JP2013256347A - テープ貼り付け装置 - Google Patents
テープ貼り付け装置 Download PDFInfo
- Publication number
- JP2013256347A JP2013256347A JP2012132188A JP2012132188A JP2013256347A JP 2013256347 A JP2013256347 A JP 2013256347A JP 2012132188 A JP2012132188 A JP 2012132188A JP 2012132188 A JP2012132188 A JP 2012132188A JP 2013256347 A JP2013256347 A JP 2013256347A
- Authority
- JP
- Japan
- Prior art keywords
- tape
- web
- roll
- old web
- adhesive tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002390 adhesive tape Substances 0.000 claims abstract description 55
- 239000000853 adhesive Substances 0.000 claims abstract description 20
- 230000001070 adhesive effect Effects 0.000 claims abstract description 20
- 230000000903 blocking effect Effects 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 6
- 238000001514 detection method Methods 0.000 claims description 4
- 230000003014 reinforcing effect Effects 0.000 description 16
- 239000011248 coating agent Substances 0.000 description 12
- 238000000576 coating method Methods 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 6
- 239000007788 liquid Substances 0.000 description 5
- 239000004744 fabric Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 210000003323 beak Anatomy 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Landscapes
- Replacement Of Web Rolls (AREA)
Abstract
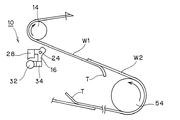
【解決手段】テープ貼り付け装置10は、ガイドロール14の位置の通過前で古いウエブの終端部を検出したときに、押圧ロール32によって接着テープ12の先端部の接着面を古いウエブW1に押圧して貼り付けると共に、吸引装置28による接着テープ12の吸引を停止させ、押圧ロール32の押圧を古いウエブW1の終端部が通過するまで継続して古いウエブW1のテールTを新しいウエブW2に固定する。
【選択図】 図5
Description
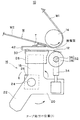
まず、テープ貼り付け装置10の構造について、図1と図2に基づいて説明する。図1はテープ貼り付け装置10の待機位置における側面図、図2は同じく正面図である。なお、「待機位置」とは、テープ貼り付け装置10が接着テープ12をウエブWに貼り付けないときの位置であり、この待機位置から接着テープ12をウエブWに貼り付ける「テープ貼り付け位置」に移動する。
左右一対の回転部材16,16は、ガイドロール14の下方に配され、前記した不図示の左右一対の支持脚によって回転自在に支持されている。左右一対の回転部材16は、回転軸24を中心として第1支持腕18、第2支持腕20、第3支持腕22がそれぞれ3方向に突出し、この回転軸24を中心に回動するものであり、ロータリーアクチュエータ26によって回転する。
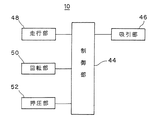
次に、テープ貼り付け装置10の電気的構成について図8のブロック図に基づいて説明する。
次に、テープ貼り付け装置10の動作について4段階に分けて説明する。
まず、テープ貼り付け装置10の動作の第1段階(待機位置)について図1と図2と図7に基づいて説明する。
次に、テープ貼り付け装置10の動作の第2段階(テープ貼り付け位置(1))について図3と図4に基づいて説明する。
次に、テープ貼り付け装置10の動作の第3段階(テープ貼り付け位置(2))について図5と図6と図7に基づいて説明する。
次に、テープ貼り付け装置10の動作の第4段階について説明する。
本実施形態のテープ貼り付け装置10であると、古いウエブW1のテールTを新しいウエブW2に接着テープ12によって貼り付けることができる。そのため、古いウエブW2のテールTが新しいウエブW1から垂れ下がらず、塗工時に塗工液が付着したり、熱処理装置内部でばたついたりしない。
上記実施形態では、接着テープ12を3枚所定間隔を開けて貼り付けたが、3枚に限らず2枚、又は、4枚以上貼り付けてもよい。また、大きい幅のテープを1枚貼り付けてもよい。
Claims (12)
- 古いウエブの終端部近傍に新しいウエブの始端部を重ねて接続したウエブを走行させるガイドロールと、
前記古いウエブの終端部側で、かつ、前記古いウエブの幅方向に配された吸引面を有する吸引装置と、
前記吸引面に非接着面が吸引されると共に前記古いウエブの終端部側に接着面が露出し、かつ、前記吸引面から先端部が突出した接着テープと、
前記接着テープの前記突出した先端部の接着面を、前記ガイドロールを走行する前記ウエブに押圧する回動自在な押圧ロールと、
(1)前記古いウエブの前記終端部が、前記ガイドロールを通過する前に、前記押圧ロールによって前記接着テープの前記先端部の前記接着面を、前記古いウエブに押圧して貼り付けると共に、前記吸引装置による前記接着テープの吸引を停止させ、(2)前記押圧ロールの押圧を前記古いウエブの前記終端部が通過して前記新しいウエブになるまで継続させて、前記古いウエブのテールを前記新しいウエブに前記接着テープで固定する制御部と、
を有したテープ貼り付け装置。 - 前記接着テープを吸引した前記吸引装置を、待機位置からテープ貼り付け位置に回動させる回動部材をさらに有し、
前記制御部は、前記古いウエブの前記終端部が前記ガイドロールを通過するまでに、前記吸引装置を前記待機位置から前記テープ貼り付け位置に前記回動部材によって回動させる、
請求項1に記載のテープ貼り付け装置。 - 前記回動部材は、前記吸引装置と共に前記押圧ロールも前記待機位置から前記テープ貼り付け位置に回動させる、
請求項2に記載のテープ貼り付け装置。 - 前記接着テープは、予め所定の長さに切断されて前記吸引装置の前記吸引面に直交するように吸引されている、
請求項1乃至3のいずれか一項に記載のテープ貼り付け装置。 - 前記古いウエブの終端部側と前記吸引面との間に遮断板が配されている、
請求項1乃至4のいずれか一項に記載のテープ貼り付け装置。 - 前記押圧ロールは、スポンジロールである、
請求項1乃至5のいずれか一項に記載のテープ貼り付け装置。 - 前記回動部材は、ロータリーアクチュエーターによって回転する、
請求項2乃至6のいずれか一項に記載のテープ貼り付け装置。 - 前記ガイドロールは、金属ロールである、
請求項1乃至7のいずれか一項に記載のテープ貼り付け装置。 - 前記接着テープは、前記吸引装置の前記吸引面に前記待機位置で吸引して固定される、
請求項4に記載のテープ貼り付け装置。 - 前記接着テープは、前記吸引装置の前記吸引面に所定間隔を開けて複数枚並べて吸引されている、
請求項4に記載のテープ貼り付け装置。 - 前記新しいウエブの前記始端部と前記古いウエブとの継目は、両面接着テープで固定され、
前記古いウエブの前記テールの長さは、前記両面接着テープの位置から所定長さに設定されている、
請求項1乃至10のいずれか一項に記載のテープ貼り付け装置。 - 走行する前記古いウエブの終端部の位置を追跡する接続追跡部をさらに有し、
前記接続追跡部が、前記古いウエブの前記終端部が前記ガイドロールを通過する所定時間前、又は、所定距離前に、前記制御部に検出信号を出力し、
前記制御部は、前記検出信号が入力した時に前記押圧ロールで前記接着テープを押圧する、
請求項1乃至11のいずれか一項に記載のテープ貼り付け装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012132188A JP6017188B2 (ja) | 2012-06-11 | 2012-06-11 | テープ貼り付け装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012132188A JP6017188B2 (ja) | 2012-06-11 | 2012-06-11 | テープ貼り付け装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013256347A true JP2013256347A (ja) | 2013-12-26 |
| JP6017188B2 JP6017188B2 (ja) | 2016-10-26 |
Family
ID=49953130
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012132188A Active JP6017188B2 (ja) | 2012-06-11 | 2012-06-11 | テープ貼り付け装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6017188B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104401773A (zh) * | 2014-11-26 | 2015-03-11 | 江苏苏龙环保科技有限公司 | 自动接布装置及接布方法 |
| JP2016108083A (ja) * | 2014-12-05 | 2016-06-20 | トヨタ自動車株式会社 | 熱転写方法およびシートロール交換方法 |
| US20170252863A1 (en) * | 2016-03-04 | 2017-09-07 | Kia Motors Corporation | Gdl cutting system of fuel cell and cutting method |
| JP2019077511A (ja) * | 2017-10-20 | 2019-05-23 | 株式会社ヒラノテクシード | ウエブ、ウエブの巻出し装置及びウエブの巻出し装置の制御方法 |
| JP2020063148A (ja) * | 2018-10-19 | 2020-04-23 | 株式会社ヒラノテクシード | 貼り付け装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2914722B2 (ja) | 1990-05-28 | 1999-07-05 | 日本電信電話株式会社 | 無線パケット交互通信方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62119340U (ja) * | 1986-01-20 | 1987-07-29 | ||
| US5356496A (en) * | 1992-06-15 | 1994-10-18 | The Black Clawson Company | Splice tail tape-down method and apparatus |
| JPH11170059A (ja) * | 1997-12-05 | 1999-06-29 | Fuji Photo Film Co Ltd | 帯状金属板の接合方法 |
| JP2006036502A (ja) * | 2004-07-29 | 2006-02-09 | Inoue Kinzoku Kogyo Co Ltd | 新旧ウエブの接合構造、接合装置及び加熱処理方法 |
| JP2011246277A (ja) * | 2010-05-31 | 2011-12-08 | Toppan Printing Co Ltd | スプライス装置 |
-
2012
- 2012-06-11 JP JP2012132188A patent/JP6017188B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62119340U (ja) * | 1986-01-20 | 1987-07-29 | ||
| US5356496A (en) * | 1992-06-15 | 1994-10-18 | The Black Clawson Company | Splice tail tape-down method and apparatus |
| JPH11170059A (ja) * | 1997-12-05 | 1999-06-29 | Fuji Photo Film Co Ltd | 帯状金属板の接合方法 |
| JP2006036502A (ja) * | 2004-07-29 | 2006-02-09 | Inoue Kinzoku Kogyo Co Ltd | 新旧ウエブの接合構造、接合装置及び加熱処理方法 |
| JP2011246277A (ja) * | 2010-05-31 | 2011-12-08 | Toppan Printing Co Ltd | スプライス装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104401773A (zh) * | 2014-11-26 | 2015-03-11 | 江苏苏龙环保科技有限公司 | 自动接布装置及接布方法 |
| CN104401773B (zh) * | 2014-11-26 | 2016-08-24 | 江苏苏龙环保科技有限公司 | 自动接布装置及接布方法 |
| JP2016108083A (ja) * | 2014-12-05 | 2016-06-20 | トヨタ自動車株式会社 | 熱転写方法およびシートロール交換方法 |
| US20170252863A1 (en) * | 2016-03-04 | 2017-09-07 | Kia Motors Corporation | Gdl cutting system of fuel cell and cutting method |
| JP2019077511A (ja) * | 2017-10-20 | 2019-05-23 | 株式会社ヒラノテクシード | ウエブ、ウエブの巻出し装置及びウエブの巻出し装置の制御方法 |
| JP7310056B2 (ja) | 2017-10-20 | 2023-07-19 | 株式会社ヒラノテクシード | ウエブ、ウエブの巻出し装置及びウエブの巻出し装置の制御方法 |
| JP2020063148A (ja) * | 2018-10-19 | 2020-04-23 | 株式会社ヒラノテクシード | 貼り付け装置 |
| JP7164390B2 (ja) | 2018-10-19 | 2022-11-01 | 株式会社ヒラノテクシード | 貼り付け装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6017188B2 (ja) | 2016-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6017188B2 (ja) | テープ貼り付け装置 | |
| ES2828378T3 (es) | Empalme automático de material a tope sin solapamiento | |
| JP2011088692A5 (ja) | ||
| JP2015137175A5 (ja) | ||
| JP2009143707A (ja) | ウエブの巻き取り装置 | |
| JP2008033262A5 (ja) | ||
| CN103491844A (zh) | 易于使用和保管粘合面的胶带清洁器 | |
| JP2014524972A (ja) | はみ出しているライナーを有する接着テープの製造方法 | |
| JP5788234B2 (ja) | 巻取り装置 | |
| CN114179490B (zh) | 一种柔抗标签折叠排废设备及方法 | |
| JP2015124055A (ja) | 両面粘着テープ貼付装置 | |
| JPH076252U (ja) | 粘着テープ | |
| JP2016013885A (ja) | 接続装置及びその接続方法 | |
| CN206782925U (zh) | 一种涂布复合机的放卷机组 | |
| TWI608924B (zh) | 片材接合體之製造方法 | |
| JP2019077511A (ja) | ウエブ、ウエブの巻出し装置及びウエブの巻出し装置の制御方法 | |
| JP2009143706A (ja) | ウエブの巻き出し装置 | |
| JP6835562B2 (ja) | ウエブの巻取り装置 | |
| JP3849121B2 (ja) | 紙巻き取り紙管に対する接着テープ貼付装置 | |
| JP2019038657A (ja) | 吸引装置とウエブの接続装置 | |
| JP2018095407A (ja) | ウエブの切断装置とそれを用いた巻取り装置 | |
| CN208250222U (zh) | 一种单面飞接水溶性胶带 | |
| JP3173552U (ja) | 段ボール製リール | |
| CN209999251U (zh) | 一种换卷的横移切断装置 | |
| JP3168098U (ja) | マスキングテープ部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150511 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160701 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160928 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6017188 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |