JP2014109558A - 錠剤検査装置の搬送装置 - Google Patents
錠剤検査装置の搬送装置 Download PDFInfo
- Publication number
- JP2014109558A JP2014109558A JP2012265677A JP2012265677A JP2014109558A JP 2014109558 A JP2014109558 A JP 2014109558A JP 2012265677 A JP2012265677 A JP 2012265677A JP 2012265677 A JP2012265677 A JP 2012265677A JP 2014109558 A JP2014109558 A JP 2014109558A
- Authority
- JP
- Japan
- Prior art keywords
- tablet
- tablets
- conveyance path
- transport
- value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Feeding Of Articles To Conveyors (AREA)
Abstract
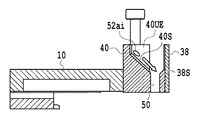
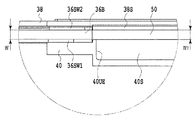
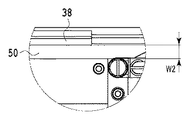
【解決手段】錠剤整列供給部における姿勢制御部材36の搬送面形成部材36B内の斜面36bsの搬送路幅Wは、厚さtの錠剤52aiの短径bの値よりも大であって長径aの値よりも小なる値(b<W<a)であって、かつ、2錠分の厚み2tよりも大なる値であって、3錠分の厚み3tよりも小なる値(2t<W<3t)に設定され、その斜面36bsの端部に連なる先細形状の搬送路50の上流側端部の搬送路幅W1が、搬送路幅Wの値よりも大であって長径aの値よりも小なる値(W<W1<a)であって、かつ、搬送路幅Wの値よりも大なる値であって、3錠分の厚み3tよりも小なる値(W<W1<3t)に設定されているもの。
【選択図】図2
Description
20 搬送ベルト
36 姿勢制御部材
38、40 側面ガイド部材
50 搬送路
52ai 錠剤
Claims (5)
- 錠剤供給部からの複数の錠剤が供給される斜面を有する姿勢制御部材内に形成される第1の搬送路と、該第1の搬送路の下流側端部に連なる先細形状の第2の搬送路と、該第2の搬送路内の前記錠剤を検査部の検査に対応した姿勢で載置される載置面を有し該錠剤を該検査部に通じる連通路に搬送する搬送手段と、を有する錠剤整列供給部を備え、
前記第1の搬送路の搬送路幅は、前記錠剤における最小径の値よりも大であって最大径の値よりも小なる値であって、少なくとも前記錠剤の2錠分の厚みよりも大なる値に設定され、前記第2の搬送路の上流側端部の搬送路幅が、前記第1の搬送路の搬送路幅よりも大であって前記錠剤における最大径の値よりも小なる値に設定されることを特徴とする錠剤検査装置の搬送装置。 - 前記姿勢制御部材内の斜面の勾配は、前記錠剤の摩擦係数に応じて前記搬送手段の載置面に対し15°から30°までの範囲の角度で設定されることを特徴とする請求項1記載の錠剤検査装置の搬送装置。
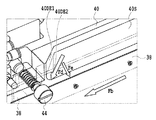
- 前記第2の搬送路の周縁には、前記錠剤を該第2の搬送路内に誘い込む斜面が形成されることを特徴とする請求項1記載の錠剤検査装置の搬送装置。
- 前記第2の搬送路は、互いに向かい合う一対の側面ガイド部材の内周面により形成されることを特徴とする請求項1記載の錠剤検査装置の搬送装置。
- 前記第2の搬送路中に詰まった錠剤を外部に排出する詰り除去機構が、前記第2の搬送路における下流側端部に設けられることを特徴とする請求項1記載の錠剤検査装置の搬送装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012265677A JP6120546B2 (ja) | 2012-12-04 | 2012-12-04 | 錠剤検査装置の搬送装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012265677A JP6120546B2 (ja) | 2012-12-04 | 2012-12-04 | 錠剤検査装置の搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014109558A true JP2014109558A (ja) | 2014-06-12 |
| JP6120546B2 JP6120546B2 (ja) | 2017-04-26 |
Family
ID=51030262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012265677A Expired - Fee Related JP6120546B2 (ja) | 2012-12-04 | 2012-12-04 | 錠剤検査装置の搬送装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6120546B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111153166A (zh) * | 2020-01-17 | 2020-05-15 | 浙江亚厦装饰股份有限公司 | 板材自动翻折设备 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50140181U (ja) * | 1974-05-07 | 1975-11-18 | ||
| JPS60177004U (ja) * | 1984-05-02 | 1985-11-25 | マルホ自動機株式会社 | 錠剤供給装置 |
| JPH07206144A (ja) * | 1994-01-25 | 1995-08-08 | Ikegami Tsushinki Co Ltd | 物品の姿勢揃え装置および検査装置 |
| JPH0977242A (ja) * | 1995-09-13 | 1997-03-25 | Ikegami Tsushinki Co Ltd | 小物物品の整列装置 |
| JP2002193433A (ja) * | 2000-12-27 | 2002-07-10 | Takeda Chem Ind Ltd | 円板状固形物の整列搬送装置 |
| JP2003128233A (ja) * | 2001-10-26 | 2003-05-08 | Ikegami Tsushinki Co Ltd | 小物物品の供給整列搬送装置 |
| JP2008179466A (ja) * | 2007-01-26 | 2008-08-07 | Ss Pharmaceut Co Ltd | 錠剤搬送装置 |
| US20100188501A1 (en) * | 2007-06-19 | 2010-07-29 | Motohiro Yagyu | Appearance inspection device |
-
2012
- 2012-12-04 JP JP2012265677A patent/JP6120546B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50140181U (ja) * | 1974-05-07 | 1975-11-18 | ||
| JPS60177004U (ja) * | 1984-05-02 | 1985-11-25 | マルホ自動機株式会社 | 錠剤供給装置 |
| JPH07206144A (ja) * | 1994-01-25 | 1995-08-08 | Ikegami Tsushinki Co Ltd | 物品の姿勢揃え装置および検査装置 |
| JPH0977242A (ja) * | 1995-09-13 | 1997-03-25 | Ikegami Tsushinki Co Ltd | 小物物品の整列装置 |
| JP2002193433A (ja) * | 2000-12-27 | 2002-07-10 | Takeda Chem Ind Ltd | 円板状固形物の整列搬送装置 |
| JP2003128233A (ja) * | 2001-10-26 | 2003-05-08 | Ikegami Tsushinki Co Ltd | 小物物品の供給整列搬送装置 |
| JP2008179466A (ja) * | 2007-01-26 | 2008-08-07 | Ss Pharmaceut Co Ltd | 錠剤搬送装置 |
| US20100188501A1 (en) * | 2007-06-19 | 2010-07-29 | Motohiro Yagyu | Appearance inspection device |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111153166A (zh) * | 2020-01-17 | 2020-05-15 | 浙江亚厦装饰股份有限公司 | 板材自动翻折设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6120546B2 (ja) | 2017-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10525699B2 (en) | Tablet printing device | |
| US9033447B2 (en) | Method and apparatus for printing on tablets | |
| JP4388286B2 (ja) | 微小物体検査装置 | |
| JP5555839B1 (ja) | 外観検査装置 | |
| JP2012066894A (ja) | 整列供給装置 | |
| JP2010247154A (ja) | 排出システム | |
| JP5572991B2 (ja) | 錠剤の作業用搬送装置 | |
| TWI732600B (zh) | 搬送裝置及錠劑印刷裝置 | |
| JP6120546B2 (ja) | 錠剤検査装置の搬送装置 | |
| WO2015041112A1 (ja) | 錠剤の整列供給装置及び外観検査装置 | |
| KR101533976B1 (ko) | 방향성 부품의 공급을 위한 피더 및 그의 공급 방법 | |
| WO2025020949A1 (zh) | 一种除尘复检装置及除尘设备 | |
| JP2018117949A (ja) | 錠剤印刷装置 | |
| KR20200034594A (ko) | 반송 장치 및 반송 방법 | |
| JP5835244B2 (ja) | ワーク搬送装置 | |
| JP2003128233A (ja) | 小物物品の供給整列搬送装置 | |
| EP2923776B1 (en) | Parts feeder and method for manufacturing slide fastener | |
| TW201607866A (zh) | 振動式零件搬送裝置 | |
| JP2012074570A (ja) | 電子部品実装体の製造装置 | |
| JP2004138429A (ja) | 扁平錠剤の外観検査機 | |
| JP6282468B2 (ja) | 搬送装置 | |
| CN108235575B (zh) | 停止装置及基板检查装置 | |
| JP6748996B2 (ja) | 錠剤検査装置 | |
| KR101358109B1 (ko) | 대상물 안내 기능을 갖는 비전 검사 장치 | |
| KR101582896B1 (ko) | 부품 부착 상태 검사 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170321 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170328 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6120546 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |