JP2014005160A - 黒鉛材の焼成に用いる器体、焼成容器、及び焼成方法 - Google Patents
黒鉛材の焼成に用いる器体、焼成容器、及び焼成方法 Download PDFInfo
- Publication number
- JP2014005160A JP2014005160A JP2012140137A JP2012140137A JP2014005160A JP 2014005160 A JP2014005160 A JP 2014005160A JP 2012140137 A JP2012140137 A JP 2012140137A JP 2012140137 A JP2012140137 A JP 2012140137A JP 2014005160 A JP2014005160 A JP 2014005160A
- Authority
- JP
- Japan
- Prior art keywords
- container
- groove
- firing
- graphite material
- lid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B21/00—Open or uncovered sintering apparatus; Other heat-treatment apparatus of like construction
- F27B21/04—Sintering pots or sintering pans
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/18—Door frames; Doors, lids or removable covers
- F27D1/1808—Removable covers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/52—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on carbon, e.g. graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Carbon And Carbon Compounds (AREA)
- Ceramic Products (AREA)
Abstract
【解決手段】上方向に開口を有し、該開口に蓋を載せて収容部を閉鎖して、黒鉛材の焼成に用いられる器体であって、該器体は、該器体の底壁から連続して該収容部内に突出するように形成された凸部と、該凸部の突出に対応して形成された空間が設けられていることを特徴とする器体。
該空間から外気の熱が伝わり、黒鉛材が両面から加熱されるので割れにくくなり、昇温速度を速くできる。
【選択図】図1
Description
(1)原材料コークスの粉砕原料を得る一次粉砕工程
(2)ピッチと原材料コークスの混練物を得る混練工程
(3)混練物を粉砕し、成形原料を得る二次粉砕工程
(4)成形原料を成形し成形体を得る成形工程
(5)成形体を加熱することにより、揮発分を除去し焼成体を得る焼成工程
(6)焼成体を焼成工程よりも高い温度で熱処理し、黒鉛化する黒鉛化工程
焼成工程(5)は、ピッチ等のバインダーから、揮発分をゆっくり除去しながらバインダーを炭素化させる。バインダーは炭素化し黒鉛材の一部となる。バインダー及び粉砕原料の酸化を防止するために、成形体は、詰粉(パッキング材)を用いたり、焼成缶(焼成箱、焼成容器)に入れて焼成される。
昇温速度は毎時10℃以上にするのは、成形体に変形が生じないようにするためであることが記載されている。
特許文献1では、さらに変形を防止するために昇温速度を毎時10℃以上と記載されているが、ここで用いられている成形体の体積は2000cm3前後の大きさである。
近年、黒鉛材の用途である単結晶引上装置ではシリコンウエハが大型化し、放電加工用電極では、樹脂バンパー金型製作用に用いられるなど、黒鉛材は大きなものが求められるようになっている。
このような要求から近年では、106cm3程度の大きさの黒鉛材も製作されるようになっている。特許文献1に記載される焼成速度は、このような大きな黒鉛材を焼成するには速すぎ、成型体内部に発生する温度差が熱応力差、成形品の寸法収縮、成形品からの大量の分解ガスの発生によって割れやすくなり容易に焼成することができない。
このような理由から、近年の大きなサイズの黒鉛材の成形品では、焼成容器に詰め粉を入れ、割れないようゆっくり温度を上げるように昇温速度が設定される。焼成容器に詰め粉、昇温速度を遅くすると割れにくくなるものの、全体の熱容量が大きくなる程焼成に時間がかかるため、生産性、エネルギー効率が悪くなる弊害がある。
本発明では、昇温速度を速くすることができる黒鉛材の焼成に使用する器体、焼成容器、及びそれを用いた黒鉛材の焼成速度を速くすることができる製造方法を提供することを目的とする。
1a)前記空間は、スリット状に形成されていること
2a)前記凸部は、平行な二側壁を含み、該二側壁の間に前記空間が設けられ、該二側壁の間隔を一定に保つ補強部材が入っていること
3a)前記器体は金属製であること
4a)前記金属は、ステンレス鋼であること
5a)前記器体の外側面に、格子状に形成されリブからなる補強部を有すること
また、本発明の焼成容器は、前記記載の器体と、蓋とからなり、前記器体は、さらに前記開口の外周又は内周に沿って該蓋を支持する溝を有し、前記蓋は、前記溝に勘合する枠部を有することである。この発明は、以下の態様が好ましい。
1b)前記溝は、内幅が10〜100mmであること
2b)前記溝は、深さが、10〜150mmであること
さらに本発明の製造方法は、前記記載の器体内に黒鉛材の成形体を置き、該器体の溝に前記蓋の枠部を沈めるよう閉鎖し、該溝には粉状又は粒状の充填材を充填し、該成形体を焼成することを特徴とする黒鉛材の製造方法であることである。この発明は、以下の態様が好ましい。
1c)前記溝に充填された充填材をさらに無機ペーストからなる被覆材で覆うこと
2c)前記被覆材はモルタルであること
3c)前記焼成容器内の黒鉛材の成形体を、詰め粉に沈め焼成すること
本発明は、上方向に開口を有し、該開口に蓋を載せて収容部を閉鎖して、黒鉛材の焼成に用いられる器体であって、該器体は、該器体の底壁から連続して該収容部内に突出するように形成された凸部と、該凸部の突出に対応して形成された空間が設けられていることを特徴とする。
この器体は、黒鉛材の収容部を有し、開口を蓋により塞ぐことにより閉鎖された空間を形成する。
以下、器体又は焼成容器の内部を「内」、器体又は焼成容器の外部を「外」の用語を用いて示す。
この器体は、該器体の底壁から連続して該収容部内に突出するように形成された凸部と、該凸部の突出に対応して形成された空間が設けられている。この凸部は、該空間を規定するとともに収容部の一部を構成する壁として機能する。以下、この空間を凹部ともいう。この凹部は、曲面で構成されていても、平面で構成されていても、その併用でもよい。また、凹部は、連続した空間であっても、不連続な空間であってもよいが、温度制御の観点から前者が好ましい。
前記凸部の外表面は凹部(空間)を形成するとともに器体外部の空間と連通(接触)し熱を器体内部に伝える機能を有し、該凸部の内表面は、該器体内部の空間に連通(接触)し、該熱を器体内部に伝える機能を有するとともに該収容部の一部を形成する要素となっている。以上の収容部の空間構造により、収容部に載置された黒鉛材は、凸部と、凸部以外の器体の壁との両方から熱がより均等に効果的に伝わるので、黒鉛材の内部に温度差がつきにくく、上記効果を発揮することができる。
この器体の収容部は、底壁と側壁とからなり、側壁は、該凸部の一部を構成する第一の側壁と、該凸部の一部を構成しない第二の側壁とからなることが好ましい。
そして、前記凸部は、黒鉛材が載置される収容部を構成する壁要素であるとともに少なくとも2以上の部屋に分ける機能を有することが好ましい。
本発明に用いられる凹部又は凸部は、器体に複数設けることもできる。
上記構成材料としては、金属製が好ましい。
黒鉛材は、サイズが大型化し、焼成容器もそれ以上に大きなものが必要となる。
金属製は、溶接等で一体的に構成することが出来、溶接部など継ぎ目部分の強度が高いので、高い外気の遮断性と高強度の焼成容器を同時に得ることが、凸部、凹部などの複雑な形状を容易に得ることができる。
また、焼成容器には、加熱、冷却により繰り返し熱歪みがかかる。焼成容器が金属製であると金属は弾性変形、塑性変形が容易にできるので割れにくくすることが出来る。
該金属としては、鉄、タングステン、白金、銅及び銅合金、アルミニウム及びアルミニウム合金、ステンレス鋼等が挙げられ、特にステンレス鋼が好ましい。ステンレス鋼としてはSUS304,SUS316などが利用できる。ステンレス鋼は、酸化皮膜を形成するので燃焼炉など酸化性雰囲気下で用いても表面の酸化の進行を遅くすることができ、器体の寿命をのばすことができる。
また、構成材料の厚みも基本的に任意であるが、金属製の場合、通常、3〜15mmが好ましい。3mm以上であると高強度の器体が得られ、15mm以下であると器体全体の重量を軽くすることができる。
蓋の構造、形状は、器体の開口の覆う機能を有する枠部を有するものであれば、基本的に任意である。枠部は、溝の中に落とし込むようにすることができる。
例えば、枠部は、平板状の材料の外延が垂直方向に折れ曲がるように蓋の天板の周囲に連続的に設けられていてもよいし、蓋の天板の内部領域に溶接等により設けられていてもよい。
本発明に用いられる溝は、粉状又は粒状の充填材を保持する機能と、蓋を保持することにより開口を閉鎖する機能とを有する。本願明細書において、粉状とは、平均円相当径が0.1mm未満のものを言い、粒状とは、平均円相当径が0.1〜20mmのものを言う。
平均円相当径とは、投影面積円相当径を示し、粒子の投影面積と同じ面積を持つ円の直径を示す。
本発明に用いられる溝は焼成時に蓋の枠部を沈ませ、さらに全部、又は少なくとも一部に粉状又は粒状の充填材を保持することができる。このように溝に充填された充填材は、気体の拡散速度を遅くすることができるので、焼成容器外部の酸化性ガスを侵入しにくくすることができる。また、焼成容器内部に加熱により非酸化性ガスを生成するガス発生体を備えることを併用することにより、焼成缶の内圧を高くすることが出来るので、さらに酸化性ガスを侵入しにくくすることができる。
以下に焼成の昇温過程の方が降温過程よりも酸化に対して過敏であり、ガス発生体が有効に作用することを説明する。
黒鉛材は、焼成前の成形体段階では、強度が弱く、熱伝導率が低く、加熱過程での焼成収縮が大きいのでゆっくり昇温を行う。最高温度に到達した後の黒鉛材の焼成体は、強度及び熱伝導率が高くなるうえに、冷却過程での熱収縮量は小さいので、速やかに冷却することができる。また、昇温過程ではバインダーが酸素と結びつきやすい有機物として存在し、焼成後の冷却過程ではバインダーが炭素化し、酸素との反応性は小さくなっている。すなわち、昇温過程と冷却過程との反応性及び昇温又は冷却に要する時間の比較より特に昇温過程での黒鉛材の酸化を防止することが重要である。前記のガス発生体は、昇温過程で焼成容器の内圧を高くするので、黒鉛材の酸化防止に有効に機能する。
溝は、幅と深さを備える。該幅と深さは、上述のように溝底部と溝側部の構造と材料厚等により決定される。該幅と深さは、温度変化の繰り返しにより焼成容器が変形しても、溝の構造に悪影響を与えないのであれば、特に制限はないが、通常、各々、一定である幅あるいは深さであることが、取り扱い性、設計性、コスト性等の観点から好ましい。該幅とは、溝側部間の内側の距離であり、該深さとは、溝底部の内面から溝開口までの距離である。
上記幅は、10〜100mmが好ましい。10mm未満であると、蓋がわずかに熱変形しても蓋が収まりにくくなる傾向があり、器体を長く使えない場合がある。100mmを超えると器体の外寸が大きくなり、焼成炉への詰め効率が悪くなる。
上記深さは、10〜150mmが好ましい。10mm未満であると、充填材が酸化あるいは移動などでこぼれて量が減ると、焼成容器内部に外気が侵入しやすくなる傾向がある。150mmを超えると充填材の外気遮断性の有効性が一定となり、詰め粉が無駄になる。また150mmを超えると、溝内部に異物などが落下したとき取り除きにくくなり、異物が残ったまま蓋を載せると、蓋が完全に閉まらず外気遮断性が悪くなる。
本発明の製造方法において、焼成容器は、器体と蓋とからなり、器体とは、黒鉛材の成形体を収容する部材を示し、蓋とは、前記器体に被せて使用する部材を示す。本発明の器体と蓋とを一体的に使用した焼成容器によって、外気(酸化性気体)の侵入を防止し、内容物である黒鉛材の成形体の酸化を防止するよう機能する。
本発明の製造方法の器体は、上方向に開口を有し、該開口に蓋を載せて収容部を閉鎖して、黒鉛材の焼成に用いられる器体であって、該器体は、該凹部(空間)を有する。
本発明の製造方法に用いられる器体の溝は、粉状又は粒状の充填材を保持する機能と、蓋を保持することにより開口を閉鎖する機能とを有する。
本発明の製造方法は、器体の溝に蓋を被せ、さらに溝の全部、又は少なくとも一部には粉状又は粒状の充填材を充填する。このような充填材は、気体の拡散速度を遅くすることができるので、焼成容器外部の酸化性ガスを侵入しにくくすることができる。
本発明の製造方法の、粉状又は粒状の充填材としては、どのようなものでも利用することができる。粉状、あるいは粒状に粉砕したコークス、粉状、あるいは粒状に粉砕した各種セラミックなどが利用できる。砂、礫などでも良い。
また、被覆材を充填材に適用する方法に制限はないが、具体的には、蓋に備えた枠部を器体の溝に勘合するように置くことにより閉鎖し、その後、溝に充填材を枠の端部が隠れるように入れ、充填材を被覆材で覆う。あるいは、溝に充填材を入れ、蓋をした後、所望により、更に充填材を溝と蓋の枠部の隙間にいれ、その後、被覆材で覆う。
被覆材で覆うことにより、焼成炉内を循環する気流によって、充填材が飛散しないようにすることができる。また、充填材にコークスなど可燃物を使用した場合には、直接焼成容器の外気が当たらないようにすることが出来るので、コークスの酸化消耗を少なくすることができる。被覆材に特に制限はないが、例えば、モルタル、又はシリカ、アルミナ、ジルコニア、炭化珪素などの粉体、リン酸アルミニウム等の無機バインダー、及び水、エタノール等の液体を含むもの等が例示できる。
中でもモルタルを使用することが望ましい。モルタルは、容易に入手でき、焼成後に固化するので、充填材が、酸化あるいは飛散しないようにする効果が高い。また、モルタルは焼成後に固化するのでふるい分けすることにより容易に分離することができ、充填材を再利用しやすい。
詰め粉は、器体の溝に充填する充填材と同一であっても異なっていても良い。充填材と詰め粉との組み合わせは回収時に混合しても支障がないよう同一であることがより好ましい。詰め粉は、充填材と同じく、粉状、あるいは粒状に粉砕したコークス、粉状、あるいは粒状に粉砕した各種セラミックなどが利用できる。砂、礫などが利用できる。
本発明の製造方法は、焼成時、収容部には酸素ができる限り少ないことが好ましい。従って、焼成時、収容部は、非酸化性ガス、例えば、酸素以外のガス分子で置換されるようにすることが好ましい。非酸化性ガスとしては、水素、一酸化炭素、炭化水素などの還元性ガスあるいは窒素、アルゴンなど不活性ガスが利用できる。これらの非酸化性ガス雰囲気は、焼成容器内に加熱により非酸化性ガスを生成するガス発生体を備えることにより得ることができる。このようなガス発生体としては、生コ−クス、硬ピッチ、タールなどの石炭あるいは石油関連製品、紙、木材、パルプなど天然繊維、各種合成樹脂、等が挙げられる。これらのガス発生体は加熱によって、水素、一酸化炭素、二酸化炭素、炭化水素ガスなどを発生する。
このほかに、加熱により二酸化炭素を生成する炭酸水素ナトリウム、炭酸カルシウムなどが挙げられる。また、加熱により窒素ガスを生成するアジ化ナトリウムなども利用することができる。
中でも、生コ−クス、硬ピッチ、タールなどの石炭あるいは石油関連製品、紙、木材、パルプなど天然繊維、各種合成樹脂などの有機物をガス発生体として利用することが好ましい。これらの有機物は、残渣が炭素質であるので、焼成容器を腐食したりしないので好ましい。中でも特に生コ−クス、硬ピッチ、タールなどの石炭あるいは石油関連製品は、多くの物質の混合物であるので熱分解する温度域が広くガス発生体として好適に利用できる。
焼成の昇温過程の方が降温過程よりも酸化に対して過敏であり、ガス発生体が有効に作用することは、上述したとおりであるが、ここに繰り返す。
黒鉛材は、焼成前の成形体段階では、強度が弱く、熱伝導率が低く、加熱過程での焼成収縮が大きいのでゆっくり昇温を行う。最高温度に到達した後の黒鉛材の焼成体は、強度及び熱伝導率が高くなるうえに、冷却過程での熱収縮量は小さいので、速やかに冷却することができる。また、昇温過程ではバインダーが酸素と結びつきやすい有機物として存在し、焼成後の冷却過程ではバインダーが炭素化し、酸素との反応性は小さくなっている。昇温過程と冷却過程との反応性及び昇温又は冷却に要する時間の比較より特に昇温過程での黒鉛材の酸化を防止することが重要である。前記のガス発生体は、昇温過程で焼成容器の内圧を高くするので、黒鉛材の酸化防止に有効に機能する。
上記焼成炉としては、基本的に焼成容器を出し入れ可能な空間、及び加熱手段を有していれば特に制限されるべきではなく、所望により、温度、ガス圧力等の制御手段を備えたものが挙げられる。
更に、溝に充填材を充填した後、充填材を被覆材で覆うことにより更に酸化性ガスの収容部への拡散を抑制し、収容部の非酸化性雰囲気を効果的に維持することができる。上記被覆材での被覆は、露出した詰め粉の外気との境界領域の全部であっても一部であってもよい。
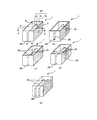
本発明の器体1は、凸部2A、凹部(空間)2Bを有し、収容部3、底壁4、第2の側壁5、及び開口6を備える、所望の厚みの板材により形成されている。図1(a)及び図2(a)に示す器体1は、該器体1の底壁4から連続して該収容部3内に突出するように形成された凸部2Aと、該凸部2Aの突出に対応して形成された凹部(空間)2Bが設けられ、該凹部(空間)2Bは、スリット状に形成されている。凸部2Aは、第1の側壁2a、2b、並びにこれら側壁に垂直な壁2cを含んでなる。これら3壁は、器体1内部又は器体1外部に連通(接触)する壁を表し、一定の厚みを有して器体1の一部を形成し、底壁4、第2の側壁5とともに収容部3を形成するとともに凸部2A、及び凹部(空間)2Bを形成している。器体1は、凸部2A、及び凹部(空間)2Bの存在によって、1個の収容部が2個以上の収容部に分割乃至仕切られる(図1(a)、(b)では2個の収容部、(c)では2乃至4あるいは5個の収容部、(d)では4個の収容部、(e)では3個の収容部)。なお、底壁4、第2の側壁5も凸部2Aと同様の器体1内部又は器体1外部に連通(接触)する壁であることは明らかである。黒鉛材は、通常、1個の収容部に1個置かれるが、黒鉛材の形状、部屋の形状に応じて1個の収容部に複数の黒鉛材を置くこともできる。
図1(c)の凸部2A、及び凹部(空間)2Bは、図1(a)の凹部(空間)2Bが連続した空間であるのに対して2つの壁2eにより2つの空間(凹部(空間)2B)が形成されている点で相違する。壁2eの構成、機能は、上記2d等と同様である。
図1(d)の凸部2A、及び凹部(空間)2Bは、図1(a)の凸部2A、及び凹部(空間)2Bを他の第2の側壁5に同様に形成したもので該収容部3を4つとしたものである。交差する2つの凹部(空間)2Bは、連続した空間であっても、交差部で互いに断続した空間であってもよい。
図1(e)の凸部2A、及び凹部(空間)2Bは、図1(a)の凸部2A、及び凹部(空間)2Bを平行に2個形成し、該収容部3を3個有する。このようなことは、図1(b)〜(d)についても同様であり、あるいは図1(a)〜(d)の態様から適宜選択し、併用することもできる。
上記器体1は、上述のように凹部(空間)2Bが形成されているので、器体外部の気流が凹部で対流しやすく、器体の第1の側壁2a,2bと、第2の側壁5に両方から加熱されるので、黒鉛材への伝熱がスムーズにできる。
凸部2Aは、第1の側壁2a、2b、壁2cからなり、凹部(空間)2Bを形成している。
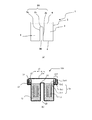
図2(b)は、図2(a)の器体1の使用状態の一例を示す模式図である。
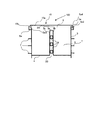
器体1には、図4に示すような蓋10が被せられ、焼成容器100を構成している。蓋10は、天板部10aと枠部10bを備える。
また、図2(a)において、更に器体1には図4に示すような溝5aを有する。溝5aは、溝側部5a1、5a3、及び溝底部5a1からなる。溝側部5a3は、断面L字状の板材の底部5a1の端部を第2の側壁5に溶接により結合させることにより第2の側壁5の一部として形成されている。開口6は、天板部10aにより覆われ、枠部10bが溝5aに嵌合される。
図2(b)は、上記焼成容器100を用いて、黒鉛材11を焼成装置に置いて焼成するときの焼成容器100への黒鉛材11、詰め粉12、充填材13、及び被覆材14の配置の態様の断面を模式的に示したものである。同図に示すように黒鉛材11は、詰め粉12に埋設され、蓋10をして溝5aに充填材13を入れたときには、枠部10bと溝側部5a2により形成される溝開口部5a4の内、充填材13が露出している領域5a41は被覆材14により塞がれてもよい。被覆材14は、溝側部5a2、天板部10aに施されていてもよい。
また、器体1は、底壁4及び第2側壁5の表面に、格子状のリブ7を有する。吊具8は、焼成容器100の移動時に使用される。
更に、開口6に沿って溝5aが設けられている。図3、4に示すように溝5aは、図2(b)と同様に溝底部5a1、溝側部5a2、5a3からなり、溝開口部5a4を有する。溝側部5a3は、断面L字状の板材の溝底部5a1の端部を第2の側壁5に溶接により結合させることにより形成されている。開口6は、蓋10によって覆われ、具体的には、天板部10aにより覆われ、枠部10bが溝5aに嵌合される。
図2(b)に示すように溝5aに充填材を入れたときには、枠部10bと溝側部5a2により形成される溝開口部5a4の内、詰め粉が露出している領域は被覆材により塞がれてもよい。被覆材は、溝側部5a2、蓋10に施されていてもよい。
本発明の黒鉛材の製造方法を以下の順に従って説明する。
(1)原材料コークスの粉砕原料を得る一次粉砕工程
(2)ピッチと原材料コークスの混練物を得る混練工程
(3)混練物を粉砕し、成形原料を得る二次粉砕工程
(4)成形原料を成形し成形体を得る成形工程
(5)成形体を加熱することにより、揮発分を除去し焼成体を得る焼成工程
(6)焼成体を焼成工程よりも高い温度で熱処理し、黒鉛化する黒鉛化工程
<一次粉砕工程>
1次粉砕工程において、黒鉛材の骨材を調整する。骨材としては、仮焼ピッチコークスを利用する。仮焼ピッチコークスをローラーミルにより平均粒子径が15μm程度になるよう粉砕し粉砕原料を得る。尚、骨材であるコークスの種類、平均粒子径は特に限定されず,どのようなものでも利用することができる。
<混練工程>
前記一次粉砕工程で得られた粉砕原料を、ピッチと混合し、250℃の熱を加えながらニーダーで混練し、混練物を得る。混合比は粉砕原料100重量部に対し、ピッチは60重量部である。尚、混練の温度、ピッチの投入量は特に限定されず,どのような条件でもでも利用することができる。
<二次粉砕工程>
前記混練工程で得られた混練物をピンミルで粉砕し、成形原料を得る。成形原料は平均粒子径が30μm程度である。尚、平均粒子径は特に限定されず,どのような平均粒子径でも利用することができる。
<成形工程>
前記二次粉砕工程で得られた成形原料をゴムバッグに詰め、冷間静水圧成形(CIP:Cold Isostatic Press)し成形体を得る。成形圧は100MPaである。成形体の大きさは、350×600×1000mmである。尚、成形方法、成形圧力は特に限定されず、押出成形、一軸成形などどのような装置、圧力でも利用することができる。
<焼成工程>
前記工程で得られた黒鉛材の成形体を焼成する。まず、器体を準備する。器体は図3に示すような形状であり、補強部を有している。器体の形状は、図3に示すように1100×900の開口を有し深さが900mmである。収容部は、高さ800mm幅50mmの凹部で2つに分割されている。個々の収容部の内寸は、1100×425×900hである。(900hは高さ方向である。)器体は開口の外周に沿って蓋を支持する溝を有している。溝の深さ、幅はそれぞれ50mmである。まず器体の底に詰め粉を敷く。詰め粉は3cm程度の厚さである。次に黒鉛材の成形体を器体内に入れる。600mmの方向が高さになるように入れる。さらに黒鉛材の成形体を覆うように詰め粉を被せ、成形体を詰め粉に沈ませる。詰め粉をさらに50mmの厚さで敷く。詰め粉はガス発生体として機能する。ここで詰め粉は粒状の仮焼コークス(生コークス)である。粒状の仮焼コークスの粒子径は、6mmの篩下のものを用いる。
次に、枠部を有する蓋を器体の溝に落とし込むように載せた後、溝の全周に渡って充填材を充填する。充填材は、詰め粉と同じ粒状の仮焼コークスである。さらに充填材を覆うように溝の全周に渡ってモルタルで覆う。モルタルは、被覆材として機能する。
こうして準備された焼成容器は図2(b)に示すような態様であり、焼成炉内に設置される。焼成炉はガス炉であり、天然ガスと空気との燃焼炎を炉内に導入し加熱する。燃焼炎が局所的に当たらないように炉内には循環ファンが備えられている。焼成炉を、3℃/hの昇温速度でゆっくりと昇温させる。バーナーから発せられる加熱されたガスは、凹部を含む焼成容器(器体)の外側及び凸部を含む焼成容器(器体)の内側から収容部に伝熱され、黒鉛材の成形体は両側から加熱される。昇温に伴って焼成容器内の詰め粉等のガス発生体から、炭化水素ガス等が継続的に放出される。放出された炭化水素ガス等は、焼成容器内の内圧を高め、余剰のガスを器体の溝と蓋とのすき間から外部に放出し焼成容器内の酸素濃度を低下させる。器体の溝には、粒状の充填材(仮焼コークス)が充填されているので、余剰のガスが焼成容器内から外に向かって一方向の流れを形成し、逆方向のガスの流れは起こりにくくなる。さらに本実施例では、モルタルが被覆材として覆われている。モルタルは焼成により硬化するので、充填材が循環ファンの気流によりこぼれないように錘として機能する。また、モルタルは不燃性であるので充填材(仮焼コークス)が直接外気に曝されず充填材の酸化を遅くすることもできる。尚、充填材では酸化が起こっても、充填材が残ってさえいればガスの侵入を防止する機能を維持することはできる。
焼成が完了した後、器体の詰め粉の中から黒鉛材の焼成体を取り出す。
<黒鉛化工程>
前記焼成工程で得られた焼成体を黒鉛化する。黒鉛化は、アチェソン炉で行う。処理温度は2600℃である。尚、特に黒鉛化方法、処理温度は限定されない。
Claims (14)
- 上方向に開口を有し、該開口に蓋を載せて収容部を閉鎖して、黒鉛材の焼成に用いられる器体であって、
該器体は、該器体の底壁から連続して該収容部内に突出するように形成された凸部と、該凸部の突出に対応して形成された空間が設けられていることを特徴とする器体。 - 前記空間は、スリット状に形成されている、請求項1に記載の器体。
- 前記凸部は、平行な二側壁を含み、該二側壁の間に前記空間が設けられ、該二側壁の間隔を一定に保つ補強部材が入っている、請求項1又は2に記載の器体。
- 前記器体は金属製である、請求項1〜3のいずれか1項に記載の器体。
- 前記金属は、ステンレス鋼である、請求項4に記載の器体。
- 前記器体は直方体状である、請求項1〜5のいずれか1項に記載の器体。
- 前記器体の外側面に、格子状に形成されリブからなる補強部を有する、請求項1〜6のいずれか1項に記載の器体。
- 請求項1〜7のいずれか1項に記載の器体と、
蓋とからなり、
前記器体は、さらに前記開口の外周又は内周に沿って該蓋を支持する溝を有し、
前記蓋は、前記溝に勘合する枠部を有する
ことを特徴とする焼成容器。 - 前記溝は、内幅が10〜100mmである、請求項8に記載の焼成容器。
- 前記溝は、深さが、10〜150mmである、請求項8又は9に記載の焼成容器。
- 請求項8〜10のいずれか1項に記載の器体内に黒鉛材の成形体を置き、該器体の溝に前記蓋の枠部を沈めるよう閉鎖し、
該溝には粉状又は粒状の充填材を充填し、
該成形体を焼成することを特徴とする黒鉛材の製造方法。 - 前記溝に充填された充填材をさらに無機ペーストからなる被覆材で覆うことを特徴とする請求項11に記載の黒鉛材の製造方法。
- 前記被覆材はモルタルであることを特徴とする請求項12に記載の黒鉛材の製造方法。
- 前記焼成容器内の黒鉛材の成形体を、詰め粉に沈め焼成することを特徴とする請求項11〜13のいずれか1項に記載の黒鉛材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012140137A JP5980005B2 (ja) | 2012-06-21 | 2012-06-21 | 黒鉛材の焼成に用いる器体、焼成容器、及び焼成方法 |
| KR1020130070858A KR101555746B1 (ko) | 2012-06-21 | 2013-06-20 | 흑연재의 소성에 이용하는 기체, 소성 용기 및 소성 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012140137A JP5980005B2 (ja) | 2012-06-21 | 2012-06-21 | 黒鉛材の焼成に用いる器体、焼成容器、及び焼成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014005160A true JP2014005160A (ja) | 2014-01-16 |
| JP5980005B2 JP5980005B2 (ja) | 2016-08-31 |
Family
ID=49986728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012140137A Active JP5980005B2 (ja) | 2012-06-21 | 2012-06-21 | 黒鉛材の焼成に用いる器体、焼成容器、及び焼成方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5980005B2 (ja) |
| KR (1) | KR101555746B1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117776722A (zh) * | 2024-01-02 | 2024-03-29 | 湖南大学 | 一种高密高强炭石墨材料及其短流程制备方法 |
| CN119043017A (zh) * | 2024-10-28 | 2024-11-29 | 沈阳富莱碳纤维有限公司 | 一种石墨毡电极生产用碳化设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51121013A (en) * | 1975-04-16 | 1976-10-22 | Shinagawa Refractories Co | Method and apparatus for heatttreating carbon mold articles |
| JPS51126206A (en) * | 1975-04-25 | 1976-11-04 | Nippon Carbon Co Ltd | Method of burning carbon materials |
| JPS6172672A (ja) * | 1984-09-18 | 1986-04-14 | 田中 博憲 | 窯業製品の焼成方法 |
| JPS6337999U (ja) * | 1987-07-31 | 1988-03-11 | ||
| JPH02293590A (ja) * | 1989-05-02 | 1990-12-04 | Showa Touen:Kk | 屈曲タイル焼成用匣鉢及び屈曲タイルの焼成方法 |
| JPH04272102A (ja) * | 1991-02-28 | 1992-09-28 | Kawasaki Steel Corp | 鉄粉熱処理用容器 |
| JPH08152279A (ja) * | 1994-11-30 | 1996-06-11 | Matsushita Electric Ind Co Ltd | セラミック粉体の仮焼用匣 |
-
2012
- 2012-06-21 JP JP2012140137A patent/JP5980005B2/ja active Active
-
2013
- 2013-06-20 KR KR1020130070858A patent/KR101555746B1/ko active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51121013A (en) * | 1975-04-16 | 1976-10-22 | Shinagawa Refractories Co | Method and apparatus for heatttreating carbon mold articles |
| JPS51126206A (en) * | 1975-04-25 | 1976-11-04 | Nippon Carbon Co Ltd | Method of burning carbon materials |
| JPS6172672A (ja) * | 1984-09-18 | 1986-04-14 | 田中 博憲 | 窯業製品の焼成方法 |
| JPS6337999U (ja) * | 1987-07-31 | 1988-03-11 | ||
| JPH02293590A (ja) * | 1989-05-02 | 1990-12-04 | Showa Touen:Kk | 屈曲タイル焼成用匣鉢及び屈曲タイルの焼成方法 |
| JPH04272102A (ja) * | 1991-02-28 | 1992-09-28 | Kawasaki Steel Corp | 鉄粉熱処理用容器 |
| JPH08152279A (ja) * | 1994-11-30 | 1996-06-11 | Matsushita Electric Ind Co Ltd | セラミック粉体の仮焼用匣 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117776722A (zh) * | 2024-01-02 | 2024-03-29 | 湖南大学 | 一种高密高强炭石墨材料及其短流程制备方法 |
| CN119043017A (zh) * | 2024-10-28 | 2024-11-29 | 沈阳富莱碳纤维有限公司 | 一种石墨毡电极生产用碳化设备 |
| CN119043017B (zh) * | 2024-10-28 | 2024-12-27 | 沈阳富莱碳纤维有限公司 | 一种石墨毡电极生产用碳化设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5980005B2 (ja) | 2016-08-31 |
| KR101555746B1 (ko) | 2015-09-25 |
| KR20130143505A (ko) | 2013-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101357761B (zh) | 高纯石墨型材及其生产工艺 | |
| CN104386682B (zh) | 一种石墨化炉及热处理石墨粉的方法 | |
| JP6932847B2 (ja) | 二次電池活物質焼成用耐火匣鉢及びこれを用いた二次電池活物質の製造方法 | |
| JP5980005B2 (ja) | 黒鉛材の焼成に用いる器体、焼成容器、及び焼成方法 | |
| CN105318145A (zh) | 隔热板以及真空隔热构件的制造方法 | |
| JP5980006B2 (ja) | 黒鉛材の焼成に用いる器体、焼成容器、及び焼成方法 | |
| NO20180334A1 (en) | Lining of a cathode assembly of electrolysis cell for producing aluminium | |
| US20170003076A1 (en) | Graphitization furnace | |
| Xiong et al. | Effects of expanded graphite on NaNO3/semi-coke ash shape-stable phase change composites for thermal energy storage | |
| CN203216272U (zh) | 一种导热保温型阳极焙烧炉火道墙结构 | |
| Huang et al. | Local Cation-Ordered Superlattice Stabilizing Ni-Rich Single-Crystalline Cathodes | |
| JP2020070232A (ja) | 匣鉢および匣鉢充填物、並びにリチウム金属複合酸化物の製造方法 | |
| KR102151033B1 (ko) | Isol 표적물질인 우라늄탄화물/mwcnt 디스크의 제조방법 및 이에 의해 제조된 우라늄 탄화물/mwcnt 디스크 | |
| CA2997712C (en) | Method for lining a cathode of a reduction cell for production of primary aluminum | |
| JP2506552B2 (ja) | 電気抵抗発熱炉及び発熱炉を利用した電気抵抗発熱体の製造方法 | |
| JP6494012B2 (ja) | 容器 | |
| EP3327177B1 (en) | Method for lining a cathode assembly of an electrolysis tank for producing aluminium | |
| TW202128553A (zh) | 金屬氮化物之製造方法 | |
| CN107176848A (zh) | 一种致密化蓄热铁砖及其制备方法 | |
| JP2024030688A (ja) | 燃焼合成用原料成形体 | |
| CN120740357B (zh) | 基于相变储热材料增加热惯性的方法及装置 | |
| JPH0238548B2 (ja) | ||
| JPS6054909A (ja) | 炭素材の製造法 | |
| RU2593247C1 (ru) | Способ футеровки катодного устройства электролизера для получения алюминия | |
| CN101696009A (zh) | 高温碳还原法制备纳米碳化钛的加热保温装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140210 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20150202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150520 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160509 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5980005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |