JP2014108433A - 絞り加工方法及び絞り加工装置 - Google Patents
絞り加工方法及び絞り加工装置 Download PDFInfo
- Publication number
- JP2014108433A JP2014108433A JP2012263423A JP2012263423A JP2014108433A JP 2014108433 A JP2014108433 A JP 2014108433A JP 2012263423 A JP2012263423 A JP 2012263423A JP 2012263423 A JP2012263423 A JP 2012263423A JP 2014108433 A JP2014108433 A JP 2014108433A
- Authority
- JP
- Japan
- Prior art keywords
- die
- slit
- blank material
- blank
- punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 33
- 238000003825 pressing Methods 0.000 claims abstract description 15
- 230000003028 elevating effect Effects 0.000 claims description 2
- 238000000465 moulding Methods 0.000 abstract description 24
- 230000002950 deficient Effects 0.000 abstract description 2
- 238000007493 shaping process Methods 0.000 abstract description 2
- 238000004904 shortening Methods 0.000 abstract description 2
- 230000001105 regulatory effect Effects 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 238000007599 discharging Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
Images






Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【課題】刃具の短寿命化や切り屑の発生を招くことなく、ブランク材にスリットを形成して成形不良を防止する。
【解決手段】ダイ1を降下させて、ダイ1に設けたスリット刃5で、ブランクホルダ3の上に載置したブランク材WにスリットSを形成するステップと、スリット刃5をダイ1に対して相対的に上昇させることにより、スリット刃5をブランク材Wから引き抜くステップと、ダイ1をさらに降下させることにより、ブランク材Wにポンチ2を押し当てて絞り成形を施すステップとを順に経て行う。
【選択図】図6
【解決手段】ダイ1を降下させて、ダイ1に設けたスリット刃5で、ブランクホルダ3の上に載置したブランク材WにスリットSを形成するステップと、スリット刃5をダイ1に対して相対的に上昇させることにより、スリット刃5をブランク材Wから引き抜くステップと、ダイ1をさらに降下させることにより、ブランク材Wにポンチ2を押し当てて絞り成形を施すステップとを順に経て行う。
【選択図】図6
Description
本発明は、絞り加工方法及び絞り加工装置に関する。
絞り加工は、通常、ダイとブランクホルダとでブランク材を挟持した状態で、これらを一体に降下させることにより、ブランク材をポンチに押し付けて所定形状に成形することで行われる。このとき、平板状のブランク材を立体形状に成形するにあたり、ブランク材の材料の流入を制御することで、シワやワレ等の成形不良の発生を防止している。特に、成形が厳しい箇所(平板からの変形量が大きい箇所)では、上記のような流入制御を行うことが重要となる。
上記のような流入制御の一例として、予めブランク材に穴を設けることで、成形部への材料の流入を促すことがある。しかし、この場合、絞り加工の前工程であるブランキング加工においてブランク材に穴を開ける必要が生じるため、ブランキング加工を施す金型に穴開け用の刃具を設ける必要がある。また、ブランキング加工で穴部を打ち抜くと、打ち抜いたスクラップが生じるため、これを排出する機構を設ける必要がある。このため、ブランキング工程の設備コストが高騰すると共に、設備の汎用性が低下するという問題があった。
そこで、例えば特許文献1には、絞り加工を施す金型にスリット刃を設け、絞り加工中にブランク材にスリットを形成する技術が示されている。こうしてブランク材にスリットを形成してから絞り加工を施すことで、成形部への材料の流入を促進して成形不良を防止できる。また、絞り加工においてスリットを形成するため、ブランキング加工用の金型に穴開け用の刃具等を設ける必要がなくなる。さらに、ブランク材に穴を打ち抜くのではなく、スリットを形成することで、スクラップが生じないため、これを排出する機構が不要となる。
しかし、上記特許文献1の技術では、刃具でブランク材にスリットを形成した後、その刃具がスリットに挿通された状態のまま、絞り加工が施される。この場合、成形部へ流入しようとするスリット周辺の材料が刃具に干渉するため、刃具の寿命が短くなったり、材料と刃具との干渉で切り屑が発生して成形品の品質低下を招くという問題があった。
以上の事情に鑑み、本発明が解決すべき技術的課題は、刃具の短寿命化や切り屑の発生を招くことなく、ブランク材にスリットを形成して成形不良を防止することにある。
前記課題を解決するために、本発明は、ダイをポンチに対して相対降下させて、ダイに設けたスリット刃で、ブランクホルダの上に載置したブランク材にスリットを形成するステップと、前記スリット刃をダイに対して相対的に上昇させることにより、前記スリット刃をブランク材から引き抜くステップと、ダイをポンチに対してさらに相対降下させることにより、ブランク材にポンチを押し当てて絞り成形を施すステップとを順に経て行う絞り加工方法を提供する。
このように、スリット刃でブランク材にスリットを形成した後、スリット刃をブランク材から引き抜いてから、ブランク材を絞り加工を施すことにより、絞り加工時に成形部へ流入する材料とスリット刃とが干渉する事態を回避できる。このため、スリット刃の短寿命化や切り屑の発生を招くことなく、スリットによる材料流入促進効果を得ることができる。
上記の絞り加工方法において、ダイをポンチに対して相対降下させ続けながら、ブランク材へのスリットの形成、前記スリット刃のブランク材からの引き抜き、及びブランク材の絞り加工を行うようにすれば、効率よく絞り加工を行うことができる。
上記の絞り加工方法では、例えば、ダイをポンチに対して相対降下させながら、下面に前記スリット刃を有するスライド部材に下方から規制部材を当接させて、スライド部材のポンチに対する相対降下を規制することにより、スリット刃をブランク材から引き抜くことができる。これにより、ダイを相対降下させる駆動力を利用して、スライド部材をダイに対して上昇させることができるため、別途の駆動機構を要することなく、スリット刃をブランク材から引き抜くことができる。
上記の絞り加工方法は、ダイと、ポンチと、ブランクホルダとを備えた絞り加工装置であって、ブランク材にスリットを形成するためのスリット刃と、下面に前記スリット刃を有するスライド部材と、前記スライド部材をダイに対して昇降可能に取り付ける昇降手段と、前記スライド部材の下方に設けられ、前記スライド部材に下方から当接することで前記スライド部材のポンチに対する降下を規制する規制部材とを設けた絞り加工装置により実現することができる。
以上のように、本発明によれば、刃具の短寿命化や切り屑の発生を招くことなく、ブランク材にスリットを形成して成形不良を防止することができる。
以下、本発明の実施形態を図面に基づいて説明する。
本実施形態のプレス加工工程は、矩形状のブランク材を所定形状に打ち抜くブランキング工程と、ブランキング工程で打ち抜かれた平板状のブランク材を所定の立体形状に成形する絞り加工工程と、絞り加工工程で成形された成形品の不要部分を切断除去するトリミング工程とを経て行われる。本実施形態では、上記工程のうち、特に絞り加工工程について説明する。
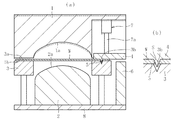
本発明の一実施形態に係る絞り加工装置は、図1に示すように、ダイ1と、ポンチ2と、ブランクホルダ3と、スリット刃5を有するスライド部材4と、規制部材6とを主に備える。
ダイ1は、ポンチ2に対して昇降可能に設けられる。本実施形態では、ポンチ2が固定され、ダイ1が、図示しない駆動機構により昇降駆動される。ダイ1は、図2に示すように、下面中央に形成された成形面1aと、成形面1aの周囲を囲むように設けられた押さえ面1bとを有する。押さえ面1bは、平面視で一部を切り欠いた略C形状に設けられる。
ポンチ2は、ベース8に固定される。ポンチ2の上面には、ダイ1の成形面1aの形状に対応した成形面2aを有する。ベース8には、規制部材6が固定される。規制部材6は、スライド部材4の下方に設けられ、スライド部材4のうち、スリット刃5を除く領域に下方から当接可能とされる。規制部材6の上面(スライド部材4に当接する面)の高さは、ブランクホルダ3の上面よりも僅かに下方に配される(図1参照)。
ブランクホルダ3は、図3に示すように、ポンチ2の全周を囲むように環状に設けられる。ブランクホルダ3の上面のうち、ダイ1の押さえ面1bと上下方向で対向する領域は、押さえ面3aとして機能し、スリット刃5と上下方向で対向する領域には、凹溝3bが形成される。ブランクホルダ3は、所定のクッション圧が加わるまでは降下が規制され、所定のクッション圧が加わったときに降下が許容される。
スライド部材4は、ダイ1に対して昇降可能な状態で取り付けられる。本実施形態では、スライド部材4が、ダイ1の下面に昇降手段を介して取り付けられる。昇降手段としては、スライド部材4をダイ1に対して上昇させる圧力が加わったときに、所定の圧力が加わるまではスライド部材4の相対上昇を規制し、所定の圧力が加わるとスライド部材4の相対上昇を許容するものが使用でき、本実施形態ではシリンダ7(例えばタンカーシリンダ)が使用される。シリンダ7の後退許容圧力は、ブランクホルダ3のクッション圧よりも小さい。図示例では、シリンダ7のピストンロッド7aの下端にスライド部材4が取り付けられる(図1参照)。型開きした状態では、スリット刃5が、ダイ1の押さえ面1bよりも下方に突出して設けられる。図示例では、スライド部材4の下面(ブランク材Wを押さえる部分)が、ダイ1の押さえ面1bよりも若干下方に配置される(図1参照)。
スリット刃5は、スライド部材4の下面に設けられる。スリット刃5は、ブランク材Wのうち、成形部への材料の流入を促進したい箇所に設けられ、図示例では、ブランク材Wの周縁領域のうち、略矩形状の成形面1aの一辺に沿った箇所に設けられる(図3参照)。このような箇所にスリット刃5及びスライド部材4を設けるために、ダイ1の押さえ面1bが略C形状を成している(図2参照)。
以下、上記の絞り加工装置を用いて、ブランク材Wに絞り加工を施す手順を説明する。
まず、ブランクホルダ3の上にブランク材Wを載置する(図1参照)。そして、ダイ1を降下させ、スリット刃5でブランク材Wにスリットを形成する{図4(a)参照}。このとき、スライド部材4の下面がダイ1の押さえ面1bよりも下方に位置しているため、押さえ面1bよりも先にスリット刃5がブランク材Wと接触し、スリットが形成される。スリット刃5は、ブランク材Wを貫通して、ブランクホルダ3の凹溝3bに嵌り込む{図4(b)参照}。
その後、ダイ1がさらに降下すると、スライド部材4の下面がブランク材Wに押し付けられ、シリンダ7に圧力が加わる。このとき、シリンダ7の後退許容圧力が、ブランクホルダ3のクッション圧よりも小さいことにより、シリンダ7のピストンロッド7aが後退し、スライド部材4がダイ1に対して上昇する(実際には、スライド部材4が静止してダイ1のみが降下する)。そして、ダイ1の押さえ面1bがブランク材Wに当接し、ブランク材Wの周縁がダイ1の押さえ面1bとブランクホルダ3の押さえ面3aとで上下から挟持される{図4(a)の点線参照}。
ダイ1がさらに降下すると、ダイ1によりブランクホルダ3が押し下げられ、ダイ1、ブランクホルダ3、スライド部材4、及びブランク材Wが一体に降下する。そして、図5に示すように、スライド部材4に規制部材6が下方から当接すると、シリンダ7のピストンロッド7aが再び後退し始め、ダイ1、ブランクホルダ3、及びブランク材Wが一体に降下し続ける一方で、スライド部材4の降下が規制される。この状態でダイ1がさらに降下すると、図6に示すように、ブランク材WのスリットSからスリット刃5が引き抜かれる。
その後、ダイ1がさらに降下することにより、ダイ1及びブランクホルダ3で周縁を挟持されたブランク材Wが、ポンチ2の成形面2aに押し付けられて成形される。このとき、ブランク材Wのうち、成形による変形量が大きい箇所に予めスリットSが形成されているため、この部分においてブランク材の周縁から成形部へ向けての材料流入が促進され、ワレやシワ等の成形不良を防止できる。また、成形が開始される前(すなわちブランク材Wがポンチ2の成形面2aに当接する前)に、ブランク材WのスリットSからスリット刃5が引き抜かれているため、成形により流動するブランク材Wの材料がスリット刃5と干渉することはなく、スリット刃5の損傷や切り屑の発生を回避できる。
ダイ1がさらに降下し、下死点に当接することで、ブランク材Wが所定形状に成形される(図7参照)。その後、ダイ1を上昇させ、成形品を金型から搬出する。
上記の絞り加工方法によれば、絞り加工工程においてブランク材WにスリットSを形成するため、ブランキング工程の金型に穴開け用の刃具等を設ける必要が無い。また、ブランク材Wに穴を開けるのではなく、スリットSを形成することで、スクラップ部を成形品に一体化しておくことができるため、絞り加工装置にスクラップ排出機構を設ける必要が無い。尚、スクラップ部は、絞り加工工程後のトリミング工程において、他のスクラップ部と共に一括して除去することができる。
また、上記の絞り加工方法によれば、ダイ1を一定速度で降下させ続けながら、スリットSの形成、スリット刃5のブランク材Wからの引き抜き、及びブランク材Wの絞り加工を連続的に行うことができるため、例えばスリットSの形成を別工程で行ったり、ダイ1を一旦停止してスリットSを形成したりする場合と比べて、効率よく加工することができる。また、ダイ1を降下させながら、スライド部材4に規制部材6を当接させてスライド部材4の降下を規制することで、別途の駆動機構を要することなく、スリット刃5をブランク材Wから引き抜くことができる。
以上の実施形態では、ポンチ2を固定し、ダイ1を降下させる場合を示したが、これとは逆に、ダイ1を固定し、ポンチ2を上昇させる構成としてもよい。
1 ダイ
2 ポンチ
3 ブランクホルダ
4 スライド部材
5 スリット刃
6 規制部材
7 シリンダ(昇降手段)
8 ベース
S スリット
W ブランク材
2 ポンチ
3 ブランクホルダ
4 スライド部材
5 スリット刃
6 規制部材
7 シリンダ(昇降手段)
8 ベース
S スリット
W ブランク材
Claims (3)
- ダイをポンチに対して相対降下させて、ダイに設けたスリット刃で、ブランクホルダの上に載置したブランク材にスリットを形成するステップと、前記スリット刃をダイに対して相対的に上昇させることにより、前記スリット刃をブランク材から引き抜くステップと、ダイをポンチに対してさらに相対降下させることにより、ブランク材にポンチを押し当てて絞り加工を施すステップとを順に経て行う絞り加工方法。
- ダイをポンチに対して相対降下させ続けながら、ブランク材へのスリットの形成、前記スリット刃のブランク材からの引き抜き、及びブランク材の絞り加工を行う請求項1記載の絞り加工方法。
- ダイと、ポンチと、ブランクホルダとを備えた絞り加工装置であって、
ブランク材にスリットを形成するためのスリット刃と、下面に前記スリット刃を有するスライド部材と、前記スライド部材をダイに対して昇降可能に取り付ける昇降手段と、前記スライド部材の下方に設けられ、前記スライド部材に下方から当接することで前記スライド部材のポンチに対する降下を規制する規制部材とを設けた絞り加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012263423A JP2014108433A (ja) | 2012-11-30 | 2012-11-30 | 絞り加工方法及び絞り加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012263423A JP2014108433A (ja) | 2012-11-30 | 2012-11-30 | 絞り加工方法及び絞り加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014108433A true JP2014108433A (ja) | 2014-06-12 |
Family
ID=51029385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012263423A Pending JP2014108433A (ja) | 2012-11-30 | 2012-11-30 | 絞り加工方法及び絞り加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014108433A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117619923A (zh) * | 2023-12-28 | 2024-03-01 | 北京九天行歌航天科技有限公司 | 火箭贮箱弧底模压成型模具及方法 |
-
2012
- 2012-11-30 JP JP2012263423A patent/JP2014108433A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117619923A (zh) * | 2023-12-28 | 2024-03-01 | 北京九天行歌航天科技有限公司 | 火箭贮箱弧底模压成型模具及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3739669A (en) | Shearing press of opposing die type | |
| JP5557926B2 (ja) | プレス金型およびプレス加工方法 | |
| CA1079169A (en) | Blank and draw apparatus with gap control and method | |
| JP5869746B2 (ja) | バーリング加工方法及び金型 | |
| JP2013000780A (ja) | プレス成形装置 | |
| KR101550024B1 (ko) | 프레스 금형장치 및 프레스 방법 | |
| KR101557066B1 (ko) | 금형모듈이 내장된 파인 블랭킹 금형 | |
| KR20130060590A (ko) | 소재의 주름을 방지하고 후가공을 절감하는 핫스탬핑 성형방법 및 이를 위한 핫스탬핑 성형장치 | |
| CN205816544U (zh) | 一种自动卸料的高精度冲压模具 | |
| KR20160074247A (ko) | 핫스탬핑 부품 제조용 금형장치 | |
| JP5843712B2 (ja) | 金型及びトリム加工方法 | |
| JP4633309B2 (ja) | プレス成形方法 | |
| JP2014108433A (ja) | 絞り加工方法及び絞り加工装置 | |
| KR20130134435A (ko) | 챔퍼링 장치와 챔퍼링 방법 그리고 챔퍼링 방법이 적용된 프레스 가공 방법 | |
| KR101247970B1 (ko) | 복동식 트리밍장치 | |
| KR102538966B1 (ko) | 버(burr) 커팅부가 구비된 프레스 성형장치 | |
| JP2005329437A (ja) | 鋳造製品のばり取り方法及びその装置 | |
| CN111760976A (zh) | 一步下料拉伸冲孔连续模 | |
| JP5724734B2 (ja) | プレス型 | |
| KR101855592B1 (ko) | 경사 작동형 프레스장치 | |
| KR100626210B1 (ko) | 드로오잉 금형장치 | |
| JP4388010B2 (ja) | 順送加工による絞り加工品製造方法と絞り加工品製造装置 | |
| JP2005014062A (ja) | 対向ダイスせん断加工装置及び対向ダイスせん断加工方法 | |
| JP2007118017A (ja) | ダブルアクションプレス装置とプレス方法 | |
| CN206241026U (zh) | 一种冲裁模具的废料切刀 |