JP2014003263A - 半田ペースト吐出装置、それを含むパターニングシステム及びその制御方法 - Google Patents
半田ペースト吐出装置、それを含むパターニングシステム及びその制御方法 Download PDFInfo
- Publication number
- JP2014003263A JP2014003263A JP2012184214A JP2012184214A JP2014003263A JP 2014003263 A JP2014003263 A JP 2014003263A JP 2012184214 A JP2012184214 A JP 2012184214A JP 2012184214 A JP2012184214 A JP 2012184214A JP 2014003263 A JP2014003263 A JP 2014003263A
- Authority
- JP
- Japan
- Prior art keywords
- solder paste
- discharge
- nozzle
- probe
- nozzle cap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/06—Solder feeding devices; Solder melting pans
- B23K3/0607—Solder feeding devices
- B23K3/0623—Solder feeding devices for shaped solder piece feeding, e.g. preforms, bumps, balls, pellets, droplets
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistors
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistors electrically connecting electric components or wires to printed circuits by soldering
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Electrostatic Spraying Apparatus (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
【課題】パッケージング工程に必要な微細なサイズのバンプ(bump)を形成し、ピッチ間隔を微細に制御することができるとともに、微細な半田バンプなどを含む半田パターンを容易に形成することができる半田ペースト吐出装置、それを含むパターニングシステム及びその制御方法を提供する。
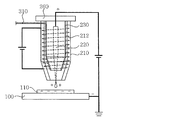
【解決手段】本発明の半田ペースト吐出装置は、外形をなして、加熱用電熱線212を内部に備えたノズルキャップ210と、ノズルキャップ210により離隔されて囲まれたノズル部230と、ノズル部230により離隔されて囲まれた吐出プローブ220と、ノズルキャップ210の上部に微細移動のために備えられた移送部260と、を含み、ノズル部230と吐出プローブ220との間の空間に供給された半田ペーストが吐出プローブ220に沿って液滴状に吐出されるものである。
【選択図】図2A
【解決手段】本発明の半田ペースト吐出装置は、外形をなして、加熱用電熱線212を内部に備えたノズルキャップ210と、ノズルキャップ210により離隔されて囲まれたノズル部230と、ノズル部230により離隔されて囲まれた吐出プローブ220と、ノズルキャップ210の上部に微細移動のために備えられた移送部260と、を含み、ノズル部230と吐出プローブ220との間の空間に供給された半田ペーストが吐出プローブ220に沿って液滴状に吐出されるものである。
【選択図】図2A
Description
本発明は、半田ペースト吐出装置、それを含むパターニングシステム及びその制御方法に関する。
半田ペーストは、デバイスをPCB基板に実装するための半田バンプ(solder bump)を形成するために用いられる核心材料である。通常、半田バンプを形成する方法の例としては、電解メッキ法、インクジェット法、及びスクリーン印刷法などが挙げられる。
そのなかでも、インクジェット法は、プリンターの他にも、MEMS、半導体工程などで幅広く用いられている方法であり、特に、金属インクを用いる回路パターニング工程及び電子パッケージング工程でのバンプ形成過程で非常に重要な役割をしている。
しかし、電子機器の高密度化、小型化、高性能化の要求に応えるべく、特に、ナノパターニング工程を画期的に減らすことができ、バンプのサイズ及びピッチ間隔をナノレベルに微細に制御することができるナノパターニング方法が求められている状況である。
このような要求に応じた従来のナノパターニング技術として、特許文献1に記載されたディップペン(dip−pen)を用いる方式と、ナノインクジェット方式などがある。
しかし、半田ボール(solder ball)のように、一定のサイズを有するパターンを形成するには、上記の方式は適していない。
即ち、ディップペンを用いる方式は、チップ(tip)にインクを供給してパターニングする方式であるため、連続的な工程が不可能であり、大量生産が困難である。また、インクジェット方式は、ナノレベルのパターニングは可能であるが、時間が長くかかるという問題点がある。
本発明の目的は、上記の問題点を解消するために、半田ペーストを連続的に吐出してパターニング工程を行うことができる半田ペースト吐出装置を提供することにある。
本発明の他の目的は、上記の問題点を解消するために、半田ペーストを連続的に吐出してパターニング工程を行うことができる半田ペースト吐出装置を含むパターニングシステムを提供することにある。
本発明のさらに他の目的は、上記の問題点を解消するために、半田ペーストを連続的に吐出してパターニング工程を行うことができるパターニング制御方法を提供することにある。
本発明の一実施例による半田ペースト吐出装置は、外形をなして、加熱用電熱線を内部に備えたノズルキャップと、前記ノズルキャップの内部で前記ノズルキャップにより離隔されて囲まれたノズル部と、前記ノズル部の内部で前記ノズル部により離隔されて囲まれた吐出プローブと、前記ノズルキャップの上部に微細移動のために備えられた移送部と、を含み、前記ノズル部と前記吐出プローブとの間の空間に供給された半田ペーストが前記吐出プローブに沿って液滴状に吐出される。
本発明の一実施例による半田ペースト吐出装置において、前記ノズルキャップは、下部方向に幅が細くなる管筒状に備えられ、前記ノズルキャップと前記ノズル部との間に非活性ガスが注入されて端部方向に噴射されるガス通路が形成される。
本発明の一実施例による半田ペースト吐出装置において、前記吐出プローブは、金属材料を用いて端部方向に尖った針状に形成され、前記ノズルキャップの端部の貫通孔から突出されるように備えられる。
本発明の一実施例による半田ペースト吐出装置において、前記ノズル部は、その内部に前記半田ペーストの温度を検出するための温度検出器を備える。
本発明の一実施例による半田ペースト吐出装置において、前記移送部は、ピエゾアクチュエータ(piezo−actuator)またはモータを含む。
また、本発明の他の実施例によるパターニングシステムは、対象を載置し、電気的極性を有するステージと、前記対象に半田ペーストを液滴状に吐出する半田ペースト吐出装置と、前記半田ペーストの貯蔵部から前記半田ペースト吐出装置に前記半田ペーストを供給する加圧部と、前記半田ペーストの液滴の吐出に関する制御を行う制御部と、前記制御部に連結され、前記半田ペースト吐出装置に不活性ガスを供給するガスポンプ部と、前記制御部に連結され、前記半田ペーストの液滴を用いたナノパターニング過程の制御情報をディスプレイするディスプレイ部と、を含む。
本発明の他の実施例によるパターニングシステムにおいて、前記ステージは、前記制御部に連結され、前記半田ペースト吐出装置と反対の電気的極性を有する。
本発明の他の実施例によるパターニングシステムにおいて、前記半田ペースト吐出装置は、外形をなして、加熱用電熱線を内部に備えたノズルキャップと、前記ノズルキャップにより離隔されて囲まれたノズル部と、前記ノズル部により離隔されて囲まれた吐出プローブと、前記ノズルキャップの上部に微細移動のために備えられた移送部と、を含み、前記加圧部により前記ノズル部と前記吐出プローブとの間の空間に供給された半田ペーストが前記加熱用電熱線によって加熱され、前記吐出プローブに沿って液滴状に吐出される。
本発明の他の実施例によるパターニングシステムにおいて、前記制御部は、前記吐出プローブに印加される電圧を制御して前記液滴のサイズを制御する。
本発明の他の実施例によるパターニングシステムにおいて、前記制御部は、前記電圧のパルス幅を調節して印加する。
本発明の他の実施例によるパターニングシステムにおいて、前記ノズルキャップは、下部方向に幅が細くなる管筒状に備えられ、前記ガスポンプ部から供給された非活性ガスが前記ノズルキャップと前記ノズル部との間に注入されて端部方向に噴射されるガス通路が形成される。
本発明の他の実施例によるパターニングシステムにおいて、前記吐出プローブは、金属材料を用いて端部方向に尖った針状に形成され、前記ノズルキャップの端部の貫通孔から突出されるように備えられる。
本発明の他の実施例によるパターニングシステムにおいて、前記ノズル部は、その内部に前記半田ペーストの温度を検出するための温度検出器を備える。
また、本発明のさらに他の実施例によるパターニング制御方法は、制御部により、半田ペースト吐出装置に供給された半田ペーストを溶融状態に変換するための予熱処理を行う段階と、前記制御部により、前記半田ペースト吐出装置に印加される電圧または不活性ガスを用いて、前記溶融された半田ペーストを微細な液滴状に対象に吐出する段階と、前記制御部により、前記吐出された微細な液滴によって前記対象に形成されたパターンのサイズが所望のサイズを有するか否かを判断する段階と、判断結果、前記パターンのサイズが所望のサイズを有しないと、前記制御部により、前記半田ペースト吐出装置に対して修正した吐出条件に基づいて前記半田ペーストを微細な液滴状にさらに吐出する段階と、を含む。
本発明のさらに他の実施例によるパターニング制御方法において、前記予熱処理を行う段階は、前記制御部により、前記対象が載置されたステージと前記半田ペースト吐出装置にそれぞれ電気的極性を印加して、前記対象と前記半田ペースト吐出装置との間に静電気力を発生させる段階を含む。
本発明のさらに他の実施例によるパターニング制御方法において、前記予熱処理を行う段階は、前記制御部により、前記半田ペースト吐出装置の外形をなすノズルキャップに備えられた加熱用電熱線に電圧を印加して、前記半田ペースト吐出装置に含まれた半田ペーストを溶融状態に変換する。
本発明のさらに他の実施例によるパターニング制御方法において、前記溶融された半田ペーストを微細な液滴状に対象に吐出する段階は、前記制御部により、前記半田ペースト吐出装置の吐出プローブに印加される吐出印加電圧(V)、前記吐出印加電圧(V)のパルス波形、及び前記吐出プローブと前記対象との間の距離を設定して、前記溶融された半田ペーストを微細な液滴状に吐出する。
本発明のさらに他の実施例によるパターニング制御方法において、前記吐出印加電圧(V)は、下記の数式1の範囲を有する数値で印字される。
(γ:溶融された半田ペーストの表面張力[N/m]、ε0:真空の誘電率[F/m]、d:吐出プローブの尖った端部の直径、h:吐出プローブと対象との間の距離、k:比例定数)
本発明のさらに他の実施例によるパターニング制御方法において、前記溶融された半田ペーストを微細な液滴状に対象に吐出する段階は、前記半田ペースト吐出装置に注入される不活性ガスの噴射圧を用いて、形成中の前記液滴を吐出する。
本発明によるパターニングシステムは、半田ペースト吐出装置を用いて半田ペーストを微細な液滴に形成して安定して吐出することにより、パッケージング工程に必要な微細なサイズのバンプ(bump)を形成し、ピッチ間隔を微細に制御することができる効果がある。
本発明によるパターニング制御方法は、半田ペースト吐出装置に印加される吐出印加電圧(V)を用いて半田ペーストを微細な液滴のサイズに調節して吐出することにより、微細な半田バンプなどを含む半田パターンを容易に形成することができる効果がある。
本発明の目的、特定の長所及び新規の特徴は、添付図面に係る以下の詳細な説明及び好ましい実施例によってさらに明らかになるであろう。本明細書において、各図面の構成要素に参照番号を付け加えるに際し、同一の構成要素に限っては、たとえ異なる図面に示されても、できるだけ同一の番号を付けるようにしていることに留意しなければならない。また、「一面」、「他面」、「第1」、「第2」などの用語は、一つの構成要素を他の構成要素から区別するために用いられるものであり、構成要素が前記用語によって限定されるものではない。以下、本発明を説明するにあたり、本発明の要旨を不明瞭にする可能性がある係る公知技術についての詳細な説明は省略する。
以下、添付図面を参照して、本発明の好ましい実施例を詳細に説明する。
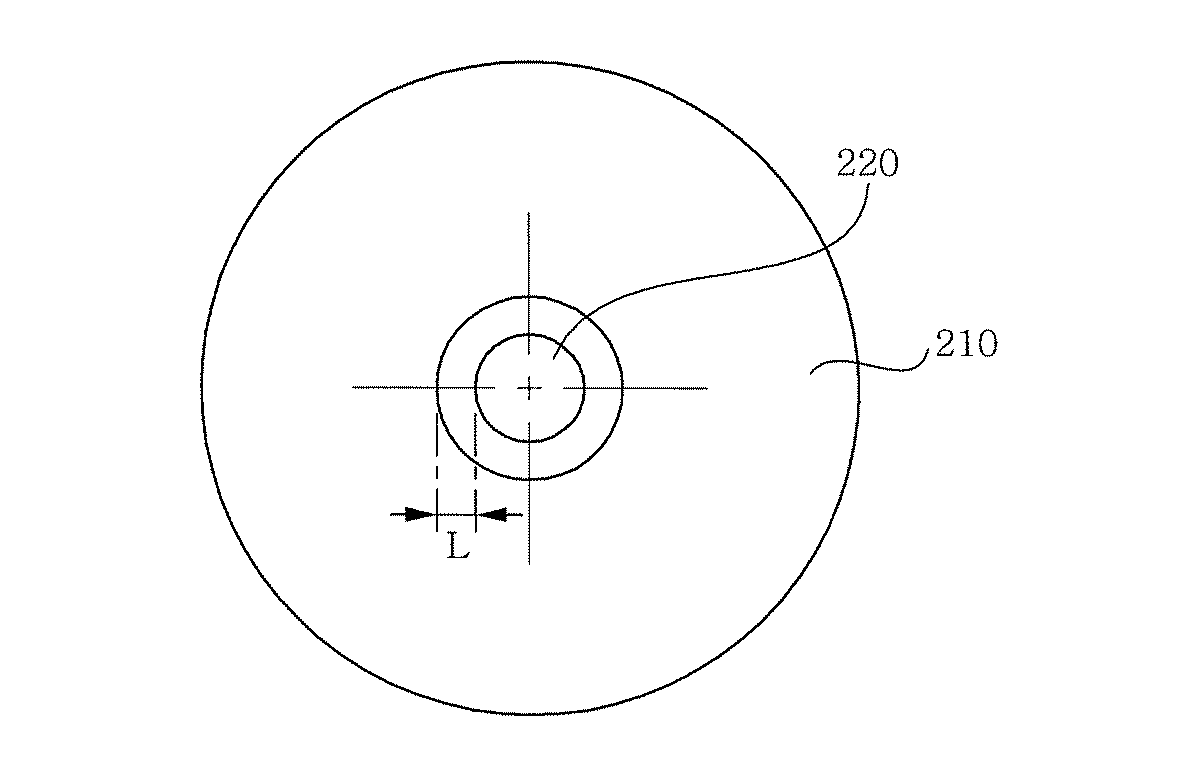
図1は、本発明の一実施例による半田ペースト吐出装置を含むパターニングシステムを概略的に示した構成図であり、図2Aは、本発明の一実施例による半田ペースト吐出装置の動作原理を説明するための例示図であり、図2Bは、本発明の一実施例による半田ペースト吐出装置のノズル部の断面図であり、図3は、本発明の一実施例による半田ペースト吐出装置のノズルキャップの下面図である。
図1は、本発明の一実施例による半田ペースト吐出装置を含むパターニングシステムを概略的に示した構成図であり、図2Aは、本発明の一実施例による半田ペースト吐出装置の動作原理を説明するための例示図であり、図2Bは、本発明の一実施例による半田ペースト吐出装置のノズル部の断面図であり、図3は、本発明の一実施例による半田ペースト吐出装置のノズルキャップの下面図である。
ここで、本発明の一実施例によるパターニングシステムを説明するにあたり、半田ペーストをプリント回路基板などの対象に半田バンプでパターニングすることを例に取って説明するが、これに限定されず、伝導性ペーストを用いてナノレベルの伝導性パターンを含む様々なナノパターンを基板などに形成することもできる。
図1に図示されたように、本発明の一実施例によるパターニングシステムは、プリント回路基板などの対象110を載置し、電気的極性を有するステージ100と、半田ペースト吐出装置200と、貯蔵部400から半田ペースト吐出装置200に半田ペースト410を供給する加圧部300と、半田ペーストの吐出に関する全体的な制御を行う制御部500と、制御部500に連結され、半田ペースト吐出装置200に不活性ガスを供給するガスポンプ部600と、制御部500に連結され、ナノパターニング過程の制御情報をディスプレイするディスプレイ部700と、を含む。
半田ペースト吐出装置200は、制御部500の制御により、加圧部300によって供給された貯蔵部400の半田ペースト410が、静電気力によって吐出プローブ220の端部で微細な液滴に形成される。このように形成された半田ペースト410の微細な液滴は、静電気力または不活性ガスによって対象110に吐出することができる。
具体的には、半田ペースト吐出装置200は、外形をなして、加熱用電熱線212が内部に巻取されたノズルキャップ210と、ノズルキャップ210の内部にガス通路250が形成されるように、ノズルキャップ210の内側に離隔されて形成されたノズル部230と、ノズル部230によって囲まれた吐出プローブ220と、ノズルキャップ210の上部に微細移動のために備えられた移送部260と、を含むものである。
ノズルキャップ210は、図2Aに図示されたように、円筒状の外形をなしてノズル部230を離隔して囲んでおり、端部方向に幅が細くなる管筒状に備えられて、ノズル部230との間にガス通路250が形成される。また、ノズルキャップ210は、その内部に加熱用電熱線212を備えるため、貫通孔211を縁の内部に沿って端部まで形成する。加熱用電熱線212をこのような貫通孔211に備え、加熱用電熱線212の電気的加熱によって、ノズルキャップ210は、発熱機能を遂行することができる。
従って、ノズルキャップ210は、高温により変形されない耐熱性を有し、半田ペーストが付着し難い材料として、例えば、Al、ステンレスなどの金属材料、セラミック材料、またはプラスチックなどの高分子材料で形成することができる。
このようなノズルキャップ210の発熱作用により、ノズル部230に含まれた半田ペースト410を加熱して、半田ペースト410を溶融状態に変化させることができる。
ノズル部230は、内部に形成された吐出プローブ220を囲んでおり、その間の空間に加圧部300によって供給された半田ペースト410を溜めて、前記半田ペースト410を吐出プローブ220の端部方向に誘導する。この際、ノズル部230と吐出プローブ220との間の空間に溜められた半田ペースト410は、ノズルキャップ210の発熱作用により、溶融状態で吐出プローブ220の端部方向に円滑に流動することができる。
また、ノズル部230は、その内部に、半田ペースト410の溶融温度を検出するために、例えば、白金抵抗温度計、熱電対(thermocouple)、赤外線温度計などの温度検出器を備えることができる。
吐出プローブ220は、金属材料からなり、ノズル部230の内部で端部が尖った針状に形成される。このような構造の吐出プローブ220は、ノズル部230の端部の貫通孔を経て、ノズルキャップ210の端部の貫通孔から突出されるように備えることができる。
図2Aに図示されたように、このような吐出プローブ220に、ステージ100の極性と反対の極性を印加することにより電場を形成し、溶融された半田ペースト410が電場によって吐出プローブ220の表面に沿って流れると、図2Bに図示されたように、吐出プローブ220の端部で電荷を有する微細な液滴411が形成される。
この際、微細な液滴411の蒸発を最小化するために、図3に図示された吐出プローブ220とノズルキャップ210との間の離隔間隔Lを最小化することにより、吐出プローブ220の表面に沿って流れる半田ペースト410の蒸発を最小化することができる。
このような微細な液滴411は、吐出プローブ220に印加される電圧またはガス通路250を経て噴射される不活性ガスによって、対象110に吐出される。
ここで、吐出プローブ220の端部がサブマイクロ単位またはナノ単位に小さくなると、静電気力によって電界強度が強くなり、低電圧でも液滴411の吐出が容易になる。
また、吐出プローブ220と対象110との間に形成された静電気力により、液滴411が対象110に吐出される際に安定した軌跡の吐出直進性を得ることができるため、吐出された液滴411の着弾位置の精度を向上することができる。
従って、このような吐出プローブ220により、微細な液滴411の形成及び安定した液滴吐出が可能となるため、パッケージング工程に必要な微細なサイズのバンプ(bump)を形成し、ピッチ間隔を微細に制御することができる。
移送部260は、制御部500に連結され、X−Y−Z軸に移動するピエゾアクチュエータ(piezo−actuator)またはモータを含むことが好ましく、移動長さの微細制御が可能なピエゾアクチュエータを用いることがより好ましい。
制御部500は、パターニングシステムを構成する構成要素にそれぞれ連結され、ナノパターニング過程を全体的に制御する。特に、制御部500は、半田ペースト吐出装置200を用いて半田ペースト410の微細な液滴411を形成し、設定されたサイズの微細な液滴411を、対象110に吐出する過程を制御することができる。
このように構成された本発明の一実施例によるパターニングシステムは、ノズル部230から吐出プローブ220を経て半田ペースト410の液滴411が吐出される際に、ノズル部230を囲むノズルキャップ210により、粘性を有する半田ペースト410を溶融温度以上に維持し、吐出プローブ220の常温大気接触面を最小化することにより、半田ペースト410の温度減少及びノズル部230の吐出詰りなどを防止することができる。
また、本発明の一実施例によるパターニングシステムは、ガスポンプ部600により、ノズルキャップ210とノズル部230との間に形成されたガス通路250に、窒素、アルゴンなどの不活性ガスを注入噴射することで、加熱による気体発生、蒸発、酸化などによる半田ペースト410の組成変化を防止することができる。
また、本発明の一実施例によるパターニングシステムは、吐出プローブ220とノズルキャップ210との間の離隔間隔を最小化することで、吐出プローブ220の表面に沿って流れる半田ペースト410の蒸発を最小化することができる。
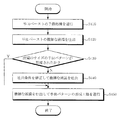
以下、半田ペーストを吐出してパターニング工程を行うための本発明の他の実施例によるパターニング制御方法を図4を参照して説明する。
図4は、半田ペーストを吐出してパターニング工程を行うための本発明の他の実施例によるパターニング制御方法を説明するためのフローチャートである。
本発明の他の実施例によるパターニング制御方法は、まず、半田ペースト410を溶融状態に変換するための予熱処理を行う(S410)。
具体的には、制御部500は、ノズルキャップ210に備えられた加熱用電熱線212に電圧を印加することにより、吐出プローブ220とノズル部230との間に含まれた半田ペースト410を溶融状態に予熱することができる。
この際、制御部500は、プリント回路基板などの対象110が載置されたステージ100と吐出プローブ220にそれぞれ電気的極性を印加することにより、対象110と吐出プローブ220との間に静電気力を発生させることができる。
これにより、吐出プローブ220の端部に形成される半田ペースト410の微細な液滴411が電荷を有するようになり、制御部500は、吐出プローブ220に印加される電圧(以下、吐出印加電圧という)またはガス通路250に注入される不活性ガスを用いて、微細な液滴411を対象110に吐出する(S420)。
具体的には、吐出プローブ220に印加される吐出印加電圧(V)は、下記の数式1の関係を有して制御されて印加される。
(γ:溶融された半田ペーストの表面張力[N/m]、ε0:真空の誘電率[F/m]、d:吐出プローブの尖った端部の直径、h:吐出プローブと対象との間の距離、k:比例定数)
前記数式1において、左側の項は電極間の電界を用いて一般的に液滴吐出を行う場合の最低吐出電圧を示し、右側の項は本発明の他の実施例による最低吐出電圧を示したものである。
吐出プローブの尖った端部に電界が集中する効果を考慮して、前記数式1で、吐出プローブ220の尖った端部の直径(d)が減少するにつれて吐出印加電圧(V)が比例して低くなることが分かり、このような特徴により、低い吐出印加電圧(V)でも微細な液滴411の吐出が可能であるということが分かる。
また、液滴411のサイズは、吐出電圧のパルス幅によって制御することができるため、液滴411の形成過程中に、単一パルス波形の電圧を時間差をおいてプローブに印加すると、形成中の液滴411のサイズを微細に調節して吐出することができる。
または、選択的に、ガス通路250に注入される不活性ガスの噴射圧を用いて、形成中の液滴411を吐出することもできる。
微細な液滴411を対象110に吐出した後、吐出された液滴411によって対象110に形成された半田パターンのサイズが所望のサイズを有するか否かを判断する(S430)。
例えば、半田パターンのサイズが所望のサイズを有するか否かを判断するために、制御部500は、別に連結された撮像装置(不図示)により、対象110に形成された半田パターンのイメージ情報を分析することで、半田パターンのサイズがナノ単位の所望のサイズを有するか否かを判断することができる。
半田パターンのサイズが所望のサイズを有していないと判断されると、制御部500は、数式1に基づいて吐出条件を修正し、所望のサイズの半田パターンを形成するための微細な液滴を吐出する(S440)。
即ち、制御部500は、吐出プローブ220に印加される吐出印加電圧、吐出プローブと対象との間の距離(h)、吐出印加電圧の単一パルス波形などを含む吐出条件を修正して、所望のサイズの半田パターンを形成するための微細な液滴411を吐出することができる。
特に、制御部500は、吐出印加電圧の単一パルス波形で時間差を調整して、微細な液滴411のサイズを微細に調整することにより、半田パターンを所望のサイズに形成することができる。
所望のサイズの半田パターンを形成するための微細な液滴を吐出することにより、制御部500は、移送部260で半田ペースト吐出装置200を微細に移動させながら微細な液滴411の吐出を継続して進行して、半田バンプなどを含む半田パターンの形成工程を行う(S450)。
これにより、本発明の他の実施例によるパターニング制御方法は、半田ペースト吐出装置200を用いて微細な液滴411のサイズを調節することにより、サブマイクロ単位またはナノ単位の微細な半田バンプなどを含む半田パターンを容易に形成することができる。
従って、本発明の他の実施例によるパターニング制御方法は、吐出プローブ220によりナノ単位の微細な液滴411を形成し、微細な液滴411を安定して吐出するため、パッケージング工程に必要な微細サイズの半田バンプを形成し、ピッチ間隔を微細に制御することができる。
以上、本発明を具体的な実施例に基づいて詳細に説明したが、これは本発明を具体的に説明するためのものであり、本発明はこれに限定されず、該当分野における通常の知識を有する者であれば、本発明の技術的思想内にての変形や改良が可能であることは明白であろう。
本発明の単純な変形乃至変更はいずれも本発明の領域に属するものであり、本発明の具体的な保護範囲は添付の特許請求の範囲により明確になるであろう。
本発明は、半田ペースト吐出装置、それを含むパターニングシステム及びその制御方法に適用可能である。
100 ステージ
110 対象
200 半田ペースト吐出装置
210 ノズルキャップ
211 貫通孔
212 加熱用電熱線
220 吐出プローブ
230 ノズル部
250 ガス通路
260 移送部
300 加圧部
400 貯蔵部
410 半田ペースト
411 液滴
500 制御部
600 ガスポンプ部
700 ディスプレイ部
110 対象
200 半田ペースト吐出装置
210 ノズルキャップ
211 貫通孔
212 加熱用電熱線
220 吐出プローブ
230 ノズル部
250 ガス通路
260 移送部
300 加圧部
400 貯蔵部
410 半田ペースト
411 液滴
500 制御部
600 ガスポンプ部
700 ディスプレイ部
Claims (20)
- 外形をなして、加熱用電熱線を内部に備えたノズルキャップと、
前記ノズルキャップの内部で前記ノズルキャップにより離隔されて囲まれたノズル部と、
前記ノズル部の内部で前記ノズル部により離隔されて囲まれた吐出プローブと、
前記ノズルキャップの上部に微細移動のために備えられた移送部と、を含み、
前記ノズル部と前記吐出プローブとの間の空間に供給された半田ペーストが、前記吐出プローブに沿って液滴状に吐出される半田ペースト吐出装置。 - 前記ノズルキャップは、下部方向に幅が細くなる管筒状に備えられ、前記ノズルキャップと前記ノズル部との間に、非活性ガスが注入されて端部方向に噴射されるガス通路が形成される請求項1に記載の半田ペースト吐出装置。
- 前記吐出プローブは、金属材料を用いて端部方向に尖った針状に形成され、前記ノズルキャップの端部の貫通孔から突出されるように備えられる請求項1に記載の半田ペースト吐出装置。
- 前記ノズル部は、その内部に前記半田ペーストの温度を検出するための温度検出器を備える請求項1に記載の半田ペースト吐出装置。
- 前記移送部は、ピエゾアクチュエータ(piezo−actuator)またはモータを含む請求項1に記載の半田ペースト吐出装置。
- 対象を載置し、電気的極性を有するステージと、
前記対象に半田ペーストを液滴状に吐出する半田ペースト吐出装置と、
前記半田ペーストの貯蔵部から前記半田ペースト吐出装置に前記半田ペーストを供給する加圧部と、
前記半田ペーストの液滴の吐出に関する制御を行う制御部と、
前記制御部に連結され、前記半田ペースト吐出装置に不活性ガスを供給するガスポンプ部と、
前記制御部に連結され、前記半田ペーストの液滴を用いたナノパターニング過程の制御情報をディスプレイするディスプレイ部と、を含むパターニングシステム。 - 前記ステージは、前記制御部に連結され、前記半田ペースト吐出装置と反対の電気的極性を有する請求項6に記載のパターニングシステム。
- 前記半田ペースト吐出装置は、
外形をなして、加熱用電熱線を内部に備えたノズルキャップと、
前記ノズルキャップにより離隔されて囲まれたノズル部と、
前記ノズル部により離隔されて囲まれた吐出プローブと、
前記ノズルキャップの上部に微細移動のために備えられた移送部と、を含み、
前記加圧部によって前記ノズル部と前記吐出プローブとの間の空間に供給された半田ペーストが、前記加熱用電熱線によって加熱され、前記吐出プローブに沿って液滴状に吐出される請求項6に記載のパターニングシステム。 - 前記制御部は、前記吐出プローブに印加される電圧を制御して前記液滴のサイズを制御する請求項8に記載のパターニングシステム。
- 前記制御部は、前記電圧のパルス幅を調節して印加する請求項9に記載のパターニングシステム。
- 前記ノズルキャップは、下部方向に幅が細くなる管筒状に備えられ、前記ガスポンプ部から供給された非活性ガスが前記ノズルキャップと前記ノズル部との間に注入されて端部方向に噴射されるガス通路が形成される請求項8に記載のパターニングシステム。
- 前記吐出プローブは、金属材料を用いて端部方向に尖った針状に形成され、前記ノズルキャップの端部の貫通孔から突出されるように備えられる請求項8に記載のパターニングシステム。
- 前記ノズル部は、その内部に前記半田ペーストの温度を検出するための温度検出器を備える請求項8に記載のパターニングシステム。
- 前記移送部は、ピエゾアクチュエータ(piezo−actuator)またはモータを含む請求項8に記載のパターニングシステム。
- 制御部により、半田ペースト吐出装置に供給された半田ペーストを溶融状態に変換するための予熱処理を行う段階と、
前記制御部により、前記半田ペースト吐出装置に印加される電圧または不活性ガスを用いて、前記溶融された半田ペーストを微細な液滴状に対象に吐出する段階と、
前記制御部により、前記吐出された微細な液滴によって前記対象に形成されたパターンのサイズが所望のサイズを有するか否かを判断する段階と、
判断結果、前記パターンのサイズが所望のサイズを有しないと、前記制御部により、前記半田ペースト吐出装置に対して修正した吐出条件に基づいて前記半田ペーストを微細な液滴状にさらに吐出する段階と、を含むパターニング制御方法。 - 前記予熱処理を行う段階は、
前記制御部により、前記半田ペースト吐出装置の外形をなすノズルキャップに備えられた加熱用電熱線に電圧を印加して、前記半田ペースト吐出装置に含まれた半田ペーストを溶融状態に変換する請求項15に記載のパターニング制御方法。 - 前記予熱処理を行う段階は、
前記制御部により、前記対象が載置されたステージと前記半田ペースト吐出装置にそれぞれ電気的極性を印加して、前記対象と前記半田ペースト吐出装置との間に静電気力を発生させる段階を含む請求項15に記載のパターニング制御方法。 - 前記溶融された半田ペーストを微細な液滴状に対象に吐出する段階は、
前記制御部により、前記半田ペースト吐出装置の吐出プローブに印加される吐出印加電圧(V)、前記吐出印加電圧(V)のパルス波形、及び前記吐出プローブと前記対象との間の距離を設定して、前記溶融された半田ペーストを微細な液滴状に吐出する請求項15に記載のパターニング制御方法。 - 前記吐出印加電圧(V)は、下記の数式1の範囲を有する数値で印加される請求項18に記載のパターニング制御方法。
- 前記溶融された半田ペーストを前記微細な液滴状に対象に吐出する段階は、
前記半田ペースト吐出装置に注入される不活性ガスの噴射圧を用いて、形成中の前記液滴を吐出する請求項15に記載のパターニング制御方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120065049A KR20130141926A (ko) | 2012-06-18 | 2012-06-18 | 솔더 페이스트 토출 장치, 이를 포함한 패터닝 시스템 및 그 제어 방법 |
| KR10-2012-0065049 | 2012-06-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014003263A true JP2014003263A (ja) | 2014-01-09 |
Family
ID=49754971
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012184214A Pending JP2014003263A (ja) | 2012-06-18 | 2012-08-23 | 半田ペースト吐出装置、それを含むパターニングシステム及びその制御方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20130334290A1 (ja) |
| JP (1) | JP2014003263A (ja) |
| KR (1) | KR20130141926A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021119000A (ja) * | 2015-11-03 | 2021-08-12 | スプレイング システムズ カンパニー | 噴霧乾燥のための装置及び方法 |
| JP7257077B1 (ja) | 2022-04-05 | 2023-04-13 | 株式会社ナカリキッドコントロール | ノズルプレートおよび液体吐出装置 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104190592B (zh) * | 2014-05-19 | 2016-08-17 | 河南科技大学 | 一种全自动涂焊锡膏机及其涂覆方法 |
| CN104190570B (zh) * | 2014-09-02 | 2016-05-25 | 厦门大学 | 安培力驱动的s型流道焊料喷射头 |
| WO2017047838A1 (ko) * | 2015-09-16 | 2017-03-23 | 최병찬 | 솔더볼 적용 장치 |
| CN107042346A (zh) * | 2016-02-05 | 2017-08-15 | 中芯国际集成电路制造(上海)有限公司 | 焊球形成装置和焊球形成方法 |
| KR102376418B1 (ko) * | 2017-04-14 | 2022-03-17 | 일리노이즈 툴 워크스 인코포레이티드 | 솔더 페이스트 프린터를 위한 자동 솔더 페이스트 도포 장치 |
| TWI759460B (zh) * | 2017-04-14 | 2022-04-01 | 美商伊利諾工具工程公司 | 用於防止錫膏滴落的裝置 |
| WO2018189586A2 (zh) * | 2017-04-14 | 2018-10-18 | 伊利诺斯工具制品有限公司 | 用于提供锡膏的组件及其方法 |
| US20200189018A1 (en) * | 2018-12-14 | 2020-06-18 | Lear Corporation | Apparatus and method for automated soldering process |
| CN114054235B (zh) * | 2020-07-30 | 2023-05-12 | 重庆康佳光电技术研究院有限公司 | 焊料喷射设备、方法及装置 |
| US12269127B2 (en) * | 2022-04-22 | 2025-04-08 | Magna Exteriors, Inc. | Vehicular window assembly process with temperature control of the solder joint that attaches an electrical connector |
| KR102859496B1 (ko) * | 2024-06-18 | 2025-09-16 | 엔젯 주식회사 | 전자소자 패키징을 위한 언더필 방법 |
-
2012
- 2012-06-18 KR KR1020120065049A patent/KR20130141926A/ko not_active Withdrawn
- 2012-08-22 US US13/592,051 patent/US20130334290A1/en not_active Abandoned
- 2012-08-23 JP JP2012184214A patent/JP2014003263A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021119000A (ja) * | 2015-11-03 | 2021-08-12 | スプレイング システムズ カンパニー | 噴霧乾燥のための装置及び方法 |
| JP7257077B1 (ja) | 2022-04-05 | 2023-04-13 | 株式会社ナカリキッドコントロール | ノズルプレートおよび液体吐出装置 |
| JP2023153582A (ja) * | 2022-04-05 | 2023-10-18 | 株式会社ナカリキッドコントロール | ノズルプレートおよび液体吐出装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20130141926A (ko) | 2013-12-27 |
| US20130334290A1 (en) | 2013-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014003263A (ja) | 半田ペースト吐出装置、それを含むパターニングシステム及びその制御方法 | |
| JP3975272B2 (ja) | 超微細流体ジェット装置 | |
| Raje et al. | A review on electrohydrodynamic-inkjet printing technology | |
| US20130307892A1 (en) | Apparatus for printing on 3-dimensional surface using electrohydrodynamic force | |
| JP2010179457A (ja) | 微細立体構造物 | |
| EP2763853A1 (en) | Method and system for maintaining jetting stability in a jetting device | |
| WO2018148348A1 (en) | Electrohydrodynamic (ehd) jet printing with multi-channel jetting apparatuses and systems | |
| Lall et al. | Influence of print parameters on mechanical and electrical properties of conductive traces printed using water-based silver nanoparticle ink on inkjet platform | |
| KR20200140891A (ko) | 액적 토출 장치 및 액적 토출 방법 | |
| JP4798557B2 (ja) | プローブカード、およびその製造方法。 | |
| JP4248840B2 (ja) | 導電部の欠陥修正方法 | |
| JP4590493B2 (ja) | 立体構造物の製造方法 | |
| CN100569520C (zh) | 整体转印喷墨喷嘴板及制造其的方法 | |
| Lee et al. | Multi nozzle electrohydrodynamic inkjet printing head by batch fabrication | |
| JP4829463B2 (ja) | 厚膜抵抗体およびその調整装置、ならびに、抵抗値調整方法 | |
| Hamad et al. | Characteristics of nanosilver ink (UTDAg) microdroplets and lines on polyimide during inkjet printing at high stage velocity | |
| JP4478763B2 (ja) | 立体構造物の製造方法および微細立体構造物 | |
| Qian et al. | A novel microscale 3D printing based on electric-field-driven jet deposition | |
| JP4500926B2 (ja) | 微細線描画方法 | |
| KR101428025B1 (ko) | 피드백 제어형 인쇄 시스템 | |
| Ma et al. | Study on Printing Parameters for Circuit Line Width Using Piezoelectric Microdroplet Inkjet Technology | |
| Marzęcki et al. | Low cost design methods to enhance resolution and dimensions for printed electrodes | |
| Jiang et al. | Electrohydrodynamic Jet Printing of Shear-Thinning High-Viscosity Inks Assisted by an AC Electric Field | |
| Lee et al. | Development of a Multi-nozzle Hybrid Inkjet Printhead Enabling Droplet Ejection up to 200 cP Using Piezoelectric-Electrohydrodynamic Mechanism | |
| JP2007216461A (ja) | 液体吐出装置及び液体吐出方法 |