竪型ローラミルにおける粉砕ローラの如き破砕面部材の破砕面に、耐摩耗性の高い部分と耐摩耗性の低い部分を部材移動方向において交互に配置することにより、粉砕原料に対する噛み込み性を向上させ、結果として粉砕効率を向上させる技術は、本願出願人により先に開発され、様々な粉砕機において大きな成果をあげている(特許第1618574号)。
この破砕面部材の特徴は、耐摩耗性の低い部分が凹むことにより、粉砕原料の噛み込み性を高めることにある。このため、竪型ローラミルにおける粉砕ローラは、特にスリットローラと呼ばれている。そして、その凹みの形成形態に関しては2種類がある。一つは、耐摩耗性が高い部分と低い部分が当初、面一に形成され、粉砕操業を続ける過程で、耐摩耗性の低い部分が選択摩耗を受けることにより、凹みが自然発生的に形成される形態であり、今一つは、当初より耐摩耗性の低い部分を低い溝状に形成する形態である。前者の形態では、粉砕操業を続ける過程で徐々に粉砕効率が上って所定の効率に落ち着き、後者の形態では、操業当初より所定の粉砕効率を確保することができる。
本願出願人は、両方の形態で粉砕機のローラやテーブルなどを数多く作製しているが、いずれの形態にしろ、珪石のような硬質の粉砕原料を粉砕する場合は、次のような克服しなければならない問題が発生することを体験した。
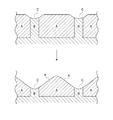
硬質原料を粉砕する場合、耐摩耗性の高い部分と耐摩耗性の低い部分との耐摩耗性の差異が大きいと、図5に示すように、耐摩耗性の低い部分Bが早期摩耗を発生して溝Cが深くなり、耐摩耗性の高い部分Aの前後の溝C,Cと接する両側面a,aが極端な摩耗環境に曝され、両側のエッジから摩耗が進行することにより、耐摩耗性の高い部分Aは尖った山形になる。その結果、耐摩耗性の高い部分Aの見かけ上の幅が極端に小さくなり、同時に耐摩耗性の低い部分Bに生じる凹み(溝C)の深さも極端に大きくなる。その結果、騒音が大きくなるとか、耐摩耗性の高い部分Aに欠けが発生して寿命が短くなるなどの問題が発生していた。
この問題を解決するために、本願出願人は、破砕面部材の母材部表面に、耐摩耗性の高い部分と耐摩耗性の低い部分とを所定ピッチで交互に設けると共に、耐摩耗性の低い部分を、母材部より耐摩耗性が高く耐摩耗性の高い部分により耐摩耗性が低い耐摩耗性金属材により形成する技術を開発し、特許を取得した(特許文献1)。
ここで、耐摩耗性の高い部分は、母材部の表面に設けられた溝に、母材部より耐摩耗性の高い耐摩耗性金属材を多層肉盛溶接で形成され、耐摩耗性の低い部分は、隣接する溝を仕切り、耐摩耗性の高い部分における耐摩耗性金属材の肉盛高さより高さが低い仕切り壁の上に、母材部より耐摩耗性が高く耐摩耗性の高い部分と耐摩耗性が同じかこれより耐摩耗性が低い耐摩耗性金属材を溶接することで形成される。耐摩耗性の高い部分と耐摩耗性が同じ耐摩耗性金属材を肉盛しても、意図的な溶け込みにより母材部の仕切り壁から十分な希釈を受けるので、耐摩耗性の高い部分より低い耐摩耗性が、耐摩耗性の低い部分に付与されることになる。
かかる技術により、硬質原料の粉砕に対応して耐摩耗性が高い部分の耐摩耗性を顕著に引き上げた場合に問題となる耐摩耗性の低い部分の早期摩耗を、母材部の耐摩耗性を高めることなく大幅に抑制でき、その結果として、耐摩耗性の高い部分の両側面の摩耗を著しく改善することに成功した。しかしながら、この技術をもってしても、耐摩耗性の高い部分の両側面の摩耗の進行を遅らせることはできても、決定的な解決を見るまでには至らなかった。
そこで破砕面部材の寿命を延ばすために、耐摩耗性の肉盛金属材として、特許文献2に記載の耐摩耗材を使用して肉盛り使用することが多くなった。この耐摩耗材はオーステナイトマンガン鋼のワイヤにより立て向き溶接中にWC粒子を外部から約20〜70%添加することにより形成されるWC粒子との複合耐摩耗性合金である。
近年、高品位炭のコストが高価になり、安価な低品位炭の使用が顕著になった。そのために、低品位炭に含有される硬質未燃分の含有量が増加し、それによる摩耗が顕著になり、粉砕粉ローラの使用寿命が非常に短くなった。上記複合耐摩耗性合金からなる耐摩耗材の肉盛は、このような場合のローラ寿命の延長にも効果的である。
しかしながら、耐摩耗材で肉盛りする場合に、次のような大きな欠点が発見された。すなわち、実機ローラでは、耐摩耗性の低い部分を構成するために軟鋼製の9mmの厚みを持つフラットバー材が使用され、より詳しくは、このフラットバーがローラ回転方向に対して、約40〜50mmピッチの等間隔でローラ表面に溶接により固定される。そして、こうして形成された耐摩耗性の低い部分の各間に、上記複合耐摩耗性合金からなる耐摩耗材が、適当な厚みで肉盛りキャスティングされて耐摩耗性の高い部分が形成される。
溶接肉盛りワイヤの単独使用の場合には全く欠陥を生じることがないが、上記複合耐摩耗性合金からなる耐摩耗材を使用する場合には、オーステナイトマンガン鋼溶接ワイヤのキャスティング溶融金属内に外部からタングステン炭化物粒子の適当量を手動で落とし込み、溶着金属を形成することから、特に耐摩耗性の低い部分に相当する9mmtの厚みを持った軟鋼製リブに近接した溶着金属内に、WC粒子を最下部から上層部まで均一にWC粒子を分布させることが非常に困難である。特に上層部の最終肉盛りが終了する部分では、WC粒子を9mmtの軟鋼壁に沿うように添加してもWC粒子の比重が溶融金属より重いので、多くが溶着金属の下方に沈殿するようになり、溶着金属上部の9mmt軟鋼リブ側壁近辺にはWC粒子が存在しなくなり易い。
それにもかかわらず、この部分が特に磨耗に対して非常に重要な個所となる。なぜなら、ローラ回転方向の耐摩耗性の高い部分の両エッジに相当する部分がこれに相当するからであり、この部分にWC粒子が少ないと、摩耗を受け、エッジが丸く成り、最終的には耐摩耗性の高い部分の硬化金属を山形形状に摩耗させてしまう。つまり、耐摩耗性の高い部分の両エッジ部の早期摩耗を抑制するために、ここに使用する耐摩耗性材として耐摩耗性に優れたWC粒子との複合耐摩耗性合金を使用しても、肝心の両エッジ部ではWC粒子による利得を享受できないのである。
本発明の目的は、破砕面に耐摩耗性の高い部分と耐摩耗性の低い部分が交互に配列された破砕面部材において、耐摩耗性の高い部分の両エッジ部の早期摩耗を抑えて、当該破砕面部材の使用寿命を延長することにある。
上記目的を達成するために、本発明者は耐摩耗性の高い部分の両エッジ部の早期摩耗の原因を子細に調査した。その結果、以下の事実が判明した。
耐摩耗性の高い部分は、従来は移動方向における高さが、幅全体にわたり同一である。この場合、移動方向前側のエッジは常に粉砕原料を掻き込む仕事をするので、移動方向後側のエッジに比べて仕事量が大きく、当然その分、摩耗を受け易くなり、その先端形状が丸みを帯びるようになり、次第にエッジのR形状が大きくなりだす。その結果、前側エッジ前方の耐摩耗性の低い部分の溝にも原料が入り易くなり始める。このようになりだすと、以前に比べ、より粉砕原料との接触面積が広く成り、益々仕事量が増大して摩耗が進行し易くなる。前側エッジが摩耗を発生すると、一つ手前の後側エッジ形状も丸く変形し、耐摩耗性の低い部分の溝幅が一層広くなりだす。
溝幅が広くなると、従来より大きな寸法の粉砕原料が溝内部に入り込み易くなり、時間の経過に伴って、耐摩耗性の高い部分の前側エッジと一つ前方の後側エッジとが大きく磨耗し、耐摩耗性の低い部分の溝幅と深さが益々大きくなり、その結果、耐摩耗性の高い部分が山形形状に、耐摩耗性の低い部分が谷形形状にそれぞれ変化し、耐摩耗性の高い部分が尖った形状となる。一旦尖った形状になると、摩耗進行速度が益々加速され、早期摩耗に発展して、ローラ全体を交換するか、補修肉盛りを行う必要性が生じる。この傾向は、粉砕原料が硬く大きな程、顕著になる。例えば、硬質原料である硅石の粉砕に関しては、このような摩耗が顕著に発生し、このような磨耗形態を防止するためには、これまでとは異なる視点からの新たな磨耗防止対策を講じる必要性が生じた。
そこで更に検討を続けた結果、本発明者は顕著摩耗の起点となる、耐摩耗性の高い部分の部材移動方向前側のエッジを機械的に補強するのが有効であると考え、様々な対策を比較検討した結果、非常に単純な方法ではあるが、厳しい摩耗環境に曝される耐摩耗性の高い部分の部材移動方向前部上に、耐摩耗性の高い部分の耐摩耗材と同等の耐摩耗性を持つ金属か、もしくはそれ以上の耐摩耗性を持つ金属を溶接肉盛するのが有効なことが判明した。
この部分的な肉盛によると、厳しい摩耗環境に曝される耐摩耗性の高い部分の部材移動方向前部の厚みが増し、その分、使用寿命を延長することができる。理論計算によれば、シャープなエッジが受ける圧力は、平面が受ける圧力の3倍以上であると言及されているので、回転方向前側のエッジを追加肉盛りにより厚くする方法は、寿命延長に対して非常に有効な手段であり、肉厚が増加した分だけ、延命効果を発揮するようになる。耐摩耗性の高い部分を部材移動方向全体で高くしても山型摩耗は抑制できない。耐摩耗性の高い部分の部材移動方向前部上に部分的に耐摩耗材を肉盛することに意義がある。
本発明の破砕面部材は、かかる知見を基礎として完成されたものであり、粉砕機に使用される破砕面部材であって、その破砕面に耐摩耗性の高い部分と耐摩耗性の低い部分とを部材移動方向において所定ピッチで交互に設けてあり、耐摩耗性の高い部分の部材移動方向前部上に、耐摩耗性の高い部分の耐摩耗材と同等がそれ以上の耐摩耗性を持つ耐摩耗性金属ビードを肉盛溶接により溶着形成したものである。
本発明の破砕面部材においては、耐摩耗性の高い部分の部材移動方向前側のエッジの摩耗が抑制されることにより、結果的にその前方の耐摩耗性の低い部分の溝の摩耗が抑制されると共に、その更に前方の後側エッジの摩耗も抑制され、これらの相乗により耐摩耗性の高い部分の山形化が抑制される。加えて、耐摩耗性の高い部分の表面に沿って粉砕原料が後向きの下降傾斜流となり、後方の耐摩耗性の低い部分の溝摩耗も抑制され、この点からも、耐摩耗性の高い部分の山形化が抑制される。
本発明の破砕面部材においては、耐摩耗性の高い部分の部材移動方向前部上と合わせ、耐摩耗性の高い部分の部材移動方向後部上にも、耐摩耗性の高い部分の耐摩耗材と同等がそれ以上の耐摩耗性を持つ耐摩耗性金属ビードを肉盛溶接により形成することも可能である。
耐摩耗性の高い部分の部材移動方向前部上及び後部上に耐摩耗性金属ビードを肉盛溶接することにより、両部分の高さが高くなり、両側の肉盛ビードに挟まれた部分に粉砕原料が充填される結果、ここに粉砕原料からなるセルフライニング層が形成され、摩耗進展が一層効果的に抑制される。なお、肉盛ビードは、耐摩耗性の高い部分の部材移動方向前部上、又は後部上に肉盛形成される耐摩耗性金属ビードと同義である。
耐摩耗性の高い部分の部材移動方向前部上、及び後部上に耐摩耗性金属ビードを肉盛溶接する場合は、後側の肉盛ビードの高さを前側の肉盛ビードの高さより低くすることが望まれる。なぜなら、後側の肉盛ビードを低くすることにより、前述した耐摩耗性の高い部分の表面上の粉砕原料の前方から後方への下降傾斜流への悪影響を小さく止めることができ、その効果を享受しつつ、後側の肉盛ビートの摩耗防止効果を高めることができるからである。
耐摩耗性の高い部分の部材移動方向前部上に形成する前側ビードについては、部材移動方向前方から部材移動方向後方へ向かって高さが漸減する楔形状とすることも有効である。なぜなら、このような楔形状の肉盛ビードだと、部材移動方向前端部で高さが最も高くなることにより原料掻き込み効果に優れると共に、掻き込んだ粉砕原料がテーパー上面に沿って部材移動方向後方へスムーズに傾斜流動し、その後方の耐摩耗性の低い部分の溝に効率よく運び込まれる。そして、その溝内に運び込まれた原料は、部材移動方向後方の前側エッジにより塞き止められて滞留を生じ、溝を保護することにより、溝の摩耗進展を遅らせることが可能となり、結果として部材寿命が長くなる。
従来のこの種の破砕面部材においては、耐摩耗性の高い部分が部材移動方向において当初、同じ高さであったため、耐摩耗性の低い部分に形成される溝内の粉砕原料は垂直方向から直接的に押し込みを受ける傾向が強く、溝の摩耗が促進する傾向を示すが、上述した下降傾斜流によると、破砕面での原料流れが下降傾斜方向に制御され、溝に対する当たりが斜め方向へコントロールされることにより、溝の摩耗が抑制されることになる。
耐摩耗性の高い部分の部材移動方向前部上に形成される前側ビードの部材移動方向長は、耐摩耗性の高い部分の部材移動方向長をLとして、5mm以上、1/2L以下(ただし25mmを超えないことが好ましい)が望ましい。肉盛ビードの部材移動方向長が小さいと肉盛ビード自体の強度が弱くなる。反対にこの移動方向長が大きすぎると、耐摩耗性の高い部分を全長にわたって高くしたのと大差がなくなり、肉盛ビードを設けたことによる効果が薄れる。部材移動方向後部上に形成される後側ビードの移動方向長については、移動方向前部上の前側ビードほど仕事を行わないので、5〜10mmと小さくて良い。
耐摩耗性の高い部分の部材移動方向前部上にのみ肉盛ビードを形成したときは、耐摩耗性の高い部分の移動方向長の1/2まで同一高さで肉盛りした場合でさえ、その肉盛ビードの後方が階段状にレベル変化するので、粉砕原料の流れが層流になり安いとは言い難いが、傾斜方向には流れるので、ビード表面に傾斜を設ければ、摩耗性の低い部分の溝に対して粉砕原料を後方へ運ぶことができる。しかし、移動方向後側のエッジが階段状となることによる不規則な表面状態により、粉砕原料の流れが偏向されることにより磨耗を受け易くなることは避け得ないので、耐摩耗性の高い部分の移動方向後部上に、移動方向前部上の前側ビードより低く後側ビードを形成すれば、後側エッジの偏摩耗も防止することができる。
肉盛ビードの高さは10mm以下が望ましく、部材移動方向後部上の後側ビードの高さは、部材移動方向前部上の前側ビードの高さより低くすることが望まれる。例えば、移動方向前部上の前側ビードの高さを10mmとすれば、移動方向後部上の後側ビードの高さは5mm程度で良い。移動方向前部上の前側ビードの移動方向長が10mm程度と小さい場合には、原料の傾斜流れ効果は減少し、エッジの厚肉化効果による延命対策としての効果に限定される傾向が強いが、その場合でも、移動方向前部上の前側エッジの肉盛り高さを10mmにし、移動方向後部上の後側エッジの肉盛り高さを5mm程度とすれば、ローラ、テーブルなどの破砕面部材の移動速度(回転速度)が非常に速いので、前後ビードの高低差による原料の流れを、耐摩耗性が高い部分の硬化金属の表面に沿った傾斜方向の流れにある程度制御可能である。また前側ビードと後側ビードとの間に粉砕原料が溜まりやすく、原料によるセルフライニングのため、耐摩耗性の高い部分の摩耗を遅らせる効果があり、特に付着し易いオイルコークスや水分の多い亜瀝青炭の粉砕にも有効である。この効果は前部、後部共に同一高さの肉盛ビードを形成したときが最も顕著となる。
ところで、破砕面部材における粉砕機能は破砕面全体で均一ではない。例えば、竪型ローラミルの回転テーブルでは、粉砕ローラが対向する外周部が破砕面となり、その破砕面も粉砕ローラの破砕面である外周面も、微粉砕を主として行う主破砕面と主破砕面以外の破砕面とからなる。主破砕面の位置は破砕面部材の種類によって様々である。破砕面における最大磨耗量の2/3以上の磨耗を示す領域を主破砕面と定義すれば、竪型ミルローラに使用される粉砕ローラ(竪型ミルローラ)の場合は次のようになる。
竪型ミルローラは、外周面が、回転方向に直角な面内で回転軸方向に対して傾斜した台錘形型の台形型ローラと、外周面が、回転方向に直角な面内で外周側に凸の方向に湾曲したタイヤ型ローラとがあり、タイヤ型ローラは、湾曲率が小さい凸型ローラ(D/R≧4.3)と、湾曲率が大きい扁平型ローラ(D/R<4.3)とに大別される。主破砕面は、台形型ローラでは大径側に位置し、通常はローラ全幅の約30〜40%となる。タイヤ凸型ローラでは大径側、すなわち中央部が主破砕面となり、通常はローラ全幅の約30〜40%の領域である。タイヤ扁平型ローラでは小径側、すなわち両側部か主破砕面となり、通常は片側でローラ全幅の15〜20%の領域であり、合計では台形型ローラ及びタイヤ凸型ローラと同じローラ全幅の約30〜40%の領域となる。
耐摩耗性の高い部分の表面上に形成される肉盛ビードは、基本的には破砕面部材の移動方向に直角な幅方向全域に設ける必要はなく、少なくとも前述した主破砕面に形成されていればよい。しかし、主破砕面以外の破砕面に形成された溝は、粉砕原料を主破砕面に送り込む役目も果すため、その機能を高める観点から、主破砕面以外の破砕面への肉盛ビードの形成も有効である。したがって、主破砕面以外の破砕面への肉盛ビードの形成を除外するものではない。
本発明の破砕面部材は、耐摩耗性の高い部分と耐摩耗性の低い部分が交互に配列された破砕面において、耐摩耗性の高い部分の前部上に硬化金属からなる溶接ビードを肉盛し、好ましくは、耐摩耗性の高い部分の前部上及び後部上の両方に、前部上に高く、後部上に低く溶接ビードを肉盛することにより、単に耐摩耗性の高い部分のエッジを厚肉化により強化するのみならず、硬化金属表面に傾斜を与え、高価金属表面に沿って流れる粉砕原料の流動方向を強制的に傾斜方向に変更することにより、耐摩耗性の低い部分に形成される溝に対して原料を斜めから侵入させ、溝の摩耗を減少させることにより、部材表面の山形化を抑制し、使用寿命の大幅延長を可能とする。
以下に本発明の実施形態を図面に基づいて説明する。
図1に示す第1実施形態の破砕面部材は、竪形ローラミルにおける粉砕ローラ10と回転テーブル20との組み合わせである。回転テーブル20の外周部上の周方向複数箇所に配置された粉砕ローラ10が、回転テーブル20の回転駆動に伴い、間に粉砕原料30を噛み込みながら従動回転することにより、粉砕原料30の破砕を行う。このため、粉砕ローラ10と回転テーブル20との対向面における両破砕面部材の移動方向は同じになり、その方向は粉砕原料30の流れとも一致する。
粉砕ローラ10の破砕面である外周面には、耐摩耗性の高い部分Aと耐摩耗性の低い部分Bとが、全幅にわたり、周方向で交互に配置されている。耐摩耗性の低い部分Bは、厚さ9mmの軟鋼製フラットバーをローラ母材部外周面に母材部全幅にわたって且つ母材部周方向に所定間隔で溶接することにより構成されており、隣接するフラットバー間に耐摩耗性金属を立て向き溶接等によりキャスティングすることにより、耐摩耗性の高い部分Aは構成されている。耐摩耗性の高い部分Aの部材移動方向長L(ローラ回転方向長)は、耐摩耗性の低い部分Bの部材移動方向長L’(ローラ回転方向長)、すなわち9mmのフラットバー幅に対し、40〜50mm程度である。
粉砕ローラ10の破砕面である外周面が、微粉砕を主に行う主破砕面と、主破砕面以外の破砕面とからなることは前述したとおりである。その主破砕面における耐摩耗性の高い部分Aの部材移動方向前部上には、耐摩耗性の高い部分Aに使用された耐摩耗性金属と同等かそれ以上の耐摩耗性を有する耐摩耗材からなる前側の肉盛ビード11が、筋盛り溶接により、断面半円形のドーム状に形成されている。同様に、主破砕面における耐摩耗性の高い部分Aの部材移動方向後部上には、耐摩耗性の高い部分Aに使用された耐摩耗性金属と同等かそれ以上の耐摩耗性を有する耐摩耗材からなる後側の溶接肉盛ビード12が、筋盛り溶接により、断面弧状のドーム形に形成されている。
部材移動方向前部上に形成された前側の肉盛ビード11の部材移動方向長(ローラ回転方向長)は、耐摩耗性の高い部分Aの部材移動方向長Lで表して、5mm以上、1/2L以下であり、ここでは約10mmとされている。前側の肉盛ビード11の高さは10mmとされている。部材移動方向後部上に形成された後側の肉盛ビード12の部材移動方向長(ローラ回転方向長)は、前側の肉盛ビード11の部材移動方向長より短い5〜10mm、高さは前側の肉盛ビード11の高さの1/2の5mmとされている。
耐摩耗性の低い部分Bは、使用に伴って凹状に摩耗することにより、上方に断面U状の溝13を形成している。
第1実施形態の破砕面部材においては、粉砕ローラ10の外周部に、耐摩耗性の高い部分Aと耐摩耗性の低い部分Bが交互に形成されていると共に、その主破砕面においては、個々の耐摩耗性の高い部分Aの部材移動方向前部上(ローラ回転方向上流部上)、及び部材移動方向後部上(ローラ回転方向下流部上)に、高耐摩耗性の金属材料からなる肉盛ビード11及び12がそれぞれ溶着により突設されている。その結果、第1の機能として、摩耗の顕著な主破砕面において、耐摩耗性の高い部分Aの部材移動方向前部及び後部が厚肉化され、これにより、耐摩耗性の高い部分の前後両エッジ部の摩耗が抑制される。
第2の機能として、耐摩耗性の高い部分Aの前側エッジによる原料塞き止め効果が上り、その前方の耐摩耗性の低い部分Bの溝13に原料が溜まり、これによるセルフライニング効果により、溝13の摩耗が抑制される。第3の機能として、両肉盛ビード11,12間に形成される凹部に粉砕原料30が溜まり、耐摩耗性の高い部分Aについても、セルフライニング効果により、両エッジ部間の摩耗が抑制される。
第4の機能として、耐摩耗性の高い部分Aの部材移動方向前側のエッジの摩耗が抑制されることにより、結果的にその前方の耐摩耗性の低い部分Bの溝13の摩耗が抑制される。第5の機能として、耐摩耗性の低い部分Bの溝13の摩耗が抑制されることにより、その更に前方の後側エッジの摩耗も抑制される。
第6の機能として、部材移動方向前部上の前側ビード11より部材移動方向後部上の後側ビード12の高さが低いために、耐摩耗性の高い部分Aの表面に沿って粉砕原料30が後向きの下降傾斜流となり、後方の耐摩耗性の低い部分Bの溝13に対する当たりが、従来の垂直方向から斜め方向へコントロールされることにより、溝13の摩耗が抑制される。
そして、これら6つの機能の相乗により、耐摩耗性の高い部分Aの山形化、耐摩耗性の低い部分Bの谷形化が抑制される。
図2に示す第2実施形態の破砕面部材は、竪形ローラミルにおける粉砕ローラ10と回転テーブル20との組み合わせである。図1に示す第1実施形態の破砕面部材とは、粉砕ローラ10の耐摩耗性が高い部分Aの表面、特に部材移動方向前部上に耐摩耗性硬化金属により形成される前側の肉盛ビード11の形状が相違する。
すなわち、その前側の肉盛ビード11は、耐摩耗性が高い部分Aの表面の部材移動方向前端から移動方向中央にかけての1/2の領域に形成されており、その高さは部材移動方向前端部から移動方向中央部にかけて漸減している。これにより、肉盛ビード11の上面は、部材移動方向前端部から移動方向中央部に向けて下方へ傾斜している。肉盛ビード11の前端部及び後端部の傾斜部分を除く有効部分の最大高さは10mm、最小高さはその1/2の5mmである。
耐摩耗性が高い部分Aの部材移動方向後部上に形成される後側の肉盛ビード12については、図1に示す第1実施形態の破砕面部材と同じく、高さが5mmの筋盛りビードである。
第2実施形態の破砕面部材においては、前側の肉盛ビード12が部材移動方向後方へ向けて下降傾斜した上面をもつ楔形状であるため、前側の肉盛ビード11と後側の肉盛ビード12との高低差による粉砕原料30の流れが、耐摩耗性が高い部分Aの硬化金属の表面に沿った傾斜方向の層流に整流され、前側の肉盛ビード11と後側の肉盛ビード12との間の凹部、及びその更に後方の耐摩耗性が低い部分Bの溝13内へ粉砕原料30が効率よく供給され、耐摩耗性の高い部分Aの摩耗による山形化、及び耐摩耗性の低い部分Bの摩耗に谷形化が、より効果的に抑制され、破砕面部材の使用寿命が延びる。
図3に示す第3実施形態の破砕面部材は、竪形ローラミルにおける粉砕ローラ10と回転テーブル20との組み合わせで、図2に示す第2実施形態の破砕面部材の変形例であり。図2に示す第2実施形態の破砕面部材とは、粉砕ローラ10の耐摩耗性が低い部分Bの表面に形成されている後側の肉盛ビード12が省略されている点が相違する。
機能は、図2に示す第2実施形態の破砕面部材と比べて、後側の肉盛ビード12が省略されていることにより、耐摩耗性が高い部分Aの前側の肉盛ビード11より後方部分のセルフライニングによる摩耗抑制効果は期待できないが、耐摩耗性が高い部分Aの硬化金属の表面に沿った原料流の傾斜化が一層進み、後方の耐摩耗性の低い部分Bの上に形成される溝13へ侵入する原料流の垂直線に対する傾きが一層大きくなり、耐摩耗性の低い部分Bの抑制効果が上がることにより、結果的に大差ない寿命延長効果が得られる。
図4に示す第4実施形態の破砕面部材は、竪形ローラミルにおける粉砕ローラ10と回転テーブル20との組み合わせで、図2に示す第2実施形態の破砕面部材及び図3に示す第3実施形態の破砕面部材の変形例であり。図2に示す第2実施形態の破砕面部材及び図3に示す第3実施形態の破砕面部材とは、耐摩耗性の高い部分Aの前部上に形成されている前側の肉盛ビード11を、部材移動方向後部まで後方へ延長して、部材移動方向後部上の後側の肉盛ビード12と一体化することにより、部材移動方向全長にわたる肉盛ビード15を形成した点が相違する。
図2に示す第2実施形態の破砕面部材及び図3に示す第3実施形態の破砕面部材と比べて、耐摩耗性の高い部分Aの摩耗が抑制されることに加え、耐摩耗性の高い部分Aの上での原料流の傾斜化、層流化が一層進むことにより、耐摩耗性の低い部分Bの摩耗もより一層抑制され、破砕面部材の使用寿命は最も長くなる。
以上の実施形態では、耐摩耗性の高い部分Aの上に形成される肉盛ビード11,12,15の形態が、耐摩耗性の高い部分Aの全て同じとされているが、耐摩耗性の高い部分Aの後部上に形成される後側の肉盛ビード12が存在するものと存在しないもの、或いは肉盛ビード15が存在するものと存在しないものといった異なる形態の耐摩耗性の高い部分Aを所定周期で交互に配置することも可能である。
以下に実施効果を述べる。
石炭火力発電に使用する実際の石炭粉砕機により粉砕実験を行った。使用した石炭粉砕機は、台形型の粉砕ローラ2個と、回転駆動される水平な回転テーブル1個とで構成された竪型ローラミルであり、より具体的には、太径側直径が約1430mm、小径側直径が約1215mm、軸方向長(幅)が約400mmの寸法を持つローラ2個が、約1800の直径を持つ回転テーブル上の回転中心線を挟む対向位置に適切な間隙を持って設置された竪型ローラミルである。この粉砕機の石炭処理トン数は1時間当たり20トンであり、テーブル回転速度は約45RPMである。粉砕される石炭は主として亜瀝青炭と瀝青炭との混合粉砕である。
従来、使用されていた粉砕ローラは、高クロム鋳鉄製ローラであり、平滑面な破砕面(外周面)を持ち、1年間で約20mm摩耗すると、必要とされる微粉度が得られなくなるので、ローラ残厚が充分に残っていても交換されていた。しかし、あまりにも寿命が短いので、噛み込み性に優れ、耐摩耗性に優れたスリットローラが採用された。採用された2個のスリットローラのうち、1個のローラは耐摩耗性の高い部分と耐摩耗性の低い部分が回転方向に交互に配置されたオリジナルのスリットローラである。そのスリットローラにおける耐摩耗性の高い部分の回転方向長は約40mm、深さは約30mm、耐摩耗性の低い部分の回転方向長は9mmである。
他の1個のローラは、耐摩耗性の高い部分を構成する硬化金属の回転方向前部上に、その硬化金属と同じ耐摩耗材からなる回転方向長が約10mmで高さが約6mmの溶接ビードが筋肉盛りにより溶着され、同後部上には、同じ耐摩耗材からなる回転方向長が約10mmで高さが約3〜4mmの溶接ビードが筋肉盛りにより溶着された本発明の破砕面部材である。
両方の肉盛ビードは、筋肉盛り長(回転方向に直角な方向の長さ)は、軸方向長(幅)が約400mmのローラ寸法に対し、主粉砕面となるローラ大径側にのみ溶着され、具体的には、太径側端面より小径側に向かって約150mmの領域に溶着形成され、残りの小径側に向かって250mmの領域には溶着形成されていない。
同時に運転を開始して1年間経過したローラの摩耗状況を観察した。筋肉盛りを施工した本発明の粉砕ローラは、見た目では殆ど磨耗を発生することがなく、回転方向前部上の前側の肉盛ビードは一部磨耗消滅していた部分が見受けられるが、同後部上に形成した後側の肉盛ビードは未だ残っていた。その結果、耐摩耗性の低い部分により形成されている溝の摩耗が完全に防止されているのが明白に見受けられた。
ちなみに、本来のまま採用されたスリットローラは筋肉盛りビードの処置を行っていないので、最も粉砕に寄与する太径側破砕面が最大深さで約5〜6mm程度摩耗して凹みを生じていた。
このように、筋肉盛りビードの摩耗防止効果が明白に確認された。本来のままのスリットの耐摩耗性の高い部分の硬化金属は約30mmの厚みに肉盛りされているので、筋肉盛りがされていなくても、ローラ寿命は約5年間〜6年間が想定されたが、筋肉盛りを行ったローラに関しては確実に6年間の寿命を確保できることが確認された。その結果、ボイラー定期修理時期が2年毎に繰り返し行われるが、6年目に粉砕ローラを交換することが可能になり、定期修理6年目に合致させることができて、大きなコスト低減に貢献出来た。
これ以外にも、筋肉盛り方法による1年間の寿命延長効果は、素晴らしいコスト低減効果を生み出すことに繋がった。なぜなら、スリットローラの肉盛り完成後に、回転方向前部上、同後部上にタングステンカーバイドの硬化肉盛り溶接棒で筋肉盛りするだけで大きな効果がもたらされたことである。この肉盛り工事には、使用するタングステンカーバイド棒の使用量も極僅かで済み、肉盛りも筋肉盛りで施工されるために施工時間が短くて済み、これに要する投下コストに比べ、生み出される効果の方がはるかに莫大であり、有効なローラ寿命延長処理方法である。この方法は充分にスリットローラに対する付加価値を高める経済的効果の多大な新技術である。
以上の実施形態及び実施例では、耐摩耗性の高い部分の移動方向前部上及び同後部上に肉盛ビードを形成する場合、前部上に形成される前側の肉盛ビートが、後部上に形成される後側の肉盛ビードより高くされているが、その逆も有効であることを本発明者は知見した。すなわち、前側の肉盛ビードに比べて後側の肉盛ビードを高くするすることにより、粉砕原料の流れ方向が後側の肉盛エッジで破砕面部材から離反する方向へ偏向し、次に衝突する部材移動方向後方の前側のエッジの原料衝突の程度が減少し、前側エッジの摩耗速度を遅らせることができる。
部材移動方向後部上に形成された後側の肉盛ビードが粉砕原料の噛み込み性を改善し、ローラのスリップ防止や粉砕効率の向上に貢献するが、後側の肉盛ビードが摩耗消失すると、それらの効果は失われてしまうが、元々設置されていた耐摩耗性の高い部分の硬化金属が引き続きその効果を発揮する。
耐摩耗性の高い部分の前部上や後部上に形成された肉盛ビードの高さは、本来の目的で耐摩耗性の高い部分に溶着された硬化金属の厚さに比べ、大きくても1/3、小さくて1/10程度であり、通常良く使用する肉厚比率は約1/5〜1/6程度であり、肉厚効果から判断しても、約10〜33%の寿命延長効果に相当し、肉厚だけから見れば補足的に寿命を延ばす手段にしか過ぎない。
しかし、粉砕ローラの使用寿命が従来5年間で、修理するか交換を行う必要があると仮定すれば、この対策により使用時寿命が1年間延長されるなら、石炭火力発電所におけるボイラー定期点検が2年毎に繰り返し行われるので、6年目のボイラー定期点検時期にローラ交換時期を合致させることが可能になる。この時期にローラを交換出来れば、定期修理時期に交換されるために、重油ボイラーの操業を1回で行える大きな経済的メリットをもたらすことが可能となる。