供給タンク
20、21 キャプスタン
30 ダイス
40 加熱炉
41 ステージ
42 ヒータ
43 ガス供給炉
44 窒素ガス供給タンク
Claims (7)
- 銅を主成分とする芯材の周囲にパラジウム被覆層をめっき工程で形成したパラジウム被覆銅ボンディングワイヤの製造方法であって、
前記めっき工程より前に、前記芯材を単引き伸線する単引き伸線工程と、
単引き伸線された前記芯材を熱処理する熱処理工程と、を有し、
該熱処理工程は、加熱炉内に単引き伸線された前記芯材を所定量設置して密封し、窒素ガスを前記加熱炉内に満たしてから前記加熱炉内の加熱を開始する、窒素雰囲気下のバッチ式熱処理工程であることを特徴とするパラジウム被覆銅ボンディングワイヤの製造方法。 - 前記熱処理工程において、加熱終了後は、前記加熱炉内が常温になるまで前記芯材を窒素雰囲気下に保持することを特徴とする請求項1に記載のパラジウム被覆銅ボンディングワイヤの製造方法。
- 前記熱処理工程の直後に、前記熱処理工程で前記芯材の表面に形成された酸化膜を除去するエッチング工程を更に有することを特徴とする請求項1又は2に記載のパラジウム被覆銅ボンディングワイヤの製造方法。
- 前記エッチング工程は、塩化第二鉄よりもエッチング速度が遅いエッチング液を用いて、塩化第二鉄でエッチングを行う時間よりも長時間かけてエッチングを行うことを特徴とする請求項3に記載のパラジウム被覆銅ボンディングワイヤの製造方法。
- 前記エッチング液は、塩酸又は硫酸であることを特徴とする請求項4に記載のパラジウム被覆銅ボンディングワイヤの製造方法。
- 前記エッチング工程と前記めっき工程との間には、前記芯材を連続伸線する連続伸線工程と、該連続伸線工程により連続伸線された前記芯材を連続的に熱処理する連続熱処理工程とを含むことを特徴とする請求項3乃至5のいずれか一項に記載のパラジウム被覆銅ボンディングワイヤの製造方法。
- 前記連続熱処理工程は、窒素雰囲気下で行われることを特徴とする請求項5に記載のパラジウム被覆銅ボンディングワイヤの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012067363A JP2013201182A (ja) | 2012-03-23 | 2012-03-23 | パラジウム被覆銅ボンディングワイヤの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012067363A JP2013201182A (ja) | 2012-03-23 | 2012-03-23 | パラジウム被覆銅ボンディングワイヤの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013201182A true JP2013201182A (ja) | 2013-10-03 |
Family
ID=49521219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012067363A Pending JP2013201182A (ja) | 2012-03-23 | 2012-03-23 | パラジウム被覆銅ボンディングワイヤの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013201182A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115556440A (zh) * | 2021-07-02 | 2023-01-03 | 青岛海尔电冰箱有限公司 | 芯材的酸处理工艺及酸处理芯材的真空绝热板 |
-
2012
- 2012-03-23 JP JP2012067363A patent/JP2013201182A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115556440A (zh) * | 2021-07-02 | 2023-01-03 | 青岛海尔电冰箱有限公司 | 芯材的酸处理工艺及酸处理芯材的真空绝热板 |
| CN115556440B (zh) * | 2021-07-02 | 2024-01-05 | 青岛海尔电冰箱有限公司 | 芯材的酸处理工艺及酸处理芯材的真空绝热板 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101704839B1 (ko) | 반도체용 구리 합금 본딩 와이어 | |
| US9812421B2 (en) | Bonding wire for semiconductor devices | |
| JP6167227B2 (ja) | 半導体装置用ボンディングワイヤ | |
| CN105981164B (zh) | 半导体装置用接合线 | |
| WO2010106851A1 (ja) | 半導体用ボンディングワイヤ | |
| CN103199073A (zh) | 银钯合金单晶键合丝及其制造方法 | |
| JP6762386B2 (ja) | ボンディング用途のための厚い銅ワイヤを製造するための方法 | |
| JP5786042B2 (ja) | ボンディングワイヤ及びその製造方法 | |
| WO2017123153A2 (en) | Coated wire | |
| JP2013201182A (ja) | パラジウム被覆銅ボンディングワイヤの製造方法 | |
| JPWO2012111185A1 (ja) | はんだめっき銅線およびその製造方法 | |
| CN103874552B (zh) | 锯丝 | |
| JP5534565B2 (ja) | ボンディングワイヤ及びその製造方法 | |
| TWI627637B (zh) | 銀合金銅線 | |
| CN102222624A (zh) | 一种单晶铜丝的制备方法 | |
| JP2013102054A (ja) | 太陽電池用リード線 | |
| CN101524799B (zh) | 一种键合微细Al焊线的制造方法 | |
| WO2023106241A1 (ja) | 銅系線材および半導体デバイス | |
| JP3602892B2 (ja) | ボンディングワイヤの製造方法 | |
| JP2003048013A (ja) | 金ボンディングワイヤの製造方法 | |
| JP5429269B2 (ja) | ボンディングワイヤの製造方法 |