JP2013253286A - 薄膜の製造方法 - Google Patents
薄膜の製造方法 Download PDFInfo
- Publication number
- JP2013253286A JP2013253286A JP2012129143A JP2012129143A JP2013253286A JP 2013253286 A JP2013253286 A JP 2013253286A JP 2012129143 A JP2012129143 A JP 2012129143A JP 2012129143 A JP2012129143 A JP 2012129143A JP 2013253286 A JP2013253286 A JP 2013253286A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- holding member
- thin film
- substrate holding
- traveling device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Chemical Vapour Deposition (AREA)
- Photovoltaic Devices (AREA)
Abstract
【課題】均一な薄膜が製造でき、物性分布が良好な、薄膜の製造方法を提供する。
【解決手段】立設した基板保持部材10に基板を脱着する工程と、基板を保持する基板保持部材を走行装置30で化学蒸着室内へ運搬する工程と、立設した基板保持部材を基板と共に加熱する工程と、基板の表面に薄膜を形成する工程を含む薄膜の製造方法であって、前記基板保持部材は下部が走行装置に当接固定されており、当該当接固定部の少なくとも一部において、基板保持部材と走行装置の間に基板保持部材と比較して熱伝導率が1/10以下の成型材料が挿入されており、当該当接固定部の少なくとも一部は空間を有することを特徴とする、薄膜の製造方法。
【選択図】図3
【解決手段】立設した基板保持部材10に基板を脱着する工程と、基板を保持する基板保持部材を走行装置30で化学蒸着室内へ運搬する工程と、立設した基板保持部材を基板と共に加熱する工程と、基板の表面に薄膜を形成する工程を含む薄膜の製造方法であって、前記基板保持部材は下部が走行装置に当接固定されており、当該当接固定部の少なくとも一部において、基板保持部材と走行装置の間に基板保持部材と比較して熱伝導率が1/10以下の成型材料が挿入されており、当該当接固定部の少なくとも一部は空間を有することを特徴とする、薄膜の製造方法。
【選択図】図3
Description
本発明は、均一に薄膜を製造できる製造方法に関し、より詳細には基板上に均一に金属酸化物膜が形成された薄膜の製膜方法に関する。
近年、石油・天然ガス等の化石原料価格の高騰や、永続可能な社会の実現に関する意識の高まりから、太陽電池パネルを用いた発電が注目されている。
それは、太陽電池は太陽光を直接電気に変換するので、資源の枯渇問題や新興国の消費増加による需給バランスの変化等、石化燃料が持つ供給不安定性に関する課題が存在しない事、又、発電課程にて温室効果ガスである二酸化炭素を排出しない事を理由とする。
一般的に薄膜太陽電池は、透明導電膜、発電膜、金属導電膜及び保護膜を順次、ガラス基板上に積層して製造される。これらの透明導電膜、発電膜、金属導電膜は主としてCVD法(化学気相成長法)により形成されている。
例えば、透明導電膜を製膜する際には、LPCVD法(減圧化学気相成長法)を利用して製膜できる。ここで、LPCVD法とは、減圧雰囲気下で行うCVD法のことであり、具体的には、減圧雰囲気中で、透明導電膜の原料が含まれるガスをガラスなどの基板の表面に供給して固化反応させることで、透明導電膜を生成することができる。より具体的には、基板を減圧状態の製膜室に搬入し、ヒーター等の手段にて基板を所定温度まで昇温した後、製膜室内に錫や亜鉛を含有するガスを供給して基板上に透明導電膜を形成する。
ところで、製膜室において膜を形成する際の基板の保持姿勢としては、一般的に水平姿勢、若しくは垂直姿勢が用いられるが、装置のフットプリントに対するスループットを大きくするという観点からは、垂直姿勢の方が優れている。これは、特に大きな基板を縦置きにすると、製膜室の全床面積の内、基板一枚を配置するために使用する面積が小さくなるため、より多くの基板を製膜室内に配置できる為である。
このように、基板を縦置き姿勢で保持したまま製膜室に出入りさせるためには、搬送用のトレーを使用することが一般的である。
上記に示すようなトレーは、特許文献1に開示されているように、ステンレススチールによって作られることが一般的である。しかし、基板を昇温させる際に基板の面積が大きくなるにつれて、面内を均一に加熱することが困難となる。基板面内に温度分布が生じると、その後、薄膜を形成する際に厚みムラが生じる原因となり得る。
また、特にガラスのような熱伝導率の低い基板を用いた際は、一旦基板内に温度分布が生じると、その解消は困難且つ、時間がかかるという問題がある。
これに対し、特許文献2では、炭素繊維強化炭素複合材によって形成された基板保持部材を用いている。炭素繊維強化炭素複合材は、比熱が低く、熱伝導率が高い事に加え、熱変形し難いという特徴がある。したがって炭素繊維強化炭素複合材による基板保持部材は、基板を加熱する際に基板と密着した箇所を通じて基板温度の均一化を促進させる均熱材として働くばかりでなく、低エネルギーで素早く昇温させることが可能である。
上記特許文献による薄膜の製造方法においては、基板の略全面を同時に加熱することができるため、大きなガラス基板のような、表面積が大きく、熱伝導率の低い基板に製膜を行う場合でも、好適な製膜を実施することができる。ここで、大きなガラス基板とは、面積が0.8m2以上、より好ましくは1m2以上のガラス基板を意味する。
前述の炭素複合材料のような均熱作用の強い基板保持部材を使用すれば基板の温度分布の問題を大幅に改善することができるが、より高性能な薄膜の形成が要求されることに鑑みれば充分とは言えず、市場からはさらなる改善が求められている。本発明では、均一な薄膜が製造でき、物性分布が良好な、薄膜の製造方法を提供することを目的とする。
本発明者らは、熱伝導率が高い炭素繊維強化炭素複合材を基板保持部材に用いた場合でも、実際は基板に温度分布が生じることが避けられないことを見出した。より具体的には、特に、縦に基板を保持する為の基板保持部材の下辺を、基板保持部材を搬送する走行装置に取り付ける場合、これが原因となって薄膜を製膜した際の基板下部の膜厚分布が悪化する傾向があることを初めて見出した。
上記課題に対して、当初は基板ヒーターをゾーン温調することで対応していたが、本発明者らは鋭意検討の結果、基板ヒーターに対向した位置になく、積極的に加熱されていない走行装置の温度が、装置内にて積極的に加熱される基板保持部材の温度と比較して低い為、基板保持部材と走行装置の連結部を通じて、基板保持部材の下部の温度が低下することが原因であることを見出した。上記原因に基づき、本発明がなされたものである。
即ち、本発明は、立設した基板保持部材に基板を脱着する工程と、基板を保持する基板保持部材を走行装置で化学蒸着室内へ運搬する工程と、立設した基板保持部材を基板と共に加熱する工程と、基板の表面に薄膜を形成する工程を含む薄膜の製造方法であって、前記基板保持部材は下部が走行装置に当接固定されており、当該当接固定部の少なくとも一部において、基板保持部材と走行装置の間に基板保持部材と比較して熱伝導率が1/10以下の成型材料が挿入されており、当該当接固定部の少なくとも一部は空間を有することを特徴とする、薄膜の製造方法である。
好ましい実施態様は、前記基板が、薄膜形成面とは反対の面を基板保持部材に略密着させて保持されることを特徴とする、前記の薄膜の製造方法である。
好ましい実施態様は、走行装置で立設した基板保持部材、若しくは基板保持部材に保持された基板に対向した面に垂直設置している略面状ヒーターにて基板を加熱することを特徴とする、前記の薄膜の製造方法である。
好ましい実施態様は、前記当接固定部の面積が基板保持部材の全面積の1/100以下であることを特徴とする、前記の薄膜の製造方法である。
好ましい実施態様は、前記成型材料が、門型もしくは櫛型の形状を有することを特徴とする、前記の薄膜の製造方法である。
好ましい実施態様は、前記薄膜の形成が、少なくとも原料としてアルキル亜鉛と酸化材料を用い、低圧CVD法にて酸化亜鉛膜を製膜することを特徴とする、前記の薄膜の製造方法である。
本発明の薄膜の製造方法を用いると、物性分布が良好な薄膜が得られる。
本発明の一実施形態に係る薄膜の製造方法について、図面を参照しながら、詳細に説明する。
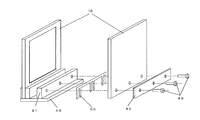
本発明の薄膜の製造方法には、図面に例示されるような基板を保持するための基板保持部材10、ガラス基板等に代表される基板20、台車などに代表される走行装置30、基板保持部材を走行装置に固定するための固定部材31,32、成型材料50などが用いられる。
本発明における基板保持部材については、基板へできる限り均一に熱を伝達できる素材で形成することが望まれる。そのような観点から、例えば、炭素繊維強化炭素複合材(カーボンコンポジット材)によって形成することを例示できる。炭素繊維強化炭素複合材を用いて形成した場合、基板保持部材が衝撃に強く壊れにくい、さらに、比熱と熱伝導率が高く、熱変形し難いという特徴がある。したがって基板保持部材は、熱変形することなく、低エネルギーで素早く昇温させることが可能である。
また、基板保持部材から基板に熱が伝達する際に、基板保持部材が基板と密着している全ての部分から、基板保持部材の熱が基板に伝達する。基板の薄膜形成面とは反対の面を基板保持部材に略密着させて保持すると、基板を広範囲に亘って同時加熱することができる利点がある。そのため、基板が昇温する際に、基板表面に温度のバラつきが発生しにくくなる。さらに炭素繊維強化炭素複合材を用いて基板保持部材を形成した場合、耐久性が良く、長期の使用に耐え得るので、基板保持部材の交換コストを低減できる。
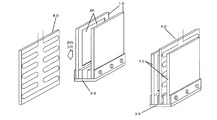
本発明においては、立設した基板保持部材に基板を脱着する工程を有する。例えば、図1に示す様に、基板保持部材10には、基板20を収める(保持する)「くぼみ」を形成しておき、そのくぼみに基板20をはめ込んで基板と基板保持部材を略密着させ、その状態で基板の4辺を押さえる固定手段(図示せず)により保持することができる。このくぼみは、製膜対象物である基板20が嵌めこみ可能な大きさである。即ち、くぼみの開口の面積は、基板20の製膜を実施する面の面積と同等以上である。なお、図1においては、基板保持部材10の下部には走行装置30に固定する際に使用するボルト穴が加工してある。
本発明において基板20としてはガラス基板を代表的に例示することができる。基板は大面積化の要請に基づき、面積は0.8m2以上、更には1m2以上の大型のものも使用することができる。通常、ヒーターで基板を昇温させる場合、基板の面積が大きくなるにつれて、基板の表面に温度のバラつきが発生し易くなる。また、基板にガラス等の熱伝導率の低い部材を用いても、ヒーターで加熱された部分とそうでない部分に温度差が発生し易くなり、基板の表面に温度のバラつきが発生し易くなる。そのため、面積が大きな基板及び/又は熱伝導率の低い部材で形成された基板は、薄膜の厚さを均一にするための表面温度の制御が難しい。
しかしながら、基板の略全面を同時に加熱することができれば、大きなガラス基板のような、表面積が大きく、熱伝導率の低い基板に薄膜を形成する場合でも、好適に実施することができる。つまり、炭素繊維強化炭素複合材を用いて基板保持部材を形成した場合は、面積の大きな基板及び/又は熱伝導率の低い部材で形成された基板の保持に適しているといえる。
本発明においては、基板を保持する基板保持部材を走行装置で化学蒸着室内へ運搬する工程を有する。例えば、図2に示す様に、立設した基板保持部材10は、その下部が固定部材31,32により走行装置30に当接固定され、化学蒸着室内へ運搬される。言い換えれば、基板保持部材10は走行装置30に立設することで、所謂基板キャリアとして化学蒸着室内で使用される。ここで基板保持部材を走行装置に当接固定している「下部」とは、基板保持部材を走行装置に固定するために必要充分な範囲であればよいが、基板へ均一な薄膜を形成する観点から、当接固定部の面積は基板保持部材の全面積の1/100以下であることが好ましい。
図2において、基板保持部材10を走行装置30に立設固定するに際し、走行装置30の上面には固定部材31が設けられている。例えば、固定部材31は概ブロック状のアルミ、ステンレス等の金属であり、基板保持部材10を固定部材32にて挟み込んだ後、ボルト40にて締結することにより、強固に、寸法精度良く固定することができる。
ここで走行装置30は、基板を保持した基板保持部材を化学蒸着室内へ移動する機能を有する装置であれば特に限定はなく、例えば車輪(図示せず)などの走行手段を備えた台車などを用いることができ、台車は長手方向と平行な方向に動くことができる。例えば、台車の上面に基板保持部材を固定化できる固定手段を設けて基板保持部材を当接固定しても良いし、台車の上面に基板保持部材が係合する溝を形成し基板保持部材を当接固定しても良い。
本発明において化学蒸着室とは、代表的にはLPCVDなどの各種CVD装置が例示されるが、必ずしもCVDのみに限定されず、蒸着装置やスパッタ装置などの公知の化学蒸着装置でも良い。例えば、LPCVD法は、減圧されたチャンバ内で、基板を加熱し、原料ガス(生成する膜を構成する原料の内、少なくとも一つ以上の原料を含むガス)を基板の表面で化学反応させることで製膜するものである。CVD法には、プラズマ等の電気的処理を必要とするプラズマCVD法と、必要としない熱CVD法などがある。
本発明においては、基板保持部材の下部と走行装置が当接固定されている当接固定部の少なくとも一部において、基板保持部材と走行装置の間に、基板保持部材と比較して熱伝導率が1/10以下の成型材料が挿入されており、当該当接固定部の少なくとも一部は空間を有していることに特徴を有する。
図3に例示する様に、成型材料50は、走行装置30上の固定部材31と基板保持部材10の間に挟み込まれている。このような基板保持部材と比較して熱伝導率が1/10以下の成型材料を配置することにより所定の性能を発揮することができる。また走行装置30と固定部材31との間に上記成型材料を挟みこむと、より優れた均一製膜効果を発揮することができるため、より好適である。
上記成型材料50の部材形状については、装置の性質に応じて多種多様な形状とすることができるが、成型材料は、基板保持部材と走行装置の間に挿入した際に、当接固定部の少なくとも一部に空間を発生させるような形状が好ましい。当接固定部の少なくとも一部に空間ができることにより、装置内にて真空断熱の原理により、熱伝達を大幅に抑えることが可能になり、基板の温度均一性が向上する利点がある。また、一般的に基板保持部材を走行装置に組み付ける際の労力、組み付け後の微調整を考慮すると、後からの取り付け、取り外しが自在である形状が望ましい。その代表的な形状は、およそ門型、櫛型であり、図3に示すように門の足の部分を下にして、ボルトを締める前に隙間に差し込むことにより設置することができる。成型材料をおよそ門型、櫛型形状とすることにより、上記作業性を確保できるだけではなく、当接固定部の少なくとも一部に空間を生じさせることができる。成型材料は、その取扱い性の観点から、構成パーツは少ない方がより好ましく、理想的にはワンピースから成るものが好ましい。
なお、成型材料はシート状に成型した耐熱樹脂を切断成型することにより作成することができるが、成型材料50の形成方法はこれに限るものではない。材料の種類により、機械加工や金型等によって形成してもよい。
成型材料50については、特にその素材は限定されないが、真空装置内において加熱条件下で使用する場合もあることを鑑みれば、いわゆる耐熱性、低ガス放出性を有する素材を選ぶことが好ましい。例を挙げるならば、ポリイミド、ポリアミド、ポリエチルエーテルケトン等のいわゆる耐熱性エンジニアリングプラスチック、若しくはアルミナ、炭化ケイ素などのセラミックスを使用することもが可能である。
例えば、産業用ロボットにて基板の基板保持部材への取り付け/取り外しを行う等の接触固定部の強度、または基板保持部材と走行装置を組上げた際の寸法精度が必要とされる場合には、使用温度条件下にて所望の強度を持つ材料を選定する必要がある。
ただし、一般的な耐熱性エンジニアリングプラスチックを用いたとしても、その厚みを薄くすることにより、変形量の絶対値を少なくして、組み付け寸法精度を確保することが可能である。一般的には0.2mmから5mmの厚みを持たせることにより、断熱性を保ったまま、熱変形による組み付け寸法を兼ね備えることができるが、その厚みを0.5mmから2mmの間とすることによりロボットの基板センシング時の動作不良発生率を劇的に抑えることができる。
以下、例として、酸化亜鉛薄膜の製造方法について詳細に説明する。
基板は、例えば、ロードロックチャンバ等に設置したヒーターにてプロセス温度近傍まで輻射加熱を実施すると共に、チャンバに接続した真空ポンプにてチャンバ内の真空引きを実施する。
このときの加熱手段として面状に配列したIRヒーター、シースヒーター等を用いることができる。また、基板保持部材を均一に加熱する為、ヒーターは面状に配列した各ポジションの周囲及び中心部で独立に温度制御できることが望ましい。また基板の加熱に際して、図4に例示する様に、基板保持部材に保持された基板に対向する面、あるいは、図5に例示する様に、その裏面、どちら側に予備加熱ヒーターを設置しても所望の温度に基板を加熱することができるが、ガラス基板の温度を上げるという観点からは、加熱の効率が良好となるガラス面からの加熱が望ましい。例えば、予備加熱の際は、基板に対向する面から基板自体を加熱し、製膜時は、基板の裏面側から基板保持部材自体を加熱するなど、適宜組み合わせて加熱すればよい。即ち、走行装置で立設した基板保持部材、若しくは基板保持部材に保持された基板に対向した面に垂直設置している略面状ヒーターにて基板を加熱することが好ましい。
面状に配列した加熱ヒーターの大きさは、基板を均一加熱する観点から、少なくとも基板保持部材の大きさより大きいことが好ましく、基板、若しくは基板保持部材とヒーター表面間の距離と同程度上下左右を大きくすることが望ましい。
酸化亜鉛薄膜の製膜温度は通常100℃〜250℃程度、好ましくは150℃〜200℃程度であり、製膜時には上記範囲内の所定の温度に保持する必要がある。所定の温度になるまで予備加熱を実施した基板は、プロセスチャンバに搬送され、酸化亜鉛薄膜の製膜を実施される。
プロセスチャンバにて基板は、IRヒーターやシースヒーターを用いた基板加熱ヒーターにより加熱される。その際の基板温度は、上記に記載の温度範囲内であれば良いが、基板の温度分布を小さくすることにより、温度に起因する膜厚分布を小さくすることができる。
酸化亜鉛薄膜はいわゆる減圧CVD法(減圧化学気相蒸着法)にて製造される。減圧CVD法において、供給するガスは、例えば、亜鉛源としては、ジエチル亜鉛、ジメチル亜鉛等の有機亜鉛化合物(アルキル亜鉛化合物)、酸素源としては、水あるいは炭素数1〜4のアルコール(炭素数1〜4のいずれかの低級アルコール)などの酸化材料を使用することができる。また、トリメチルアルミニウム、トリメチルガリウム、ジボラン等をドーパントとしてガス状態にて供給することにより、薄膜の電気抵抗を低下させることができる。酸素源、亜鉛源、ドーパントは、かならずしも各1種類のみ使用するものではなく、2種以上を用いても良い。
上記原料のうち、常温で液体である原料については、気化させた後に装置に供給する事が好ましく、例えば、ステンレス製のタンクを加熱して液体を蒸発させ、気化した材料をマスフローコントローラーにより定量供給することができる。
チャンバ内の基板表面近傍でのガス組成ムラに起因する膜厚分布を抑制する為に、原料ガス混合物が基板の表面近傍に達するまでに各ガスを混合しておくことが好ましい。気化混合した原料は、ガス供給管を通じて装置に供給され、所望の薄膜となる。
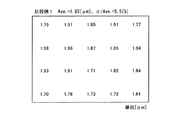
幅1400mm、高さ1100mmのガラス基板上に基板温度170℃にて酸化亜鉛薄膜を形成し、その膜厚を面内計20箇所測定することにより、面内の膜厚均一性を評価した。
(実施例1)
実施例1として、走行装置と基板保持部材間に、図3に示すような門型形状の厚さ1mmからなるポリイミド成型材料を設置した装置構成にて酸化亜鉛薄膜を形成した。この際、成型材料と基板保持部材の接触面積は基板保持部材の片側面積の0.5%相当であった。また、基板保持部材はカーボンコンポジット材にて製作されており、その厚み方向の熱伝導率は8W/m/K、ポリイミド成型材料の熱伝導率は0.34W/m/Kであった。その結果、図6に示す通り、σ/Ave.にて3.7%と良好な膜厚分布が得られた。
実施例1として、走行装置と基板保持部材間に、図3に示すような門型形状の厚さ1mmからなるポリイミド成型材料を設置した装置構成にて酸化亜鉛薄膜を形成した。この際、成型材料と基板保持部材の接触面積は基板保持部材の片側面積の0.5%相当であった。また、基板保持部材はカーボンコンポジット材にて製作されており、その厚み方向の熱伝導率は8W/m/K、ポリイミド成型材料の熱伝導率は0.34W/m/Kであった。その結果、図6に示す通り、σ/Ave.にて3.7%と良好な膜厚分布が得られた。
(比較例1)
実施例1と比較して、成型材料は使用せず、走行装置と基板保持部材が直接接触する装置構成にて酸化亜鉛薄膜を形成した。その結果、図7に示す通り、特に基板下部の膜厚が薄くなり、σ/Ave.にて5.5%と膜厚分布が悪化する結果となった。
実施例1と比較して、成型材料は使用せず、走行装置と基板保持部材が直接接触する装置構成にて酸化亜鉛薄膜を形成した。その結果、図7に示す通り、特に基板下部の膜厚が薄くなり、σ/Ave.にて5.5%と膜厚分布が悪化する結果となった。
10.基板保持部材
20.基板
30.走行装置
31.固定部材
32.固定部材
40.ボルト
50.成型材料
60.略面状ヒーター
20.基板
30.走行装置
31.固定部材
32.固定部材
40.ボルト
50.成型材料
60.略面状ヒーター
Claims (6)
- 立設した基板保持部材に基板を脱着する工程と、
基板を保持する基板保持部材を走行装置で化学蒸着室内へ運搬する工程と、
立設した基板保持部材を基板と共に加熱する工程と、
基板の表面に薄膜を形成する工程を含む薄膜の製造方法であって、
前記基板保持部材は下部が走行装置に当接固定されており、
当該当接固定部の少なくとも一部において、基板保持部材と走行装置の間に基板保持部材と比較して熱伝導率が1/10以下の成型材料が挿入されており、
当該当接固定部の少なくとも一部は空間を有することを特徴とする、
薄膜の製造方法。 - 前記基板が、薄膜形成面とは反対の面を基板保持部材に略密着させて保持されることを特徴とする、請求項1に記載の薄膜の製造方法。
- 走行装置で立設した基板保持部材、若しくは基板保持部材に保持された基板に対向した面に垂直設置している略面状ヒーターにて基板を加熱することを特徴とする、請求項1乃至2のいずれかに記載の薄膜の製造方法。
- 前記当接固定部の面積が基板保持部材の全面積の1/100以下であることを特徴とする、請求項1乃至3のいずれかに記載の薄膜の製造方法。
- 前記成型材料が、門型もしくは櫛型の形状を有することを特徴とする、請求項1乃至4のいずれかに記載の薄膜の製造方法。
- 前記薄膜の形成が、少なくとも原料としてアルキル亜鉛と酸化材料を用い、低圧CVD法にて酸化亜鉛膜を製膜することを特徴とする、請求項1乃至5のいずれかに記載の薄膜の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012129143A JP2013253286A (ja) | 2012-06-06 | 2012-06-06 | 薄膜の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012129143A JP2013253286A (ja) | 2012-06-06 | 2012-06-06 | 薄膜の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013253286A true JP2013253286A (ja) | 2013-12-19 |
Family
ID=49951046
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012129143A Pending JP2013253286A (ja) | 2012-06-06 | 2012-06-06 | 薄膜の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013253286A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019201166A1 (de) * | 2019-01-30 | 2020-07-30 | Siemens Aktiengesellschaft | Werkstückträger zum Halten eines zu beschichtenden Bauteils, Verwendung eines solchen Werkstückträgers sowie Vorrichtung und Verfahren zum Beschichten eines Bauteils |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0528669U (ja) * | 1991-09-21 | 1993-04-16 | 秀顕 佐野 | カレンダー |
| JPH05259087A (ja) * | 1992-03-10 | 1993-10-08 | Nec Kagoshima Ltd | 薄膜トランジスタアレイの製造装置 |
| JPH09146458A (ja) * | 1995-11-27 | 1997-06-06 | Matsushita Electric Works Ltd | アナンシエータ |
| JPH11251760A (ja) * | 1998-03-05 | 1999-09-17 | Mitsubishi Electric Corp | 電子機器 |
| JP2000073659A (ja) * | 1998-09-01 | 2000-03-07 | Ykk Architectural Products Inc | 形材の連結構造 |
| JP2001185610A (ja) * | 1999-12-24 | 2001-07-06 | Kanegafuchi Chem Ind Co Ltd | 基板搬送トレー |
| JP2004265937A (ja) * | 2003-02-17 | 2004-09-24 | Ishikawajima Harima Heavy Ind Co Ltd | 真空処理装置の冷却装置 |
| JP2011014682A (ja) * | 2009-07-01 | 2011-01-20 | Toshiba Corp | サセプタ、成膜装置および成膜方法 |
| JP2011061023A (ja) * | 2009-09-10 | 2011-03-24 | Kaneka Corp | 基板保持部材及び薄膜の製造方法 |
| JP2011074452A (ja) * | 2009-09-30 | 2011-04-14 | Kaneka Corp | 薄膜の製造方法、並びに、太陽電池 |
| JP2012033574A (ja) * | 2010-07-28 | 2012-02-16 | Sumitomo Electric Ind Ltd | サセプタおよび半導体製造装置 |
-
2012
- 2012-06-06 JP JP2012129143A patent/JP2013253286A/ja active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0528669U (ja) * | 1991-09-21 | 1993-04-16 | 秀顕 佐野 | カレンダー |
| JPH05259087A (ja) * | 1992-03-10 | 1993-10-08 | Nec Kagoshima Ltd | 薄膜トランジスタアレイの製造装置 |
| JPH09146458A (ja) * | 1995-11-27 | 1997-06-06 | Matsushita Electric Works Ltd | アナンシエータ |
| JPH11251760A (ja) * | 1998-03-05 | 1999-09-17 | Mitsubishi Electric Corp | 電子機器 |
| JP2000073659A (ja) * | 1998-09-01 | 2000-03-07 | Ykk Architectural Products Inc | 形材の連結構造 |
| JP2001185610A (ja) * | 1999-12-24 | 2001-07-06 | Kanegafuchi Chem Ind Co Ltd | 基板搬送トレー |
| JP2004265937A (ja) * | 2003-02-17 | 2004-09-24 | Ishikawajima Harima Heavy Ind Co Ltd | 真空処理装置の冷却装置 |
| JP2011014682A (ja) * | 2009-07-01 | 2011-01-20 | Toshiba Corp | サセプタ、成膜装置および成膜方法 |
| JP2011061023A (ja) * | 2009-09-10 | 2011-03-24 | Kaneka Corp | 基板保持部材及び薄膜の製造方法 |
| JP2011074452A (ja) * | 2009-09-30 | 2011-04-14 | Kaneka Corp | 薄膜の製造方法、並びに、太陽電池 |
| JP2012033574A (ja) * | 2010-07-28 | 2012-02-16 | Sumitomo Electric Ind Ltd | サセプタおよび半導体製造装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102019201166A1 (de) * | 2019-01-30 | 2020-07-30 | Siemens Aktiengesellschaft | Werkstückträger zum Halten eines zu beschichtenden Bauteils, Verwendung eines solchen Werkstückträgers sowie Vorrichtung und Verfahren zum Beschichten eines Bauteils |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9240513B2 (en) | Dynamic support system for quartz process chamber | |
| JP3179605U (ja) | 基板支持体の加熱及び冷却 | |
| CN101636522B (zh) | 真空涂覆装置 | |
| US20140202027A1 (en) | Heating arrangement and method for heating substrates | |
| JP2013541176A5 (ja) | ||
| KR20130102577A (ko) | 기판 가열 장치 | |
| CN101844873B (zh) | 一种导电玻璃的在线镀膜方法及在线镀膜装置 | |
| JP2011061023A (ja) | 基板保持部材及び薄膜の製造方法 | |
| JP2013253286A (ja) | 薄膜の製造方法 | |
| CN102634774A (zh) | 一种用箱体式pecvd设备制备非晶硅锗薄膜电池的方法 | |
| CN102418087B (zh) | 一种加热板支撑定位装置 | |
| CN103387011A (zh) | 碳纤维太阳能电池板车顶 | |
| CN202543323U (zh) | 一种lpcvd预热腔控温系统 | |
| CN101844874B (zh) | 一种导电玻璃的在线镀膜方法及在线镀膜装置 | |
| US20150010718A1 (en) | Heat transfer control in pecvd systems | |
| WO2013032406A1 (en) | A system and a method for depositing a layer on a substrate | |
| KR101446631B1 (ko) | 대면적기판용 플라즈마 처리 장치 | |
| US20120285383A1 (en) | Mounting for fixing a reactor in a vacuum chamber | |
| Osono et al. | Development of catalytic chemical vapor deposition apparatus for large size substrates | |
| KR102332969B1 (ko) | 태양전지 제조장치 | |
| CN102534560A (zh) | 一种金属有机物化学气相沉积设备的载盘支撑 | |
| KR101515882B1 (ko) | 서셉터 | |
| CN223292640U (zh) | 太阳能电池成膜用托盘 | |
| CN202954145U (zh) | 单晶炉 | |
| ATE486159T1 (de) | Epitaxiereaktor für die massenfertigung von wafern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150421 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151222 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160419 |