JP2014012783A - ロール体 - Google Patents
ロール体 Download PDFInfo
- Publication number
- JP2014012783A JP2014012783A JP2012151182A JP2012151182A JP2014012783A JP 2014012783 A JP2014012783 A JP 2014012783A JP 2012151182 A JP2012151182 A JP 2012151182A JP 2012151182 A JP2012151182 A JP 2012151182A JP 2014012783 A JP2014012783 A JP 2014012783A
- Authority
- JP
- Japan
- Prior art keywords
- acrylic
- layer
- sensitive adhesive
- roll body
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
【課題】剥離層とアクリル系粘着剤層とアクリル系基材層とをこの順に有する少なくとも3層からなる粘着シートを共押出成形によって製造する場合に、該アクリル系粘着剤層と該アクリル系基材層とを均一かつ良好に一体化させることができる、共押出成形に関連する技術を提供する。
【解決手段】本発明のロール体は、積層体の巻回し構造を含むロール体であって、該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。
【選択図】図1
【解決手段】本発明のロール体は、積層体の巻回し構造を含むロール体であって、該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。
【選択図】図1
Description
本発明は、積層体の巻回し構造を含むロール体に関する。
アクリル系樹脂は、耐光性や透明性に優れており、また、該アクリル系樹脂を合成するための原料の組み合わせにより様々な用途に適した機能を付加することが可能である。
例えば、ソフトセグメントであるアクリル酸エステルのブロック共重合体とハードセグメントであるメタクリル酸エステルとを、リビング重合法にて精密重合することにより、耐熱性、耐候性、柔軟性、透明性、粘着性など様々な面において優れた特性を有するアクリル系樹脂を提供し得る(特許文献1〜3参照)。
最近、上記のような優れた特性を有するアクリル系樹脂を基材層や粘着剤層などに用いた粘着シートやフィルムが提案されている(特許文献4、5参照)。
特許文献4においては、〔剥離層〕/〔アクリル系樹脂からなる粘着層〕/〔アクリル系樹脂からなる基材層〕の3層構造の粘着シートが提案されている。この粘着シートは、剥離層の形成材料と粘着層の形成材料(アクリル系樹脂)と基材層の形成材料(アクリル系樹脂)を、〔剥離層〕/〔アクリル系樹脂からなる粘着層〕/〔アクリル系樹脂からなる基材層〕の3層構造が得られるように共押出成形して一体化させて製造している。特許文献5においては、〔剥離層〕/〔アクリル系樹脂からなる粘着層〕/〔アクリル系樹脂からなる透明層〕の3層構造のフィルムが提案されている。このフィルムは、剥離層の形成材料と粘着層の形成材料(アクリル系樹脂)と透明層の形成材料(アクリル系樹脂)を、〔剥離層〕/〔アクリル系樹脂からなる粘着層〕/〔アクリル系樹脂からなる透明層〕の3層構造が得られるように共押出成形して一体化させて製造している。
特許文献4や特許文献5で提案されているような粘着シートやフィルムにおいては、粘着剤層に採用するアクリル系樹脂と基材層に採用するアクリル系樹脂は、それらに要求される特性が異なるため、通常、互いにその組成が異なる。ところが、アクリル系樹脂は、粘度の温度依存性が高く、粘度によって物性が大きく異なる。このため、特許文献4や特許文献5に記載のように、互いに異なる組成のアクリル系樹脂を含む2層の積層構造を含む積層体を共押出成形して一体化させて製造する場合、該2層それぞれの粘度が異なるために該2層それぞれの共押出成形適正温度が異なってしまう。その結果、このような共押出成形を行った場合、互いに異なる組成のアクリル系樹脂を含む2層の粘度差に起因して、該2層が均一かつ良好に一体化させることが難しいという問題が生じる。
本発明は上記従来の課題を解決するためになされたものであり、その目的とするところは、剥離層とアクリル系粘着剤層とアクリル系基材層とをこの順に有する少なくとも3層からなる粘着シートを共押出成形によって製造する場合に、該アクリル系粘着剤層と該アクリル系基材層とを均一かつ良好に一体化させることができる、共押出成形に関連する技術を提供することにある。
上記課題を解決するために検討を行い、共押出成型して一体化させた後にロール形状に巻き取って得られるロール体に着目した。そして、特定の構成を有するロール体とすれば、上記課題が解決できることを見出した。
本発明のロール体は、
積層体の巻回し構造を含むロール体であって、
該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。
積層体の巻回し構造を含むロール体であって、
該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。
好ましい実施形態においては、上記アクリル系粘着剤層(B)は、アクリル酸エステルブロック構造とメタクリル酸エステルブロック構造を含むアクリル系ブロック共重合体を含む。
好ましい実施形態においては、上記アクリル系ブロック共重合体の重量平均分子量が30000〜300000である。
好ましい実施形態においては、上記アクリル系基材層(C)は、アクリル酸エステルブロック構造とメタクリル酸エステルブロック構造を含むアクリル系ブロック共重合体を含む。
好ましい実施形態においては、上記アクリル系ブロック共重合体の重量平均分子量が30000〜300000である。
好ましい実施形態においては、上記剥離層(A)は、ポリオレフィン系樹脂を含む。
本発明のロール体の製造方法は、
積層体の巻回し構造を含むロール体の製造方法であって、
該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体であり、
該アクリル系基材層(C)の形成材料(c)と該剥離層(A)の形成材料(a)と該アクリル系粘着剤層(B)の形成材料(b)を、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する積層体が得られるように共押出成形して一体化させた後、ロール形状に巻き取る。
積層体の巻回し構造を含むロール体の製造方法であって、
該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体であり、
該アクリル系基材層(C)の形成材料(c)と該剥離層(A)の形成材料(a)と該アクリル系粘着剤層(B)の形成材料(b)を、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する積層体が得られるように共押出成形して一体化させた後、ロール形状に巻き取る。
本発明によれば、剥離層とアクリル系粘着剤層とアクリル系基材層とをこの順に有する少なくとも3層からなる粘着シートを共押出成形によって製造する場合に、該アクリル系粘着剤層と該アクリル系基材層とを均一かつ良好に一体化させることができる、共押出成形に関連する技術を提供することができる。
≪≪ロール体≫≫
本発明のロール体は、積層体の巻回し構造を含むロール体である。好ましくは、共押出成形によって一体化されたシート状の積層体の巻回し構造を含むロール体である。ロール体の巻数の数は、使用目的等に応じて、任意の適切な数に設定し得る。したがって、ロール体の大きさも、使用目的等に応じて、任意の適切な大きさに設定し得る。
本発明のロール体は、積層体の巻回し構造を含むロール体である。好ましくは、共押出成形によって一体化されたシート状の積層体の巻回し構造を含むロール体である。ロール体の巻数の数は、使用目的等に応じて、任意の適切な数に設定し得る。したがって、ロール体の大きさも、使用目的等に応じて、任意の適切な大きさに設定し得る。
本発明のロール体を構成する積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。この積層体の厚みは、用途に応じて、任意の適切な厚みに設定し得る。この積層体の厚みは、好ましくは2μm〜500μmであり、より好ましくは5μm〜300μmであり、さらに好ましくは10μm〜200μmである。
剥離層(A)は、1層のみからなっていても良いし、2層以上からなっていても良い。剥離層(A)が2層以上からなっている場合は、各層が全て同種の層であっても良いし、少なくとも2層が異種の層であっても良い。
アクリル系粘着剤層(B)は、1層のみからなっていても良いし、2層以上からなっていても良い。アクリル系粘着剤層(B)が2層以上からなっている場合は、各層が全て同種の層であっても良いし、少なくとも2層が異種の層であっても良い。
アクリル系基材層(C)は、1層のみからなっていても良いし、2層以上からなっていても良い。アクリル系基材層(C)が2層以上からなっている場合は、各層が全て同種の層であっても良いし、少なくとも2層が異種の層であっても良い。
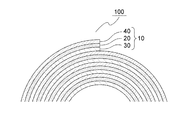
図1は、本発明の好ましい実施形態によるロール体の一部の概略断面図である。ロール体100は、積層体10の巻回し構造を含む。積層体10は、アクリル系基材層(C)40と剥離層(A)20とアクリル系粘着剤層(B)30とをこの順に有する。
≪剥離層(A)≫
本発明のロール体を構成する積層体において、剥離層(A)は、アクリル系基材層(C)とアクリル系粘着剤層(B)とに挟まれた層である。
本発明のロール体を構成する積層体において、剥離層(A)は、アクリル系基材層(C)とアクリル系粘着剤層(B)とに挟まれた層である。
剥離層(A)は、典型的には、23℃において非粘着性である。
剥離層(A)は、好ましくは、アクリル系粘着剤層(B)の剥離ライナーとして機能し得る層である。例えば、剥離層(A)は、アクリル系粘着剤層(B)との間で界面破壊し得ることが好ましい。また、剥離層(A)は、途中で裂けたり千切れたりすることなく、アクリル系粘着剤層(B)から連続的に引き剥がし可能であることが好ましい。
剥離層(A)は、アクリル系基材層(C)との間で容易に層間剥離し得ることが好ましい。
剥離層(A)の厚みは、用途に応じて、任意の適切な厚みを採用し得る。剥離層(A)の厚みは、好ましくは10μm〜300μmであり、より好ましくは20μm〜250μmであり、さらに好ましくは30μm〜200μmである。
剥離層(A)は、1層のみからなっていても良いし、2層以上からなっていても良い。剥離層(A)が2層以上からなる場合には、好ましくは2〜5層であり、より好ましくは2〜3層である。剥離層(A)が1層のみからなる場合には、共押出成形が容易となり得る。剥離層が2層以上からなる場合には、各層で機能を分けることができる。
剥離層(A)は、好ましくは、ポリオレフィン系樹脂を含む。ポリオレフィン系樹脂としては、共押出成形し得る限りにおいて、任意の適切なポリオレフィン系樹脂を採用し得る。
剥離層(A)のうち少なくともアクリル系粘着剤層(B)側の表面(すなわち剥離面)は、ポリオレフィン系樹脂を主成分とする剥離面形成材料により構成されていることが好ましい。このような構成の剥離層(A)は、アクリル系粘着剤層(B)からの剥離性に優れたものとなりやすい。上記主成分とは、好ましくは50重量%以上であり、より好ましくは70重量%以上であり、さらに好ましくは90重量%以上であり、特に好ましくは95重量%以上であり、最も好ましくは実質的に100重量%である。
ポリオレフィン系樹脂としては、好ましくは、α−オレフィンのホモポリマー、2種類以上のα−オレフィンの共重合体、ブロックポリプロピレン、ランダムポリプロピレン、1種または2種以上のα−オレフィンと他のビニルモノマーの共重合体が挙げられる。共重合体の形態としては、例えば、ブロック形態やランダム形態が挙げられる。
ポリオレフィン系樹脂としては、具体的には、より好ましくは、ポリエチレン(PE)、ホモポリプロピレン(PP)、ブロックポリプロピレン、ランダムポリプロピレンが挙げられる。
α−オレフィンとしては、炭素原子数2〜12のα−オレフィンが好ましい。このようなα−オレフィンとしては、例えば、エチレン、プロピレン、1−ブテン、4−メチル−1−ペンテンなどが挙げられる。
α−オレフィンのホモポリマーとしては、例えば、ポリエチレン(PE)、ホモポリプロピレン(PP)、ポリ(1−ブテン)、ポリ(4−メチル−1−ペンテン)などが挙げられる。
ポリエチレン(PE)としては、例えば、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、中密度ポリエチレン、高密度ポリエチレン(HDPE)などが挙げられる。
ホモポリプロピレンの構造は、アイソタクチック、アタクチック、シンジオタクチックのいずれであってもよい。
2種類以上のα−オレフィンの共重合体としては、例えば、エチレン/プロピレン共重合体、エチレン/1−ブテン共重合体、エチレン/プロピレン/1−ブテン共重合体、エチレン/炭素原子数5〜12のα−オレフィン共重合体、プロピレン/炭素原子数5〜12のα−オレフィン共重合体などが挙げられる。
1種または2種以上のα−オレフィンと他のビニルモノマーの共重合体としては、例えば、エチレン/酢酸ビニル共重合体、エチレン/アクリル酸アルキルエステル共重合体、エチレン/メタクリル酸アルキルエステル共重合体、エチレン−非共役ジエン共重合体などが挙げられる。
剥離層(A)がポリオレフィン系樹脂を含む場合、そのポリオレフィン系樹脂は、1種のみであっても良いし、2種以上であっても良い。剥離層(A)が2種以上のポリオレフィン系樹脂を含む場合、その形態としては、ブレンドや共重合などが挙げられる。
ポリオレフィン系樹脂は市販品を用いてもよい。
剥離層(A)は、必要に応じて、任意の適切な添加剤を含有し得る。剥離層(A)に含有され得る添加剤としては、例えば、離型剤、紫外線吸収剤、耐熱安定化剤、充填剤、滑剤、着色剤(染料など)、酸化防止剤、目ヤニ防止剤、アンチブロッキング剤、発泡剤、ポリエチレンイミン等が挙げられる。剥離層(A)に含有される添加剤の種類、数、および量は、目的に応じて適切に設定され得る。
離型剤としては、例えば、脂肪酸アマイド系離型剤、シリコーン系離型剤、フッ素系離型剤、長鎖アルキル系離型剤等が挙げられる。より剥離性とブリードアウトによる汚染性のバランスに優れた剥離層を形成し得るという観点からは、好ましくは脂肪酸アマイド系離型剤であり、より好ましくは飽和脂肪酸ビスアマイドである。離型剤の含有量は、任意の適切な含有量を採用し得る。代表的には、剥離層(A)中の樹脂成分(好ましくは、ポリオレフィン系樹脂)に対して、好ましくは0.01重量%〜5重量%である。
紫外線吸収剤としては、例えば、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物、ベンゾエート系化合物等が挙げられる。紫外線吸収剤の含有量は、成形時にブリードアウトしない限りにおいて、任意の適切な含有量を採用し得る。代表的には、剥離層(A)中の樹脂成分(好ましくは、ポリオレフィン系樹脂)に対して、好ましくは0.01重量%〜5重量%である。
耐熱安定化剤としては、例えば、ヒンダードアミン系化合物、リン系化合物およびシアノアクリレート系化合物等が挙げられる。耐熱安定化剤の含有量は、成形時にブリードアウトしない限りにおいて、任意の適切な含有量を採用し得る。代表的には、剥離層(C)中の樹脂成分(好ましくは、ポリオレフィン系樹脂)に対して、好ましくは0.01重量%〜5重量%である。
充填剤としては、例えば、タルク、酸化チタン、酸化カルシウム、酸化マグネシウム、酸化亜鉛、酸化チタン、炭酸カルシウム、シリカ、クレー、マイカ、硫酸バリウム、ウィスカー、水酸化マグネシウム等の無機充填剤が挙げられる。充填剤の平均粒径は、好ましくは、0.1μm〜10μmである。充填剤の含有量は、剥離層(A)中の樹脂成分(好ましくは、ポリオレフィン系樹脂)に対して、好ましくは1重量%〜200重量%である。
≪アクリル系粘着剤層(B)≫
本発明のロール体を構成する積層体において、アクリル系粘着剤層(B)は、剥離層(A)と積層された最外層である。
本発明のロール体を構成する積層体において、アクリル系粘着剤層(B)は、剥離層(A)と積層された最外層である。
アクリル系粘着剤層(B)の厚みは、用途に応じて、任意の適切な厚みに設定し得る。アクリル系粘着剤層(B)の厚みは、好ましくは1μm〜200μmであり、より好ましくは2μm〜100μmであり、さらに好ましくは3μm〜50μmである。
アクリル系粘着剤層(B)に含まれる粘着剤としては、本発明の効果を損なわない範囲で任意の適切な粘着剤を採用し得る。アクリル系粘着剤層(B)を構成する粘着剤は、1種のみであっても良いし、2種以上であっても良い。
アクリル系粘着剤層(B)に含まれる粘着剤としては、好ましくは、アクリル酸エステルブロック構造(「Acブロック」と称する)とメタクリル酸エステルブロック構造(「MAcブロック」と称する)を含むアクリル系ブロック共重合体が挙げられる。アクリル系粘着剤層(B)は、より好ましくは、このようなアクリル系ブロック共重合体を50重量%以上含み、さらに好ましくは70重量%以上含み、特に好ましくは90重量%以上含む。アクリル系粘着剤層(B)は、このようなアクリル系ブロック共重合体を1種のみ含んでいても良いし、2種以上を含んでいても良い。
アクリル系ブロック共重合体としては、AcブロックとMAcブロックとが交互に配置されたブロック構造であることが好ましい。また、AcブロックとMAcブロックとの合計ブロック数は、好ましくは3以上であり、より好ましくは3〜5である。
Acブロックは、好ましくは、アクリル酸エステルを主成分とするモノマー由来のブロック構造である。具体的には、Acブロックを構成するためのモノマー中のアクリル酸エステルの含有割合は、好ましくは50重量%以上であり、より好ましくは70重量%以上であり、さらに好ましくは90重量%以上、特に好ましくは95重量%以上、最も好ましくは実質的に100重量%である。
Acブロックを構成するためのモノマー中のアクリル酸エステルは、1種のみであっても良いし、2種以上であっても良い。
Acブロックを構成するためのモノマー中に、アクリル酸エステル以外のモノマー(他のモノマー)を含む場合、他のモノマーとしては、任意の適切なモノマーを採用し得る。
Acブロックを構成するためのモノマー中のアクリル酸エステルとしては、例えば、アクリル酸の脂肪族炭化水素エステル、アクリル酸の脂環式炭化水素エステル、アクリル酸の芳香族炭化水素エステル、エーテル結合を含むアルコールとアクリル酸とのエステル、水酸基を有するアクリル酸エステル、アミノ基を有するアクリル酸エステル、アルコキシシリル基を有するアクリル酸エステル、アクリル酸のアルキレンオキサイド付加物などが挙げられる。
アクリル酸の脂肪族炭化水素エステルとしては、例えば、メチルアクリレート、エチルアクリレート、n−プロピルアクリレート、イソプロピルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、tert−ブチルアクリレート、n−ペンチルアクリレート、n−ヘキシルアクリレート、n−ヘプチルアクリレート、n−オクチルアクリレート、2−エチルヘキシルアクリレート、ノニルアクリレート、イソノニルアクリレート、デシルアクリレート、ドデシルアクリレート、ステアリルアクリレートなどが挙げられる。
アクリル酸の脂環式炭化水素エステルとしては、例えば、シクロヘキシルアクリレート、イソボルニルアクリレートなどが挙げられる。
アクリル酸の芳香族炭化水素エステルとしては、例えば、フェニルアクリレート、ベンジルアクリレート、トルイルアクリレートなどが挙げられる。
エーテル結合を含むアルコールとアクリル酸とのエステルとしては、例えば、2−メトキシエチルアクリレート、2−メトキシブチルアクリレート等のアルコキシアルキルアクリレート;グリシジルアクリレート、メチルグリシジルアクリレート等のエポキシ基含有アクリレート;などが挙げられる。
水酸基を有するアクリル酸エステルとしては、例えば、2−ヒドロキシエチルアクリレート、2−ヒドロキシプロピルアクリレート、3−ヒドロキシプロピルアクリレート、2−ヒドロキシブチルアクリレート、4−ヒドロキシブチルアクリレート等のヒドロキシアルキルアクリレートなどが挙げられる。
アミノ基を有するアクリル酸エステルとしては、例えば、2−アミノエチルアクリレート、N,N−ジメチルアミノエチルアクリレート、N,N−ジメチルアミノプロピルアクリレートなどが挙げられる。
アルコキシシリル基を有するアクリル酸エステルとしては、例えば、3−アクリロキシプロピルトリメトキシシラン、3−アクリロキシプロピルトリエトキシシラン、3−アクリロキシプロピルメチルジメトキシシラン、3−アクリロキシプロピルメチルジエトキシシランなどが挙げられる。
アクリル酸のアルキレンオキサイド付加物としては、例えば、CH2=CHCOO(CH2CH2O)nH(nは、例えば、1〜10)で表されるエチレンオキサイド付加物などが挙げられる。
Acブロックを構成するためのモノマー中のアクリル酸エステルとして、好ましくは、アクリル酸の脂肪族炭化水素エステルが挙げられる。Acブロックを構成するためのモノマー中のアクリル酸エステルとして、より好ましくは、炭素原子数が1〜20のアルキル基を有するアクリル酸アルキルエステルであり、さらに好ましくは、炭素原子数が1〜14のアルキル基を有するアクリル酸アルキルエステルである。Acブロックを構成するためのモノマー中のアクリル酸エステルとして、特に好ましくは、メチルアクリレート、n−ブチルアクリレート、tert−ブチルアクリレート、2−エチルヘキシルアクリレートが挙げられる。
MAcブロックは、好ましくは、メタクリル酸エステルを主成分とするモノマー由来のブロック構造である。具体的には、MAcブロックを構成するためのモノマー中のメタクリル酸エステルの含有割合は、好ましくは50重量%以上であり、より好ましくは70重量%以上であり、さらに好ましくは90重量%以上、特に好ましくは95重量%以上、最も好ましくは実質的に100重量%である。
MAcブロックを構成するためのモノマー中のメタクリル酸エステルは、1種のみであっても良いし、2種以上であっても良い。
MAcブロックを構成するためのモノマー中に、メタクリル酸エステル以外のモノマー(他のモノマー)を含む場合、他のモノマーとしては、任意の適切なモノマーを採用し得る。
MAcブロックを構成するためのモノマー中のメタクリル酸エステルとしては、例えば、メタクリル酸の脂肪族炭化水素エステル、メタクリル酸の脂環式炭化水素エステル、メタクリル酸の芳香族炭化水素エステル、エーテル結合を含むアルコールとメタクリル酸とのエステル、水酸基を有するメタクリル酸エステル、アミノ基を有するメタクリル酸エステル、アルコキシシリル基を有するメタクリル酸エステル、メタクリル酸のアルキレンオキサイド付加物などが挙げられる。
メタクリル酸の脂肪族炭化水素エステルとしては、例えば、メチルメタクリレート、エチルメタクリレート、n−プロピルメタクリレート、イソプロピルメタクリレート、n−ブチルメタクリレート、イソブチルメタクリレート、tert−ブチルメタクリレート、n−ペンチルメタクリレート、n−ヘキシルメタクリレート、n−ヘプチルメタクリレート、n−オクチルメタクリレート、2−エチルヘキシルメタクリレート、ノニルメタクリレート、イソノニルメタクリレート、デシルメタクリレート、ドデシルメタクリレート、ステアリルメタクリレートなどが挙げられる。
メタクリル酸の脂環式炭化水素エステルとしては、例えば、シクロヘキシルメタクリレート、イソボルニルメタクリレートなどが挙げられる。
メタクリル酸の芳香族炭化水素エステルとしては、例えば、フェニルメタクリレート、ベンジルメタクリレート、トルイルメタクリレートなどが挙げられる。
エーテル結合を含むアルコールとメタクリル酸とのエステルとしては、例えば、2−メトキシエチルメタクリレート、2−メトキシブチルメタクリレート等のアルコキシアルキルメタクリレート;グリシジルメタクリレート、メチルグリシジルメタクリレート等のエポキシ基含有メタクリレート;などが挙げられる。
水酸基を有するメタクリル酸エステルとしては、例えば、2−ヒドロキシエチルメタクリレート、2−ヒドロキシプロピルメタクリレート、3−ヒドロキシプロピルメタクリレート、2−ヒドロキシブチルメタクリレート、4−ヒドロキシブチルメタクリレート等のヒドロキシアルキルメタクリレートなどが挙げられる。
アミノ基を有するメタクリル酸エステルとしては、例えば、2−アミノエチルメタクリレート、N,N−ジメチルアミノエチルメタクリレート、N,N−ジメチルアミノプロピルメタクリレートなどが挙げられる。
アルコキシシリル基を有するメタクリル酸エステルとしては、例えば、3−メタクリロキシプロピルトリメトキシシラン、3−メタクリロキシプロピルトリエトキシシラン、3−メタクリロキシプロピルメチルジメトキシシラン、3−メタクリロキシプロピルメチルジエトキシシランなどが挙げられる。
メタクリル酸のアルキレンオキサイド付加物としては、例えば、CH2=C(CH3)COO(CH2CH2O)nH(nは、例えば、1〜10)で表されるエチレンオキサイド付加物などが挙げられる。
MAcブロックを構成するためのモノマー中のメタクリル酸エステルとして、好ましくは、メタクリル酸の脂肪族炭化水素エステルが挙げられる。MAcブロックを構成するためのモノマー中のメタクリル酸エステルとして、より好ましくは、炭素原子数が1〜20のアルキル基を有するメタクリル酸アルキルエステルであり、さらに好ましくは、炭素原子数が1〜14のアルキル基を有するメタクリル酸アルキルエステルである。MAcブロックを構成するためのモノマー中のメタクリル酸エステルとして、特に好ましくは、メチルメタクリレート、エチルメタクリレートが挙げられる。
アクリル系ブロック共重合体としては、AcブロックとMAcブロックとが、AB型、ABA型、ABAB型、ABABA型等のように、凝集力や弾性に優れた堅い構造のポリマーからなるAブロック(ハードセグメント)と、粘性に優れた柔らかい構造のポリマーからなるBブロック(ソフトセグメント)とが、交互に配置されたブロック構造を有することが好ましい。このような構造のアクリル系ブロック共重合体を主成分として含むアクリル系粘着剤層(B)は、凝集力や弾性と粘性とを高度に両立させた粘着剤層となり得る。また、このような構造のアクリル系ブロック共重合体を主成分として含むアクリル系粘着剤層(B)は、押出成形性に優れたものとなり得る。アクリル系ブロック共重合体としては、分子の両端にAブロック(ハードセグメント)が配置されたブロック構造(ABA型やABABA型など)を有することが好ましい。このような配置のブロック構造を有するアクリル系ブロック共重合体は、凝集性と熱可塑性のバランスに優れたものとなり得る。
アクリル系ブロック共重合体が2以上のAブロック(ハードセグメント)を有する場合、それらのAブロックのモノマー組成、分子量(重合度)、構造などは、互いに同一であっても良いし、異なっていても良い。
アクリル系ブロック共重合体が2以上のBブロック(ソフトセグメント)を有する場合、それらのBブロックのモノマー組成、分子量(重合度)、構造などは、互いに同一であっても良いし、異なっていても良い。
Aブロック(ハードセグメント)としては、MAcブロックを好ましく採用し得る。Bブロック(ソフトセグメント)としては、Acブロックを好ましく採用し得る。
アクリル系ブロック共重合体のブロック構造の好ましい形態としては、例えば、MAcブロック/Acブロック/MAcブロック(ABA型)構造のトリブロック構造が挙げられる。アクリル系ブロック共重合体のブロック構造のより好ましい形態としては、上記トリブロック構造において、2つのMAcブロックが実質的に同一のモノマー由来の構造を有するものが挙げられる。
アクリル系ブロック共重合体に含まれるAcブロックとMAcブロックとの割合は、重量割合で、Acブロック/MAcブロックの重量比が、好ましくは96/4〜10/90であり、より好ましくは93/7〜20/80であり、さらに好ましくは90/10〜30/70であり、特に好ましくは85/15〜40/60であり、最も好ましくは80/20〜50/50である。Acブロックの割合が大きすぎると、凝集力や弾性が不足するおそれがある。MAcブロックの割合が大きすぎると、粘着力が不足するおそれがある。
アクリル系粘着剤層(B)においては、粘着力をできるだけ発現させるためには、上記Acブロック/MAcブロックの重量比が、好ましくは96/4〜50/50であり、より好ましくは93/7〜60/40であり、さらに好ましくは90/10〜65/35であり、特に好ましくは80/20〜70/30である。
アクリル系ブロック共重合体の重量平均分子量は、好ましくは30000〜300000であり、より好ましくは35000〜250000であり、さらに好ましくは40000〜200000であり、特に好ましくは50000〜150000である。アクリル系ブロック共重合体の重量平均分子量が30000未満の場合、粘着特性や凝集性が低下しやすくなるおそれがある。アクリル系ブロック共重合体の重量平均分子量が300000を超えると、アクリル系ブロック共重合体の熱可塑性が不足し、アクリル系粘着剤層(B)を共押出成形によって成形することが困難になるおそれがある。
なお、アクリル系ブロック共重合体の重量平均分子量は、アクリル系ブロック共重合体をテトラヒドロフランなどの適切な溶媒に溶かして調製したサンプルについて、ゲルパーミエーションクロマトグラフィ(GPC)測定を行って求めることができる、ポリスチレン換算の値をいう。具体的には、後述する実施例に記載の条件でGPC測定を行うことにより、アクリル系ブロック共重合体の重量平均分子量を求めることができる。
Acブロックのガラス転移温度(Tg)は、好ましくは−80〜−10℃であり、より好ましくは−75〜−20℃であり、さらに好ましくは−75〜−50℃である。
MAcブロックのガラス転移温度(Tg)は、好ましくは40〜240℃であり、より好ましくは60〜230℃であり、さらに好ましくは80〜230℃である。
ここで、AcブロックやMAcブロックのガラス転移温度(Tg)とは、該ブロックを構成する各モノマーの単独重合体(ホモポリマー)のTgおよびそのモノマーの含有割合(重量分率)に基づいてフォックス(FOX)の式から求められる値をいう。単独重合体(ホモポリマー)のTgとしては、例えば、日刊工業新聞社の「粘着技術ハンドブック」や、Wiley−Interscienceの「ポリマーハンドブック(Polymer Handbook)」に記載の値を採用し得る。例えば、2−エチルヘキシルアクリレートのTgは−70℃、n−ブチルアクリレートのTgは−54℃、メチルメタクリレートのTgは105℃を採用し得る。
アクリル系ブロック共重合体には、アクリル酸エステルおよびメタクリル酸エステル以外の、任意の適切なその他モノマーが共重合されていても良い。このようなその他モノマーとしては、例えば、アクリロニトリル、メタクリロニトリル等のシアノ基含有ビニル化合物;酢酸ビニル、プロピオン酸ビニル等のビニルエステル類;スチレン、α−メチルスチレン等の芳香族ビニル化合物;N−ビニルピロリドン等のビニル基含有複素環化合物;アクリルアミド、メタクリルアミド等のアミド基含有ビニル化合物;アクリル酸、メタクリル酸等の不飽和モノカルボン酸またはその塩(ナトリウム塩やカリウム塩など);マレイン酸、フマル酸等の不飽和ジカルボン酸またはその塩(ナトリウム塩やカリウム塩など);無水マレイン酸等の不飽和ジカルボン酸無水物;メチル 2−(トリフルオロメチル)(メタ)アクリレート、メチル 2−(パーフルオロエチル)(メタ)アクリレート、エチル 2−(トリフルオロメチル)(メタ)アクリレート、エチル 2−(パーフルオロエチル)(メタ)アクリレート、エチル 2−(パーフルオロヘキシル)(メタ)アクリレート、エチル 2−(パーフルオロデシル)(メタ)アクリレート、エチル 2−(パーフルオロヘキサデシル)(メタ)アクリレート、エチル 2−(パーフルオロブチル)(メタ)アクリレート等の、フッ化アルキル(メタ)アクリレート;などが挙げられる。このようなその他モノマーは、1種のみであっても良いし、2種以上であっても良い。
その他モノマーは、例えば、アクリル系粘着剤層(B)の特性(粘着特性や押出成形性など)を調整するために含み得る。その他モノマーに由来する構造部分は、例えば、AcブロックやMAcブロック中に、ランダム共重合体、ブロック共重合体、グラフト共重合体などの形態で導入され得る。
アクリル系ブロック共重合体を構成するためのモノマー中における、その他モノマーの含有量は、アクリル系ブロック共重合体を構成するためのモノマー中、好ましくは20重量%以下であり、より好ましくは10重量%以下であり、さらに好ましくは5重量%以下であり、特に好ましくは実質的に0重量%である。アクリル系ブロック共重合体を構成するためのモノマー中において、その他モノマーの含有量が多すぎると、アクリル系粘着剤層(B)の透明性が損なわれたりするおそれがある。
アクリル系ブロック共重合体は、特に、それを構成するモノマー中に、その他モノマーとして酸性基含有モノマーが実質的に含有されていないことが好ましい。このようなアクリル系ブロック共重合体を含むアクリル系粘着剤層(B)は、被着体を腐食する性質がより低いものとなり得る。例えば、ITO(Indium Tin Oxide)等の透明電極を有する被着体(例えば、タッチパネルの構成部品等)を貼り合わせる用途向けの粘着シートにおいては、粘着剤層の被着体腐食性が低いことが特に好まれる。その他モノマーとして酸性基含有モノマーが実質的に含有されていないモノマーから構成されるアクリル系ブロック共重合体は、粘着剤層の溶融粘度が高くなりすぎることを回避できる点でも好ましい。
アクリル系ブロック共重合体は、任意の適切な方法によって製造し得る。アクリル系ブロック共重合体の製造方法としては、例えば、リビング重合法を利用する製造方法などが挙げられる。リビング重合法によれば、アクリル系ブロック共重合体本来の透明性や耐候性を維持しつつ、リビング重合法独自の優れた構造制御により、熱可塑性に優れて押出成形性の良い、アクリル系ブロック共重合体を製造し得る。また、リビング重合法によれば、アクリル系ブロック共重合体の分子量分布を狭く制御し得るので、低分子量成分の存在に起因する凝集性の低下(例えば、剥離の際の糊残り)を抑制して、剥離性に優れた粘着シートを提供し得る。
また、アクリル系ブロック共重合体は、市販品として入手することもできる。市販品として入手できるアクリル系ブロック共重合体としては、例えば、(株)クラレ製の商品名「KURARITY」シリーズ(例えば、LA410L、LA2140e、LA2250、LA4285、LA2330など)などが挙げられる。
アクリル系粘着剤層(B)は、粘着特性の制御等を目的として、アクリル系ブロック共重合体以外の任意成分を含有し得る。このような任意成分としては、例えば、アクリル系ブロック共重合体以外のポリマーであってオリゴマー(重量平均分子量が、例えば、500〜5000のもの)と称されるものが挙げられる。このようなオリゴマーとしては、例えば、アクリル系モノマー(アクリル酸エステルやメタクリル酸エステルなど)を主成分とするモノマーのランダム共重合体であってブロック構造を有しないアクリル系ポリマー、オレフィン系樹脂、シリコーン系ポリマーなどが挙げられる。また、このような任意成分は、アクリル系粘着剤層(B)の透明性を損なわないために、アクリル系ブロック共重合体との相溶性に優れたポリマーを選択することが好ましい。任意成分は、1種のみであっても良いし、2種以上であっても良い。
任意成分の含有量は、アクリル系ブロック共重合体100重量部に対して、好ましくは50重量部以下であり、より好ましくは10重量部以下であり、さらに好ましくは5重量部以下であり、特に好ましくは実質的に0重量部である。
アクリル系粘着剤層(B)は、必要に応じて、任意の適切な他の成分を含有し得る。他の成分としては、例えば、粘着付与剤、充填剤、着色剤(染料など)、酸化防止剤、金属のキレート化合物、架橋剤(例えば、多官能イソシアネート、多官能アミン、多官能アルコール等)などが挙げられる。アクリル系粘着剤層(B)に含有され得る他の成分の種類、数および量は、目的に応じて適切に設定され得る。アクリル系ブロック共重合体の透明性を活かすという観点からは、他の成分の量は、アクリル系粘着剤層(B)全体に対して、好ましくは5重量%以下であり、より好ましくは1重量%以下である。
粘着付与剤は、粘着力の向上に有効である。アクリル系粘着剤層(B)が粘着付与剤を含有する場合、アクリル系粘着剤層(B)中の粘着付与剤の含有割合は、凝集力の低下による糊残りの発生の防止を考慮し、任意の適切な含有割合に設定され得る。アクリル系粘着剤層(B)中の粘着付与剤の含有割合は、アクリル系粘着剤層(B)の樹脂成分に対して、好ましくは1重量%〜60重量%であり、より好ましくは3重量%〜50重量%であり、さらに好ましくは4重量%〜45重量%であり、特に好ましくは5重量%〜40重量%である。
粘着付与剤としては、例えば、炭化水素系粘着付与剤、テルペン系粘着付与剤、ロジン系粘着付与剤、フェノール系粘着付与剤、エポキシ系粘着付与剤、ポリアミド系粘着付与剤、エラストマー系粘着付与剤、ケトン系粘着付与剤などが挙げられる。第1粘着剤層(B1)中の粘着付与剤は、1種のみであっても良いし、2種以上であっても良い。
炭化水素系粘着付与剤としては、例えば、脂肪族系炭化水素樹脂、芳香族系炭化水素樹脂(例えば、キシレン樹脂等)、脂肪族系環状炭化水素樹脂、脂肪族・芳香族系石油樹脂(例えば、スチレン−オレフィン系共重合体等)、脂肪族・脂環族系石油樹脂、水素添加炭化水素樹脂、クマロン系樹脂、クマロン−インデン系樹脂などが挙げられる。
テルペン系粘着付与剤としては、例えば、α−ピネン重合体、β−ピネン重合体等のテルペン系樹脂;テルペン系樹脂を変性(例えば、フェノール変性、芳香族変性、水素添加変性等)した変性テルペン系樹脂(例えば、テルペン−フェノール系樹脂、スチレン変性テルペン系樹脂、水素添加テルペン系樹脂等);などが挙げられる。
ロジン系粘着付与剤としては、例えば、ガムロジン、ウッドロジン等の未変性ロジン(生ロジン);未変性ロジンを水添化、不均化、重合等により変性した変性ロジン(例えば、水添ロジン、不均化ロジン、重合ロジン、その他の化学的に修飾されたロジン等);その他の各種ロジン誘導体;などが挙げられる。
フェノール系粘着付与剤としては、例えば、レゾール型またはノボラック型のアルキルフェノールなどが挙げられる。
粘着付与剤は、オレフィン樹脂や熱可塑性エラストマーとのブレンド物として市販されているものであっても良い。
充填剤としては、例えば、タルク、酸化チタン、酸化カルシウム、酸化マグネシウム、酸化亜鉛、酸化チタン、炭酸カルシウム、シリカ、クレー、マイカ、硫酸バリウム、ウィスカー、水酸化マグネシウム等の無機充填剤が挙げられる。充填剤の平均粒径は、好ましくは、0.1μm〜10μmである。
≪アクリル系基材層(C)≫
本発明のロール体を構成する積層体において、アクリル系基材層(C)は、剥離層(A)と積層された最外層である。
本発明のロール体を構成する積層体において、アクリル系基材層(C)は、剥離層(A)と積層された最外層である。
アクリル系基材層(C)の厚みは、用途に応じて、任意の適切な厚みに設定し得る。アクリル系基材層(C)の厚みは、好ましくは1μm〜200μmであり、より好ましくは2μm〜100μmであり、さらに好ましくは3μm〜80μmである。
アクリル系基材層(C)は、好ましくは、アクリル系樹脂を含む。アクリル系基材層(C)は、より好ましくは、このようなアクリル系樹脂を50重量%以上含み、さらに好ましくは70重量%以上含み、特に好ましくは90重量%以上含む。アクリル系基材層(C)は、このようなアクリル系樹脂を1種のみ含んでいても良いし、2種以上を含んでいても良い。
アクリル系基材層(C)に含まれ得るアクリル系樹脂としては、一般にアクリル系樹脂と称されるものであれば、本発明の効果を損なわない範囲で、任意の適切なアクリル系樹脂を採用し得る。このようなアクリル系樹脂としては、例えば、アクリル系モノマーの単独重合体、2種以上のアクリル系モノマーの共重合体などが挙げられる。
アクリル系基材層(C)に含まれ得るアクリル系樹脂としては、好ましくは、アクリル酸エステルブロック構造(「Acブロック」と称する)とメタクリル酸エステルブロック構造(「MAcブロック」と称する)を含むアクリル系ブロック共重合体が挙げられる。アクリル系基材層(C)は、このようなアクリル系ブロック共重合体を1種のみ含んでいても良いし、2種以上を含んでいても良い。
アクリル系ブロック共重合体としては、AcブロックとMAcブロックとが交互に配置されたブロック構造であることが好ましい。また、AcブロックとMAcブロックとの合計ブロック数は、好ましくは3以上であり、より好ましくは3〜5である。
Acブロックは、好ましくは、アクリル酸エステルを主成分とするモノマー由来のブロック構造である。具体的には、Acブロックを構成するためのモノマー中のアクリル酸エステルの含有割合は、好ましくは50重量%以上であり、より好ましくは70重量%以上であり、さらに好ましくは90重量%以上、特に好ましくは95重量%以上、最も好ましくは実質的に100重量%である。
Acブロックを構成するためのモノマー中のアクリル酸エステルは、1種のみであっても良いし、2種以上であっても良い。
Acブロックを構成するためのモノマー中に、アクリル酸エステル以外のモノマー(他のモノマー)を含む場合、他のモノマーとしては、任意の適切なモノマーを採用し得る。
Acブロックを構成するためのモノマー中のアクリル酸エステルについては、≪アクリル系粘着剤層(B)≫の項で説明したものと同様である。
MAcブロックは、好ましくは、メタクリル酸エステルを主成分とするモノマー由来のブロック構造である。具体的には、MAcブロックを構成するためのモノマー中のメタクリル酸エステルの含有割合は、好ましくは50重量%以上であり、より好ましくは70重量%以上であり、さらに好ましくは90重量%以上、特に好ましくは95重量%以上、最も好ましくは実質的に100重量%である。
MAcブロックを構成するためのモノマー中のメタクリル酸エステルは、1種のみであっても良いし、2種以上であっても良い。
MAcブロックを構成するためのモノマー中に、メタクリル酸エステル以外のモノマー(他のモノマー)を含む場合、他のモノマーとしては、任意の適切なモノマーを採用し得る。
MAcブロックを構成するためのモノマー中のメタクリル酸エステルについては、≪アクリル系粘着剤層(B)≫の項で説明したものと同様である。
アクリル系ブロック共重合体としては、AcブロックとMAcブロックとが、AB型、ABA型、ABAB型、ABABA型等のように、凝集力や弾性に優れた堅い構造のポリマーからなるAブロック(ハードセグメント)と、粘性に優れた柔らかい構造のポリマーからなるBブロック(ソフトセグメント)とが、交互に配置されたブロック構造を有することが好ましい。このような構造のアクリル系ブロック共重合体を主成分として含むアクリル系基材層(C)は、凝集力や弾性と粘性とを高度に両立させた基材層となり得る。また、このような構造のアクリル系ブロック共重合体を主成分として含むアクリル系基材層(C)は、押出成形性に優れたものとなり得る。アクリル系ブロック共重合体としては、分子の両端にAブロック(ハードセグメント)が配置されたブロック構造(ABA型やABABA型など)を有することが好ましい。このような配置のブロック構造を有するアクリル系ブロック共重合体は、凝集性と熱可塑性のバランスに優れたものとなり得る。
アクリル系ブロック共重合体が2以上のAブロック(ハードセグメント)を有する場合、それらのAブロックのモノマー組成、分子量(重合度)、構造などは、互いに同一であっても良いし、異なっていても良い。
アクリル系ブロック共重合体が2以上のBブロック(ソフトセグメント)を有する場合、それらのBブロックのモノマー組成、分子量(重合度)、構造などは、互いに同一であっても良いし、異なっていても良い。
Aブロック(ハードセグメント)としては、MAcブロックを好ましく採用し得る。Bブロック(ソフトセグメント)としては、Acブロックを好ましく採用し得る。
アクリル系ブロック共重合体のブロック構造の好ましい形態としては、例えば、MAcブロック/Acブロック/MAcブロック(ABA型)構造のトリブロック構造が挙げられる。アクリル系ブロック共重合体のブロック構造のより好ましい形態としては、上記トリブロック構造において、2つのMAcブロックが実質的に同一のモノマー由来の構造を有するものが挙げられる。
アクリル系ブロック共重合体に含まれるAcブロックとMAcブロックとの割合は、重量割合で、Acブロック/MAcブロックの重量比が、好ましくは96/4〜10/90であり、より好ましくは93/7〜20/80であり、さらに好ましくは90/10〜30/70であり、特に好ましくは85/15〜40/60であり、最も好ましくは80/20〜50/50である。Acブロックの割合が大きすぎると、凝集力や弾性が不足するおそれがある。MAcブロックの割合が大きすぎると、粘着力が不足するおそれがある。
アクリル系基材層(C)においては、基材層としての機能を十分に発現させ、また、剥離層(A)との間で容易に層間剥離できるようにするためには、上記Acブロック/MAcブロックの重量比が、好ましくは80/20〜10/90であり、より好ましくは75/25〜20/80であり、さらに好ましくは70/30〜30/70であり、特に好ましくは65/35〜35/65であり、最も好ましくは60/40〜40/60である。
アクリル系ブロック共重合体の重量平均分子量は、好ましくは30000〜300000であり、より好ましくは35000〜250000であり、さらに好ましくは40000〜200000であり、特に好ましくは50000〜150000である。アクリル系ブロック共重合体の重量平均分子量が30000未満の場合、粘着特性や凝集性が低下しやすくなるおそれがある。アクリル系ブロック共重合体の重量平均分子量が300000を超えると、アクリル系ブロック共重合体の熱可塑性が不足し、アクリル系基材層(C)を共押出成形によって成形することが困難になるおそれがある。
Acブロックのガラス転移温度(Tg)、MAcブロックのガラス転移温度(Tg)については、≪アクリル系粘着剤層(B)≫の項で説明したものと同様である。
アクリル系ブロック共重合体には、アクリル酸エステルおよびメタクリル酸エステル以外の、任意の適切なその他モノマーが共重合されていても良い。このようなその他モノマーについては、≪アクリル系粘着剤層(B)≫の項で説明したものと同様である。
アクリル系ブロック共重合体を構成するためのモノマー中における、その他モノマーの含有量は、アクリル系ブロック共重合体を構成するためのモノマー中、好ましくは20重量%以下であり、より好ましくは10重量%以下であり、さらに好ましくは5重量%以下であり、特に好ましくは実質的に0重量%である。アクリル系ブロック共重合体を構成するためのモノマー中において、その他モノマーの含有量が多すぎると、アクリル系基材層(C)の透明性が損なわれたりするおそれがある。
アクリル系ブロック共重合体は、特に、それを構成するモノマー中に、その他モノマーとして酸性基含有モノマーが実質的に含有されていないことが好ましい。このようなアクリル系ブロック共重合体を含むアクリル系基材層(C)は、被着体を腐食する性質がより低いものとなり得る。
アクリル系ブロック共重合体は、任意の適切な方法によって製造し得る。このような製造方法については、≪アクリル系粘着剤層(B)≫の項で説明したものと同様である。
また、アクリル系ブロック共重合体は、市販品として入手することもできる。市販品として入手できるアクリル系ブロック共重合体としては、例えば、(株)クラレ製の商品名「KURARITY」シリーズ(例えば、LA410L、LA2140e、LA2250、LA4285、LA2330など)などが挙げられる。
アクリル系基材層(C)は、アクリル系ブロック共重合体以外の任意成分を含有し得る。このような任意成分としては、例えば、アクリル系ブロック共重合体以外のポリマーであってオリゴマー(重量平均分子量が、例えば、500〜5000のもの)と称されるものが挙げられる。このようなオリゴマーとしては、例えば、アクリル系モノマー(アクリル酸エステルやメタクリル酸エステルなど)を主成分とするモノマーのランダム共重合体であってブロック構造を有しないアクリル系ポリマー、オレフィン系樹脂、シリコーン系ポリマーなどが挙げられる。また、このような任意成分は、アクリル系基材層(C)の透明性を損なわないために、アクリル系ブロック共重合体との相溶性に優れたポリマーを選択することが好ましい。任意成分は、1種のみであっても良いし、2種以上であっても良い。
任意成分の含有量は、アクリル系ブロック共重合体100重量部に対して、好ましくは50重量部以下であり、より好ましくは10重量部以下であり、さらに好ましくは5重量部以下であり、特に好ましくは実質的に0重量部である。
アクリル系基材層(C)は、必要に応じて、任意の適切な他の成分を含有し得る。このような他の成分については、≪アクリル系粘着剤層(B)≫の項で説明したものと同様である。
アクリル系基材層(C)に含有され得る他の成分の種類、数および量は、目的に応じて適切に設定され得る。アクリル系ブロック共重合体の透明性を活かすという観点からは、他の成分の量は、アクリル系基材層(C)全体に対して、好ましくは5重量%以下であり、より好ましくは1重量%以下である。
≪≪ロール体の製造方法≫≫
本発明のロール体の製造方法は、積層体の巻回し構造を含むロール体の製造方法であって、該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。このような積層体については、≪≪ロール体≫≫の項で説明したものと同様である。
本発明のロール体の製造方法は、積層体の巻回し構造を含むロール体の製造方法であって、該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。このような積層体については、≪≪ロール体≫≫の項で説明したものと同様である。
本発明のロール体は、アクリル系基材層(C)の形成材料(c)と剥離層(A)の形成材料(a)とアクリル系粘着剤層(B)の形成材料(b)を、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する積層体が得られるように共押出成形して一体化させた後、ロール形状に巻き取ることによって製造し得る。
剥離層(A)の形成材料(a)としては、≪剥離層(A)≫の項で説明した剥離層(A)を共押出成形を用いて形成し得る材料であれば、任意の適切な材料を採用し得る。このような形成材料(a)としては、好ましくは、≪剥離層(A)≫の項で説明したポリオレフィン系樹脂を含む組成物(a)である。この組成物(a)は、必要に応じて、≪剥離層(A)≫の項で説明した添加剤を含み得る。
アクリル系粘着剤層(B)の形成材料(b)としては、≪アクリル系粘着剤層(B)≫の項で説明したアクリル系粘着剤層(B)を共押出成形を用いて形成し得る材料であれば、任意の適切な材料を採用し得る。このような形成材料(b)としては、好ましくは、≪アクリル系粘着剤層(B)≫の項で説明したアクリル系ブロック共重合体を含む組成物(b)である。この組成物(b)は、必要に応じて、≪アクリル系粘着剤層(B)≫の項で説明した任意成分や他の成分を含み得る。
アクリル系基材層(C)の形成材料(c)としては、≪アクリル系基材層(C)≫の項で説明したアクリル系基材層(C)を共押出成形を用いて形成し得る材料であれば、任意の適切な材料を採用し得る。このような形成材料(c)としては、好ましくは、≪アクリル系基材層(C)≫の項で説明したアクリル系樹脂を含む組成物(c)である。この組成物(c)は、必要に応じて、≪アクリル系基材層(C)≫の項で説明した任意成分や他の成分を含み得る。
共押出成形の方法は、一般に共押出成形として知られている任意の適切な方法を採用し得る。このような方法としては、例えば、押出機および共押出用ダイを用いて、インフレーション法、Tダイ法などに準じて行うことができる。この共押出成形により、各層が一体化されて積層体となる。
本発明のロール体を構成する積層体は、好ましくは、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する積層体が得られるように共押出成形して得られる。すなわち、共押出成形の際に、アクリル系基材層(C)とアクリル系粘着剤層(B)とが接した状態とはならない。このため、アクリル系基材層(C)とアクリル系粘着剤層(B)とに粘度差があっても、これらの層の間に剥離層(A)が存在しているため、均一かつ良好に一体化した積層体とすることができる。そして、この積層体をロール形状に巻き取ることによって得られるロール体を用いて、後述するような技術手段を施すことによって、従来の共押出成形によっては得られ難かった、均一かつ良好に一体化した〔剥離層(A)〕/〔アクリル系粘着剤層(B)〕/〔アクリル系基材層(C)〕の積層構成を有する粘着シートを、非常に容易に得ることが可能となる。
本発明のロール体は、共押出成形して一体化させて得られた積層体をロール形状に巻き取ることによって製造し得る。ロール形状への巻き取り方法としては、任意の適切な方法を採用し得る。このようなロール形状への巻き取り方法としては、公知の方法を用いることができる。例えば、ローラを接触させず近接して巻き取るニア巻き方式や、タッチローラを積層シートに完全に接触させるタッチ巻き方式等が挙げられる。また、巻き取りの際、テーパーをつけて、初期巻き取りテンションに対して最終巻き取りテンションを低くすることができる(テーパー巻き)。巻き取りテンションや巻き取り速度などの巻き取り条件は、しわ、たるみ等の外観不良が発生しない限り自由に設定可能である。
共押出成形によって一体化させて得られた積層体に、電離放射線を照射しても良い。具体的には、例えば、得られた積層体に、ロール状に巻き取る前、もしくは、ロール状に巻き取った後に再び巻戻した状態において、電離放射線を照射しても良い。電離放射線の照射は、好ましくは、窒素などの不活性ガス雰囲気下にて行う。電離放射線としては、例えば、X線、γ線、紫外線、可視光線、電子線などが挙げられる。照射した際の反応活性種の生成率が高い点や、照射対象物への浸透が深い点などから、電離放射線としては、電子線が好ましい。電子線源としては、例えば、コックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。電離放射線の照射は、積層体の片側から照射しても良いし、両側から照射しても良い。工程の簡略化という点において、電離放射線の照射は、ロール状に巻き取る前に積層体を電離放射線照射装置に誘導して電離放射線を照射することが好ましい。電離放射線の照射線量は、層間密着性の向上と物性維持の観点より、好ましくは10kGy〜500kGyであり、より好ましくは10kGy〜400kGyであり、さらに好ましくは10kGy〜300kGyである。電離放射線の加速電圧については、粘着シートに用いられる樹脂の種類や粘着シートの厚さに応じて適宜選定し得る。電離放射線の加速電圧は、通常、50kV〜300kVの範囲が好ましい。電離放射線は、1回の照射でも良く、複数回(好ましくは2回)の照射でも良い。
≪≪本発明のロール体から粘着シートを製造する方法≫≫
本発明のロール体は、積層体の巻回し構造を含むロール体であって、該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。この積層体をロール形状に巻き取ることによって得られる本発明のロール体を用いれば、特別な技術手段を施すことによって、従来の共押出成形によっては得られ難かった、均一かつ良好に一体化した〔剥離層(A)〕/〔アクリル系粘着剤層(B)〕/〔アクリル系基材層(C)〕の積層構成を有する粘着シートを、非常に容易に得ることが可能となる。
本発明のロール体は、積層体の巻回し構造を含むロール体であって、該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である。この積層体をロール形状に巻き取ることによって得られる本発明のロール体を用いれば、特別な技術手段を施すことによって、従来の共押出成形によっては得られ難かった、均一かつ良好に一体化した〔剥離層(A)〕/〔アクリル系粘着剤層(B)〕/〔アクリル系基材層(C)〕の積層構成を有する粘着シートを、非常に容易に得ることが可能となる。
すなわち、本発明のロール体を構成する積層体において、アクリル系基材層(C)と剥離層(A)とは容易に層間剥離し得るので、図2に示すように、本発明のロール体100の端部を出発点として、アクリル系基材層(C)40を剥離層(A)20から容易に剥離することができる。このように、アクリル系基材層(C)40を剥離層(A)20から剥離していくと、ロール体の1周目を巻戻し完了した時点から、図2に示すように、均一かつ良好に一体化した〔剥離層(A)20〕/〔アクリル系粘着剤層(B)30〕/〔アクリル系基材層(C)40〕の積層構成を有する粘着シート1000が現れる。そして、このまま、アクリル系基材層(C)40と剥離層(A)20との剥離によってロール体100からの巻戻しを2周目以降も続けていくことで、均一かつ良好に一体化した〔剥離層(A)20〕/〔アクリル系粘着剤層(B)30〕/〔アクリル系基材層(C)40〕の積層構成を有する粘着シート1000を、極めて容易に製造することができる。なお、この方法によって得られる粘着シートにおいては、例えば、図2のケースでは、上記1周目の巻戻しに由来する端部がアクリル系基材層(C)40のみから構成されているため、必要に応じて、該アクリル系基材層(C)40のみから構成されている端部は切断等によって除去しても良い。
すなわち、本発明のロール体から粘着シートを製造する方法は、本発明のロール体を製造する工程と、該ロール体からの巻戻しによって剥離層(A)とアクリル系粘着剤層(B)とアクリル系基材層(C)とをこの順に有する少なくとも3層からなる粘着シートを製造する工程とを含み、該巻戻しは、該ロール体の端部を出発点としてアクリル系基材層(C)を剥離層(A)から剥離することによって行う。
製造された粘着シートは、長手方向(押出方向)もしくは幅方向(押出方向と直交する方向)の一軸に、または、長手方向および幅方向の二軸に、適宜延伸することができる。延伸する際の長手方向の延伸倍率は、例えば、好ましくは1.01倍〜10倍であり、より好ましくは1.01倍〜5倍であり、さらに好ましくは1.01倍〜3倍である。幅方向の延伸倍率は、例えば、好ましくは1.01倍〜8倍であり、より好ましくは1.01倍〜4倍であり、さらに好ましくは1.01倍〜2.5倍である。延伸は、一軸あたり1段階で行っても良いし、粘着シートの使用用途に応じて、2段階以上に分けて延伸しても良い。延伸する際の延伸温度は、延伸性などの観点から、剥離層(A)を構成する樹脂成分のガラス転移温度(Tg)に対して(Tg−20℃)〜(Tg+50℃)の範囲が好ましい。
≪≪粘着シート≫≫
本発明のロール体を用いて上記方法によって製造された粘着シートは、剥離層(A)とアクリル系粘着剤層(B)とアクリル系基材層(C)とをこの順に有する少なくとも3層からなる粘着シートである。
本発明のロール体を用いて上記方法によって製造された粘着シートは、剥離層(A)とアクリル系粘着剤層(B)とアクリル系基材層(C)とをこの順に有する少なくとも3層からなる粘着シートである。
上記粘着シートの厚みは、用途に応じて、任意の適切な厚みに設定し得る。粘着シートの厚みは、好ましくは2μm〜500μmであり、より好ましくは5μm〜300μmであり、さらに好ましくは10μm〜200μmである。
上記粘着シートは、測定温度23℃、引張速度10m/分、剥離角度180度の条件下における、アクリル系粘着剤層(B)から剥離層(A)を剥離する際の剥離力が、好ましくは5.0N/20mm以下であり、より好ましくは4.0N/20mm以下であり、さらに好ましくは3.0N/20mm以下であり、特に好ましくは2.0N/20mm以下であり、特に好ましくは1.0N/20mm以下である。このような剥離力の下限は、好ましくは0.1N/20mm以上である。このような剥離力が上記範囲内にあれば、剥離層の剥がし出しが容易で、その後もスムーズに剥離することが可能となり、貼着作業性に優れる。
上記粘着シートは、測定温度23℃、引張速度300mm/分、剥離角度180度の条件下における、アクリル系粘着剤層(B)のSUS板に対する粘着力が、好ましくは1.0N/20mm以上であり、より好ましくは1.2N/20mm以上であり、さらに好ましくは1.5N/20mm以上であり、特に好ましくは1.7N/20mm以上であり、最も好ましくは2.0N/20mm以上である。このような粘着力の上限は、好ましくは100N/20mm以下である。なお、上記粘着力は、上記剥離力よりも大きい方が好ましい。
以下、実施例により本発明を具体的に説明するが、本発明はこれら実施例になんら限定されるものではない。なお、実施例等における、試験および評価方法は以下のとおりである。また、特に断りがない限り、部は重量部を意味し、%は重量%を意味する。
<重量平均分子量の測定>
以下の条件でGPC測定を行った。
測定装置:東ソー社製、型式「HLC−8120GPC」
カラム:東ソー社製、TSKgel SuperHZM−H/HZ4000+HZ3000+HZ2000を直列に接続して使用した。
カラムサイズ:各々、内径6.0mm×長さ15.0cm
カラム温度:40℃
流速:0.6mL/分
溶離液:テトラヒドロフラン
サンプル注入量:20μL
検出器:RI(示差屈折計)
標準試料:ポリスチレン
以下の条件でGPC測定を行った。
測定装置:東ソー社製、型式「HLC−8120GPC」
カラム:東ソー社製、TSKgel SuperHZM−H/HZ4000+HZ3000+HZ2000を直列に接続して使用した。
カラムサイズ:各々、内径6.0mm×長さ15.0cm
カラム温度:40℃
流速:0.6mL/分
溶離液:テトラヒドロフラン
サンプル注入量:20μL
検出器:RI(示差屈折計)
標準試料:ポリスチレン
<共押出成形における押出安定性の評価>
ロール体を製造する工程において各層を一体化する際、各層異なる着色剤を用いて積層体の積層状態を目視で確認できるように成形し、以下の基準で押出安定性を評価した。
良好:共押出時に積層した順で、均一かつ良好に一体化した積層体が得られる。
不良:共押出時の積層とは異なる順で積層体が得られる、もしくは、押出圧力が不安定でサージングがひどく共押出が困難である。
ロール体を製造する工程において各層を一体化する際、各層異なる着色剤を用いて積層体の積層状態を目視で確認できるように成形し、以下の基準で押出安定性を評価した。
良好:共押出時に積層した順で、均一かつ良好に一体化した積層体が得られる。
不良:共押出時の積層とは異なる順で積層体が得られる、もしくは、押出圧力が不安定でサージングがひどく共押出が困難である。
<共押出成形によって得られた積層体の剥離性の評価>
ロール体からの巻戻しによって粘着シートを製造する工程において、以下の基準で剥離性を評価した。
良好:共押出第1層と共押出第2層とを剥離する際、糸曳き、共押出第1層や共押出第2層の破れなどが発生せず、容易に剥離可能である。
不良:共押出第1層と共押出第2層とを剥離する際、糸曳き、共押出第1層や共押出第1層の破れなどが発生し、容易に剥離不可能である。
ロール体からの巻戻しによって粘着シートを製造する工程において、以下の基準で剥離性を評価した。
良好:共押出第1層と共押出第2層とを剥離する際、糸曳き、共押出第1層や共押出第2層の破れなどが発生せず、容易に剥離可能である。
不良:共押出第1層と共押出第2層とを剥離する際、糸曳き、共押出第1層や共押出第1層の破れなどが発生し、容易に剥離不可能である。
<共押出成形によって得られた積層体の密着性の評価>
ロール体からの巻戻しによって粘着シートを製造する工程において、以下の基準で剥離性を評価した。
良好:共押出第1層と共押出第3層とを剥離した際、糸曳き、共押出第1層や共押出第3層の破れなどが発生し、容易に剥離不可能である。
不良:共押出第1層と共押出第3層とを剥離した際、糸曳き、共押出第1層や共押出第3層の破れなどが発生せず、容易に剥離可能である。
ロール体からの巻戻しによって粘着シートを製造する工程において、以下の基準で剥離性を評価した。
良好:共押出第1層と共押出第3層とを剥離した際、糸曳き、共押出第1層や共押出第3層の破れなどが発生し、容易に剥離不可能である。
不良:共押出第1層と共押出第3層とを剥離した際、糸曳き、共押出第1層や共押出第3層の破れなどが発生せず、容易に剥離可能である。
<剥離力の測定>
各サンプルから長さ100mm、幅20mmの短冊状の試験片を切り出した。その試験片の角部において、該試験片の表裏両側から市販の粘着テープ(例えば、日東電工株式会社製、商品名「ダンプロンテープNo.375」)を貼り付け、次いで、それらを引き離して、該試験片の一端から長手方向30mmの位置まで粘着剤層から剥離層を剥離させた。その一部剥離させた試験片の剥離層と残りの層(粘着剤層および基材層)とをそれぞれ引張試験機のチャックで掴み、10m/分の引張速度で180度方向に剥離して、該剥離に要する引き剥がし力(剥離層の粘着剤層からの剥離力)を測定した。
各サンプルから長さ100mm、幅20mmの短冊状の試験片を切り出した。その試験片の角部において、該試験片の表裏両側から市販の粘着テープ(例えば、日東電工株式会社製、商品名「ダンプロンテープNo.375」)を貼り付け、次いで、それらを引き離して、該試験片の一端から長手方向30mmの位置まで粘着剤層から剥離層を剥離させた。その一部剥離させた試験片の剥離層と残りの層(粘着剤層および基材層)とをそれぞれ引張試験機のチャックで掴み、10m/分の引張速度で180度方向に剥離して、該剥離に要する引き剥がし力(剥離層の粘着剤層からの剥離力)を測定した。
<粘着力の測定>
各サンプルから長さ100mm、幅20mmの短冊状の試験片を切り出した。その試験片の角部において、該試験片の表裏両側から市販の粘着テープ(例えば、日東電工株式会社製、商品名「ダンプロンテープNo.375」)を貼り付け、次いで、それらを引き離して、粘着剤層から剥離層を剥離させ、該粘着剤層の表面(粘着剤面)を露出させた。
JIS−Z−0237(2000)に準拠して粘着力を測定した。具体的には、被着体としてSUS430BA板を用い、トルエンでその表面を洗浄した。この被着体の表面に、上記の試験片の粘着面を、2kgのローラを1往復させて圧着した。圧着から30分後、300mm/分の引張速度で試験片を180度方向に剥離して粘着力を測定した。
各サンプルから長さ100mm、幅20mmの短冊状の試験片を切り出した。その試験片の角部において、該試験片の表裏両側から市販の粘着テープ(例えば、日東電工株式会社製、商品名「ダンプロンテープNo.375」)を貼り付け、次いで、それらを引き離して、粘着剤層から剥離層を剥離させ、該粘着剤層の表面(粘着剤面)を露出させた。
JIS−Z−0237(2000)に準拠して粘着力を測定した。具体的には、被着体としてSUS430BA板を用い、トルエンでその表面を洗浄した。この被着体の表面に、上記の試験片の粘着面を、2kgのローラを1往復させて圧着した。圧着から30分後、300mm/分の引張速度で試験片を180度方向に剥離して粘着力を測定した。
〔実施例1〕
基材層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA4285」、Mw=7.0×104)と、剥離層の形成材料としての低密度ポリエチレン(LDPE)(東ソー製、商品名「ペトロセン190」)と、粘着剤層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA2140e」、Mw=8.0×104)とを押出機に投入し、Tダイから溶融押出を行って、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(1)を得た。
ロール体(1)についての評価結果を表1に示した。
ロール体(1)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(1)を得た。
粘着シート(1)についての評価結果を表2に示した。
基材層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA4285」、Mw=7.0×104)と、剥離層の形成材料としての低密度ポリエチレン(LDPE)(東ソー製、商品名「ペトロセン190」)と、粘着剤層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA2140e」、Mw=8.0×104)とを押出機に投入し、Tダイから溶融押出を行って、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(1)を得た。
ロール体(1)についての評価結果を表1に示した。
ロール体(1)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(1)を得た。
粘着シート(1)についての評価結果を表2に示した。
〔実施例2〕
粘着剤層の形成材料としてアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA2330」、Mw=12.0×104)を用いた以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(2)を得た。
ロール体(2)についての評価結果を表1に示した。
ロール体(2)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(2)を得た。
粘着シート(2)についての評価結果を表2に示した。
粘着剤層の形成材料としてアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA2330」、Mw=12.0×104)を用いた以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(2)を得た。
ロール体(2)についての評価結果を表1に示した。
ロール体(2)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(2)を得た。
粘着シート(2)についての評価結果を表2に示した。
〔実施例3〕
粘着剤層の厚みを30μmとした以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=30μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(3)を得た。
ロール体(3)についての評価結果を表1に示した。
ロール体(3)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=30μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(3)を得た。
粘着シート(3)についての評価結果を表2に示した。
粘着剤層の厚みを30μmとした以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=30μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(3)を得た。
ロール体(3)についての評価結果を表1に示した。
ロール体(3)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=30μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(3)を得た。
粘着シート(3)についての評価結果を表2に示した。
〔実施例4〕
剥離層の厚みを50μmとした以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=50μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(4)を得た。
ロール体(4)についての評価結果を表1に示した。
ロール体(4)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=50μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(4)を得た。
粘着シート(4)についての評価結果を表2に示した。
剥離層の厚みを50μmとした以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=50μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(4)を得た。
ロール体(4)についての評価結果を表1に示した。
ロール体(4)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=50μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(4)を得た。
粘着シート(4)についての評価結果を表2に示した。
〔実施例5〕
基材層の厚みを50μmとした以外は、実施例1と同様に行い、〔基材層(厚み=50μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(5)を得た。
ロール体(5)についての評価結果を表1に示した。
ロール体(5)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=50μm)〕の積層構成を有する粘着シート(5)を得た。
粘着シート(5)についての評価結果を表2に示した。
基材層の厚みを50μmとした以外は、実施例1と同様に行い、〔基材層(厚み=50μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(5)を得た。
ロール体(5)についての評価結果を表1に示した。
ロール体(5)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=50μm)〕の積層構成を有する粘着シート(5)を得た。
粘着シート(5)についての評価結果を表2に示した。
〔実施例6〕
剥離層の形成材料として直鎖状低密度ポリエチレン(LLDPE)(住友化学株式会社製、商品名「スミカセンE FV401」)を用いた以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(6)を得た。
ロール体(6)についての評価結果を表1に示した。
ロール体(6)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(6)を得た。
粘着シート(6)についての評価結果を表2に示した。
剥離層の形成材料として直鎖状低密度ポリエチレン(LLDPE)(住友化学株式会社製、商品名「スミカセンE FV401」)を用いた以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(6)を得た。
ロール体(6)についての評価結果を表1に示した。
ロール体(6)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(6)を得た。
粘着シート(6)についての評価結果を表2に示した。
〔実施例7〕
剥離層の形成材料としてブロックポリプロピレン(日本ポリプロ株式会社製、商品名「ノバテックPP FL6H」)を用いた以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(7)を得た。
ロール体(7)についての評価結果を表1に示した。
ロール体(7)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(7)を得た。
粘着シート(7)についての評価結果を表2に示した。
剥離層の形成材料としてブロックポリプロピレン(日本ポリプロ株式会社製、商品名「ノバテックPP FL6H」)を用いた以外は、実施例1と同様に行い、〔基材層(厚み=30μm)〕/〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(7)を得た。
ロール体(7)についての評価結果を表1に示した。
ロール体(7)の端部を出発点として、基材層を剥離層から剥離することによって巻戻しを行い、〔剥離層(厚み=100μm)〕/〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する粘着シート(7)を得た。
粘着シート(7)についての評価結果を表2に示した。
〔比較例1〕
共押出第1層の形成材料としての低密度ポリエチレン(LDPE)(東ソー製、商品名「ペトロセン190」)と、共押出第2層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA2140e」、Mw=8.0×104)と、共押出第3層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA4285」、Mw=7.0×104)とを押出機に投入し、Tダイから溶融押出を行って、〔共押出第1層(厚み=100μm)〕/〔共押出第2層(厚み=10μm)〕/〔共押出第3層(厚み=30μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(C1)を得た。
ロール体(C1)についての評価結果を表3に示した。ロール体(C1)を構成する積層体は、共押出成形の際の隣り合う共押出第2層の形成材料と共押出第3層の形成材料との粘度差が大きいため、押出安定性が悪く、均一かつ良好に一体化した積層体となっていなかった。
共押出第1層の形成材料としての低密度ポリエチレン(LDPE)(東ソー製、商品名「ペトロセン190」)と、共押出第2層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA2140e」、Mw=8.0×104)と、共押出第3層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA4285」、Mw=7.0×104)とを押出機に投入し、Tダイから溶融押出を行って、〔共押出第1層(厚み=100μm)〕/〔共押出第2層(厚み=10μm)〕/〔共押出第3層(厚み=30μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(C1)を得た。
ロール体(C1)についての評価結果を表3に示した。ロール体(C1)を構成する積層体は、共押出成形の際の隣り合う共押出第2層の形成材料と共押出第3層の形成材料との粘度差が大きいため、押出安定性が悪く、均一かつ良好に一体化した積層体となっていなかった。
〔比較例2〕
共押出第1層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA2140e」、Mw=8.0×104)と、共押出第2層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA4285」、Mw=7.0×104)とを押出機に投入し、Tダイから溶融押出を行って、〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(C2)を得た。
ロール体(C2)についての評価結果を表3に示した。ロール体(C2)を構成する積層体は、共押出成形の際の隣り合う共押出第1層の形成材料と共押出第2層の形成材料との粘度差が大きいため、押出安定性が悪く、均一かつ良好に一体化した積層体となっていなかった。
共押出第1層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA2140e」、Mw=8.0×104)と、共押出第2層の形成材料としてのアクリル系ブロック共重合体(クラレ製、商品名「KURARITY LA4285」、Mw=7.0×104)とを押出機に投入し、Tダイから溶融押出を行って、〔粘着剤層(厚み=10μm)〕/〔基材層(厚み=30μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(C2)を得た。
ロール体(C2)についての評価結果を表3に示した。ロール体(C2)を構成する積層体は、共押出成形の際の隣り合う共押出第1層の形成材料と共押出第2層の形成材料との粘度差が大きいため、押出安定性が悪く、均一かつ良好に一体化した積層体となっていなかった。
〔比較例3〕
共押出第1層の形成材料としてエチレン−メチルメタクリレート共重合体(EMMA)(住友化学株式会社製、商品名「アクリフト WH302」)を用いた以外は、実施例1と同様に行い、〔共押出第1層(厚み=30μm)〕/〔共押出第2層(厚み=100μm)〕/〔共押出第3層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(C3)を得た。
ロール体(C3)についての評価結果を表3に示した。
ロール体(C3)の端部を出発点として、共押出第1層を共押出第2層から剥離することによって巻戻しを行おうとしたところ、共押出第1層と共押出第2層との剥離性が悪く、巻戻しができなかった。
共押出第1層の形成材料としてエチレン−メチルメタクリレート共重合体(EMMA)(住友化学株式会社製、商品名「アクリフト WH302」)を用いた以外は、実施例1と同様に行い、〔共押出第1層(厚み=30μm)〕/〔共押出第2層(厚み=100μm)〕/〔共押出第3層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(C3)を得た。
ロール体(C3)についての評価結果を表3に示した。
ロール体(C3)の端部を出発点として、共押出第1層を共押出第2層から剥離することによって巻戻しを行おうとしたところ、共押出第1層と共押出第2層との剥離性が悪く、巻戻しができなかった。
〔比較例4〕
共押出第3層の形成材料としてスチレン−エチレン−ブチレン−スチレンブロック共重合体(SEBS)(JSR株式会社製、商品名「ダイナロン 8600P」)を用いた以外は、実施例1と同様に行い、〔共押出第1層(厚み=30μm)〕/〔共押出第2層(厚み=100μm)〕/〔共押出第3層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(C4)を得た。
ロール体(C4)についての評価結果を表3に示した。ロール体(C4)においては、共押出第3層と共押出第1層との密着性が悪く、ロール体(C4)の端部を出発点として、共押出第1層を共押出第2層から剥離することによって巻戻しを行おうとしたところ、途中で、共押出第3層と共押出第1層とが分離してしまった。
共押出第3層の形成材料としてスチレン−エチレン−ブチレン−スチレンブロック共重合体(SEBS)(JSR株式会社製、商品名「ダイナロン 8600P」)を用いた以外は、実施例1と同様に行い、〔共押出第1層(厚み=30μm)〕/〔共押出第2層(厚み=100μm)〕/〔共押出第3層(厚み=10μm)〕の積層構成を有する積層体を共押出成型した後、ロール形状に巻き取り、ロール体(C4)を得た。
ロール体(C4)についての評価結果を表3に示した。ロール体(C4)においては、共押出第3層と共押出第1層との密着性が悪く、ロール体(C4)の端部を出発点として、共押出第1層を共押出第2層から剥離することによって巻戻しを行おうとしたところ、途中で、共押出第3層と共押出第1層とが分離してしまった。

本発明のロール体を用いれば、均一かつ良好に一体化した〔剥離層〕/〔アクリル系粘着剤層〕/〔アクリル系基材層〕の積層構成を有する粘着シートを、非常に容易に得ることが可能となる。
剥離層(A) 20
アクリル系粘着剤層(B) 30
アクリル系基材層(C) 40
ロール体 100
粘着シート 1000
アクリル系粘着剤層(B) 30
アクリル系基材層(C) 40
ロール体 100
粘着シート 1000
Claims (7)
- 積層体の巻回し構造を含むロール体であって、
該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体である、
ロール体。 - 前記アクリル系粘着剤層(B)は、アクリル酸エステルブロック構造とメタクリル酸エステルブロック構造を含むアクリル系ブロック共重合体を含む、請求項1に記載のロール体。
- 前記アクリル系ブロック共重合体の重量平均分子量が30000〜300000である、請求項2に記載のロール体。
- 前記アクリル系基材層(C)は、アクリル酸エステルブロック構造とメタクリル酸エステルブロック構造を含むアクリル系ブロック共重合体を含む、請求項1から3までのいずれかに記載のロール体。
- 前記アクリル系ブロック共重合体の重量平均分子量が30000〜300000である、請求項4に記載のロール体。
- 前記剥離層(A)は、ポリオレフィン系樹脂を含む、請求項1から5までのいずれかに記載のロール体。
- 積層体の巻回し構造を含むロール体の製造方法であって、
該積層体は、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する少なくとも3層からなる積層体であり、
該アクリル系基材層(C)の形成材料(c)と該剥離層(A)の形成材料(a)と該アクリル系粘着剤層(B)の形成材料(b)を、アクリル系基材層(C)と剥離層(A)とアクリル系粘着剤層(B)とをこの順に有する積層体が得られるように共押出成形して一体化させた後、ロール形状に巻き取る、
ロール体の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012151182A JP2014012783A (ja) | 2012-07-05 | 2012-07-05 | ロール体 |
| PCT/JP2013/067649 WO2014007137A1 (ja) | 2012-07-05 | 2013-06-27 | ロール体、ロール体の製造方法、および粘着シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012151182A JP2014012783A (ja) | 2012-07-05 | 2012-07-05 | ロール体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014012783A true JP2014012783A (ja) | 2014-01-23 |
Family
ID=50108667
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012151182A Pending JP2014012783A (ja) | 2012-07-05 | 2012-07-05 | ロール体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014012783A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018024864A (ja) * | 2016-08-03 | 2018-02-15 | リンテック株式会社 | 表示用粘着ラベルおよびその製造方法 |
-
2012
- 2012-07-05 JP JP2012151182A patent/JP2014012783A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018024864A (ja) * | 2016-08-03 | 2018-02-15 | リンテック株式会社 | 表示用粘着ラベルおよびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2703462A1 (en) | Adhesive sheet | |
| WO2012111358A1 (ja) | 粘着シート | |
| JP5483713B2 (ja) | 表面保護フィルム | |
| JP5596299B2 (ja) | 粘着剤、粘着シート及び粘着シートの製造方法 | |
| JP2011201983A (ja) | 表面保護シート用基材および表面保護シート | |
| US20110287253A1 (en) | Pressure-sensitive adhesive tape | |
| JP2014012784A (ja) | 粘着シートの製造方法 | |
| JP2011213753A (ja) | 粘着テープ | |
| US20230033447A1 (en) | Double-sided adhesive tape | |
| EP2581425A1 (en) | Adhesive sheet and use of same | |
| CN102604554A (zh) | 粘接胶带 | |
| JP2011213752A (ja) | 粘着テープ | |
| JP2012172006A (ja) | 粘着シート | |
| EP2581424A1 (en) | Adhesive sheet | |
| JP2009275209A (ja) | 粘着剤、粘着シート及びその製造方法 | |
| JP2012172004A (ja) | 粘着シート | |
| WO2012032976A1 (ja) | 粘着シートおよびその製造方法 | |
| WO2012032977A1 (ja) | 粘着シートおよびその製造方法 | |
| JP5674391B2 (ja) | 表面保護フィルム | |
| JP2016160363A (ja) | 粘着積層体 | |
| JP2015003944A (ja) | 粘着シート | |
| JP2014012783A (ja) | ロール体 | |
| JP2008308559A (ja) | 表面保護フィルム | |
| WO2014007137A1 (ja) | ロール体、ロール体の製造方法、および粘着シートの製造方法 | |
| JP2015003398A (ja) | フィルムおよび粘着シート |