JP2014015667A - 発電用ガスタービン翼への遮熱コーティング成膜法、及びそれを用いた発電用ガスタービン - Google Patents
発電用ガスタービン翼への遮熱コーティング成膜法、及びそれを用いた発電用ガスタービン Download PDFInfo
- Publication number
- JP2014015667A JP2014015667A JP2012154404A JP2012154404A JP2014015667A JP 2014015667 A JP2014015667 A JP 2014015667A JP 2012154404 A JP2012154404 A JP 2012154404A JP 2012154404 A JP2012154404 A JP 2012154404A JP 2014015667 A JP2014015667 A JP 2014015667A
- Authority
- JP
- Japan
- Prior art keywords
- gas turbine
- power generation
- diffusion barrier
- barrier layer
- alloy film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Turbine Rotor Nozzle Sealing (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【解決手段】重量で、C:0.06%以上0.08%以下、B:0.016%以上0.035%以下、Hf:0.2%以上0.3%以下、Cr:6.9%以上7.3%以下、Mo:0.7%以上1.0%以下、W:7.0%以上9.0%以下、Re:1.2%以上1.6%以下、Ta:8.5%以上9.5%以下、Nb:0.6%以上1.0%以下、Al:4.9%以上5.2%以下、Co:0.8%以上1.2%以下、及び残部が実質的にNiである単結晶合金からなる翼基材の表面に、直接多層合金皮膜、ボンドコート、トップコートを順次積層させた構造を有する発電用ガスタービン翼を用いる。
【選択図】図2A
Description
(2)基材を翼形状に加工する。(形状加工工程)
(3)基材に拡散バリヤ層を含む多層合金皮膜を成膜する。(多層合金皮膜成膜工程)
この多層合金皮膜成膜工程は、めっき処理工程とCr浸透処理工程とを含む。
(5)拡散バリヤ層を含む多層合金皮膜とボンドコートを成膜した基材の時効を行う。(時効工程)
(6)ボンドコート上にトップコートを成膜する。(トップコート成膜工程)
以下、それぞれの工程について説明する。
本実施形態では、先ず、精密鋳造後の本発明に用いる単結晶合金基材に対し溶体化を行う。溶体化は鋳造時に偏析した元素を拡散させて均質な組成にすることを目的とするため、基材の融点近い高温で行われる。
溶体化後の翼基材について、タービン翼面の研削を行い、嵌合部、冷却孔を所望の形状に加工する。タービン翼の形状は複雑で寸法精度が要求され、寸法精度に応じ機械加工、放電加工など種々の加工法を用いて行う。
本発明の拡散バリヤ成膜法では、翼基材表面に直接拡散バリヤ層を含む多層合金皮膜を形成する。
拡散バリヤ層を含む合金皮膜を成膜後、その上にボンドコートを成膜する。
ボンドコートを成膜後、基材の組織の調整を目的とする時効処理を行う。
時効処理後、ボンドコート上にトップコートを成膜する。
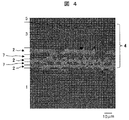
溶体化後の棒状の鋳造材より、直径1インチ、厚さ3ミリメートルの試験片を加工し、基材とした。バリヤ成膜は、本実施例ではめっきを用いて実施するため、前処理として表面を#600の耐水研磨紙で湿式研磨、アセトンによる脱脂洗浄を行った。
(2) Re-Niめっき 膜厚6ミクロン
(3) Ni-Wめっき 膜厚5ミクロン
(4) Re-Niめっき膜厚6ミクロン
(5) Ni-Wめっき 膜厚5ミクロン
(6) Re-Niめっき膜厚6ミクロン
(7) Niめっき 膜厚10ミクロン
本実施例では上記の通りの、めっきにより基材表面の多層めっき膜を成膜した後、Cr浸透処理を行った。条件はAr雰囲気中で試験片を処理粉末(Al2O3-15Cr-5NH4Cl mass%)に埋没させ、加熱温度は、本発明に用いる単結晶合金の時効温度である、1120℃を選定し、4h保持した。
時効処理後に、トップコートを市販のイットリア安定化ジルコニア(YSZ)を大気圧プラズマ溶射(APS)を使用して、約300ミクロン施工した。
Claims (4)
- 重量で、C:0.06%以上0.08%以下、B:0.016%以上0.035%以下、Hf:0.2%以上0.3%以下、Cr:6.9%以上7.3%以下、Mo:0.7%以上1.0%以下、W:7.0%以上9.0%以下、Re:1.2%以上1.6%以下、Ta:8.5%以上9.5%以下、Nb:0.6%以上1.0%以下、Al:4.9%以上5.2%以下、Co:0.8%以上1.2%以下、及び残部が実質的にNiである単結晶合金からなる翼基材の表面に、直接多層合金皮膜、ボンドコート、トップコートを順次積層させた構造を有する事を特徴とする発電用ガスタービン翼。
- 前記多層合金皮膜が、基材表面に直接接する拡散バリヤ層と中間層を含み、前記拡散バリヤ層がRe、Cr及びNiを含む合金である事を特徴とする請求項1記載の発電用ガスタービン翼。
- 請求項1又は2に記載の発電用ガスタービン翼の製造方法であって、
(1)基材を溶体化する。(溶体化工程)
(2)基材を翼形状に加工する。(形状加工工程)
(3)基材に拡散バリヤ層を含む多層合金皮膜を成膜する。(多層合金皮膜成膜工程)
(4)拡散バリヤ層を含む合金皮膜上にボンドコートを成膜する。(ボンドコート成膜工程)
(5)拡散バリヤ層を含む多層合金皮膜とボンドコートを成膜した基材の時効を行う。(時効工程)
(6)ボンドコート上にトップコートを成膜する。(トップコート成膜工程)
を順次行う事を特徴とし、前記多層合金皮膜成膜工程での成膜温度は、請求項1に記載の単結晶合金の時効温度以下であることを特徴とする発電用ガスタービン翼の製造方法。 - 請求項3に記載の製造方法により製造された発電用ガスタービン翼を用いた発電用ガスタービン。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012154404A JP5905355B2 (ja) | 2012-07-10 | 2012-07-10 | 発電用ガスタービン翼の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012154404A JP5905355B2 (ja) | 2012-07-10 | 2012-07-10 | 発電用ガスタービン翼の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014015667A true JP2014015667A (ja) | 2014-01-30 |
| JP5905355B2 JP5905355B2 (ja) | 2016-04-20 |
Family
ID=50110611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012154404A Active JP5905355B2 (ja) | 2012-07-10 | 2012-07-10 | 発電用ガスタービン翼の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5905355B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020033589A (ja) * | 2018-08-29 | 2020-03-05 | 株式会社ディ・ビー・シー・システム研究所 | 耐熱合金部材およびその製造方法ならびに高温装置およびその製造方法ならびに耐熱合金部材製造用部材 |
| JP2024005333A (ja) * | 2022-06-30 | 2024-01-17 | 株式会社ディ・ビー・シー・システム研究所 | 耐熱金属部材およびその製造方法ならびに高温装置ならびにめっき液 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008059971A1 (en) * | 2006-11-16 | 2008-05-22 | National University Corporation Hokkaido University | Multilayer alloy coating film, heat-resistant metal member having the same, and method for producing multilayer alloy coating film |
-
2012
- 2012-07-10 JP JP2012154404A patent/JP5905355B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008059971A1 (en) * | 2006-11-16 | 2008-05-22 | National University Corporation Hokkaido University | Multilayer alloy coating film, heat-resistant metal member having the same, and method for producing multilayer alloy coating film |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020033589A (ja) * | 2018-08-29 | 2020-03-05 | 株式会社ディ・ビー・シー・システム研究所 | 耐熱合金部材およびその製造方法ならびに高温装置およびその製造方法ならびに耐熱合金部材製造用部材 |
| JP7138339B2 (ja) | 2018-08-29 | 2022-09-16 | 株式会社ディ・ビー・シー・システム研究所 | 耐熱合金部材およびその製造方法ならびに高温装置およびその製造方法 |
| JP2024005333A (ja) * | 2022-06-30 | 2024-01-17 | 株式会社ディ・ビー・シー・システム研究所 | 耐熱金属部材およびその製造方法ならびに高温装置ならびにめっき液 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5905355B2 (ja) | 2016-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101289018B (zh) | 具有隔热覆盖层的耐热构件 | |
| JP4481027B2 (ja) | 遮熱コーティング部材およびその製造方法 | |
| JP4607530B2 (ja) | 遮熱被覆を有する耐熱部材およびガスタービン | |
| JP4166977B2 (ja) | 耐高温腐食合金材、遮熱コーティング材、タービン部材、及びガスタービン | |
| JP5905354B2 (ja) | 発電用ガスタービン翼への遮熱コーティング、及びそれを用いた発電用ガスタービン | |
| US20070224443A1 (en) | Oxidation-resistant coating and formation method thereof, thermal barrier coating, heat-resistant member, and gas turbine | |
| JP5905336B2 (ja) | 発電用ガスタービン翼、発電用ガスタービン | |
| JP7232295B2 (ja) | 基材上に高温保護層を接合するための付着促進層、並びにそれの製造方法 | |
| JPH1088368A (ja) | 遮熱コーティング部材およびその作製方法 | |
| JP2009242836A (ja) | 耐高温腐食合金材、遮熱コーティング材、タービン部材、及びガスタービン | |
| JP7174811B2 (ja) | 高温部材 | |
| JP2011512454A (ja) | コーティングを有する超合金物品 | |
| KR20170060113A (ko) | 차열 코팅 및 터빈 부재 | |
| US20090162690A1 (en) | Thermal barrier coating systems | |
| JP2008138224A (ja) | アルミニウムの拡散コーティングの施工方法 | |
| JP5905355B2 (ja) | 発電用ガスタービン翼の製造方法 | |
| WO2012029540A1 (ja) | 熱遮蔽コーティング膜及びその製造方法、並びにそれを用いた耐熱合金部材 | |
| JP6054137B2 (ja) | 遮熱コーティングを有するガスタービン用高温部材 | |
| KR20230065725A (ko) | 가스터빈 고온부품에 적용되는 열차폐 코팅의 접합강도 향상을 위한 코팅 방법 | |
| JP2006161808A (ja) | 拡散障壁層および白金族保護層によって保護された物品 | |
| JP5164250B2 (ja) | 遮熱コーティング部材とその製造方法 | |
| JP2011509346A (ja) | 遮熱コーティング系の施工方法 | |
| JP5281995B2 (ja) | 遮熱被覆を有する耐熱部材およびガスタービン | |
| JP2006328499A (ja) | 遮熱コーティング、ガスタービン高温部品及びガスタービン | |
| JP2008274357A (ja) | 耐久性に優れる柱状構造遮熱コーティング部材及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20140821 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150123 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20150123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151020 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160223 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160316 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5905355 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |