JP2014005012A - Paper cup for heating with microwave oven - Google Patents
Paper cup for heating with microwave oven Download PDFInfo
- Publication number
- JP2014005012A JP2014005012A JP2012140751A JP2012140751A JP2014005012A JP 2014005012 A JP2014005012 A JP 2014005012A JP 2012140751 A JP2012140751 A JP 2012140751A JP 2012140751 A JP2012140751 A JP 2012140751A JP 2014005012 A JP2014005012 A JP 2014005012A
- Authority
- JP
- Japan
- Prior art keywords
- paper cup
- microwave oven
- yarn
- microwave
- paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Cookers (AREA)
- Package Specialized In Special Use (AREA)
Abstract
【課題】内容物を収納して電子レンジで加熱しても、糸尻部に焦げが発生し難い電子レンジ加熱用紙カップを提供する。
【解決手段】胴部材と底部材とからなる電子レンジ加熱用紙カップであって、胴部材が、筒状の胴部を有し、底部材が、底面部と、底面部の周縁側を下方へ略直角に屈曲した屈曲部と、を有し、屈曲部を挟んで胴部の下端側を内側に折り返して糸尻部を形成し、糸尻部の下端が、周方向に沿って波型になっていることを特徴とする。
【選択図】図1Disclosed is a microwave oven heated paper cup that is less likely to be burnt at a yarn tail portion even when the contents are stored and heated in a microwave oven.
A microwave oven heating paper cup comprising a barrel member and a bottom member, the barrel member having a cylindrical barrel portion, the bottom member having a bottom surface portion and a peripheral edge of the bottom surface portion downward. A bent portion bent at a substantially right angle, and the lower end side of the body portion is folded inward with the bent portion interposed therebetween to form a yarn bottom portion, and the lower end of the yarn bottom portion is corrugated along the circumferential direction. It is characterized by becoming.
[Selection] Figure 1
Description
本発明は、電子レンジ加熱用紙カップに関するものである。 The present invention relates to a microwave oven heated paper cup.
従来から、即席食品、飲料、惣菜などの内容物を収納する容器としては、紙カップが広く使用されている。特に電子レンジ加熱用に用いられる紙カップは、まだ一般的ではないものの、例えばポップコーンの調理用に用いられ、また、即席食品、飲料、惣菜などの内容物を加熱するのに使用されている。 Conventionally, paper cups have been widely used as containers for storing contents such as instant foods, beverages, and side dishes. In particular, paper cups used for heating a microwave oven are not yet common, but are used for cooking, for example, popcorn, and are used to heat contents such as instant foods, beverages and prepared dishes.
一般的な紙カップは、図7に示すように、胴部ブランク9を筒状に成形し、胴部貼り合わせ部1aを設けた胴部材1と、底部ブランク10の外周縁部を下方へ略直角に屈曲して屈曲部7を形成した底部材5とからなり、胴部材1は、主に胴部2を形成し、上端を外側にカールしてトップカール部3とし、下端を内側に折り返して折返し部8を形成している。また底部材5は、水平な底面部6と、前記の屈曲部7とからなっている。胴部材1と底部材5の接合は、屈曲部7を、胴部材1の折返し部8と胴部2の下端部とで挟んで加熱接着している。屈曲部7を挟み込んで接合した接合部分を糸尻部4と称し、底面部6を上げ底にして形成されている。
As shown in FIG. 7, a general paper cup is formed by forming a body blank 9 into a cylindrical shape and providing a
しかしながら、紙カップに内容物を収納して電子レンジで加熱する場合、電子レンジが高出力であったり、マイクロ波を長時間照射したりすると、紙カップの糸尻部に焦げが発生する問題がある。その原因は、次のように考えられる。 However, when the contents are stored in a paper cup and heated in a microwave oven, there is a problem that the yarn bottom portion of the paper cup is burnt if the microwave oven has high output or is irradiated with microwaves for a long time. The cause is considered as follows.
紙のパルプセルロースは、電子レンジのマイクロ波を吸収し発熱する。従って紙の重なる糸尻部では総厚が厚くなり、発熱量が大きくなる。一方、糸尻部の表面積は変わらないため熱の放出量が同じで、発生した熱を蓄積することになり、温度が上昇し焦げが発生する原因となっている。また、糸尻部は、内容物に接しておらず、発熱量に対し十分な放熱が得られないためである。 Paper pulp cellulose absorbs microwaves from the microwave and generates heat. Therefore, the total thickness of the yarn bottom where the paper overlaps increases, and the amount of heat generated increases. On the other hand, since the surface area of the yarn bottom portion does not change, the amount of heat released is the same and the generated heat is accumulated, which causes the temperature to rise and cause scorching. Further, the yarn bottom portion is not in contact with the contents, and sufficient heat dissipation cannot be obtained with respect to the heat generation amount.
これらを改善するために、紙カップの底面部を下方に凹状に形成し、底面部の下面部と、胴部の下端により形成される下端面との距離を、該下端面から上方に8mm未満、および、該下端面から下方に2mm未満の範囲にした電子レンジ対応紙カップがある(特許文献1)。 In order to improve these, the bottom surface of the paper cup is formed in a concave shape downward, and the distance between the bottom surface of the bottom surface and the bottom surface formed by the bottom of the body is less than 8 mm upward from the bottom surface, There is a paper cup for a microwave oven in a range of less than 2 mm downward from the lower end surface (Patent Document 1).
この電子レンジ対応紙カップは、底面部の下面部を下方に凹ませ、糸尻部へのマイクロ波照射を出来るだけ低減するものである。しかし、これでも焦げが発生する可能性がある。これは、糸尻部での紙の総厚が変わらないために発熱し焦げが発生する場合である。よって電子レンジのマイクロ波の照射を低減しても問題がある。 This microwave-compatible paper cup has a bottom surface portion that is recessed downward to reduce microwave irradiation to the yarn bottom as much as possible. However, even this may cause burns. This is a case where heat is generated and scorching occurs because the total thickness of the paper at the yarn bottom does not change. Therefore, there is a problem even if the microwave irradiation of the microwave oven is reduced.
また、紙カップ本体の外周に保護カバーを備えた紙カップで、該保護カバーに金属テープを貼着し、糸尻部をマイクロ波から遮蔽した電子レンジ用断熱紙カップがある(特許文献2)。 There is also a heat insulating paper cup for a microwave oven in which a paper tape is provided with a protective cover on the outer periphery of the paper cup body, a metal tape is attached to the protective cover, and the yarn tail is shielded from microwaves (Patent Document 2).
電子レンジのマイクロ波を金属テープで遮蔽することは可能であるが、例えば、金属テープの貼着がずれたりした場合は、電子レンジ内で金属部分がスパークする危険性があり問題がある。 Although it is possible to shield the microwave of a microwave oven with a metal tape, for example, when the sticking of the metal tape is shifted, there is a risk that the metal portion may spark in the microwave oven.
また、カップの底面部の下面部を下方に凹ませ、かつ胴部材と底部材の外面を低密度ポ
リエチレンにてラミネートして、該低密度ポリエチレンを発泡させることにより、糸尻部の焦げを防ぐ電子レンジ用紙製容器がある(特許文献3)。
In addition, the bottom surface of the bottom surface of the cup is recessed downward, and the outer surface of the body member and the bottom member is laminated with low-density polyethylene to foam the low-density polyethylene, thereby preventing the yarn bottom portion from being burnt. There is a container made of microwave oven paper (Patent Document 3).
しかし、糸尻部の紙の総厚が変わらないために、発熱し焦げが発生する問題がある。 However, since the total thickness of the paper at the yarn bottom does not change, there is a problem that heat is generated and scorching occurs.
以上のように、内容物を収納した紙カップを電子レンジで加熱しても、糸尻部に焦げが発生し難い電子レンジ加熱用紙カップに対する要望は、いまだに残されている。 As described above, there is still a demand for a microwave-heated paper cup that does not easily cause scorching at the yarn tail even if the paper cup containing the contents is heated by the microwave.
本発明は上記した事情に鑑みてなされたもので、内容物を収納して電子レンジで加熱しても、糸尻部に焦げが発生し難い電子レンジ加熱用紙カップを提供することを課題としている。 The present invention has been made in view of the circumstances described above, and it is an object of the present invention to provide a microwave oven heated paper cup that is less likely to be burnt at the yarn bottom even if the contents are stored and heated in a microwave oven. .
本発明の請求項1に係る発明は、胴部材と底部材とからなる電子レンジ加熱用紙カップであって、
前記胴部材が、筒状の胴部を有し、前記底部材が、底面部と、該底面部の周縁側を下方へ略直角に屈曲した屈曲部と、を有し、該屈曲部を挟んで前記胴部の下端側を内側に折り返して糸尻部を形成し、該糸尻部の下端が、周方向に沿って波型になっていることを特徴とする電子レンジ加熱用紙カップである。
The invention according to
The barrel member has a cylindrical barrel portion, and the bottom member has a bottom surface portion and a bent portion that is bent substantially perpendicularly downward at the peripheral side of the bottom surface portion, and sandwiches the bent portion. A microwave heating paper cup, wherein the lower end side of the body portion is folded inward to form a yarn bottom portion, and the lower end of the yarn bottom portion is corrugated along the circumferential direction. .
本発明の請求項2に係る発明は、前記胴部材が、前記胴部の上端側を外側にカールしたトップカール部を有し、該トップカール部が、扁平になっていることを特徴とする請求項1に記載の電子レンジ加熱用紙カップである。
The invention according to
本発明の請求項3に係る発明は、前記胴部の上端に、上部が平坦な合成樹脂製の成形リングが設けられていることを特徴とする請求項1または2に記載の電子レンジ加熱用紙カップである。
The invention according to
本発明の電子レンジ加熱用紙カップは、内容物を収納して電子レンジで加熱したときに、糸尻部に焦げが発生し難い。また、請求項2に係わる発明は、蓋を熱シールなどにより接着させるとき、蓋とトップカール部の接着面積が広くなり安定して接着させることができる。更に、請求項3に係わる発明は、上部が平坦な合成樹脂製の成形リングが設けられているので、蓋を熱シールなどにより接着させるとき、上部が平坦な合成樹脂製の成形リングに蓋を接着させるので、確実に接着させることができる。
In the microwave heating paper cup of the present invention, when the contents are stored and heated in the microwave oven, the yarn bottom portion is hardly burnt. In the invention according to
以下本発明を実施するための形態につき説明する。
図1は、本発明の電子レンジ加熱用紙カップの一例を模式的に正面で示した説明図である。図2は、本発明の電子レンジ加熱用紙カップの一例を模式的に断面で示した説明図である。図3(A)、(B)は、本発明の電子レンジ加熱用紙カップの一例のトップカール部を模式的に断面で示した説明図である。図4は、本発明の電子レンジ加熱用紙カップの他の例を模式的に断面で示した説明図である。
Hereinafter, modes for carrying out the present invention will be described.
FIG. 1 is an explanatory view schematically showing an example of a microwave heating paper cup of the present invention on the front side. FIG. 2 is an explanatory view schematically showing a cross section of an example of the microwave heating paper cup of the present invention. FIGS. 3A and 3B are explanatory views schematically showing a top curl portion of an example of the microwave heating paper cup of the present invention in cross section. FIG. 4 is an explanatory view schematically showing a cross section of another example of the microwave heating paper cup of the present invention.
本例の電子レンジ加熱用紙カップ100は、図1のように、胴部材1が、胴部2と、胴部2の上端部を外側にカールしたトップカール部3を有し、下端部に糸尻部4を有し、糸尻部4の下端が周方向に波型になっている。
As shown in FIG. 1, the microwave
糸尻部4は、図2のように、底部材5が、底面部6と、底面部6の外周縁部を下方へ略直角に屈曲した屈曲部7とを有している。胴部材1の下端が、内方へ折り返されて、折返し部8を形成し、底部材5の屈曲部7を挟み込んで加熱接着され、折返し部8と屈曲部7とその外側の胴部材1の下部で糸尻部4を形成している。
As shown in FIG. 2, the
底面部6は糸尻部4により、電子レンジ加熱用紙カップ100の下端より浮いて設けられている。そのため、電子レンジで加熱すると、電子レンジ加熱用紙カップ100の底面部6より上の部分は、内容物がマイクロ波を吸収するので熱くならないが、糸尻部4は熱くなりやすい。
The
本例の電子レンジ加熱用紙カップ100では、糸尻部4の下端が周方向に波型になっていて、電子レンジのターンテーブルなど下面との間に空気が流通でき、放熱効果を有し、糸尻部4が焦げるのを防止している。
In the microwave
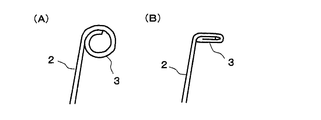
トップカール部3は、従来から行われているように、胴部2の上端部を外側にカールして断面が円形のトップカール部3を、図3(A)のように形成した後、トップカール部3を、金型などで上下に挟んで押圧して、図3(B)のように扁平にする。
The
このとき、超音波で熱可塑性樹脂部分を溶融させた後、冷却して、扁平状態をしっかりと固定させるのが良い。このように、トップカール部3を扁平にすることによって、電子レンジ加熱用紙カップ100に蓋を熱シールなどにより接着させるとき、蓋とトップカール部3の接着面積が広くなり安定して接着させることができる。
At this time, the thermoplastic resin portion is melted with ultrasonic waves and then cooled to fix the flat state firmly. Thus, by flattening the
また、図4のように、胴部2の上端のトップカール部3に、上部が平坦な合成樹脂製の成形リング3aを設けてもよい。上部が平坦な合成樹脂製の成形リング3aを設けることで、蓋を熱シールなどにより接着させるとき、確実に接着させることができる。
Further, as shown in FIG. 4, a synthetic
図5は、本発明の電子レンジ加熱用紙カップの一例に用いる積層体を模式的に断面で示した説明図である。 FIG. 5 is an explanatory view schematically showing a cross section of a laminate used in an example of the microwave heating paper cup of the present invention.
本例の電子レンジ加熱用紙カップ100の胴部材1と底部材5を構成する積層体は、図5(A)のように、紙基材11と外側に熱可塑性樹脂層12と内側に熱可塑性樹脂層13が設けられている。また、内容物によっては、バリア性が必要となり、紙基材11と内側の熱可塑性樹脂層13との間にバリア層14を設け、図5(B)のような積層体を用いても良い。
As shown in FIG. 5 (A), the laminate constituting the
また、外側の熱可塑性樹脂層12の外面には、印刷層(図示しない)が設けられているのが一般的である。特に美粧性が必要な場合は、紙基材11と外側の熱可塑性樹脂層12の間に印刷層15を設けた樹脂フィルム層16を設けて、図5(C)のような積層体を用いても良い。
Further, a printing layer (not shown) is generally provided on the outer surface of the outer
外側の熱可塑性樹脂層12と内側の熱可塑性樹脂層13は、胴部材1、底部材5を接合する以外に、紙基材11の耐水性、耐湿性、耐油性、また紙の剛性を出すために積層する。
The outer
熱可塑性樹脂層12と熱可塑性樹脂層13には、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリアミド、エチレンビニルアルコール、エチレン−酢酸ビニル共重合体などの熱可塑性樹脂を使用することができる。熱により融解して接合する樹脂であれば特に限定されない。
For the
これらの樹脂を用いて溶融押出しラミネート法またはフィルムラミネート法により積層することができる。熱可塑性樹脂層12と熱可塑性樹脂層13の厚みとしては、15〜60μmの範囲が好ましい。内容物の要求品質から適宜決めればよい。
These resins can be used for lamination by melt extrusion laminating or film laminating. As thickness of the
紙基材11としては、一般的に使用されているカップ原紙、ミルクカートン原紙、クラフト紙などが使用できる。坪量は、特に限定されないが、胴部材1には、150〜300g/m2の範囲のカップ原紙が好ましい。150g/m2未満の場合には、成形時にひび割れやピンホールが発生し易く、また300g/m2を超えた場合には、紙の剛性が強くなり、成形性が悪くなる。
As the
また、底部材5に用いる紙基材11の坪量も、特に限定されないが、150〜250g/m2の範囲のカップ原紙が好ましい。坪量が150g/m2未満の場合では、ひび割れやピンホールが生じやすく、250g/m2を超える場合には、紙の剛性が強くなり成形し難くなる。強度的に安定した紙カップとするために、胴部材1の用いる紙基材11の坪量は、底部材5に用いる紙基材11の坪量より高いものを用いることが好ましい。
Moreover, although the basic weight of the
バリア層14としては、酸化アルミニウム、酸化珪素、酸化マグネシウムなどの無機酸化物を20〜100nm程度の厚さに蒸着した蒸着フィルムを用いることができる。この蒸着フィルムに用いる基材は、特に限定されないが、好ましくは延伸されたポリエチレンテレフタレートフィルムが使用される。
As the
またバリア層14として、樹脂自体が高いバリア性を有する樹脂フィルムを使用することもできる。例えば、エチレン/ビニルアルコール共重合樹脂フィルムや、メタキシレンジアミン/アジピン酸からなるいわゆるMXDナイロンフィルムなどを使用することが出来る。
In addition, as the
紙基材11と外側の熱可塑性樹脂層12の間に印刷層15を設けた樹脂フィルム層16を設ける場合には、樹脂フィルム層16に用いる樹脂フィルムとして、延伸フィルムが印刷する上で好ましい。ポリエチレンテレフタレート、ナイロン、ポリプロピレンなどのフ
ィルムが使用可能であり、特に延伸されたポリエチレンテレフタレートフィルムが好ましく使用される。
When the
紙基材11とバリア層14の貼り合わせは、ポリエチレンを介して溶融押出しラミネート法により可能である。また、二液反応型のポリウレタン樹脂系接着剤を使用してドライラミネート法でも貼り合わせることが出来る。
The
次に本発明の電子レンジ用紙カップの製造方法を説明する。
図5は、本発明の電子レンジ加熱用紙カップの一例の製造方法を模式的に示した説明図である。
Next, the manufacturing method of the microwave oven paper cup of this invention is demonstrated.
FIG. 5 is an explanatory view schematically showing a manufacturing method of an example of a microwave heating paper cup of the present invention.
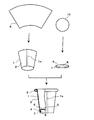
電子レンジ加熱用紙カップ100は、図5(A)のような、前述の積層体をそれぞれ打ち抜いて扇状または長方形状の胴部ブランク9と、図5(B)のような、周縁部が波型となった底部ブランク10とし、胴部ブランク9を筒状に巻いて、両端部を重ね合わせて熱シールして胴部貼り合わせ部1aを設けて胴部2を形成し、図5(C)のような胴部材1を作成する。底部ブランク10は外周縁部を下方に略直角に屈曲し屈曲部7を形成して、底面部6と屈曲部7からなる、図5(D)のような底部材5を作成する。
The microwave
次に、図5(E)のように底部材5を胴部材1の中に挿入する。そして、図2のように、底部材5の屈曲部7を挟んで、胴部2の下端側を内側に折り返して折返し部8を形成し、折返し部8と屈曲部7、及び、屈曲部7とその外側の胴部2の下部を加熱接着させて糸尻部4を形成する。
Next, the
そして、必要に応じて、糸尻部4の下端を、底部材5の屈曲部7下端の波型に合わせて押圧して、確実に糸尻部4の下端を周方向に沿って波型にする。
And if necessary, the lower end of the
このように、糸尻部4の下端が周方向に沿って波型になっていることにより、内容物を収納して電子レンジで加熱したときに、糸尻部4と電子レンジの下面との間に波型の隙間が出来、通気が容易となるので糸尻部4に焦げが発生し難い。
Thus, when the lower end of the
つぎに、胴部2の上端側を外側にカールさせてトップカール部3を、図3(A)のように形成した後、トップカール部3を金型などで上下に挟んで押圧しつつ、超音波で熱可塑性樹脂部分を溶融させた後、冷却して、図3(B)のようにトップカール部3を扁平にする。
Next, after curling the upper end side of the
このように、トップカール部3を扁平にすることによって、電子レンジ加熱用紙カップ100に蓋を熱シールなどにより接着させるとき、蓋とトップカール部3の接着面積が広くなり安定して接着させることができる。
Thus, by flattening the
以上のようにして、図1、図2に示されるような、本例の電子レンジ加熱用紙カップ100を製造することが出来る。
As described above, the microwave oven
また、図4のように、胴部2の上端のトップカール部3に、上部が平坦な合成樹脂製の成形リング3aを設ける場合は、あらかじめ成形リング3aを合成樹脂で射出成形して作っておき、超音波シール機のアンビルに電子レンジ加熱用紙カップ100を挿入し、成形リング3aをトップカール部3に装着して、成形リング3aの上面をホーンで押圧しながらエネルギーを与えて、トップカール部3を扁平に加工しながら、成形リング3aをトップカール部3に接着させればよい。
Further, as shown in FIG. 4, when the
また、別の方法としては、射出成形用金型にトップカール部3を扁平にした電子レンジ
加熱用紙カップ100を装着させ、射出成形で成形リング3aを成形すると同時に、トップカール部3に接着させてもよい。
As another method, a microwave
このように、上部が平坦な合成樹脂製の成形リング3aを設けることで、蓋を熱シールなどにより接着させるとき、確実に接着させることができる。
Thus, by providing the
本例の電子レンジ加熱用紙カップ100に、即席食品、飲料、お酒、惣菜などの内容物を充填し、蓋材にてシールして密封された紙容器を形成することができる。
The microwave
蓋材としては、電子レンジ加熱用紙カップ100の熱可塑性樹脂層13と熱接着可能でイージーピールできるシーラント層を有し、基材フィルムと積層された積層フィルムからなることが好ましい。また必要に応じてバリア層を積層しても良い。
The lid member is preferably made of a laminated film having a sealant layer that can be thermally bonded to the
シーラント層として、熱可塑性樹脂層13に合わせて、凝集剥離タイプのあるいは界面剥離タイプのイージーピール可能なシーラントを用いることができる。
As the sealant layer, a cohesive peel type or interface peel type sealant that can be easily peeled can be used in accordance with the
基材フィルムとしては、ポリエチレンテレフタレートやポリプロピレンの延伸されたフィルムや、ナイロンの延伸された、または、未延伸のフィルムを使用することが出来る。また、バリア層として、前述の電子レンジ加熱用紙カップ100で使用するバリア層14と同じものが使用できる。
As the base film, a stretched film of polyethylene terephthalate or polypropylene or a stretched or unstretched film of nylon can be used. As the barrier layer, the
以下に、本発明の具体的実施例について説明する。 Specific examples of the present invention will be described below.
<実施例1>
胴部材1に用いる積層体用に、紙基材11となる坪量250g/m2のカップ原紙を用意し、その外面に押出し機を用いポリエチレン樹脂を25μm積層し、熱可塑性樹脂層12を設けた。
<Example 1>
For the laminate used for the
反対側の内面に、バリア層14の酸化珪素蒸着ポリエチレンテレフタレート延伸フィルム12μmに熱可塑性樹脂層13の低密度ポリエチレン樹脂を25μm積層した積層フィルムを、ドライラミネートにより、2液硬化型ウレタン系接着剤貼り合わせて、積層体とした。
On the opposite inner surface, a laminated film in which 25 μm of low density polyethylene resin of
底部材5に用いる積層体用に、紙基材11となる坪量220g/m2のカップ原紙を用意し、その外面に押出し機を用いポリエチレン樹脂を25μm積層し、熱可塑性樹脂層12を設けた。
For the laminate used for the
反対側の内面に、バリア層14の酸化アルミニウム蒸着ポリエチレンテレフタレート延伸フィルム12μmに熱可塑性樹脂層13のポリエチレン樹脂を25μm積層した積層フィルムを、ドライラミネートにより、2液硬化型ウレタン系接着剤貼り合わせて、積層体とした。
A laminated film obtained by laminating 25 μm of polyethylene resin of
それぞれの積層体を打ち抜いて、図5(A)のような扇状の胴部ブランク9、及び、図5(B)のような周縁部が波型となった底部ブランク10を作成した。 Each laminate was punched out to produce a fan-shaped body blank 9 as shown in FIG. 5A and a bottom blank 10 having a corrugated peripheral edge as shown in FIG. 5B.
次に、胴部ブランク9を筒状に巻いて、両端部を重ね合わせて熱シールして胴部貼り合わせ部1aを設けて胴部2を形成し、図5(C)のような胴部材1を作成した。また、底部ブランク10は、外周縁部を下方に略直角に屈曲し屈曲部7を形成して、底面部6と屈曲部7からなる、図5(D)のような底部材5を作成した。
Next, the
この底部材5を図5(E)のように胴部材1の中に挿入し、底部材5の屈曲部7を挟んで胴部2の下端側を内側に折り返して折返し部8を形成し、折返し部8と屈曲部7、及び、屈曲部7と、その外側の胴部2の下部を加熱接着させ糸尻部4を形成した。
The
この糸尻部4の下端を、底部材5の屈曲部7下端の波型に合わせて押圧して、図2のように糸尻部4の下端を周方向に沿って波型にした。
The lower end of the
つぎに、胴部2の上端側を外側にカールさせてトップカール部3を、図3(A)のように形成した後、トップカール部3を金型などで上下に挟んで押圧しつつ、超音波で熱可塑性樹脂部分を溶融させた後、冷却して、図3(B)のようにトップカール部3を扁平にした。
Next, after curling the upper end side of the
以上のようにして、糸尻部4の高さ方向の長さが10mmで、内容物の内容量が200mlの実施例1の電子レンジ加熱用紙カップを製造した。
As described above, the microwave heating paper cup of Example 1 in which the length in the height direction of the
<実施例2>
実施例1のトップカール部3を扁平にした電子レンジ加熱用紙カップ100を射出成形用金型に装着させ、射出成形で成形リング3aを成形すると同時に、トップカール部3に接着させ、実施例2の電子レンジ加熱用紙カップを製造した。
<Example 2>
The microwave oven
以下に、本発明の比較例について説明する。 Below, the comparative example of this invention is demonstrated.
<比較例1>
底部ブランク10の形状を周縁部が波型とせずに円形とし、糸尻部4の下端を周方向に沿って波型でなく、従来の平坦な下端形状とし、また、トップカール部は押圧して扁平にすることなく、断面が円形のままにした以外は、実施例1と同様にして、図6のような比較例1の電子レンジ加熱用紙カップを製造した。
<Comparative Example 1>
The shape of the bottom blank 10 is a circular shape without the peripheral edge being corrugated, the lower end of the
<試験方法>
実施例1、実施例2と比較例1の電子レンジ加熱用紙カップに日本酒200mlを入れ、酸化珪素蒸着ポリエチレンテレフタレート延伸フィルム12μmにシーラント層のポリエチレン樹脂にポリブテン−1を配合したブレンド樹脂を25μmの厚さで積層した積層フィルムからなる蓋材を、電子レンジ加熱用紙カップの扁平なトップカール部に加熱シールした。
<Test method>
200 ml of sake was put in the microwave heating paper cups of Example 1, Example 2 and Comparative Example 1, and a blend resin in which polybutene-1 was blended with polyethylene resin of a sealant layer in 12 μm of a silicon oxide vapor-deposited polyethylene terephthalate film was 25 μm The lid made of the laminated film was heat-sealed on the flat top curl portion of the microwave heating paper cup.
この日本酒が充填された、実施例1、実施例2と比較例1の電子レンジ加熱用紙カップの蓋材を取り去り、電子レンジ{シャープ(株)製、電子レンジRE―Z7、550W}にて、加熱時間を、1分、1分30秒、2分として加熱し、糸尻部の焦げ状態を観察した。焦げが見られない電子レンジ加熱用紙カップを○とし、焦げが見られる電子レンジ加熱用紙カップを×として評価した。その結果を表1にまとめた。 Remove the lid of the microwave heating paper cup of Example 1, Example 2 and Comparative Example 1 filled with this sake, in a microwave oven {Sharp Co., Ltd., microwave oven RE-Z7, 550W}, The heating time was 1 minute, 1 minute 30 seconds and 2 minutes, and the burnt state of the yarn bottom was observed. Evaluation was made with a microwave oven heated paper cup in which no scorch was observed as ◯ and a microwave oven heated paper cup in which there was scorch as x. The results are summarized in Table 1.

<比較結果>
糸尻部の下端が、周方向に沿って波型になっている実施例1および実施例2の電子レンジ加熱用紙カップでは、糸尻部に焦げの発生は見られなかった。一方、従来の糸尻部が片端になっている比較例1の電子レンジ加熱用紙カップについては、糸尻部がやや茶色に変色し焦げの発生が見られた。
<Comparison result>
In the microwave heating paper cups of Example 1 and Example 2 in which the lower end of the yarn bottom portion was corrugated along the circumferential direction, no charring was observed in the yarn bottom portion. On the other hand, with respect to the microwave oven heated paper cup of Comparative Example 1 in which the conventional yarn bottom portion is one end, the yarn bottom portion was slightly browned and burnt was observed.
これにより、本発明の電子レンジ用紙カップは、電子レンジで加熱されても、過剰に加熱されても、糸尻部に焦げが発生し難く、利便性の高いことが判った。 As a result, it was found that the microwave oven paper cup of the present invention is highly convenient because it does not easily cause scorching at the yarn tail portion even when heated in a microwave oven or excessively.
また、実施例1の電子レンジ加熱用紙カップは、トップカール部が、扁平になっているので、蓋材をトップカール部に加熱シールした時に内容物の漏れもなく安定して接着させることが出来た。 In addition, since the top curl portion of the microwave heating paper cup of Example 1 is flat, it can be stably adhered without leakage of the contents when the lid material is heat sealed to the top curl portion. It was.
また、実施例2の電子レンジ加熱用紙カップでは、上部が平坦な合成樹脂製の成形リングが設けられているので、蓋を熱シールなどにより接着させるとき、内容物の漏れる恐れもなく、確実に安心して接着させることができた。 Moreover, in the microwave heating paper cup of Example 2, since the molding ring made of a synthetic resin with a flat upper portion is provided, when the lid is bonded by a heat seal or the like, there is no risk of the contents leaking out. We were able to adhere with confidence.
一方、比較例1の電子レンジ加熱用紙カップは、蓋材をトップカール部に加熱シールした時に内容物の漏れるものがあった。 On the other hand, in the microwave oven heated paper cup of Comparative Example 1, the contents leaked when the lid member was heated and sealed to the top curl portion.
100・・・電子レンジ加熱用紙カップ
1・・・胴部材
1a・・・胴部貼り合わせ部
2・・・胴部
3・・・トップカール部
3a・・・成形リング
4・・・糸尻部
5・・・底部材
6・・・底面部
7・・・屈曲部
8・・・折返し部
9・・・胴部ブランク
10・・・底部ブランク
11・・・紙基材
12・・・熱可塑性樹脂層
13・・・熱可塑性樹脂層
14・・・バリア層
15・・・印刷層
16・・・樹脂フィルム層
DESCRIPTION OF
Claims (3)
前記胴部材が、筒状の胴部を有し、前記底部材が、底面部と、該底面部の周縁側を下方へ略直角に屈曲した屈曲部と、を有し、該屈曲部を挟んで前記胴部の下端側を内側に折り返して糸尻部を形成し、該糸尻部の下端が、周方向に沿って波型になっていることを特徴とする電子レンジ加熱用紙カップ。 A microwave heating paper cup comprising a body member and a bottom member,
The barrel member has a cylindrical barrel portion, and the bottom member has a bottom surface portion and a bent portion that is bent substantially perpendicularly downward at the peripheral side of the bottom surface portion, and sandwiches the bent portion. A microwave heating paper cup, wherein a lower end side of the body portion is folded inward to form a yarn bottom portion, and the lower end of the yarn bottom portion is corrugated along the circumferential direction.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012140751A JP2014005012A (en) | 2012-06-22 | 2012-06-22 | Paper cup for heating with microwave oven |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012140751A JP2014005012A (en) | 2012-06-22 | 2012-06-22 | Paper cup for heating with microwave oven |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014005012A true JP2014005012A (en) | 2014-01-16 |
Family
ID=50103140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012140751A Pending JP2014005012A (en) | 2012-06-22 | 2012-06-22 | Paper cup for heating with microwave oven |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014005012A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016050044A (en) * | 2014-08-28 | 2016-04-11 | 大日本印刷株式会社 | Paper cup for electronic oven |
| JP2016050045A (en) * | 2014-08-28 | 2016-04-11 | 大日本印刷株式会社 | Paper cup for electronic oven |
-
2012
- 2012-06-22 JP JP2012140751A patent/JP2014005012A/en active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016050044A (en) * | 2014-08-28 | 2016-04-11 | 大日本印刷株式会社 | Paper cup for electronic oven |
| JP2016050045A (en) * | 2014-08-28 | 2016-04-11 | 大日本印刷株式会社 | Paper cup for electronic oven |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015101357A (en) | Paper cup container and its manufacturing method | |
| JP2020011774A (en) | Cup-shaped container and laminate for cup-shaped container | |
| JP2014037265A (en) | Paper cup container | |
| JP5776325B2 (en) | Cup type paper container and method for manufacturing the same | |
| JP5636789B2 (en) | Paper container | |
| JP2002284136A (en) | Paper cup for microwave oven | |
| JP2014005012A (en) | Paper cup for heating with microwave oven | |
| JP6554812B2 (en) | Method for fixing a lid to a paper cup, method for producing a sealed paper container, and sealed paper container | |
| JP6419412B2 (en) | Microwave paper cup | |
| JP5741084B2 (en) | Paper tray container | |
| JP5772218B2 (en) | Cup type paper container | |
| JP6056311B2 (en) | Cup type paper container and method for manufacturing the same | |
| JP6047912B2 (en) | Microwave oven paper cup and paper container using the same | |
| JP6011121B2 (en) | Manufacturing method of microwave oven paper cup | |
| JP2011051654A (en) | Paper container | |
| JP5636777B2 (en) | Paper container | |
| JP6131531B2 (en) | Cup type paper container | |
| JP2015160631A (en) | Packaging container for microwave oven heating | |
| JP5071614B2 (en) | Microwave paper cup | |
| JP5970820B2 (en) | Microwave paper cup | |
| JP6007563B2 (en) | Paper cup manufacturing method and annular leg forming heater device | |
| JP4695975B2 (en) | Insulated composite container | |
| JP2003191941A (en) | Paper cup with sealed lid | |
| JP6433112B2 (en) | Microwave paper cup | |
| JP4334958B2 (en) | Microwave-compatible paper container |