JP2014007235A - セラミック基板の製造方法 - Google Patents
セラミック基板の製造方法 Download PDFInfo
- Publication number
- JP2014007235A JP2014007235A JP2012140940A JP2012140940A JP2014007235A JP 2014007235 A JP2014007235 A JP 2014007235A JP 2012140940 A JP2012140940 A JP 2012140940A JP 2012140940 A JP2012140940 A JP 2012140940A JP 2014007235 A JP2014007235 A JP 2014007235A
- Authority
- JP
- Japan
- Prior art keywords
- groove
- sheet
- ceramic substrate
- ceramic
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Structure Of Printed Boards (AREA)
- Laser Beam Processing (AREA)
Abstract
【課題】基板の表面と側面とのコーナー部でのバリや欠けの発生を抑制したり、メタライズ層などの溶解や焦げをなくすように、複数のセラミック基板となる多数個取り用シートに分割溝を形成するセラミック基板の製造方法を提供する。
【解決手段】セラミック基板となる複数の製品領域2を縦横に隣接して有する多数個取り用シート1における少なくとも一方の表面3において、隣接する製品領域2に跨って導体層3aが形成されており、該導体層3aに含まれ且つ隣接する製品領域2を区分する境界線9に沿ってレーザーを照射することにより、第1の溝13を平面視で格子状に形成する第1ステップと、形成された該第1の溝13の幅方向における中間部分に対して、ダイシングブレード19を挿入して、第1溝13よりも幅の狭い第2の溝14を該第1の溝13の底部に連通するように形成する第2ステップと、を有する、セラミック基板の製造方法。
【選択図】図3
【解決手段】セラミック基板となる複数の製品領域2を縦横に隣接して有する多数個取り用シート1における少なくとも一方の表面3において、隣接する製品領域2に跨って導体層3aが形成されており、該導体層3aに含まれ且つ隣接する製品領域2を区分する境界線9に沿ってレーザーを照射することにより、第1の溝13を平面視で格子状に形成する第1ステップと、形成された該第1の溝13の幅方向における中間部分に対して、ダイシングブレード19を挿入して、第1溝13よりも幅の狭い第2の溝14を該第1の溝13の底部に連通するように形成する第2ステップと、を有する、セラミック基板の製造方法。
【選択図】図3
Description
本発明は、複数のセラミック基板を多数個取りによって製造する方法に関する。
例えば、表面に複数の導電部材が形成された複数枚のグリーンシートを積層して形成したグリーンシートの積層体を、レーザーカッターにより上記導電部材ごとに切断し、得られた複数のチップを焼成するチップ電子部品の製造方法が提案されている(例えば、特許文献1参照)。
しかし、上記チップ電子部品の製造方法のように、レーザーのみによりグリーンシートの積層体を切断する際には、該レーザーに高いパワーが必要となるため、該レーザー加工時の熱によって、前記積層体の表面に形成されたメタライズ層、メッキ層、あるいはグリーンシートが溶解したり、局部的に焦げる場合があった。一方、上記レーザーのパワーを低くすると、上記溶解や焦げを防止できる反面、切断作業において多くの時間が必要となる、という問題があった。
しかし、上記チップ電子部品の製造方法のように、レーザーのみによりグリーンシートの積層体を切断する際には、該レーザーに高いパワーが必要となるため、該レーザー加工時の熱によって、前記積層体の表面に形成されたメタライズ層、メッキ層、あるいはグリーンシートが溶解したり、局部的に焦げる場合があった。一方、上記レーザーのパワーを低くすると、上記溶解や焦げを防止できる反面、切断作業において多くの時間が必要となる、という問題があった。
また、複数の製品領域を有するセラミック基板における第1の面に第1のダイシングブレードを用いて複数の溝を形成した後、前記第1のダイシングブレードよりも幅が大きい第2のダイシングブレードを用いて、反対側の第2の面から上記溝に沿って切削して上記セラミック基板を分割するセラミック基板の分割方法も提案されている(例えば、特許文献2参照)。
しかし、上記セラミック基板の分割方法のように、セラミック基板をダイシングブレードにより切削して分割する場合、該ダイシングブレードが挿入する表面の位置にメタライズ層やメッキ層があると、該ブレードの引き抜きに伴って外向きのバリが生じたり、上記メタライズ層などの一部が剥離する場合がある。更に、上記ダイシングブレードが挿入する位置のセラミックの表面と新たに形成される側面とのコーナー部に欠けが生じる場合がある、という問題があった。
しかし、上記セラミック基板の分割方法のように、セラミック基板をダイシングブレードにより切削して分割する場合、該ダイシングブレードが挿入する表面の位置にメタライズ層やメッキ層があると、該ブレードの引き抜きに伴って外向きのバリが生じたり、上記メタライズ層などの一部が剥離する場合がある。更に、上記ダイシングブレードが挿入する位置のセラミックの表面と新たに形成される側面とのコーナー部に欠けが生じる場合がある、という問題があった。
本発明は、背景技術で説明した問題点を解決し、前記コーナー部でのバリや欠けの発生を抑制したり、前記メタライズ層などの溶解や焦げをなくすように複数のセラミック基板となる多数個取り用シートに分割溝を形成するか、該多数個取り用シートを分割するセラミック基板の製造方法を提供する、ことを課題とする。
本発明は、前記課題を解決するため、分割溝を形成すべき多数個取り用シートあるいは分割すべき多数個取り用シートにおける少なくとも一方の表面における境界線に沿ってレーザーを照射して第1の溝を形成する第1ステップを行い、その後に前記第1溝の中間部分に沿って幅の狭いダイシングブレードあるいは刃物を挿入する第2ステップを行う、ことに着想して成されたものである。
即ち、本発明による第1のセラミック基板の製造方法(請求項1)は、セラミック基板となる複数の製品領域を縦横に隣接して有する多数個取り用シートに対し、複数の製品領域間に分割溝を形成する工程を含むセラミック基板の製造方法であって、上記複数の製品領域間に分割溝を形成する工程は、セラミック基板となる複数の製品領域を縦横に隣接して有する多数個取り用シートにおける少なくとも一方の表面において、隣接する製品領域に跨って導体層が形成されており、該導体層および隣接する製品領域を区分する境界線に沿ってレーザーを照射することにより、第1の溝を平面視で格子状に形成する第1ステップと、該第1ステップ後において、上記第1の溝が形成された多数個取り用シートにおける該第1の溝の幅方向における両端付近を除いた中間部分に対して、ダイシングブレードあるいは刃物を挿入することにより、第1溝よりも幅の狭い第2の溝を該第1の溝の底部に連通するように形成する第2ステップと、を有している、ことを特徴とする。
これによれば、第1ステップにより、多数個取り用シートの少なくとも一方の表面において、隣接する製品領域に跨って形成された導体層の中央付近および隣接する製品領域を区分する境界線に沿ってレーザーを照射することによって、比較的幅広な第1の溝を平面視で格子状に形成される。その結果、比較的パワーの低いレーザーによっても、上記第1の溝を形成できるので、導体層などの溶解や焦げの発生を防止できる。
更に、第2ステップにより、上記第1の溝の幅方向における両端付近を除いた中間部分に対して、比較的幅の狭いダイシングブレードあるいは刃物を挿入することで、第1の溝よりも幅の狭い第2の溝を該第1の溝の底部に連通するように形成される。その結果、多数個取り用シートの前記表面と比較的深い第2の溝との間のコーナー部の全長に沿って、上記第1の溝のほぼ半分に相当する断面の円弧状の凹部が形成される。そのため、従来のように水平な表面に対して直角にダイシングブレードや刃物が挿入されないので、導体層のバリや剥離を防止ないし抑制できると共に、前記多数個取り用シートを形成するグリーンシートやセラミックシートのコーナー部における欠けを抑制するか、皆無にした多数個取り用セラミック基板が得られる。
従って、追って前記第2の溝の底部と他方の表面との間を破断することにより、所定の寸法、形状、および外観を備えた複数のセラミック基板を確実に製造して提供することが可能となる。
更に、第2ステップにより、上記第1の溝の幅方向における両端付近を除いた中間部分に対して、比較的幅の狭いダイシングブレードあるいは刃物を挿入することで、第1の溝よりも幅の狭い第2の溝を該第1の溝の底部に連通するように形成される。その結果、多数個取り用シートの前記表面と比較的深い第2の溝との間のコーナー部の全長に沿って、上記第1の溝のほぼ半分に相当する断面の円弧状の凹部が形成される。そのため、従来のように水平な表面に対して直角にダイシングブレードや刃物が挿入されないので、導体層のバリや剥離を防止ないし抑制できると共に、前記多数個取り用シートを形成するグリーンシートやセラミックシートのコーナー部における欠けを抑制するか、皆無にした多数個取り用セラミック基板が得られる。
従って、追って前記第2の溝の底部と他方の表面との間を破断することにより、所定の寸法、形状、および外観を備えた複数のセラミック基板を確実に製造して提供することが可能となる。
尚、前記多数個取り用シートは、複数のグリーンシートあるいは複数のセラミックシートを積層し、且つ少なくとも一方の表面や層間に配線など導体層が形成された多数個取り用のグリーンシート積層体あるいはセラミック積層体である。上記グリーンシートは、アルミナなどのセラミック粉末、有機バインダ、可塑剤、および溶剤などを適宜配合したセラミックスラリをシート化したものである。
また、前記セラミックは、アルミナなどの高温焼成セラミックまたは低温焼成セラミックの一種であるガラス−セラミックである。
更に、前記レーザーには、例えば、YAGレーザー、CO2レーザー、YVO4レーザーなどが含まれる。
また、前記第1の溝は、例えば、円弧形状、半円形状、断面が浅い半楕円形状である。
更に、前記ダイシングブレードは、回転可能な円盤の周辺側に沿ってダイヤモンド砥粒を含む円環状の研削部を有している。
また、前記刃物は、直線状の刃身の一辺に沿って断面V字形状の刃先を有する。
加えて、前記導体層は、前記グリーンシートの表面において隣接する製品領域に跨って形成され、例えば、W、Mo、Cu、Agなどからなる。
また、前記セラミックは、アルミナなどの高温焼成セラミックまたは低温焼成セラミックの一種であるガラス−セラミックである。
更に、前記レーザーには、例えば、YAGレーザー、CO2レーザー、YVO4レーザーなどが含まれる。
また、前記第1の溝は、例えば、円弧形状、半円形状、断面が浅い半楕円形状である。
更に、前記ダイシングブレードは、回転可能な円盤の周辺側に沿ってダイヤモンド砥粒を含む円環状の研削部を有している。
また、前記刃物は、直線状の刃身の一辺に沿って断面V字形状の刃先を有する。
加えて、前記導体層は、前記グリーンシートの表面において隣接する製品領域に跨って形成され、例えば、W、Mo、Cu、Agなどからなる。
一方、本発明による第2のセラミック基板の製造方法(請求項2)は、セラミック基板となる複数の製品領域を縦横に隣接して有する多数個取り用シートを、複数のセラミック基板に分割する工程を含むセラミック基板の製造方法であって、上記複数のセラミック基板に分割する工程は、セラミック基板となる複数の製品領域を縦横に隣接して有する多数個取り用シートの少なくとも一方の表面において、上記複数の製品領域を区分する境界線に沿って、レーザーを照射することにより、溝を平面視で格子状に形成する第1ステップと、該第1ステップ後において、上記溝が形成された多数個取り用シートにおける該溝の幅方向における両端付近を除いた中間部分に対して、溝の開口幅よりも幅の狭いダイシングブレードあるいは刃物を挿入することにより、上記多数個取り用シートを複数の製品領域ごとに分割する第2ステップと、を有している、ことを特徴とする。
これによれば、第1ステップにより、多数個取り用シートの少なくとも一方の表面において、隣接する製品領域を区分する境界線に沿ってレーザーを照射することで、比較的幅広の溝が平面視で格子状に形成される。その結果、比較的パワーの低いレーザーによっても上記溝を形成できるので、グリーンシートや表面に形成された導体層などの溶解や焦げの発生を防止できる。
更に、第2ステップにより、上記溝の幅方向における両端付近を除いた中間部分に対して、比較的幅の狭いダイシングブレードあるいは刃物を挿入し且つ他方の表面などまでに挿入することで、上記多数個取り用シートがコーナー部にバリや欠けのない複数のセラミック基板に分割される。従って、所定の寸法、形状、および外観を備えた複数のセラミック基板を確実に製造して提供することが可能となる。
尚、前記溝は、例えば、円弧形状、半円形状、断面が浅い半楕円形状であり、前記第1の溝と同様の形態である。
また、上記セラミック基板は、焼成前の複数のグリーンシートが積層された基板本体、あるいは、焼成された複数のセラミックシートが一体に積層された基板本体の何れかを有している。
更に、第2ステップにより、上記溝の幅方向における両端付近を除いた中間部分に対して、比較的幅の狭いダイシングブレードあるいは刃物を挿入し且つ他方の表面などまでに挿入することで、上記多数個取り用シートがコーナー部にバリや欠けのない複数のセラミック基板に分割される。従って、所定の寸法、形状、および外観を備えた複数のセラミック基板を確実に製造して提供することが可能となる。
尚、前記溝は、例えば、円弧形状、半円形状、断面が浅い半楕円形状であり、前記第1の溝と同様の形態である。
また、上記セラミック基板は、焼成前の複数のグリーンシートが積層された基板本体、あるいは、焼成された複数のセラミックシートが一体に積層された基板本体の何れかを有している。
また、本発明には、前記多数個取り用シートは、焼成前のグリーンシートあるいは焼成後のセラミックシートの何れかである、セラミック基板の製造方法(請求項3)も含まれる。
これによれば、前記第1の製造方法において、例えば、複数のグリーンシートを積層した多数個取り用シートの状態で、前記第1および第2ステップを施すことで、比較的低いパワーのレーザー照射と、ダイシングブレードあるいは刃物の挿入とが可能となる。あるいは、第2の製造方法において、例えば、複数のセラミックシートを積層した多数個取り用シートの状態で、前記第1および第2ステップを施すことで、やや低めのパワーのレーザー照射と、ダイシングブレードの挿入とが可能となる。
従って、前記第1および第2の方法に適した形態の多数個取り用シートを用いることにより、複数のセラミック基板を効率良く製造することが可能となる。
これによれば、前記第1の製造方法において、例えば、複数のグリーンシートを積層した多数個取り用シートの状態で、前記第1および第2ステップを施すことで、比較的低いパワーのレーザー照射と、ダイシングブレードあるいは刃物の挿入とが可能となる。あるいは、第2の製造方法において、例えば、複数のセラミックシートを積層した多数個取り用シートの状態で、前記第1および第2ステップを施すことで、やや低めのパワーのレーザー照射と、ダイシングブレードの挿入とが可能となる。
従って、前記第1および第2の方法に適した形態の多数個取り用シートを用いることにより、複数のセラミック基板を効率良く製造することが可能となる。
尚、前記第1の製造方法および第2の製造方法において、第1ステップの対象がグリーンシートで且つ第2ステップの対象もグリーンシート、第1ステップの対象がグリーンシートで且つ第2ステップの対象がセラミックシート、あるいは、第1ステップの対象がセラミックシートで且つ第2ステップの対象もセラミックシート、との3通りの組み合わせがある。
また、第1ステップで施すレーザー照射は、グリーンシートおよびセラミックシートの何れに対しても行うことができる。
更に、第2ステップで施すダイシングブレードの回転を伴う挿入も、グリーンシートおよびセラミックシートの何れに対しても行うことができる。但し、第2ステップで施す刃物の挿入は、グリーンシートに対して行うことが推奨される。
また、第1ステップで施すレーザー照射は、グリーンシートおよびセラミックシートの何れに対しても行うことができる。
更に、第2ステップで施すダイシングブレードの回転を伴う挿入も、グリーンシートおよびセラミックシートの何れに対しても行うことができる。但し、第2ステップで施す刃物の挿入は、グリーンシートに対して行うことが推奨される。
更に、本発明には、前記第1の溝の底面と第2の溝の側面との間における交差角度、あるいは、前記溝の底面と前記ダイシングブレードまたは刃物が通過した跡に形成される側壁との間における交差角度は、鈍角である、セラミック基板の製造方法(請求項4)も含まれる。
これによれば、前記第1の溝の底面と第2の溝の側面との間における交差角度や、前記溝(半溝)の底面と前記ダイシングブレードまたは刃物が通過した跡に形成される側壁との間における交差角度が何れも90度超の鈍角であるため、前記導体層のバリや剥離、あるいは前記多数個取り用シートを形成するグリーンシートやセラミックシートの欠けを確実に抑制ないし皆無にすることができる。
尚、前記第1の溝の底面と第2の溝の側面、あるいは、前記溝と刃物などが通過した跡に形成される側壁とが形成する交差角度の鈍角は、90度超であれば良いが、望ましくは、100度以上、より望ましくは110度以上、更に望ましくは120度以上の鈍角である。
これによれば、前記第1の溝の底面と第2の溝の側面との間における交差角度や、前記溝(半溝)の底面と前記ダイシングブレードまたは刃物が通過した跡に形成される側壁との間における交差角度が何れも90度超の鈍角であるため、前記導体層のバリや剥離、あるいは前記多数個取り用シートを形成するグリーンシートやセラミックシートの欠けを確実に抑制ないし皆無にすることができる。
尚、前記第1の溝の底面と第2の溝の側面、あるいは、前記溝と刃物などが通過した跡に形成される側壁とが形成する交差角度の鈍角は、90度超であれば良いが、望ましくは、100度以上、より望ましくは110度以上、更に望ましくは120度以上の鈍角である。
以下において、本発明を実施するための形態について説明する。
図1は、本発明の第1の製造方法に用いる多数個取り用シート1を示す部分断面図である。かかる多数個取り用シート1は、図1に示すように、平面視で中央部にほぼ矩形(正方形または長方形)を呈する複数の貫通孔を有するグリーンシート5,6と、平板状のグリーンシート7,8とを積層し、且つ表面3および裏面4を有するグリーンシート積層体である。該多数個取り用シート1は、追ってセラミック基板(2a)となる複数の製品領域2を平面視で縦横方向に隣接して併有しており、製品領域2ごとの表面3には、平面視がほほ矩形の底面11と四辺の側面12とからなるキャビティ10が開口している。また、隣接するキャビティ10同士間の表面3には、複数の製品領域2を区分する境界線(面)9を跨いで、導体層(表面導体層)3aが帯状に形成されている。
図1は、本発明の第1の製造方法に用いる多数個取り用シート1を示す部分断面図である。かかる多数個取り用シート1は、図1に示すように、平面視で中央部にほぼ矩形(正方形または長方形)を呈する複数の貫通孔を有するグリーンシート5,6と、平板状のグリーンシート7,8とを積層し、且つ表面3および裏面4を有するグリーンシート積層体である。該多数個取り用シート1は、追ってセラミック基板(2a)となる複数の製品領域2を平面視で縦横方向に隣接して併有しており、製品領域2ごとの表面3には、平面視がほほ矩形の底面11と四辺の側面12とからなるキャビティ10が開口している。また、隣接するキャビティ10同士間の表面3には、複数の製品領域2を区分する境界線(面)9を跨いで、導体層(表面導体層)3aが帯状に形成されている。
前記グリーンシート5〜8は、例えば、アルミナなどのセラミック粉末、バインダ樹脂、溶剤などを適量ずつ配合して得られたセラミックスラリをドクターブレード法によってシート状に成形したものである。
また、前記導体層3aは、W粉末またはMo粉末を含む導電性ペーストをスクリーン印刷によって、前記表面3に沿って帯状に形成されたものである。
尚、前記グリーンシート5〜8間や裏面4にも、配線層やパッドなどの導体層(図示せず)が形成されている。更に、前記キャビティ10の底面11には、該キャビティ10に追って実装される水晶振動子などの電子部品の電極と導通するための接続端子(何れも図示せず)が形成されている。
また、前記導体層3aは、W粉末またはMo粉末を含む導電性ペーストをスクリーン印刷によって、前記表面3に沿って帯状に形成されたものである。
尚、前記グリーンシート5〜8間や裏面4にも、配線層やパッドなどの導体層(図示せず)が形成されている。更に、前記キャビティ10の底面11には、該キャビティ10に追って実装される水晶振動子などの電子部品の電極と導通するための接続端子(何れも図示せず)が形成されている。
本発明による第1の製造方法の第1ステップは、以下のようにして行なった。
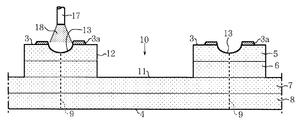
図2の左側に示すように、多数個取り用シート1の表面3において、隣接する前記製品領域2,2に跨って形成された導体層3aの中央付近と製品領域2,2間の境界線9とに沿って、上方から図示の奥行き方向に沿って移動可能なレーザートーチ17を垂下させ、該トーチ17からレーザー18を照射させる。その結果、図2に示すように、表面3側の境界線9に沿って断面がほぼ半楕円形である第1の溝13が形成され、且つ導体層3aが左右に分割された(第1ステップ)。かかる第1の溝13は、平面視において、縦横方向に沿って格子状に形成された。
上記第1の溝13は、例えば、幅が約130μmで且つ最深部の深さは約10μmである。かかる幅広で且つ浅い第1の溝13を得るには、前記レーザー18のパワーを低くいレベルとし且つ焦点を絞らずに広めとすることが望ましい。因みに、前記レーザー18は、YVO4レーザーであり、そのパワーは、約5Wで且つ加工速度は約100mm/秒であった。
尚、本発明において、第1の溝13の幅は、次述するダイシングブレード19の幅や、刃物の幅よりも、少なくとも30μm以上大きいことが必要である。
図2の左側に示すように、多数個取り用シート1の表面3において、隣接する前記製品領域2,2に跨って形成された導体層3aの中央付近と製品領域2,2間の境界線9とに沿って、上方から図示の奥行き方向に沿って移動可能なレーザートーチ17を垂下させ、該トーチ17からレーザー18を照射させる。その結果、図2に示すように、表面3側の境界線9に沿って断面がほぼ半楕円形である第1の溝13が形成され、且つ導体層3aが左右に分割された(第1ステップ)。かかる第1の溝13は、平面視において、縦横方向に沿って格子状に形成された。
上記第1の溝13は、例えば、幅が約130μmで且つ最深部の深さは約10μmである。かかる幅広で且つ浅い第1の溝13を得るには、前記レーザー18のパワーを低くいレベルとし且つ焦点を絞らずに広めとすることが望ましい。因みに、前記レーザー18は、YVO4レーザーであり、そのパワーは、約5Wで且つ加工速度は約100mm/秒であった。
尚、本発明において、第1の溝13の幅は、次述するダイシングブレード19の幅や、刃物の幅よりも、少なくとも30μm以上大きいことが必要である。
次いで、第1の製造方法における第2ステップを、以下のようにして行なった。
図3の左側に示すように、前記多数個取り用シート1の表面3に形成された第1の溝13の幅方向における両端付近の部分(約15μmずつ)を除いた中間部分に対して、第1の溝13の幅よりも狭い幅(約100μm)のダイシングブレード19を回転させつつ境界線9に沿って移動した。
その結果、図3の右側に示すように、第1の溝13よりも幅が狭く且つ最深部が最下層のグリーンシート8の中間に達する第2の溝14が上記第1の溝13の底面に連通して形成された(第2ステップ)。かかる第2の溝14も、平面視において、縦横方向に沿って格子状に形成された。尚、第1の溝13および第2の溝14によって、隣接する複数の製品領域2を区分する複合型の分割溝(13,14)が形成された。
図3の左側に示すように、前記多数個取り用シート1の表面3に形成された第1の溝13の幅方向における両端付近の部分(約15μmずつ)を除いた中間部分に対して、第1の溝13の幅よりも狭い幅(約100μm)のダイシングブレード19を回転させつつ境界線9に沿って移動した。
その結果、図3の右側に示すように、第1の溝13よりも幅が狭く且つ最深部が最下層のグリーンシート8の中間に達する第2の溝14が上記第1の溝13の底面に連通して形成された(第2ステップ)。かかる第2の溝14も、平面視において、縦横方向に沿って格子状に形成された。尚、第1の溝13および第2の溝14によって、隣接する複数の製品領域2を区分する複合型の分割溝(13,14)が形成された。
以上のような第1の製造方法における第1および第2ステップを経ることによって、図4の部分断面図と図5の部分平面図とで示すように、追ってセラミック基板(2a)となる複数の製品領域2を縦横に隣接して併有し、且つ製品領域2,2間ごとに沿って分割溝13,14が形成された多数個取り用シート1からなる多数個取り用セラミック基板20が得られた。因みに、図4の左側に示すように、前記第1の溝13の底面と第2の溝14の側面との間における交差角度θは、約110度の鈍角であった。
更に、上記多数個取り用セラミック基板20は、所定の温度で焼成され、更に、同時に焼成された導体層3aなどの外部に露出する導体挿の表面に電解Niメッキおよび電解Auメッキが順次施されて、Niメッキ膜およびAuメッキ膜を被覆された。最後に、第2の溝14の底面と裏面4との間のセラミック部分を垂直方向に沿って破断することにより、複数のセラミック基板(2a)に分割された。
更に、上記多数個取り用セラミック基板20は、所定の温度で焼成され、更に、同時に焼成された導体層3aなどの外部に露出する導体挿の表面に電解Niメッキおよび電解Auメッキが順次施されて、Niメッキ膜およびAuメッキ膜を被覆された。最後に、第2の溝14の底面と裏面4との間のセラミック部分を垂直方向に沿って破断することにより、複数のセラミック基板(2a)に分割された。
以上のようなセラミック基板の第1の製造方法によれば、第1ステップにより、多数個取り用シート1の表面3において、隣接する製品領域2,2に跨って形成された導体層3aおよび隣接する製品領域2,2を区分する境界線9に沿って比較的パワーの低いレーザー18を照射することで、比較的幅広な第1の溝13を平面視で格子状に形成できた。更に、第2ステップにより、第1の溝13の幅方向における両端付近を除いた中間部分に対して、比較的幅の狭いダイシングブレード19を挿入することで、第1の溝13よりも幅の狭い第2の溝14を該第1の溝13の底部に連通するように形成できた。その結果、レーザー照射による前記導体層3aの溶解や焦げの発生を防止でき、且つ導体層3aのバリや剥離を防止できたので、多数個取り用シート1を形成するグリーンシート5の表面3と第2の溝14の側面との間に位置する前記第1の溝13の約半分からなる円弧状の凹部によって、欠けや割れの発生を防止することができた。
従って、追って第2の溝14の底部と裏面4との間を破断することにより、所定の寸法、形状、および外観を備えた複数のセラミック基板2aを確実に製造して提供することが可能となった。
従って、追って第2の溝14の底部と裏面4との間を破断することにより、所定の寸法、形状、および外観を備えた複数のセラミック基板2aを確実に製造して提供することが可能となった。
図6は、第1の製造方法における応用形態を示し、前記表面3側における第1の溝13に加え、更に前記多数個取り用シート1における裏面4側に対しても、隣接する製品領域2,2間を区分する境界線9に沿って、前記同様のレーザー18を照射する第1ステップを行って、表面3と裏面4とに第1の溝13,13aを対称に形成した状態を示す部分断面である。
次いで、図7(a)に示すように、表面3側に開口する第1の溝13の中間部分に対し、前記ダイシングブレード19を挿入する第2ステップを施して、最深部がグリーンシート7の中間に達する第2の溝14を形成した。その結果、隣接する製品領域2,2間に表面3側に開口する分割溝13,14と、裏面4側に開口する第1の溝13aとが形成された多数個取り用シート1からなる多数個取り用セラミック基板(20)を得ることができた。
次いで、図7(a)に示すように、表面3側に開口する第1の溝13の中間部分に対し、前記ダイシングブレード19を挿入する第2ステップを施して、最深部がグリーンシート7の中間に達する第2の溝14を形成した。その結果、隣接する製品領域2,2間に表面3側に開口する分割溝13,14と、裏面4側に開口する第1の溝13aとが形成された多数個取り用シート1からなる多数個取り用セラミック基板(20)を得ることができた。
あるいは、図7(b)に示すように、表面3側に開口する第1の溝13の中間部分に対し、直線状の刀身で且つ断面V字状の刃物(図示せず)を挿入する第2ステップを施して、最深部がグリーンシート7の中間に達する断面V字状の第2の溝15を形成した。その結果、隣接する製品領域2,2間に表面3側に開口する分割溝13,15と、裏面4側に開口する第1の溝13aとが形成された多数個取り用シート1からなる多数個取り用セラミック基板(20)を得ることができた。尚、上記第1の溝13の底面と上記第2の溝15の側面との間における交差角度θも、約110度の鈍角であった。
以上のような多数個取り用シート1の裏面4側にも第1の溝13aを表面3側の第1の溝13と対称に形成し、更に表面3側の第1の溝13における幅方向の中間部分に第2の溝14,15を形成する応用形態の第1の製造方法によっても、前記形態と同様な効果を得ることができた。
尚、前記図3で示した第2ステップにおいて、前記ダイシングブレード19に替えて、前述した刃物を用いて、断面V字状の第2の溝15を形成しても良い。
以上のような多数個取り用シート1の裏面4側にも第1の溝13aを表面3側の第1の溝13と対称に形成し、更に表面3側の第1の溝13における幅方向の中間部分に第2の溝14,15を形成する応用形態の第1の製造方法によっても、前記形態と同様な効果を得ることができた。
尚、前記図3で示した第2ステップにおいて、前記ダイシングブレード19に替えて、前述した刃物を用いて、断面V字状の第2の溝15を形成しても良い。
次に、本発明による第2のセラミック基板2aの製造方法について説明する。
予め、図8(a)に示すように、前記同様の多数個取り用シート1における表面3の導体層3aの中央付近と境界線9とに沿って、前記同様のレーザー18を照射して溝13を形成した(第1ステップ)。かかる溝13は、平面視で縦横方向に沿って格子状に形成され、且つ前記第1の溝13と同様のものである。
次いで、図示のように、前記同様のダイシングブレード19を上記溝13の幅方向における中間付近で且つ境界線9に沿って、該溝13の底面側から挿入し、且つ該ダイシングブレード19を裏面4に達するまで挿入した(第2ステップ)。
尚、上記多数個取り用シート1は、グリーンシート5〜8からなるグリーンシート積層体であっても良く、あるいは、セラミックシート5〜8からなる一体のセラミック積層体であっても良い。
予め、図8(a)に示すように、前記同様の多数個取り用シート1における表面3の導体層3aの中央付近と境界線9とに沿って、前記同様のレーザー18を照射して溝13を形成した(第1ステップ)。かかる溝13は、平面視で縦横方向に沿って格子状に形成され、且つ前記第1の溝13と同様のものである。
次いで、図示のように、前記同様のダイシングブレード19を上記溝13の幅方向における中間付近で且つ境界線9に沿って、該溝13の底面側から挿入し、且つ該ダイシングブレード19を裏面4に達するまで挿入した(第2ステップ)。
尚、上記多数個取り用シート1は、グリーンシート5〜8からなるグリーンシート積層体であっても良く、あるいは、セラミックシート5〜8からなる一体のセラミック積層体であっても良い。
その結果、図8(b)の部分断面図と図9の平面図とで示すように、前記溝13の底面中央付近と裏面4との間の前記境界線9に沿って、前記多数個取り用シート1が複数のセラミック基板2aに分割された。個々のセラミック基板2aには、前記ダイシングブレード19が通過した跡の側壁16が四辺に形成されており、かかる側壁16と前記溝13の残部である半溝(凹部)13bの底面との交差角度θは、約105度の鈍角であった。
尚、分割された複数のセラミック基板2aは、グリーンシート5〜8からなる形態では、予め焼成された後、セラミックシート5〜8からなる形態のものと同じく前記電解メッキを施されることによって最終製品とされた。
尚、分割された複数のセラミック基板2aは、グリーンシート5〜8からなる形態では、予め焼成された後、セラミックシート5〜8からなる形態のものと同じく前記電解メッキを施されることによって最終製品とされた。
図10(a),(b)は、前記第2の製造方法における応用形態に関する。
予め、図10(a)に示すように、前記同様の多数個取り用シート1における表面3の導体層3aの中央付近と裏面4側の境界線9とに沿って、前記同様のレーザー18を個別に照射して、上下一対の溝13,13aを形成した(第1ステップ)。次いで、図示のように、前記ダイシングブレード19を溝13の幅方向における中間付近で且つ境界線9に沿って該溝13の底面から挿入し、且つ該ダイシングブレード19を裏面4側の溝13aの底面に達するまで挿入した(第2ステップ)。その結果、図10(b)に示すように、四辺において表面3側の断面がほぼ円弧形状の凹部である半溝13bと裏面4の同様な半溝13cとの間に垂直な側壁16を有する複数のセラミック基板2aが得られた。
予め、図10(a)に示すように、前記同様の多数個取り用シート1における表面3の導体層3aの中央付近と裏面4側の境界線9とに沿って、前記同様のレーザー18を個別に照射して、上下一対の溝13,13aを形成した(第1ステップ)。次いで、図示のように、前記ダイシングブレード19を溝13の幅方向における中間付近で且つ境界線9に沿って該溝13の底面から挿入し、且つ該ダイシングブレード19を裏面4側の溝13aの底面に達するまで挿入した(第2ステップ)。その結果、図10(b)に示すように、四辺において表面3側の断面がほぼ円弧形状の凹部である半溝13bと裏面4の同様な半溝13cとの間に垂直な側壁16を有する複数のセラミック基板2aが得られた。
以上のような本発明による第2のセラミック基板2aによれば、第1ステップにより、多数個取り用シート1の少なくとも表面3において、隣接する製品領域2,2を区分する境界線9に沿ってレーザー18を照射することで、比較的幅広の溝13が平面視で格子状に形成された。更に、第2ステップにより、溝13の幅方向における両端付近を除いた中間部分に対して、比較的幅の狭いダイシングブレード19を挿入することで、上記シート1が複数のセラミック基板2aに分割された。その結果、上記溝13は、比較的パワーの低いレーザー18により形成でき、表面3に形成された導体層3aなどに溶解や焦げ、あるいは、グリーンシート5,8あるいはセラミックシート5,8のコーナー部におけるバリや欠けの発生を防止できた。
従って、所定の寸法、形状、および外観を備えた複数のセラミック基板2aを確実に提供することができた。
尚、前記第2ステップにおける前記ダイシングブレード19に替えて、刃物によって前記多数個取り用シート1を複数のセラミック基板2aに分割しても良い。
従って、所定の寸法、形状、および外観を備えた複数のセラミック基板2aを確実に提供することができた。
尚、前記第2ステップにおける前記ダイシングブレード19に替えて、刃物によって前記多数個取り用シート1を複数のセラミック基板2aに分割しても良い。
本発明は、以上において説明した各形態に限定されるものではない。
例えば、前記多数個取り用シート1のグリーンシート5〜8あるいはセラミックシート5〜8は、アルミナ以外の高温焼成セラミックになるものにしたり、あるいはガラス−セラミックなどの低温焼成セラミックとなるものであっても良い。
また、前記第1の製造方法において、前記多数個取り用シート1の裏面4側にも、前記導体層3aとほぼ対称の導体層が形成されていても良い。
更に、前記第2の製造方法において、前記多数個取り用シート1の表面3には、前記導体層3aが形成されていない形態であっても良い。
また、前記第1および第2の製造方法において、前記多数個取り用シート1の裏面4に、前記第1の溝13aや溝13aに替えて、刃物による断面V字状の第1の溝あるいは溝を前記境界線9に沿って形成しても良い。
加えて、本発明により得られるセラミック基板は、前記キャビティ10を有しない平板状の基板本体からなる形態であっても良い。
例えば、前記多数個取り用シート1のグリーンシート5〜8あるいはセラミックシート5〜8は、アルミナ以外の高温焼成セラミックになるものにしたり、あるいはガラス−セラミックなどの低温焼成セラミックとなるものであっても良い。
また、前記第1の製造方法において、前記多数個取り用シート1の裏面4側にも、前記導体層3aとほぼ対称の導体層が形成されていても良い。
更に、前記第2の製造方法において、前記多数個取り用シート1の表面3には、前記導体層3aが形成されていない形態であっても良い。
また、前記第1および第2の製造方法において、前記多数個取り用シート1の裏面4に、前記第1の溝13aや溝13aに替えて、刃物による断面V字状の第1の溝あるいは溝を前記境界線9に沿って形成しても良い。
加えて、本発明により得られるセラミック基板は、前記キャビティ10を有しない平板状の基板本体からなる形態であっても良い。
本発明によれば、セラミック基板ごとのコーナー部でのバリや欠けの発生を抑制したり、表面に形成したメタライズ層などの溶解や焦げがないように、複数のセラミック基板となる多数個取り用シートに分割溝を形成する方法、および該多数個取り用シートを分割するセラミック基板の製造方法を提供することができる。
1…………………多数個取り用シート
2…………………製品領域
2a………………セラミック基板
3…………………表面(一方の表面)
4…………………裏面(他方の表面)
5〜8……………グリーンシート/セラミックシート
9…………………境界線
13,13a……第1の溝/溝
13b,13c…半溝
14,15………第2の溝
16………………側壁
18………………レーザー
19………………ダイシングブレード
θ…………………交差角度
2…………………製品領域
2a………………セラミック基板
3…………………表面(一方の表面)
4…………………裏面(他方の表面)
5〜8……………グリーンシート/セラミックシート
9…………………境界線
13,13a……第1の溝/溝
13b,13c…半溝
14,15………第2の溝
16………………側壁
18………………レーザー
19………………ダイシングブレード
θ…………………交差角度
Claims (4)
- セラミック基板となる複数の製品領域を縦横に隣接して有する多数個取り用シートに対し、複数の製品領域間に分割溝を形成する工程を含むセラミック基板の製造方法であって、
上記複数の製品領域間に分割溝を形成する工程は、
セラミック基板となる複数の製品領域を縦横に隣接して有する多数個取り用シートにおける少なくとも一方の表面において、隣接する製品領域に跨って導体層が形成されており、該導体層および隣接する製品領域を区分する境界線に沿ってレーザーを照射することにより、第1の溝を平面視で格子状に形成する第1ステップと、
上記第1ステップ後において、上記第1の溝が形成された多数個取り用シートにおける該第1の溝の幅方向における両端付近を除いた中間部分に対して、ダイシングブレードあるいは刃物を挿入することにより、第1溝よりも幅の狭い第2の溝を該第1の溝の底部に連通するように形成する第2ステップと、を有している、
ことを特徴とするセラミック基板の製造方法。 - セラミック基板となる複数の製品領域を縦横に隣接して有する多数個取り用シートを、複数のセラミック基板に分割する工程を含むセラミック基板の製造方法であって、
上記複数のセラミック基板に分割する工程は、
セラミック基板となる複数の製品領域を縦横に隣接して有する多数個取り用シートの少なくとも一方の表面において、上記複数の製品領域を区分する境界線に沿って、レーザーを照射することにより、溝を平面視で格子状に形成する第1ステップと、
上記第1ステップ後において、上記溝が形成された多数個取り用シートにおける該溝の幅方向における両端付近を除いた中間部分に対して、溝の開口幅よりも幅の狭いダイシングブレードあるいは刃物を挿入することにより、上記多数個取り用シートを複数の製品領域ごとに分割する第2ステップと、を有している、
ことを特徴とするセラミック基板の製造方法。 - 前記多数個取り用シートは、焼成前のグリーンシートあるいは焼成後のセラミックシートの何れかである、
ことを特徴とする請求項1または2に記載のセラミック基板の製造方法。 - 前記第1の溝の底面と第2の溝の側面との間における交差角度、あるいは、前記溝の底面と前記ダイシングブレードまたは刃物が通過した跡に形成される側壁との間における交差角度は、鈍角である、
ことを特徴とする請求項1乃至3の何れか一項に記載のセラミック基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012140940A JP2014007235A (ja) | 2012-06-22 | 2012-06-22 | セラミック基板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012140940A JP2014007235A (ja) | 2012-06-22 | 2012-06-22 | セラミック基板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014007235A true JP2014007235A (ja) | 2014-01-16 |
Family
ID=50104724
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012140940A Pending JP2014007235A (ja) | 2012-06-22 | 2012-06-22 | セラミック基板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014007235A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107534024A (zh) * | 2016-01-22 | 2018-01-02 | 京瓷株式会社 | 电子部件收纳用封装体、多连片布线基板、电子装置以及电子模块 |
| CN113035823A (zh) * | 2019-12-25 | 2021-06-25 | 台湾积体电路制造股份有限公司 | 封装结构 |
| US20230395431A1 (en) * | 2022-06-02 | 2023-12-07 | Taiwan Semiconductor Manufacturing Co., Ltd. | Semiconductor Packages and Methods of Forming |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005064231A (ja) * | 2003-08-12 | 2005-03-10 | Disco Abrasive Syst Ltd | 板状物の分割方法 |
| JP2005246518A (ja) * | 2004-03-02 | 2005-09-15 | Tokuyama Corp | 基板の切断方法 |
| JP2011071355A (ja) * | 2009-09-25 | 2011-04-07 | Murata Mfg Co Ltd | セラミック多層基板の製造方法 |
| JP2012081647A (ja) * | 2010-10-12 | 2012-04-26 | Ngk Spark Plug Co Ltd | グリーンシートの溝加工装置および多数個取り配線基板の製造方法 |
-
2012
- 2012-06-22 JP JP2012140940A patent/JP2014007235A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005064231A (ja) * | 2003-08-12 | 2005-03-10 | Disco Abrasive Syst Ltd | 板状物の分割方法 |
| JP2005246518A (ja) * | 2004-03-02 | 2005-09-15 | Tokuyama Corp | 基板の切断方法 |
| JP2011071355A (ja) * | 2009-09-25 | 2011-04-07 | Murata Mfg Co Ltd | セラミック多層基板の製造方法 |
| JP2012081647A (ja) * | 2010-10-12 | 2012-04-26 | Ngk Spark Plug Co Ltd | グリーンシートの溝加工装置および多数個取り配線基板の製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107534024A (zh) * | 2016-01-22 | 2018-01-02 | 京瓷株式会社 | 电子部件收纳用封装体、多连片布线基板、电子装置以及电子模块 |
| CN107534024B (zh) * | 2016-01-22 | 2018-10-26 | 京瓷株式会社 | 电子部件收纳用封装体、多连片布线基板、电子装置以及电子模块 |
| CN113035823A (zh) * | 2019-12-25 | 2021-06-25 | 台湾积体电路制造股份有限公司 | 封装结构 |
| US20220336412A1 (en) * | 2019-12-25 | 2022-10-20 | Taiwan Semiconductor Manufacturing Company, Ltd. | Package structure and method of fabricating the same |
| US12381177B2 (en) * | 2019-12-25 | 2025-08-05 | Taiwan Semiconductor Manufacturing Company, Ltd. | Package structure and method of fabricating the same |
| US20230395431A1 (en) * | 2022-06-02 | 2023-12-07 | Taiwan Semiconductor Manufacturing Co., Ltd. | Semiconductor Packages and Methods of Forming |
| US12538559B2 (en) * | 2022-06-02 | 2026-01-27 | Taiwan Semiconductor Manufacturing Co., Ltd. | Semiconductor packages and methods of forming |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5763962B2 (ja) | セラミック配線基板、多数個取りセラミック配線基板、およびその製造方法 | |
| US9049793B2 (en) | Multi-piece-array and method of manufacturing the same | |
| JP6006474B2 (ja) | 配線基板、多数個取り配線基板、およびその製造方法 | |
| CN103548426B (zh) | 布线基板、多连片布线基板及其制造方法 | |
| JP5945099B2 (ja) | 配線基板、多数個取り配線基板、およびその製造方法 | |
| JP2016195244A (ja) | 窒化珪素系セラミックス集合基板及びその製造方法 | |
| JP2014007235A (ja) | セラミック基板の製造方法 | |
| JP4163200B2 (ja) | セラミックパッケージ及びその製造方法、多数個取り用セラミックパッケージ及びその製造方法 | |
| JP2004276386A (ja) | 分割用セラミック基板およびその製造方法 | |
| JP2017092289A (ja) | 多数個取り用パッケージおよびセラミックパッケージおよびこれらの製造方法 | |
| JP2019047005A (ja) | 多数個取りセラミック基板およびその製造方法 | |
| JP5851860B2 (ja) | 多層配線基板及びその製造方法 | |
| JPH1126913A (ja) | 配線基板の製造方法 | |
| JP2008060096A (ja) | 多数個取り配線基板およびその製造方法 | |
| JP2013122979A (ja) | 多数個取り配線基板およびその製造方法 | |
| JP2009200404A (ja) | セラミック配線板の製造方法 | |
| JP2005086131A (ja) | セラミック電子部品の製造方法 | |
| JP5723187B2 (ja) | 多数個取り基板 | |
| JP2005313479A (ja) | セラミック基板の製造方法 | |
| JP2004022637A (ja) | 多層集合基板およびその製造方法ならびに多層セラミック基板の製造方法 | |
| JP5946249B2 (ja) | 多数個取り配線基板の製造方法 | |
| JP2013214667A (ja) | セラミック配線基板の製造方法 | |
| JP2016149419A (ja) | 多数個取り配線基板の製造方法 | |
| JP2009212319A (ja) | 多数個取り配線基板の製造方法 | |
| JPH11233690A (ja) | 多層セラミック基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160629 |