JP2013237208A - 液体吐出装置、検査方法、及び、プログラム - Google Patents
液体吐出装置、検査方法、及び、プログラム Download PDFInfo
- Publication number
- JP2013237208A JP2013237208A JP2012112215A JP2012112215A JP2013237208A JP 2013237208 A JP2013237208 A JP 2013237208A JP 2012112215 A JP2012112215 A JP 2012112215A JP 2012112215 A JP2012112215 A JP 2012112215A JP 2013237208 A JP2013237208 A JP 2013237208A
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- nozzle
- drive element
- ink
- waveform
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 267
- 239000007788 liquid Substances 0.000 title claims abstract description 80
- 238000000034 method Methods 0.000 title claims description 32
- 238000001514 detection method Methods 0.000 claims abstract description 115
- 230000005284 excitation Effects 0.000 claims abstract description 18
- 230000007547 defect Effects 0.000 claims abstract description 17
- 238000007599 discharging Methods 0.000 claims abstract description 6
- 230000002950 deficient Effects 0.000 claims description 75
- 230000002159 abnormal effect Effects 0.000 claims description 28
- 230000008859 change Effects 0.000 claims description 25
- 230000008569 process Effects 0.000 description 19
- 230000008719 thickening Effects 0.000 description 15
- 238000012545 processing Methods 0.000 description 14
- 238000010586 diagram Methods 0.000 description 13
- 238000004140 cleaning Methods 0.000 description 11
- 101000746134 Homo sapiens DNA endonuclease RBBP8 Proteins 0.000 description 10
- 101000969031 Homo sapiens Nuclear protein 1 Proteins 0.000 description 10
- 102100021133 Nuclear protein 1 Human genes 0.000 description 10
- 102100040577 Dermatan-sulfate epimerase-like protein Human genes 0.000 description 8
- 101000816741 Homo sapiens Dermatan-sulfate epimerase-like protein Proteins 0.000 description 8
- 230000032258 transport Effects 0.000 description 8
- 230000006866 deterioration Effects 0.000 description 7
- 230000007274 generation of a signal involved in cell-cell signaling Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000011010 flushing procedure Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000007423 decrease Effects 0.000 description 4
- 230000005499 meniscus Effects 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000000018 DNA microarray Methods 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000004043 dyeing Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000006200 vaporizer Substances 0.000 description 1
Images







Landscapes
- Ink Jet (AREA)
Abstract
【課題】液体吐出不良の検査精度を高めること。
【解決手段】液体を吐出する複数のノズルと、対応するノズルと連通する圧力室と、圧力室毎に設けられる駆動素子とを備えるヘッドと、検査対象ノズルに対応する駆動素子を駆動させることにより得られる第1検出信号に基づいて、検査対象ノズルからの液体吐出不良を検査する第1検査と、第1検査時よりも強い加振力が付与されるように第1検査時と同じ駆動素子を駆動させることにより得られる第2検出信号に基づいて、第1検査時と同じ検査対象ノズルからの液体吐出不良を検査する第2検査と、を実施する制御部と、を有する液体吐出装置。
【選択図】図6
【解決手段】液体を吐出する複数のノズルと、対応するノズルと連通する圧力室と、圧力室毎に設けられる駆動素子とを備えるヘッドと、検査対象ノズルに対応する駆動素子を駆動させることにより得られる第1検出信号に基づいて、検査対象ノズルからの液体吐出不良を検査する第1検査と、第1検査時よりも強い加振力が付与されるように第1検査時と同じ駆動素子を駆動させることにより得られる第2検出信号に基づいて、第1検査時と同じ検査対象ノズルからの液体吐出不良を検査する第2検査と、を実施する制御部と、を有する液体吐出装置。
【選択図】図6
Description
本発明は、液体吐出装置、検査方法、及び、プログラムに関する。
液体吐出装置の一例として、ヘッドに設けられたノズルからインク滴を吐出して用紙に画像を印刷するインクジェットプリンター(以下、プリンター)が挙げられる。具体的には、駆動素子の駆動により圧力室内のインクに圧力変化を生じさせることにより、その圧力室に連通するノズルからインク滴が吐出される。このようなプリンターでは、ノズルからのインク溶媒の蒸発によりノズル内のインクが増粘したり、ノズル内に気泡が混入したりして、ノズルからのインクの吐出不良が発生する場合がある。そこで、駆動素子の駆動により圧力室内のインクに圧力変化を生じさせた後の残留振動に基づいて、吐出不良が発生する不良ノズルを検出する方法が提案されている(例えば、特許文献1を参照)。
不良ノズルを検出するために駆動素子を駆動する力が小さいと(加振力が小さいと)、圧力室や内部のインクで発生する残留振動も小さくなる。そうすると、不良ノズルか否かを判定するための閾値付近の残留振動が発生するノズルの判定が難しくなり、検査の精度が低下してしまう。また、発生する残留振動が小さいと、残留振動を検出する信号レベルも小さく、ノイズの影響を受け易くなるため、検査の精度が低下してしまう。
そこで、本発明では、液体吐出不良の検査精度を高めることを目的とする。
前記課題を解決する為の主たる発明は、液体を吐出する複数のノズルと、前記ノズル毎に設けられる圧力室であって、対応する前記ノズルと連通する圧力室と、前記圧力室毎に設けられる駆動素子と、を備えるヘッドと、駆動信号を印加して前記駆動素子を駆動させることにより、当該駆動素子に対応する前記圧力室内の液体に圧力変化を生じさせる制御部であって、検査対象ノズルに対応する前記駆動素子を駆動させることにより得られる第1検出信号に基づいて、前記検査対象ノズルからの液体吐出不良を検査する第1検査と、前記第1検査時よりも強い加振力が付与されるように前記第1検査時と同じ前記駆動素子を駆動させることにより得られる第2検出信号に基づいて、前記第1検査時と同じ前記検査対象ノズルからの液体吐出不良を検査する第2検査と、を実施する制御部と、を有する液体吐出装置である。
本発明の他の特徴は、本明細書、及び添付図面の記載により、明らかにする。
本発明の他の特徴は、本明細書、及び添付図面の記載により、明らかにする。
===開示の概要===
本明細書の記載、及び添付図面の記載により、少なくとも次のことが明らかとなる。
本明細書の記載、及び添付図面の記載により、少なくとも次のことが明らかとなる。
即ち、液体を吐出する複数のノズルと、前記ノズル毎に設けられる圧力室であって、対応する前記ノズルと連通する圧力室と、前記圧力室毎に設けられる駆動素子と、を備えるヘッドと、駆動信号を印加して前記駆動素子を駆動させることにより、当該駆動素子に対応する前記圧力室内の液体に圧力変化を生じさせる制御部であって、検査対象ノズルに対応する前記駆動素子を駆動させることにより得られる第1検出信号に基づいて、前記検査対象ノズルからの液体吐出不良を検査する第1検査と、前記第1検査時よりも強い加振力が付与されるように前記第1検査時と同じ前記駆動素子を駆動させることにより得られる第2検出信号に基づいて、前記第1検査時と同じ前記検査対象ノズルからの液体吐出不良を検査する第2検査と、を実施する制御部と、を有する液体吐出装置である。
このような液体吐出装置によれば、液体吐出不良の検査精度を高めることができる。
このような液体吐出装置によれば、液体吐出不良の検査精度を高めることができる。
かかる液体吐出装置であって、前記制御部は、前記第1検査において液体吐出不良が発生すると判定した前記検査対象ノズルに対して前記第2検査を実施し、前記第1検査において液体吐出不良が発生しないと判定した前記検査対象ノズルに対しては前記第2検査を実施しないこと。
このような液体吐出装置によれば、液体吐出不良の検査精度を高めつつ、検査時間を短縮することができる。
このような液体吐出装置によれば、液体吐出不良の検査精度を高めつつ、検査時間を短縮することができる。
かかる液体吐出装置であって、前記第1検査では液体吐出不良が発生しない正常なノズルに対して前記第2検査を実施すると、当該正常なノズルからの液体吐出が不安定となる加振力が付与されるように、前記第2検査では前記駆動素子を駆動させること。
このような液体吐出装置によれば、駆動素子を駆動させることにより得られる検出信号の信号レベルを高めることができ、液体吐出不良の検査精度を高めることができる。
このような液体吐出装置によれば、駆動素子を駆動させることにより得られる検出信号の信号レベルを高めることができ、液体吐出不良の検査精度を高めることができる。
かかる液体吐出装置であって、前記制御部は、前記第2検査時に、前記第1検出信号と前記第2検出信号とに基づいて、前記検査対象ノズルの状態が、液体が吐出されない状態であるのか、もしくは、液体は吐出されるが吐出が正常でない状態であるのかを判定すること。
このような液体吐出装置によれば、液体吐出不良が発生するノズルの不良度合いを判定することができ、それに応じた処理を施すことができる。
このような液体吐出装置によれば、液体吐出不良が発生するノズルの不良度合いを判定することができ、それに応じた処理を施すことができる。
かかる液体吐出装置であって、前記制御部は、前記第1検出信号の振幅と前記第2検出信号の振幅との差を閾値と比較し、前記検査対象ノズルの状態が、液体が吐出されない状態であるのか、液体は吐出されるが吐出が正常でない状態であるのかを判定すること。
このような液体吐出装置によれば、液体吐出不良が発生するノズルの不良度合いを判定することができ、それに応じた処理を施すことができる。
このような液体吐出装置によれば、液体吐出不良が発生するノズルの不良度合いを判定することができ、それに応じた処理を施すことができる。
また、液体を吐出する複数のノズルと、前記ノズル毎に設けられる圧力室であって、対応する前記ノズルと連通する圧力室と、前記圧力室毎に設けられる駆動素子と、を備えるヘッドの検査方法であって、検査対象ノズルに対応する前記駆動素子を駆動させることにより得られる第1検出信号に基づいて、前記検査対象ノズルからの液体吐出不良を検査する第1検査を実施することと、前記第1検査時よりも強い加振力が付与されるように前記第1検査時と同じ前記駆動素子を駆動させることにより得られる第2検出信号に基づいて、前記第1検査時と同じ前記検査対象ノズルからの液体吐出不良を検査する第2検査を実施することと、を有する検査方法である。
このような検査方法によれば、液体吐出不良の検査精度を高めることができる。
このような検査方法によれば、液体吐出不良の検査精度を高めることができる。
また、液体を吐出する複数のノズルと、前記ノズル毎に設けられる圧力室であって、対応する前記ノズルと連通する圧力室と、前記圧力室毎に設けられる駆動素子と、を備えるヘッドをコンピューターに検査させるためのプログラムであって、検査対象ノズルに対応する前記駆動素子を駆動させることにより得られる第1検出信号に基づいて、前記検査対象ノズルからの液体吐出不良を検査する第1検査を実施する機能と、前記第1検査時よりも強い加振力が付与されるように前記第1検査時と同じ前記駆動素子を駆動させることにより得られる第2検出信号に基づいて、前記第1検査時と同じ前記検査対象ノズルからの液体吐出不良を検査する第2検査を実施する機能と、をコンピューターに実現させるためのプログラムである。
このようなプログラムによれば、液体吐出不良の検査精度を高めることができる。
このようなプログラムによれば、液体吐出不良の検査精度を高めることができる。
===印刷システム===
「液体装置」をインクジェットプリンター(以下、プリンターと呼ぶ)とし、プリンターとコンピューターが接続された印刷システムを例に挙げて、実施形態を説明する。
図1Aは、印刷システムの全体構成を示すブロック図であり、図1Bは、プリンター1の概略斜視図である。図2Aは、ヘッド41のノズル開口面を示す図であり、図2Bは、ヘッド41(一部)を媒体Sの搬送方向から見た断面図である。
プリンター1は、コントローラー10と、搬送ユニット20と、キャリッジユニット30と、ヘッドユニット40と、検出器群50と、を有する。プリンター1はコンピューター60と通信可能に接続されており、コンピューター60内にインストールされているプリンタードライバーが、コンピューター60内のハードウェア資源を利用して、プリンター1に画像を印刷させるための印刷データを作成したり、印刷データをプリンター1に出力したりする。
「液体装置」をインクジェットプリンター(以下、プリンターと呼ぶ)とし、プリンターとコンピューターが接続された印刷システムを例に挙げて、実施形態を説明する。
図1Aは、印刷システムの全体構成を示すブロック図であり、図1Bは、プリンター1の概略斜視図である。図2Aは、ヘッド41のノズル開口面を示す図であり、図2Bは、ヘッド41(一部)を媒体Sの搬送方向から見た断面図である。
プリンター1は、コントローラー10と、搬送ユニット20と、キャリッジユニット30と、ヘッドユニット40と、検出器群50と、を有する。プリンター1はコンピューター60と通信可能に接続されており、コンピューター60内にインストールされているプリンタードライバーが、コンピューター60内のハードウェア資源を利用して、プリンター1に画像を印刷させるための印刷データを作成したり、印刷データをプリンター1に出力したりする。
プリンター1内のコントローラー10は、プリンター1における全体的な制御を行うためのものである。インターフェース部11は、外部装置であるコンピューター60との間でデータの送受信を行う。CPU12は、プリンター1の全体的な制御を行うための演算処理装置であり、ユニット制御回路14を介して各ユニットを制御する。メモリー13は、CPU12のプログラムを格納する領域や作業領域等を確保するためのものである。検出器群50は、プリンター1内の状況を監視し、その検出結果をコントローラー10に出力するためのものである。
搬送ユニット20は、用紙、布、フィルム等の媒体Sを印刷可能な位置に給紙し、媒体Sを搬送方向に搬送するためのものである。
キャリッジユニット30は、キャリッジ31に搭載されたヘッド41を媒体Sの搬送方向と交差する方向(一般的には直交する方向)に移動するためのものである。
キャリッジユニット30は、キャリッジ31に搭載されたヘッド41を媒体Sの搬送方向と交差する方向(一般的には直交する方向)に移動するためのものである。
ヘッドユニット40は、媒体Sにインク(液体)を吐出するヘッド41と、ヘッド制御部42と、残留振動検出回路43と、キャップ44と、を有する。図2Bに示すように、ヘッド41内には、インクの流路として、インク滴を吐出する多数のノズルNzと、ノズルNz毎に設けられ且つ対応するノズルNzに連通する圧力室411と、インクの色毎に設けられ且つインクカートリッジからのインクが供給される共通インク室412と、同色のインクを充填する複数の圧力室411と共通インク室412とを繋ぐインク供給口413と、が形成されている。
また、図2Aに示すように、ヘッド41のノズル開口面(ここでは下面)には、ブラックインクを吐出するブラックノズル列Kと、シアンインクを吐出するシアンノズル列Cと、マゼンタインクを吐出するマゼンタノズル列Mと、イエローインクを吐出するイエローノズル列Yとが、形成されている。各ノズル列では、180個のノズルNzが搬送方向に沿って所定の間隔おきに並んでいる。説明のため、各ノズル列において、搬送方向の下流側に位置するノズルから順に小さい番号を付す(#1〜#180)。
また、ヘッド41では、圧力室411や共通インク室412等が形成された流路形成基板415の下面に、ノズルNzが形成されたノズルプレート414が接着され、流路形成基板415の上面に、振動板416が接着されており、振動板416が圧力室411の天井部を構成している。また、圧力室411毎に、振動板416の上面に駆動素子417が取り付けられている。図2Bに示す駆動素子417は、二つの電極417a,417cで圧電素子417bを挟む構成としているが、これに限らず、積層型圧電アクチュエーターを駆動素子に適用してもよい。
そして、コントローラー10(制御部)が駆動信号生成回路15で生成した駆動信号COMを駆動素子417に印加すると、その駆動信号COMの電位に応じて、駆動素子417の撓み量が上下方向に変化し、振動板416が上下方向に変位する。その結果、圧力室411の容積が変動し(膨張・収縮し)、圧力室411内のインクに圧力変化が生じ、圧力室411に連通するノズルNzからインク滴が吐出される。
ヘッド制御部42は、ヘッド41の駆動を制御するためのものであり、印刷データに応じて選択的に駆動信号COMを駆動素子417に印加する。残留振動検出回路43は、駆動素子417の駆動により圧力室411内のインクに圧力変化を生じさせた後の残留振動を検出するためのものである(詳細は後述)。
キャップ44は、ホームポジション(移動方向における右側端部の非印刷領域)であり、移動方向に移動するヘッド41のノズル開口面と対向可能な位置に配置されている。キャップ44は、ヘッド41のクリーニング時にはノズルNzから吐出されたインク滴を受けたり、印刷停止時にはヘッド41のノズル開口面に密着してノズルNzを封止することでノズルNzからのインク溶媒の蒸発を抑制したりする。
このような構成のプリンター1において、コントローラー10は、キャリッジ31によりヘッド41を移動方向に移動させつつノズルからインク滴を吐出させる吐出動作と、搬送ユニット20により媒体Sを搬送方向に搬送する搬送動作と、を交互に繰り返す。その結果、先の吐出動作で形成されたドットの位置とは異なる位置に、後の吐出動作でドットが形成されるため、媒体Sに2次元の画像が印刷される。
===ヘッド41の駆動===
図3は、駆動素子417を駆動するための第1駆動信号COM1と第2駆動信号COM2を説明する図であり、図4は、ヘッド制御部42を説明する図である。本実施例では、各ノズルNzが1種類のサイズのドットを形成し、媒体S上の1画素(1ドットが形成される単位領域)が2階調で表現されるとする。ノズルNzが媒体S上の1画素と対向する期間を「繰り返し周期t」と呼び、ラッチ信号LATの立ち上がりパルスにより繰り返し周期tが規定される。また、繰り返し周期tは、第1期間t1と第2期間t2と第3期間t3に分かれており、切替信号CHにおいて立ち上がりパルスが発生するタイミングにより各期間t1〜t3が切り替わる。
図3は、駆動素子417を駆動するための第1駆動信号COM1と第2駆動信号COM2を説明する図であり、図4は、ヘッド制御部42を説明する図である。本実施例では、各ノズルNzが1種類のサイズのドットを形成し、媒体S上の1画素(1ドットが形成される単位領域)が2階調で表現されるとする。ノズルNzが媒体S上の1画素と対向する期間を「繰り返し周期t」と呼び、ラッチ信号LATの立ち上がりパルスにより繰り返し周期tが規定される。また、繰り返し周期tは、第1期間t1と第2期間t2と第3期間t3に分かれており、切替信号CHにおいて立ち上がりパルスが発生するタイミングにより各期間t1〜t3が切り替わる。
第1駆動信号COM1は、媒体Sへの画像印刷時に主に使用される信号であり、第2駆動信号COM2は、不良ノズルの検査時に主に使用される信号である。第1駆動信号COM1では、第1期間t1に微振動波形Waが発生し、第2期間t2に吐出波形Wbが発生し、第3期間t3には待機電位Vsが保持される。一方、第2駆動信号COM2では、第1期間t1に微振動波形Waが発生し、第2期間t2に強振波形Wcが発生し、第3期間t3には待機電位Vsが保持される。
微振動波形Waは、ノズルNzからインク滴を吐出させずに、ノズルNzや圧力室411内のインクを微振動させるための波形である。具体的には、待機電位Vsから第1電位V1まで電位を下降させる波形部により、圧力室411が膨張し、ノズルのメニスカス(ノズル開口から露出しているインクの自由表面)が圧力室411側に引き込まれる。その後、第1電位V1を保持する波形部が駆動素子417に印加されている期間に、メニスカスは自由振動し、ノズルNzからインク滴が吐出されない程度にノズルNz内などのインクが微振動する。よって、ノズルNz内のインクが攪拌され、インクの増粘によるノズルNzの目詰まりを抑制することができる。最後に、第1電位V1から待機電位Vsまで電位を上昇させる波形部により、圧力室411が元の状態に戻る。
吐出波形Wbは、印刷時にノズルNzからインク滴を吐出させるための波形である。具体的に説明すると、待機電位Vsから第2電位V2まで電位を下降させる波形部により、圧力室411が膨張し、圧力室411内のインクの圧力が低下する。その後、第2電位V2から待機電位Vsまで電位を上昇させる波形部により、圧力室411が収縮して圧力室411内のインクの圧力が高まり、ノズルNzからインク滴が吐出される。
強振波形Wcは、不良ノズルの検査時に駆動素子417を駆動させるための波形である。強振波形Wcは、吐出波形Wbと同様に、待機電位Vsから第2電位V2まで電位を下降させる波形部により圧力室411を膨張させ、第2電位V2から待機電位Vsまで電位を上昇させる波形部により圧力室411を収縮させて、圧力室411内のインクに圧力変化を生じさせる。ただし、強振波形Wcの方が、吐出波形Wbに比べて、圧力室411を膨張・収縮させる波形部の傾きが急である。即ち、単位時間当たりの電圧変化量が大きい。そのため、強振波形Wcの方が、吐出波形Wbに比べて、駆動素子417を勢い良く駆動させることができ、圧力室411内のインクの圧力も勢い良く変化させることができる。よって、その後に圧力室411(振動板416)や圧力室411内のインクにて発生する残留振動も大きくなり、振動板416の残留振動が伝達される駆動素子417の振動も大きくなる。つまり、強振波形Wcは、吐出波形Wbに比べて、振動板416や駆動素子417等に強い加振力を付与することのできる波形である。
なお、本実施例では、強振波形Wcの加振力を強くするために、圧力室411を膨張・収縮させる波形部の傾きを急にしているが、これに限らない。例えば、強振波形Wcの電圧変化量を吐出波形Wbの電圧変化量よりも大きくすることにより、強振波形Wcの加振力を強めてもよい。
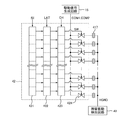
ヘッド制御部42は、図4に示すように、駆動素子417毎に(ノズルNz毎に)、シフトレジスター421と、ラッチ回路422と、レベルシフター423と、スイッチ424と、を有する。以下、ヘッド制御部42により駆動信号COMが駆動素子417に印加されるまでの流れについて説明する。
まず、或る繰り返し周期tにおける画素データSI(印刷データ)がコントローラー10からヘッド制御部42にシリアル転送される。なお、画素データSIは、例えば、画素にドットを形成することを示すデータ[1]であったり、画素にドットを形成しないことを示すデータ[0]であったりする。そして、各駆動素子417に割り当てられている画素データSIが、その駆動素子417に対応するシフトレジスター421によって保持される。
次に、ラッチ信号LATに基づいて、ラッチ回路422が、シフトレジスター421に格納されている画素データSIを保持し、画素データSIに応じた論理信号をレベルシフター423に出力する。レベルシフター423は、ラッチ回路422から出力される論理信号と切替信号CHに基づいて、スイッチ424のオン・オフ動作を制御するためのスイッチ制御信号SWを出力する。レベルシフター423は切替信号CHの立ち上がりパルスが発生するタイミングでスイッチ制御信号SWの内容を切り替える。また、複数のスイッチ424の一端側の端子は共通接続され、駆動信号生成回路15で生成された共通の駆動信号(COM1又はCOM2)が各スイッチ424に入力される。また、各スイッチ424の他端側の端子は、対応する駆動素子417の一端側の電極にそれぞれ接続されている。駆動素子417の他端側の電極は、共通接続されて(グランド端HGND)、残留振動検出回路43に接続されている。そして、スイッチ424がオン(接続)している期間は駆動信号COMが駆動素子417に印加され、スイッチ424がオフ(非接続)している期間は駆動信号COMが駆動素子417に印加されない。
例えば、印刷時に、ドットを形成することを示す画素データSI[1]が駆動素子417に割り当てられている場合、繰り返し周期tの第2期間t2にスイッチ424がオンし、第1駆動信号COM1が駆動素子417に印加され、吐出波形WbによりノズルNzからインク滴が吐出される。逆に、ドットを形成しないことを示す画素データSI[0]が駆動素子417に割り当てられている場合、繰り返し周期tの第1期間t1にスイッチ424がオンし、第1期間t1に第1駆動信号COM1が駆動素子417に印加される。よって、微振動波形WaによりノズルNzからインク滴が吐出されない程度にノズルNz内のインクが微振動する。このように、画素データSIに応じて各ノズルNzからのインク滴の吐出を制御することができる。
===不良ノズルとクリーニング処理===
<<不良ノズル>>
印刷中の使用頻度が低いノズルNzからは比較的に長い時間に亘ってインク滴が吐出されず、その間にノズルNzからインクの溶媒が蒸発し、ノズルNzや圧力室411内のインクが増粘して、ノズルNzが目詰まりする場合がある。そうすると、ノズルNzから全くインクが吐出されなくなったり、規定量からずれた量のインクが吐出されたり、ノズルNzから吐出されたインク滴の飛翔方向がずれて着弾位置がずれたりと、インクの吐出不良が発生してしまう。
<<不良ノズル>>
印刷中の使用頻度が低いノズルNzからは比較的に長い時間に亘ってインク滴が吐出されず、その間にノズルNzからインクの溶媒が蒸発し、ノズルNzや圧力室411内のインクが増粘して、ノズルNzが目詰まりする場合がある。そうすると、ノズルNzから全くインクが吐出されなくなったり、規定量からずれた量のインクが吐出されたり、ノズルNzから吐出されたインク滴の飛翔方向がずれて着弾位置がずれたりと、インクの吐出不良が発生してしまう。
また、圧力室411内に気泡が混入する場合がある。この場合、駆動素子417に駆動信号COMを印加して圧力室411を膨張・収縮させても、圧力室411内のインクを適切に加圧することができず、インクの吐出不良が発生してしまう。このように増粘インクや気泡混入により吐出不良が発生するノズルを使用して画像を印刷すると、印刷画像の画質が劣化してしまう。
<<クリーニング処理>>
そのため、プリンター1では、インクの増粘や気泡の混入により不良ノズルが発生した場合、不良ノズルから正常にインク滴が吐出されるように、ヘッド41のクリーニング処理が実施される。本実施例のプリンター1は、ヘッド41のクリーニング処理として、フラッシング処理とポンプ吸引処理を実施する。
そのため、プリンター1では、インクの増粘や気泡の混入により不良ノズルが発生した場合、不良ノズルから正常にインク滴が吐出されるように、ヘッド41のクリーニング処理が実施される。本実施例のプリンター1は、ヘッド41のクリーニング処理として、フラッシング処理とポンプ吸引処理を実施する。
フラッシング処理とは、ヘッド41をホームポジションに移動し、キャップ44に向けてノズルNzから強制的にインク滴を吐出させる処理である。例えば、図3に示す吐出波形Wbを連続して駆動素子417に印加する。そうすることで、ノズルNzから増粘インクや気泡が排出され、不良ノズルを正常なノズルに回復させることができる。
ポンプ吸引処理とは、キャップ44の上面に形成されている凹部でノズルNzを囲うようにキャップ44とヘッド41を密着させた後に、キャップ44の凹部とヘッド41のノズル面との間に形成された密閉空間内の空気をポンプで吸引する処理である。そうすることで、密閉空間内が負圧となり、ノズルNzから増粘インクや気泡が排出され、不良ノズルを正常なノズルに回復させることができる。
===残留振動検出回路43===
図5Aは、駆動素子417の駆動により圧力室411内のインクに圧力変化を生じさせた後の残留振動の波形の一例を示す図であり、図5Bは、残留振動を検出する残留振動検出回路43の説明図である。図5Aに示すグラフでは、縦軸が残留振動の振幅を示し、横軸が時間を示す。また、図5Aには、ノズルNzから正常にインク滴が吐出される場合の残留振動の波形(正常)と、ノズルNzや圧力室411内に気泡が混入してノズルNzからインクが吐出されない場合の残留振動の波形(気泡)と、ノズルNzや圧力室411内のインクが増粘してノズルNzからインクが吐出されない場合の残留振動の波形(増粘)と、が示されている。駆動素子417に駆動信号COM(吐出波形Wbや強振波形Wc)を印加して駆動素子417を駆動させて、その駆動素子417に対応する圧力室411内のインクに圧力変化を生じさせると、その後に、圧力室411内のインクや振動板416に残留振動(自由振動)が発生する。この残留振動の発生の仕方によって、ノズルNzや圧力室411内の状態を知ることができる。
図5Aは、駆動素子417の駆動により圧力室411内のインクに圧力変化を生じさせた後の残留振動の波形の一例を示す図であり、図5Bは、残留振動を検出する残留振動検出回路43の説明図である。図5Aに示すグラフでは、縦軸が残留振動の振幅を示し、横軸が時間を示す。また、図5Aには、ノズルNzから正常にインク滴が吐出される場合の残留振動の波形(正常)と、ノズルNzや圧力室411内に気泡が混入してノズルNzからインクが吐出されない場合の残留振動の波形(気泡)と、ノズルNzや圧力室411内のインクが増粘してノズルNzからインクが吐出されない場合の残留振動の波形(増粘)と、が示されている。駆動素子417に駆動信号COM(吐出波形Wbや強振波形Wc)を印加して駆動素子417を駆動させて、その駆動素子417に対応する圧力室411内のインクに圧力変化を生じさせると、その後に、圧力室411内のインクや振動板416に残留振動(自由振動)が発生する。この残留振動の発生の仕方によって、ノズルNzや圧力室411内の状態を知ることができる。
振動板416の残留振動を想定した単振動の計算モデルに圧力Pを与えた時のステップ応答を体積速度uについて計算すると、次式(1)〜(3)が得られる。
なお、流路抵抗rは、インク供給口413や圧力室411、ノズルNz等の流路形状やこれら流路におけるインクの粘度により決定し、イナータンスmは、インク供給口413や圧力室411、ノズルNz等の流路内におけるインク重量により決定し、コンプライアンスCは、振動板416の柔軟性によって決定する。
例えば、圧力室411やノズルNz内に気泡が混入してノズルNzからインクが吐出されない場合、気泡が混入した分だけインク重量(イナータンスm)が減少するため、上記の式(2)で示されるように角速度ωが大きくなり、振動周期が短くなる(振動周波数が高くなる)。従って、図5Aに示すように、気泡混入による不吐出時の残留振動の周期Tbは、正常時の残留振動の周期Tgよりも短くなる(Tb<Tg)。
一方、圧力室411やノズルNz内のインクが乾燥により増粘してノズルNzからインクが吐出されない場合、流路抵抗rが増加するため、振幅が小さくなる(減衰率が大きくなる)。また、上記の式(2),(3)で示されるように角速度ωが小さくなり、振動周期が長くなる(振動周波数が低くなる)。従って、図5Aに示すように、インク増粘による不吐出時の残留振動の周期Tvは、正常時の残留振動の周期Tgよりも長くなる(Tv>Tg)。
以上のように、残留振動に基づいてノズルNzや圧力室411内の状態を知ることができる。そこで、本実施例のプリンター1では、駆動素子417の駆動により圧力室411内のインクに圧力変化を生じさせた後の残留振動を残留振動検出回路43が検出し、その検出結果に基づいて、コントローラー10がノズルからのインク吐出不良を検査する。具体的には、残留振動検出回路43は、振動板416の残留振動による圧電素子417b(駆動素子417)の機械的変位を、圧電素子417bの起電圧の変化として検出する。なお、図4に示すように、複数の駆動素子417に対して残留振動検出回路43が共通に設けられており、各駆動素子417のグランド側の電極が共通接続されて(グランド端HGND)、残留振動検出回路43に接続されている。
また、残留振動検出回路43は、駆動素子417のグランド端HGNDを接地または開放するスイッチ432(Nチャンネル型MOSFET)と、スイッチ432と電気的に並列に接続された抵抗R1と、駆動素子417(圧電素子417b)の起電圧のうち交流成分を増幅する交流増幅器431と、を有する。交流増幅器431は、駆動素子417の起電圧に含まれる直流成分を除去するコンデンサーCと、直流成分が除去された交流成分を増幅する増幅器Ampとで構成されている。
例えば、ある検査ノズルの残留振動を検出する場合、第1駆動信号COM1又は第2駆動信号COM2をヘッド制御部42(図4)に送信し、繰り返し周期tの第2期間t2において、その検査ノズルに対応するヘッド制御部42内のスイッチ424をオンにする。また、図3に示すように、ゲート信号DSELをHレベルにし、残留振動検出回路43内のスイッチ432をオンにする。そうすることで、駆動素子417のグランド端HGNDが接地された状態となり、検査ノズルに対応する駆動素子417に駆動信号COM(吐出波形Wb又は強振波形Wc)が印加されて駆動素子417が駆動し、検査ノズルに対応する圧力室411内のインクに圧力変化が生じる。
その後、繰り返し周期tの第3期間t3において、駆動信号COMの電圧を一定(Vs)にし、検査ノズルに対応するヘッド制御部42内のスイッチ424のみをオンにする。また、ゲート信号DSELをLレベルにして残留振動検出回路43内のスイッチ432をオフにし、駆動素子417のグランド端HGNDをグランドから切り離す。そうすることで、検査ノズルに対応する駆動素子417の起電圧(残留振動に応じた起電圧)が、残留振動検出回路43により取り出される。駆動素子417の起電圧は、交流増幅器431で増幅された後に(VOUT)、コントローラー10に送信される。コントローラー10に送信される検出信号VOUTは、駆動素子417の駆動により当該駆動素子に対応する圧力室411内のインクに圧力変化を生じさせた後の残留振動に応じた信号である。よって、コントローラー10は、残留振動検出回路43からの検出信号VOUTに基づいて、検査ノズルからのインクの吐出不良を検査する。
以下の実施例では、プリンター1内のコントローラー10(制御部,コンピューターに相当)が、例えば、メモリー13に記憶されているプログラムに従って、残留振動検出回路43から出力される残留振動の検出信号(VOUT)に基づき、ノズルからのインク吐出不良を検査する。ただし、これに限らず、プリンター1に接続されたコンピューター60が検査を実施してもよい。また、以下の実施例では、印刷停止時に(例えば印刷開始前に)検査が実施されるとし、ヘッド41のノズル開口面(図2A)に形成された1ノズル列を検査する場合を例に挙げて説明する。
===実施例1:検査方法===
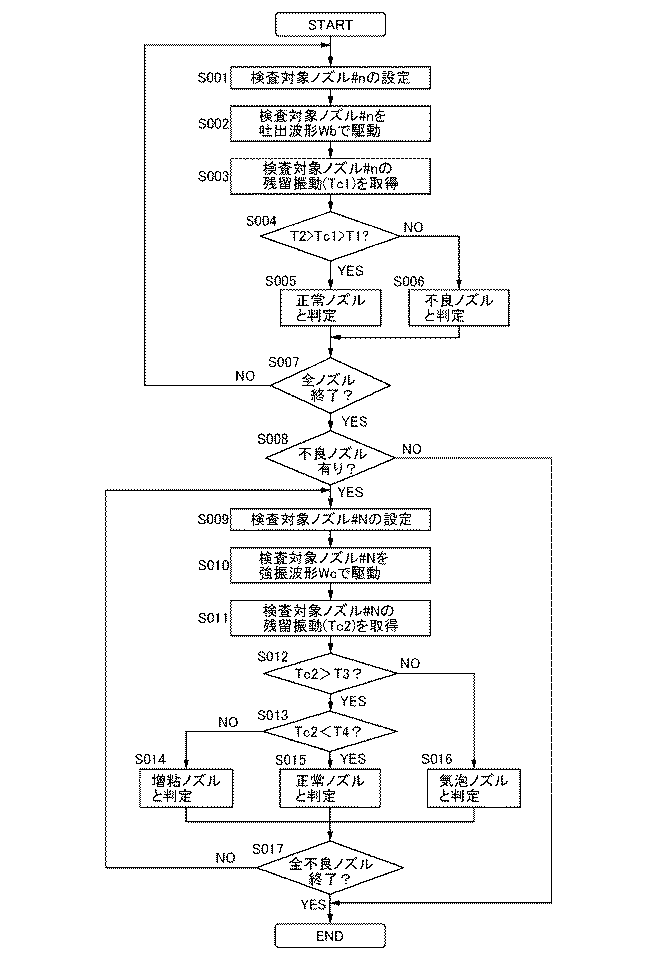
図6は、実施例1の検査方法を示すフローである。まず、コントローラー10は、ヘッド41のノズル開口面をホームポジションのキャップ44に対向させた状態で、検査対象のノズル列に属するノズル#1〜#180の中から検査対象ノズル#nを設定する(S001)。例えば、1番ノズル#1から順に検査する。そして、検査対象ノズル#nに対応する駆動素子417を吐出波形Wbで駆動する(S002)。そのために、コントローラー10は、駆動信号生成回路15で生成した第1駆動信号COM1をヘッド制御部42(図4)に送信し、また、繰り返し周期tの第2期間t2において、検査対象ノズル#nに対応するヘッド制御部42内のスイッチ424がオン(接続状態)となるように、ヘッド制御部42に画素データSIを送信する。なお、検査時の画素データSIは、コントローラー10が作成するようにしてもよいし、プリンタードライバーが作成するようにしてもよい。また、コントローラー10は、第2期間t2において、ゲート信号DSELをHレベルにし、残留振動検出回路43内のスイッチ432をオンにする。その結果、検査対象ノズル#nに対応する駆動素子417に、第1駆動信号COM1における吐出波形Wbの発生部が印加される。なお、検査対象ノズル#n以外のノズルのインク増粘を防止するために、検査対象ノズル#n以外のノズルに対応するヘッド制御部42内のスイッチ424を第1期間t1にオンにし、駆動素子417に微振動波形Waが印加されるようにしてもよい。
図6は、実施例1の検査方法を示すフローである。まず、コントローラー10は、ヘッド41のノズル開口面をホームポジションのキャップ44に対向させた状態で、検査対象のノズル列に属するノズル#1〜#180の中から検査対象ノズル#nを設定する(S001)。例えば、1番ノズル#1から順に検査する。そして、検査対象ノズル#nに対応する駆動素子417を吐出波形Wbで駆動する(S002)。そのために、コントローラー10は、駆動信号生成回路15で生成した第1駆動信号COM1をヘッド制御部42(図4)に送信し、また、繰り返し周期tの第2期間t2において、検査対象ノズル#nに対応するヘッド制御部42内のスイッチ424がオン(接続状態)となるように、ヘッド制御部42に画素データSIを送信する。なお、検査時の画素データSIは、コントローラー10が作成するようにしてもよいし、プリンタードライバーが作成するようにしてもよい。また、コントローラー10は、第2期間t2において、ゲート信号DSELをHレベルにし、残留振動検出回路43内のスイッチ432をオンにする。その結果、検査対象ノズル#nに対応する駆動素子417に、第1駆動信号COM1における吐出波形Wbの発生部が印加される。なお、検査対象ノズル#n以外のノズルのインク増粘を防止するために、検査対象ノズル#n以外のノズルに対応するヘッド制御部42内のスイッチ424を第1期間t1にオンにし、駆動素子417に微振動波形Waが印加されるようにしてもよい。
その後、コントローラー10は、繰り返し周期tの第3期間t3において、検査対象ノズル#nに対応するヘッド制御部42内のスイッチ424をオンにし、また、ゲート信号DSELをLレベルにして、残留振動検出回路43内のスイッチ432をオフにする。なお、第3期間t3では、残留振動を検出したい検査対象ノズル#nに対応するヘッド制御部42内のスイッチ424のみをオンにする。その結果、吐出波形Wbが印加された後の振動板416の残留振動により発生する駆動素子417(圧電素子417b)の起電圧、即ち、検査対象ノズル#nの残留振動に応じた電圧が、グランド端HGNDから残留振動検出回路43に入力され、交流増幅器431で増幅される。コントローラー10は、残留振動検出回路43から出力される検出信号VOUTを取得し、検出信号VOUTの周期を検査対象ノズル#nの残留振動の周期Tc1として求める(S003)。なお、検出信号VOUTの最初の周期を残留振動の周期Tc1として求めてもよいし、それ以降の周期を残留振動の周期Tc1として求めてもよい。
前述のように(図5A)、検査対象ノズル#nに気泡混入による吐出不良が発生している場合、残留振動の周期は短くなる。一方、検査対象ノズル#nにインク増粘による吐出不良が発生している場合、残留振動の周期は長くなる。そこで、コントローラー10は、検査対象ノズル#nの残留振動から検出した周期Tc1が正常範囲内であるか否かを、閾値T1,T2と比較することで判定する。なお、閾値T1,T2は、正常ノズルや不良ノズルの検出信号VOUTに基づき、インクの特性や駆動信号COMの波形形状などに応じて予め設定されているとする。
具体的には、検査対象ノズル#nの残留振動の検出周期Tc1が第1閾値T1よりも大きく且つ第2閾値T2よりも小さい場合(S004→YES)、コントローラー10は、検査対象ノズル#nにインクの吐出不良が発生しておらず、検査対象ノズル#nが正常ノズルであると判定する(S005)。一方、検出周期Tc1が、第1閾値T1以下であったり、第2閾値T2以上であったりする場合(S004→NO)、コントローラー10は、検査対象ノズル#nに気泡混入やインク増粘による吐出不良が発生しており、検査対象ノズル#nが不良ノズルであると判定する(S006)。こうして検査対象ノズル#nの検査が終了し、コントローラー10は、未検査のノズルを新たに検査対象ノズル#nに設定する。そして、検査対象のノズル列に属する全ノズル#1〜#180の検査が終了するまで(S007→YES)、上記の処理(S001〜S007)が繰り返される。
このように、検査対象ノズル#nに対応する駆動素子417を吐出波形Wbで駆動することにより得られる残留振動の検出信号VOUTに基づいて、検査対象ノズルが不良ノズルであるか否かを検査することができる。ただし、吐出波形Wbは印刷時に使用される波形である。そのため、ノズルNzから規定量のインクが連続的に安定して吐出されるように、即ち、ノズルNzからインク滴を吐出しても次の繰り返し周期tの開始時にはノズルNzのメニスカスが制振されているように、吐出波形Wbが有する波形部の傾きは比較的に緩やかに設定されている。そのため、吐出波形Wbで駆動素子417を駆動した場合、駆動素子417はゆっくりと駆動し、圧力室411内のインクの圧力もゆっくりと変化する。よって、その後に圧力室411(振動板416)や圧力室411内のインクにて発生する残留振動は比較的に小さくなる。
振動板416等で発生する残留振動が小さいと、駆動素子417の起電圧も小さくなり、残留振動検出回路43から出力される検出信号VOUTの電圧レベルも小さくなってしまう。そうすると、残留振動を詳しく分析することが難しい。特に閾値(T1,T2)付近の周期である残留振動が発生するノズルを精度よく検査することが難しくなる。また、検出信号VOUTの電圧レベルが小さいと、ノイズの影響を受け易くなるため、不良ノズルを誤検出してしまう虞がある。つまり、印刷時に使用する吐出波形Wbのように振動板416等に付与する加振力が比較的に小さい波形による検査だけでは、検査の精度があまり良くない。
また、不良ノズルは、検査中にインク滴と共に気泡や増粘インクがノズルから排出されたり、インク内の気泡が消滅したりする等して、状態が変わり易い。また、インクが吐出されている正常ノズルを誤って不良ノズルと検出してしまうと、検査が正確に行われていないとユーザーに誤解されてしまう。
そこで、本実施例1では、吐出波形Wbによる検査(以下、通常検査とも言う)で不良ノズルと判定されたノズルに対して、吐出波形Wbよりも強い加振力を振動板416等に付与することのできる強振波形Wcによる検査(以下、再検査とも言う)を実施する。即ち、通常検査で不良ノズルと判定されたノズルに対して、強振波形Wcにより大きな残留振動を発生させて再検査を実施する。そのために、コントローラー10は、まず、吐出波形Wbによる通常検査の結果、不良ノズルと判定したノズルの有無を判断する(S008)。不良ノズルと判定したノズルが無かった場合(S008→NO)、コントローラー10は全体の検査を終了する。
一方、不良ノズルと判定したノズルが有った場合(S008→YES)、コントローラー10は、不良ノズルと判定したノズルの中から検査対象ノズル#Nを設定する(S009)。そして、検査対象ノズル#Nに対応する駆動素子417を強振波形Wcで駆動する(S010)。そのために、コントローラー10は、駆動信号生成回路15で生成した第2駆動信号COM2をヘッド制御部42に送信し、また、繰り返し周期tの第2期間t2において、検査対象ノズル#Nに対応するヘッド制御部42内のスイッチ424をオンにし、ゲート信号DSELをHレベルにして残留振動検出回路43内のスイッチ432をオンにする。その結果、検査対象ノズル#Nに対応する駆動素子417に、第2駆動信号COM1における強振波形Wcの発生部が印加される。
その後、コントローラー10は、繰り返し周期tの第3期間t3において、検査対象ノズル#Nに対応するヘッド制御部42内のスイッチ424をオンにし、また、ゲート信号DSELをLレベルにして、残留振動検出回路43内のスイッチ432をオフにする。その結果、強振波形Wcが印加された後の振動板416の残留振動により発生する駆動素子417の起電圧、即ち、検査対象ノズル#Nの残留振動に応じた電圧が、グランド端HGNDから残留振動検出回路43に入力され、交流増幅器431で増幅される。コントローラー10は、残留振動検出回路43から出力される検出信号VOUTを取得し、検出信号VOUTの周期を検査対象ノズル#Nの残留振動の周期Tc2として求める(S011)。
そして、コントローラー10は、検出した周期Tc2を第3閾値T3と比較する。なお、駆動素子417に吐出波形Wbを印加したときと強振波形Wcを印加したときとで、ノズルNzの状態が同じであっても残留振動の発生の仕方が異なる場合、波形Wb,Wcに応じて判定に用いる閾値を異ならせるとよい。検出周期Tc2が第3閾値T3以下である場合(S012→No)、コントローラー10は、検査対象ノズル#Nが気泡混入により吐出不良が発生する気泡ノズルであると判定する(S016)。一方、検出周期Tc2が第3閾値T3よりも大きい場合(S012→Yes)、コントローラー10は、検出周期Tc2と第4閾値T4とを比較する。検出周期Tc2が第4閾値T4以上である場合(S013→No)、コントローラー10は、検査対象ノズル#Nがインクの増粘により吐出不良が発生する増粘ノズルであると判定する(S014)。これに対して、検出周期Tc2が第4閾値T4未満である場合(S013→Yes)、コントローラー10は、吐出波形Wbによる通常検査では不良ノズルと判定していた検査対象ノズル#Nを正常ノズルに切り換える(S015)。
このようにして、吐出波形Wbによる通常検査で不良ノズルと判定された検査対象ノズル#Nの状態が、強振波形Wcによる再検査で確定する。そして、通常検査で不良ノズルと判定された全ノズルの再検査が終了するまで(S017→YES)、上記の処理(S009〜S017)が繰り返される。なお、再検査では不良ノズルを検出するだけでなく、吐出不良の原因(気泡混入や増粘インク)まで特定しているが、これに限らず、不良ノズルか否かを判定するだけでもよい。即ち、再検査での検出周期Tc2が第3閾値T3よりも大きく且つ第4閾値T4よりも小さい場合には検査対象ノズル#Nを正常ノズルと判定し、それ以外の場合には検査対象ノズル#Nを不良ノズルと判定するだけでもよい。
そして、検査の結果、不良ノズルが検出された場合、コントローラー10は、不良ノズルによる印刷画像の画質劣化を防止するための処理を施す。本実施例1では、不良ノズルを検出するだけでなく、吐出不良の原因まで特定しているため、吐出不良の原因に応じた処理を施すことができる。例えば、気泡混入による不良ノズルを回復させるためには、インク消費量の多いポンプ吸引処理を実施する必要があるが、増粘インクによる不良ノズルは、インク消費量の少ないフラッシング処理で回復させることができるとする。この場合、気泡ノズルが検出された場合にはポンプ吸引処理を実施し、気泡ノズルは検出されなかったが増粘ノズルが検出された場合にはフラッシング処理を実施するとよい。そうすることで、インクの消費を抑えつつ、気泡ノズルや増粘ノズルを正常なノズルに回復させることができ、不良ノズルによる印刷画像の画質劣化を防止することができる。
また、クリーニング処理により不良ノズルを正常ノズルに回復させるに限らない。例えば、不良ノズルの情報をプリンタードライバーに送信し、不良ノズルを使用しない印刷データを作成するようにしてもよい。この場合にも、不良ノズルを使用せずに画像を印刷することができ、印刷画像の画質劣化を防止することができる。
以上のように、本実施例1では、コントローラー10(制御部)は、吐出波形Wbにより検査対象ノズルに対応する駆動素子417を駆動させることで得られる検出信号VOUT(第1検出信号)に基づいて、検査対象ノズルからのインク吐出不良を検査する通常検査(第1検査,図6のS001〜S007)と、通常検査時よりも強い加振力が付与されるように通常検査時と同じ駆動素子417を強振波形Wcにより駆動させることで得られる検出信号VOUT(第2検出信号)に基づいて、第1検査時と同じ検査対象ノズルからのインク吐出不良を検査する再検査(第2検査,図6のS008〜S017)と、を実施する。なお、インク吐出不良とは、例えば、ノズルや圧力室411内のインクが増粘したり気泡が混入したりする等して、ノズルから全くインクが吐出されなかったり、ノズルから規定量からずれた量のインクが吐出されたり、ノズルから吐出されるインクの飛翔方向がずれて着弾位置がずれたりすることである。
このように、同じノズルに対して吐出波形Wbと強振波形Wcにより2回検査することで、検査の精度を高めることができる。また、強振波形Wcによる検査では、圧力室411(振動板416)や圧力室411内のインクで発生する残留振動を大きくすることができ、残留振動に応じて発生する駆動素子417の起電圧も大きくなり、残留振動検出回路43から出力される検出信号VOUTの電圧レベルも大きくなる。そのため、強振波形Wcによる検査では、残留振動を詳しく分析することができ、また、検出信号VOUTに対するノイズの影響を小さくすことができる。従って、吐出波形Wbによる検査だけでなく、強振波形Wcによる検査を実施することで、検査対象ノズルの検査の精度を高めることができる。
残留振動を大きくし、検出信号VOUTの電圧変化(信号レベル)を高くするために、吐出波形Wbによる通常検査ではインク吐出不良が発生しない正常なノズルに対して強振波形Wcによる検査を実施すると、その正常なノズルからのインク吐出が不安定となる加振力が付与されるとする。なお、インク吐出が不安定になるとは、ノズルからインクは吐出されるが、例えば、繰り返し周期t毎に規定量のインクが吐出されなかったり、着弾位置が目標位置からずれたりすることである。そのため、媒体Sへの画像印刷中は強振波形Wcを使用することができず、また、吐出波形Wbを使用する場合に比べて強振波形Wcを使用する方がノズルから吐出されるインク量が多くなり易い。従って、強振波形Wcによる検査だけでなく、吐出波形Wbによる検査も実施することで、印刷中にも検査することができ、また、検査のために消費されるインク量を抑えることができる。
なお、本実施例1では、印刷停止時に検査する場合を例に挙げているが、これに限らず、印刷中に検査を実施してもよい。その場合、吐出波形Wbによる通常検査時は、検査対象ノズル#nにドットを形成する画素データSI[1]が割り当てられている繰り返し周期tにおいて、その検査対象ノズル#nを検査するようにするとよい。そうすることで、ドットを形成すべきでない画素に向けてインク滴が吐出されてしまうことを防止できる。また、強振波形Wcによる再検査時は、強振波形Wcで駆動素子417を駆動するため、例えば、ヘッド41がホームポジション(非印刷領域)に戻るタイミングで検査するとよい。
また、本実施例1では、コントローラー10は、吐出波形Wbによる通常検査(第1検査)においてインク吐出不良が発生すると判定した不良ノズルに対してのみ、強振波形Wcによる再検査(第2検査)を実施し、吐出波形Wbによる通常検査においてインク吐出不良が発生しないと判定した正常ノズルに対しては強振波形Wcによる再検査を実施しない。そうすることで、検査時間を短縮しつつ、状態が変わり易い不良ノズルに対する検査の精度を高めることができる。また、正常ノズルを誤って不良ノズルと検出してしまことを防止し、検査が正確に実施されていないとユーザーに誤解させてしまうことを防止できる。
また、印刷中は強振波形Wcを使用することができず、吐出波形Wbを使用する場合に比べて強振波形Wcを使用する方がノズルから吐出されるインク量が多くなり易い。また、強振波形Wcで駆動素子417を駆動すると、例えば、圧力室411内の気泡が大きくなったり気泡が巻き込まれたりする等して、状態が悪くなってしてしまう虞もある。従って、通常検査で不良ノズルと判定したノズルに対してのみ再検査を実施することで、強振波形Wcを使用して検査するノズル数を減らすことができる。よって、検査のために印刷を停止する期間を短くすることができ、検査のために消費されるインク量を抑えることができ、正常ノズルの状態を悪化させてしまうことを防止できる。
===実施例2:検査方法===
図7Aは、ノズルに吐出異常が発生している場合の残留振動の波形の一例を示し、図7Bは、ノズルに不吐出が発生している場合の残留振動の波形の一例を示す。図8は、実施例2の検査方法を示すフローである。インク吐出不良が発生する「不良ノズル」には、ノズルからインクは吐出されるが、規定量のインクが吐出されなかったり、インク滴の飛翔方向がずれて着弾位置がずれたりする「吐出異常」の状態と、ノズルから全くインクが吐出されない「不吐出」の状態とがある。
図7Aは、ノズルに吐出異常が発生している場合の残留振動の波形の一例を示し、図7Bは、ノズルに不吐出が発生している場合の残留振動の波形の一例を示す。図8は、実施例2の検査方法を示すフローである。インク吐出不良が発生する「不良ノズル」には、ノズルからインクは吐出されるが、規定量のインクが吐出されなかったり、インク滴の飛翔方向がずれて着弾位置がずれたりする「吐出異常」の状態と、ノズルから全くインクが吐出されない「不吐出」の状態とがある。
図7Aの左図は、吐出異常状態のノズル(以下、吐出異常ノズルとも言う)に対応する駆動素子417に吐出波形Wbを印加した場合に得られる残留振動の波形を示し、図7Aの右図は、吐出異常ノズルに対応する駆動素子417に強振波形Wcを印加した場合に得られる残留振動の波形を示す。図7Bの左図は、不吐出状態のノズル(以下、不吐出ノズルとも言う)に対応する駆動素子417に吐出波形Wbを印加した場合に得られる残留振動の波形を示し、図7Bの右図は、不吐出ノズルに対応する駆動素子417に強振波形Wcを印加した場合に得られる残留振動の波形を示す。
吐出異常ノズルの残留振動では(図7A)、吐出波形Wbを印加した場合と強振波形Wcを印加した場合とで波形の形状が大きく異なる。ただし、吐出波形Wbを印加した場合の残留振動の振幅a1と強振波形Wcを印加した場合の残留振動の振幅a2との差はあまり生じないという結果が得られた。これに対して、不吐出ノズルの残留振動では(図7B)、吐出波形Wbを印加した場合の残留振動の振幅a3に比べて、強振波形Wcを印加した場合の残留振動の振幅a4の方が大きくなるという結果が得られた。
これは、吐出異常ノズルからはインクが吐出されるため、インクの吐出と共に圧力室411内の圧力が低下するので、振幅に変化が生じないのに対して、不吐出ノズルからはインクが吐出されないため、インクの吐出による圧力損失が生じず、強振波形Wcにより振幅が大きくなると考えられる。また、例えば、気泡混入により不吐出が発生している場合、強振波形Wcで駆動素子417を駆動することにより気泡が大きくなり、短いインク流路間で振幅が大きくなると考えられる。
そこで、実施例2では、コントローラー10は、強振波形Wcによる再検査時(第2検査時)に、吐出波形Wbで駆動素子417を駆動することにより得られる検出信号(第1検出信号)と強振波形Wcで駆動素子417を駆動することにより得られる検出信号(第2検出信号)とに基づいて、検査対象ノズルの状態が、インクが吐出されない不吐出状態であるのか、それとも、インクは吐出されるが吐出が正常でない吐出異常状態であるのかを判定する。具体的には、吐出波形Wbの検査により得られる検出信号の振幅と強振波形Wcの検査により得られる検出信号の振幅の差を閾値と比較することで、検査対象のノズルの状態を判定する。以下、図8のフローに従って、実施例2の検査について具体的に説明する。
まず、コントローラー10は、前述の実施例1と同様に、検査対象のノズル列に属する全ノズル#1〜#180に対して、吐出波形Wbによる通常検査を実施する(S101)。即ち、コントローラー10は、検査対象ノズル#nに対応する駆動素子417に吐出波形Wbを印加することにより得られる残留振動の検出周期Tc1が第1閾値T1よりも大きく且つ第2閾値T2よりも小さい場合、検査対象ノズル#nを正常ノズルと判定し、検出周期Tc1がそれ以外の範囲である場合、検査対象ノズル#nを不良ノズルと判定する(前述の図6のS001〜S007)。
なお、コントローラー10は、吐出波形Wbによる通常検査において不良ノズルと判定したノズルに対しては、後の再検査のために、そのノズルの残留振動の振幅A1を取得しておく。本実施例では、検出信号VOUTの最初の周期における最大電圧と最小電圧との電圧差(例えば図7Aのa1)を振幅とする。ただし、これに限らず、例えば、検出信号VOUTの最初の周期における極小点(電圧変化が下降から上昇に転じる点)と基準電圧V0との電圧差や、極大点(電圧変化が上昇から下降に転じる点)と基準電圧V0との電圧差を振幅としてもよい。
次に、コントローラー10は、吐出波形Wbによる通常検査の結果、不良ノズルと判定したノズルの有無を判断する(S102)。不良ノズルと判定したノズルが無かった場合(S102→No)、コントローラー10は全体の検査を終了する。一方、不良ノズルと判定したノズルが有った場合(S102→YES)、コントローラー10は、不良ノズルと判定したノズルの中から検査対象ノズル#Nを設定する(S103)。そして、検査対象ノズル#Nに対応する駆動素子417を強振波形Wcで駆動する(S104)。そのために、コントローラー10は、駆動信号生成回路15で生成した第2駆動信号COM2をヘッド制御部42に送信し、また、繰り返し周期tの第2期間t2において、検査対象ノズル#Nに対応するヘッド制御部42内のスイッチ424をオンにし、ゲート信号DSELをHレベルにして残留振動検出回路43内のスイッチ432をオンにする。
その後、コントローラー10は、繰り返し周期tの第3期間t3において、検査対象ノズル#Nに対応するヘッド制御部42内のスイッチ424をオンにし、また、ゲート信号DSELをLレベルにして、残留振動検出回路43内のスイッチ432をオフにする。その結果、強振波形Wcが印加された後の振動板416の残留振動により発生する駆動素子417の起電圧、即ち、検査対象ノズル#Nの残留振動に応じた電圧が、グランド端HGNDから残留振動検出回路43に入力され、交流増幅器431で増幅される。コントローラー10は、残留振動検出回路43から出力される検出信号VOUTを取得し、検出信号VOUTの周期(ここでは最初の周期)を検査対象ノズル#Nの残留振動の周期Tc2として求め、検出信号VOUTの振幅(ここでは最初の周期における最大電圧と最小電圧との電圧差)を検査対象ノズル#Nの残留振動の振幅A2として求める(S105)。
そして、コントローラー10は、検査対象ノズル#Nの残留振動の検出周期Tc2が、第3閾値T3よりも大きく、且つ、第4閾値T4よりも小さい場合(S106→YES)、通常検査では不良ノズルと判定していた検査対象ノズル#Nを正常ノズルに切り換える(S107)。一方、検出周期Tc2が、第3閾値T3以下であったり、第4閾値T4以上であったりする場合(S106→NO)、コントローラー10は、検査対象ノズル#Nが不良ノズルであると判定する。そこで、コントローラー10は、吐出波形Wbによる通常検査で得られた検査対象ノズル#Nの残留振動の振幅A1と強振波形Wcによる再検査で得られた検査対象ノズル#Nの残留振動の振幅A2の差(A2−A1)を、閾値Dと比較する。なお、閾値Dは、不吐出ノズルや吐出異常ノズルの検出信号VOUTに基づき予め設定されているとする。
コントローラー10は、振幅の差(A2−A1)が閾値Dよりも大きい場合(S108→YES)、図7Bに示すように、検査対象ノズル#Nが不吐出ノズルであると判定し(S110)、振幅の差(A2−A1)が閾値D以下の場合(S108→NO)、図7Aに示すように、検査対象ノズル#Nが吐出異常ノズルであると判定する(S109)。こうして、吐出波形Wbによる通常検査で不良ノズルと判定された検査対象ノズル#Nの詳しい状態が、強振波形Wcによる再検査で確定する。そして、通常検査で不良ノズルと判定された全ノズルの検査が終了するまで(S111→YES)、上記の処理(S103〜S111)が繰り返される。
以上のように、実施例2では、コントローラー10(制御部)は、吐出波形Wbによる通常検査で得られる検出信号VOUT(第1検出信号)の振幅A1と強振波形Wcによる再検査で得られる検出信号VOUT(第2検出信号)の振幅A2との差が閾値Dよりも大きい場合に、検査対象ノズル#Nの状態が、インクが吐出されない不吐出状態であると判定し、振幅A1,A2の差が閾値D以下の場合に、検査対象ノズル#Nの状態が、インクは吐出されるが吐出が正常でない吐出異常状態であると判定する。なお、例えば、振幅A1,A2の差が閾値D以上の場合に不吐出状態であると判定し、振幅A1,A2の差が閾値Dよりも小さい場合に吐出異常状態であると判定してもよい。また、振幅A1,A2やその差の求め方や閾値を適宜設定することで、これらの大小関係を逆にしてもよく、振幅A1,A2の差と閾値とを比較することで不吐出状態であるのか吐出異常状態であるのかを判定すればよい。また、インク増粘や気泡混入の発生場所が、ノズルNz内ではなく、インク供給口413や圧力室411内であっても、計算モデルにおける角速度ωが変化する。よって、検査対象ノズルの状態が不吐出状態であるのか吐出異常状態であるのかを判定するということは、単にノズルNz内のインク増粘や気泡混入の判定だけでなく、インク供給口413や圧力室411内のインク増粘や気泡混入を判定することも含まれる。
そうすることで、実施例2でも、前述の実施例1にて説明しているように、強振波形Wcにより大きく発生する残留振動に基づいて検査することができ、また、同じノズルに対して2回の検査が行われるため、検査の精度を高めることができる。
また、実施例2では、不良ノズルの不良度合いに応じた処理を施すことができる。例えば、不吐出ノズルが検出された場合には、ヘッド41のクリーニング処理(例:ポンプ吸引処理,フラッシング処理)を実施するのに対して、吐出異常ノズルのみが検出された場合には、その吐出異常ノズルの使用を所定の時間に亘って停止する。即ち、所定の時間に亘って印刷を中断したり、吐出異常ノズルに割り当てている画素データSIを他のノズルに割り当てたりする。そうすることで、吐出異常ノズルの使用を停止している期間に気泡が消滅し、吐出異常ノズルを正常ノズルに回復させることができる。よって、不良ノズルによる印刷画像の画質劣化を防止することができ、また、吐出異常ノズルのみが検出された場合には、クリーニング処理によるインクの消費量を抑えることができる。
また、例えば、不吐出ノズルが検出されたときに比べて、吐出異常ノズルのみが検出されたときには、ヘッド41のクリーニング処理の時間を短縮してもよい。つまり、不良ノズルの不良度合いに応じてクリーニング処理の強度を調整する。そうすることで、クリーニング処理によるインクの消費量を抑えることができる。
また、例えば、吐出異常ノズルが不吐出になるまでのインク吐出回数や使用時間の限界値を予め設定してもよい。そして、不吐出ノズルが検出された場合には、その不吐出ノズルの使用を直ぐに停止したり、クリーニング処理を実施したりするのに対して、吐出異常ノズルが検出された場合には、その限界値を超えた時点で使用を停止したり、クリーニング処理を実施したりするようにしてもよい。
また、吐出異常ノズルによる画質劣化は不吐出ノズルによる画質劣化に比べて小さい。そのため、吐出異常ノズルが検出された場合、ユーザーにその事を報知し、印刷を続行するのか、又は、クリーニング処理に移行するのかを、ユーザーに選択させてもよい。そうすることで、ユーザーの状況に応じて、画質よりも速度を優先させたり、速度よりも画質を優先させたりすることができる。
また、吐出異常ノズルが検出された場合には、ユーザーにその事を報知するとよい。そうすることで、不良ノズルと判定されたノズル(吐出異常ノズル)からインクが吐出されていることで、検査が正確に実施されていないとユーザーに誤解させてしまうことを防止できる。
なお、図8のフローでは、不良ノズルにおけるインク吐出不良の原因まで特定していないが、これに限らない。例えば、前述の実施例1と同様に、残留振動の周期が短い不吐出ノズルでは気泡が混入していると判定し、残留振動の周期が長い不吐出ノズルではインクが増粘していると判定してもよい。
また、図8のフローでは、残留振動の振幅A1,A2の差に基づいて、不良ノズルの詳しい状態を判定しているが、これに限らない。図7Bに示すように、不吐出ノズルでは、吐出波形Wbによる検出信号VOUTと強振波形Wcによる検出信号VOUTとで周期Tsの長さが同等となり、また、各検出信号VOUTの最初の周期Tsとそれ以降の周期Tsも同等の長さとなる。なお、検出信号VOUTにおいて基準電圧V0である或る地点から2回目に基準電圧V0に達する地点までの長さを周期とする。これに対して、図7Aに示すように、吐出異常ノズルでは、吐出波形Wbによる検出信号VOUTと強振波形Wcによる検出信号VOUTとで周期がばらついている。図7Aに示す例では、吐出波形Wbによる検出信号VOUTの第1周期T1bの方が強振波形Wcによる検出信号VOUTの第1周期T1cよりも短く、また、吐出波形Wbによる検出信号VOUTの第1周期T1bの方が第2周期T2bよりも短い。これは、不吐出ノズルでは、ノズルからインクが吐出されないほどに、増粘インクの塊や気泡が大きくかったり、増粘インクが固化していたりして、それらの位置や状態が振動により変化し難いのに対して、吐出異常ノズルでは、増粘インクの塊や気泡が小さかったり、増粘インクの固化度合いが小さかったりして、それらの位置や状態が振動により変化し易いからと考えられる。
そこで、吐出波形Wbによる検出信号VOUTの周期と強振波形Wcによる検出信号VOUTの周期のばらつきに基づいて、不良ノズルの詳しい状態を判定するようにしてもよい。例えば、吐出波形Wbによる検出信号VOUTの第1周期から第5周期と強振波形Wcによる検出信号VOUTの第1周期から第5周期のばらつき(例えば標準偏差)を求め、周期のばらつきが閾値よりも大きい場合に吐出異常ノズルと判定し、周期のばらつきが閾値以下の場合に不吐出ノズルと判定してもよい。
===変形例===
<変形例1>
上記の実施例では、吐出波形Wbによる通常検査において不良ノズルと検出されたノズルに対してのみ、強振波形Wcによる再検査を実施しているが、これに限らない。例えば、全ノズルに対して、吐出波形Wbによる通常検査と、強振波形Wcによる再検査とを実施するようにしてもよい。この場合、全ノズルの検査精度を高めることができる。また、吐出波形Wbによる通常検査において正常ノズルと検出されたノズルに対してのみ、強振波形Wcによる再検査を実施し、2回の検査で正常ノズルと判定されたノズルを正常ノズルに確定してもよい。この場合、正常ノズルの検出精度を高めることができる。また、上記の実施例では、吐出波形Wbにより全ノズルを検査した後に、強振波形Wcにより不良ノズルを検査しているが、これに限らない。例えば、吐出波形Wbにより或るノズルを検査した結果、そのノズルが不良ノズルであった場合には、そのノズルを強振波形Wcで連続して検査してもよい。また、上記の実施例では、吐出波形Wbによる検査を実施した後に強振波形Wcによる検査を実施しているが、これに限らず、強振波形Wcによる検査を実施した後に吐出波形Wbによる検査を実施してもよい。
<変形例1>
上記の実施例では、吐出波形Wbによる通常検査において不良ノズルと検出されたノズルに対してのみ、強振波形Wcによる再検査を実施しているが、これに限らない。例えば、全ノズルに対して、吐出波形Wbによる通常検査と、強振波形Wcによる再検査とを実施するようにしてもよい。この場合、全ノズルの検査精度を高めることができる。また、吐出波形Wbによる通常検査において正常ノズルと検出されたノズルに対してのみ、強振波形Wcによる再検査を実施し、2回の検査で正常ノズルと判定されたノズルを正常ノズルに確定してもよい。この場合、正常ノズルの検出精度を高めることができる。また、上記の実施例では、吐出波形Wbにより全ノズルを検査した後に、強振波形Wcにより不良ノズルを検査しているが、これに限らない。例えば、吐出波形Wbにより或るノズルを検査した結果、そのノズルが不良ノズルであった場合には、そのノズルを強振波形Wcで連続して検査してもよい。また、上記の実施例では、吐出波形Wbによる検査を実施した後に強振波形Wcによる検査を実施しているが、これに限らず、強振波形Wcによる検査を実施した後に吐出波形Wbによる検査を実施してもよい。
<変形例2>
上記の実施例では、発生する残留振動を大きくするために、印刷中に使用することのできない強振波形Wcで再検査を実施しているが、これに限らない。例えば、最初に微振動波形Waによる検査を実施した後に、微振動波形Waよりも強い加振力を付与することのできる吐出波形Wbにより再検査を実施してもよい。また、一般的に、大きなドットを形成するための波形であるほどに、強い加振力を付与することができる。よって、例えば、小ドットを形成する波形による検査の後に、大ドットを形成する波形による検査を実施してもよい。
上記の実施例では、発生する残留振動を大きくするために、印刷中に使用することのできない強振波形Wcで再検査を実施しているが、これに限らない。例えば、最初に微振動波形Waによる検査を実施した後に、微振動波形Waよりも強い加振力を付与することのできる吐出波形Wbにより再検査を実施してもよい。また、一般的に、大きなドットを形成するための波形であるほどに、強い加振力を付与することができる。よって、例えば、小ドットを形成する波形による検査の後に、大ドットを形成する波形による検査を実施してもよい。
<変形例3>
上記の実施例では、残留振動の周期に基づいて不良ノズルか否かを判定しているが、これに限らない。例えば、残留振動の位相や振幅、減衰量などの別のパラメーターに基づいて不良ノズルか否かを判定するようにしてもよいし、残留振動の周期や位相、振幅、減衰量などの中から複数のパラメーターを組み合わせて不良ノズルか否かを判定するようにしてもよい。また、残留振動における周期の変化や振幅の変化に基づいて、不良ノズルか否かを判定するようにしてもよい。また、特定する吐出不良の原因はインクの増粘や気泡混入だけに限らず、残留振動に基づいてノズルへの異物(紙粉,埃)の付着などの他の原因を特定するようにしてもよい。
上記の実施例では、残留振動の周期に基づいて不良ノズルか否かを判定しているが、これに限らない。例えば、残留振動の位相や振幅、減衰量などの別のパラメーターに基づいて不良ノズルか否かを判定するようにしてもよいし、残留振動の周期や位相、振幅、減衰量などの中から複数のパラメーターを組み合わせて不良ノズルか否かを判定するようにしてもよい。また、残留振動における周期の変化や振幅の変化に基づいて、不良ノズルか否かを判定するようにしてもよい。また、特定する吐出不良の原因はインクの増粘や気泡混入だけに限らず、残留振動に基づいてノズルへの異物(紙粉,埃)の付着などの他の原因を特定するようにしてもよい。
<変形例4>
上記の実施例では、駆動素子417の駆動によって圧力室411内のインクに圧力変化を生じさせた後の残留振動を、駆動素子417(圧電素子)の機械的変位による起電力の変化として検出している。即ち、駆動素子417をノズルの検査に使用しているが、これに限らない。例えば、駆動素子417の駆動によって圧力室411内のインクに生じる振動を検知するためのセンサーを、駆動素子417とは別にプリンター1に設けてもよい。例えば、圧力室411内のインクに生じる振動(例:圧力変化)を検知するためのセンサー(例:圧力センサー)を、圧力室411内やインク供給口413内に設けてもよい。この場合には、駆動素子417の駆動後の残留振動を検出するに限らず、例えば、駆動素子417の駆動と同時に振動を検出したり、駆動素子417の駆動中や駆動前から振動を検出したりしてもよい。また、この場合には、発熱素子を用いてノズル内に気泡を発生させ、その気泡によってインクを吐出させるサーマル方式により、ノズルからインク滴を吐出させてもよい。
上記の実施例では、駆動素子417の駆動によって圧力室411内のインクに圧力変化を生じさせた後の残留振動を、駆動素子417(圧電素子)の機械的変位による起電力の変化として検出している。即ち、駆動素子417をノズルの検査に使用しているが、これに限らない。例えば、駆動素子417の駆動によって圧力室411内のインクに生じる振動を検知するためのセンサーを、駆動素子417とは別にプリンター1に設けてもよい。例えば、圧力室411内のインクに生じる振動(例:圧力変化)を検知するためのセンサー(例:圧力センサー)を、圧力室411内やインク供給口413内に設けてもよい。この場合には、駆動素子417の駆動後の残留振動を検出するに限らず、例えば、駆動素子417の駆動と同時に振動を検出したり、駆動素子417の駆動中や駆動前から振動を検出したりしてもよい。また、この場合には、発熱素子を用いてノズル内に気泡を発生させ、その気泡によってインクを吐出させるサーマル方式により、ノズルからインク滴を吐出させてもよい。
===その他の実施形態===
上記の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。本発明は、その趣旨を逸脱することなく、変更、改良され得ると共に、本発明にはその等価物が含まれることはいうまでもない。
上記の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。本発明は、その趣旨を逸脱することなく、変更、改良され得ると共に、本発明にはその等価物が含まれることはいうまでもない。
上記の実施形態では、ヘッドが移動方向に移動しながらインクを吐出する動作と、媒体が搬送方向に搬送される動作とが繰り返されるプリンターを例に挙げているが、これに限らない。例えば、媒体の幅方向にノズルが並んだ固定されたヘッドの下を、幅方向と交差する方向に媒体が通過する際に、ヘッドが媒体に向けてインクを吐出するプリンターでもよい。また、例えば、印刷領域に搬送された媒体に対して、ヘッドがX方向に移動しながら画像を印刷する動作と、ヘッドがY方向に移動する動作と、を繰り返して画像を印刷し、その後、未だ画像が印刷されていない媒体の部位を印刷領域に搬送するプリンターでもよい。
上記の実施形態では、液体吐出装置の一例としてインクジェットプリンターを挙げているが、これに限らない。例えば、カラーフィルタ製造装置、染色装置、微細加工装置、半導体製造装置、表面加工装置、三次元造形機、気体気化装置、有機EL製造装置(特に高分子EL製造装置)、ディスプレイ製造装置、成膜装置、DNAチップ製造装置などのインクジェット技術を応用した各種の液体吐出装置に対して、上記の実施形態と同様の技術を適用してもよい。
1 プリンター、10 コントローラー、11 インターフェース部、
12 CPU、13 メモリー、14 ユニット制御回路、
15 駆動信号生成回路、20 搬送ユニット、30 キャリッジユニット、
31 キャリッジ、40 ヘッドユニット、41 ヘッド、411 圧力室、
412 共通インク室、413 インク供給口、414 ノズルプレート、
415 流路形成基板、416 振動板、417 駆動素子、
42 ヘッド制御部、421 シフトレジスター、422 ラッチ回路、
423 レベルシフター、424 スイッチ、43 残留振動検出回路、
431 交流増幅器、432 スイッチ、44 キャップ、
50 検出器群、60 コンピューター
12 CPU、13 メモリー、14 ユニット制御回路、
15 駆動信号生成回路、20 搬送ユニット、30 キャリッジユニット、
31 キャリッジ、40 ヘッドユニット、41 ヘッド、411 圧力室、
412 共通インク室、413 インク供給口、414 ノズルプレート、
415 流路形成基板、416 振動板、417 駆動素子、
42 ヘッド制御部、421 シフトレジスター、422 ラッチ回路、
423 レベルシフター、424 スイッチ、43 残留振動検出回路、
431 交流増幅器、432 スイッチ、44 キャップ、
50 検出器群、60 コンピューター
Claims (7)
- 液体を吐出する複数のノズルと、前記ノズル毎に設けられる圧力室であって、対応する前記ノズルと連通する圧力室と、前記圧力室毎に設けられる駆動素子と、を備えるヘッドと、
駆動信号を印加して前記駆動素子を駆動させることにより、当該駆動素子に対応する前記圧力室内の液体に圧力変化を生じさせる制御部であって、
検査対象ノズルに対応する前記駆動素子を駆動させることにより得られる第1検出信号に基づいて、前記検査対象ノズルからの液体吐出不良を検査する第1検査と、前記第1検査時よりも強い加振力が付与されるように前記第1検査時と同じ前記駆動素子を駆動させることにより得られる第2検出信号に基づいて、前記第1検査時と同じ前記検査対象ノズルからの液体吐出不良を検査する第2検査と、を実施する制御部と、
を有する液体吐出装置。 - 請求項1に記載の液体吐出装置であって、
前記制御部は、
前記第1検査において液体吐出不良が発生すると判定した前記検査対象ノズルに対して前記第2検査を実施し、
前記第1検査において液体吐出不良が発生しないと判定した前記検査対象ノズルに対しては前記第2検査を実施しない、
液体吐出装置。 - 請求項1または請求項2に記載の液体吐出装置であって、
前記第1検査では液体吐出不良が発生しない正常なノズルに対して前記第2検査を実施すると、当該正常なノズルからの液体吐出が不安定となる加振力が付与されるように、前記第2検査では前記駆動素子を駆動させる、
液体吐出装置。 - 請求項1から請求項3の何れか1項に記載の液体吐出装置であって、
前記制御部は、前記第2検査時に、前記第1検出信号と前記第2検出信号とに基づいて、前記検査対象ノズルの状態が、液体が吐出されない状態であるのか、液体は吐出されるが吐出が正常でない状態であるのかを判定する、
液体吐出装置。 - 請求項4に記載の液体吐出装置であって、
前記制御部は、
前記第1検出信号の振幅と前記第2検出信号の振幅との差を閾値と比較し、前記検査対象ノズルの状態が、液体が吐出されない状態であるのか、液体は吐出されるが吐出が正常でない状態であるのかを判定する、
液体吐出装置。 - 液体を吐出する複数のノズルと、前記ノズル毎に設けられる圧力室であって、対応する前記ノズルと連通する圧力室と、前記圧力室毎に設けられる駆動素子と、を備えるヘッドの検査方法であって、
検査対象ノズルに対応する前記駆動素子を駆動させることにより得られる第1検出信号に基づいて、前記検査対象ノズルからの液体吐出不良を検査する第1検査を実施することと、
前記第1検査時よりも強い加振力が付与されるように前記第1検査時と同じ前記駆動素子を駆動させることにより得られる第2検出信号に基づいて、前記第1検査時と同じ前記検査対象ノズルからの液体吐出不良を検査する第2検査を実施することと、
を有する検査方法。 - 液体を吐出する複数のノズルと、前記ノズル毎に設けられる圧力室であって、対応する前記ノズルと連通する圧力室と、前記圧力室毎に設けられる駆動素子と、を備えるヘッドをコンピューターに検査させるためのプログラムであって、
検査対象ノズルに対応する前記駆動素子を駆動させることにより得られる第1検出信号に基づいて、前記検査対象ノズルからの液体吐出不良を検査する第1検査を実施する機能と、
前記第1検査時よりも強い加振力が付与されるように前記第1検査時と同じ前記駆動素子を駆動させることにより得られる第2検出信号に基づいて、前記第1検査時と同じ前記検査対象ノズルからの液体吐出不良を検査する第2検査を実施する機能と、
をコンピューターに実現させるためのプログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012112215A JP2013237208A (ja) | 2012-05-16 | 2012-05-16 | 液体吐出装置、検査方法、及び、プログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012112215A JP2013237208A (ja) | 2012-05-16 | 2012-05-16 | 液体吐出装置、検査方法、及び、プログラム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013237208A true JP2013237208A (ja) | 2013-11-28 |
Family
ID=49762691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012112215A Pending JP2013237208A (ja) | 2012-05-16 | 2012-05-16 | 液体吐出装置、検査方法、及び、プログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013237208A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015136877A (ja) * | 2014-01-23 | 2015-07-30 | セイコーエプソン株式会社 | 液体吐出装置、および液体吐出状態検出方法 |
| JP2016020088A (ja) * | 2014-06-19 | 2016-02-04 | 株式会社リコー | 液滴吐出装置、インクジェット記録装置、液滴吐出方法、及びプログラム |
| US20180001619A1 (en) * | 2015-03-24 | 2018-01-04 | Seiko Epson Corporation | Liquid discharging apparatus, control method of liquid discharging apparatus, device driver, and printing system |
| JP2019147334A (ja) * | 2018-02-28 | 2019-09-05 | セイコーエプソン株式会社 | 液体吐出装置 |
| JP2020104501A (ja) * | 2018-12-28 | 2020-07-09 | ブラザー工業株式会社 | 液滴吐出装置および液滴吐出装置の制御方法 |
| JP2020104466A (ja) * | 2018-12-28 | 2020-07-09 | ブラザー工業株式会社 | 液滴吐出装置および液滴吐出装置の制御方法 |
| CN115402005A (zh) * | 2021-05-28 | 2022-11-29 | 广东聚华印刷显示技术有限公司 | 打印头的喷嘴检测方法、检测装置以及存储介质 |
-
2012
- 2012-05-16 JP JP2012112215A patent/JP2013237208A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015136877A (ja) * | 2014-01-23 | 2015-07-30 | セイコーエプソン株式会社 | 液体吐出装置、および液体吐出状態検出方法 |
| JP2016020088A (ja) * | 2014-06-19 | 2016-02-04 | 株式会社リコー | 液滴吐出装置、インクジェット記録装置、液滴吐出方法、及びプログラム |
| US20180001619A1 (en) * | 2015-03-24 | 2018-01-04 | Seiko Epson Corporation | Liquid discharging apparatus, control method of liquid discharging apparatus, device driver, and printing system |
| US10059096B2 (en) * | 2015-03-24 | 2018-08-28 | Seiko Epson Corporation | Liquid discharging apparatus, control method of liquid discharging apparatus, device driver, and printing system |
| JP2019147334A (ja) * | 2018-02-28 | 2019-09-05 | セイコーエプソン株式会社 | 液体吐出装置 |
| JP7147180B2 (ja) | 2018-02-28 | 2022-10-05 | セイコーエプソン株式会社 | 液体吐出装置 |
| JP2020104501A (ja) * | 2018-12-28 | 2020-07-09 | ブラザー工業株式会社 | 液滴吐出装置および液滴吐出装置の制御方法 |
| JP2020104466A (ja) * | 2018-12-28 | 2020-07-09 | ブラザー工業株式会社 | 液滴吐出装置および液滴吐出装置の制御方法 |
| JP7180373B2 (ja) | 2018-12-28 | 2022-11-30 | ブラザー工業株式会社 | 液滴吐出装置および液滴吐出装置の制御方法 |
| JP7206908B2 (ja) | 2018-12-28 | 2023-01-18 | ブラザー工業株式会社 | 液滴吐出装置および液滴吐出装置の制御方法 |
| CN115402005A (zh) * | 2021-05-28 | 2022-11-29 | 广东聚华印刷显示技术有限公司 | 打印头的喷嘴检测方法、检测装置以及存储介质 |
| CN115402005B (zh) * | 2021-05-28 | 2024-03-01 | 广东聚华印刷显示技术有限公司 | 打印头的喷嘴检测方法、检测装置以及存储介质 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6106948B2 (ja) | 液体吐出装置 | |
| JP5978744B2 (ja) | 液体吐出装置、検査方法、及び、プログラム | |
| JP6256078B2 (ja) | 液体吐出装置、および吐出異常検査方法 | |
| US7540580B2 (en) | Liquid ejection head and ejection abnormality determination method | |
| US20120249638A1 (en) | Liquid ejecting apparatus and control method thereof | |
| JP2013237208A (ja) | 液体吐出装置、検査方法、及び、プログラム | |
| JP5732899B2 (ja) | ノズル状態検出装置および画像形成装置 | |
| JP6384621B2 (ja) | 液体吐出装置、液体吐出装置の制御方法、およびデバイスドライバー、並びに印刷システム | |
| JP6065524B2 (ja) | 液体噴射装置、および、液体噴射装置の制御方法 | |
| US9199450B2 (en) | Liquid discharge apparatus and residual vibration detection method | |
| JP2013233704A (ja) | 液体吐出装置、検査方法、及び、プログラム | |
| CN101444992B (zh) | 喷出检查机构、记录装置、喷出检查方法和喷出检查程序 | |
| JP2013248799A (ja) | 検査装置、検査方法、及び、プログラム | |
| JP2014172303A (ja) | 液体噴射装置、および、液体噴射装置の制御方法 | |
| JP2022113260A (ja) | 液体吐出装置のメンテナンス方法 | |
| JP2010131827A (ja) | 液体吐出装置、及び液体の速度検出方法 | |
| JP6750277B2 (ja) | 液体吐出装置 | |
| JP2024141214A (ja) | 液体吐出ヘッドの異常判定方法、及び、液体吐出装置 | |
| JP6171734B2 (ja) | 印刷装置、及び、印刷装置の制御方法 | |
| JP7661821B2 (ja) | 液体吐出装置のメンテナンス方法 | |
| JP2010173192A (ja) | 液体噴射装置、及び、液体噴射方法 | |
| JP2019059132A (ja) | 液体吐出装置 | |
| JP2010173191A (ja) | 液体噴射装置、及び、液体噴射方法 | |
| JP2013220539A (ja) | 液体吐出装置、検査方法およびプログラム | |
| JP2022113261A (ja) | 液体吐出装置の駆動方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150107 |