JP2014110065A - 磁気シートの製造方法、磁気シートの使用方法および磁気シート - Google Patents
磁気シートの製造方法、磁気シートの使用方法および磁気シート Download PDFInfo
- Publication number
- JP2014110065A JP2014110065A JP2012264041A JP2012264041A JP2014110065A JP 2014110065 A JP2014110065 A JP 2014110065A JP 2012264041 A JP2012264041 A JP 2012264041A JP 2012264041 A JP2012264041 A JP 2012264041A JP 2014110065 A JP2014110065 A JP 2014110065A
- Authority
- JP
- Japan
- Prior art keywords
- magnetic
- sheet
- layer
- magnetic layer
- magnetic sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Adhesive Tapes (AREA)
- Magnetic Record Carriers (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Abstract
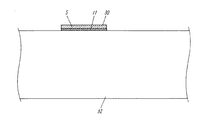
【解決手段】本発明の磁気シートの製造方法は、樹脂からなる転写シート1上に磁性層5を形成する工程と、前記磁性層5における前記転写シート1が存在する面と反対側の面に、剥離テープ10上に粘着層が形成された両面テープの前記粘着層を貼り付ける工程と、前記転写シート1を前記磁性層から剥離させる工程とを備え、これによって厚みが薄い磁気シートを得ることができるものである。
【選択図】図2
Description
以下、実施の形態1を用いて本発明について説明する。
図5(a)および(b)は本発明の実施の形態2における磁気シートの製造方法である。実施の形態1と同じ構成要素には同じ符号を付している。実施の形態1における磁気シートの製造方法との違いは、重ねシート6を用いずに製造することである。この相違点に伴って、実施の形態1における重ねシート6を磁性層5に重ね合わせる工程と、重ねシート6を磁性層5から剥離する工程もなくなる。
2 塗布機
3 磁性塗料
4 乾燥機
5 磁性層
6 重ねシート
7 重ね合わせローラ
8 シートロール
9 分離ローラ
10 剥離テープ
11 粘着層
12 重ね合わせローラ
13 分離ローラ
20 ローラ
21 ローラ
22 ローラ
23 ローラ
24 ローラ
25 ローラ
30 磁気シート
31 着磁ヘッド
32 被貼り付け部材
Claims (3)
- 樹脂からなる転写シート上に磁性層を形成する工程と、
前記磁性層における前記転写シートが存在する面と反対側の面に、剥離テープ上に粘着層が形成された両面テープの前記粘着層を貼り付ける工程と、
前記転写シートを前記磁性層から剥離させる工程と、
を備えた磁気シートの製造方法。 - 請求項1記載の磁気シートの製造方法の後に、前記両面テープの前記剥離テープを前記粘着層より剥離し、前記粘着層を被貼り付け部材に貼り付けることで磁気シートを被貼り付け部材に貼り付ける磁気シートの使用方法。
- 磁性層と、
前記磁性層の一方の面に設けられた粘着層と、
前記粘着層の前記磁性層と対向する面に設けられた剥離可能な剥離テープと、
を備えた磁気シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012264041A JP2014110065A (ja) | 2012-12-03 | 2012-12-03 | 磁気シートの製造方法、磁気シートの使用方法および磁気シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012264041A JP2014110065A (ja) | 2012-12-03 | 2012-12-03 | 磁気シートの製造方法、磁気シートの使用方法および磁気シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014110065A true JP2014110065A (ja) | 2014-06-12 |
Family
ID=51030607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012264041A Pending JP2014110065A (ja) | 2012-12-03 | 2012-12-03 | 磁気シートの製造方法、磁気シートの使用方法および磁気シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014110065A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021147449A (ja) * | 2020-03-17 | 2021-09-27 | ニチレイマグネット株式会社 | 水性マグネット塗料、それを用いたマグネットシート及びマグネット面、及びその着磁方法 |
| JPWO2022163300A1 (ja) * | 2021-01-29 | 2022-08-04 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61120791A (ja) * | 1984-11-16 | 1986-06-07 | Hosokawa Katsupanshiyo:Kk | 磁気層の転写方法 |
| JPS61175927A (ja) * | 1985-01-29 | 1986-08-07 | Fuji Photo Film Co Ltd | 磁気記録媒体の製造方法 |
| JPH02278517A (ja) * | 1989-04-20 | 1990-11-14 | Kyodo Printing Co Ltd | 磁気カードの製造方法 |
| JP2006018990A (ja) * | 2004-05-31 | 2006-01-19 | Dainippon Ink & Chem Inc | 磁気記録媒体及びその製造方法 |
| JP2006114097A (ja) * | 2004-10-13 | 2006-04-27 | Tdk Corp | 磁気媒体及びその製造方法 |
| JP2007181941A (ja) * | 2006-01-05 | 2007-07-19 | Dainippon Printing Co Ltd | 磁気転写箔 |
| JP2009170067A (ja) * | 2008-01-21 | 2009-07-30 | Dic Corp | 熱転写用積層体およびこれを用いた磁気記録媒体の製造方法 |
| WO2011012520A2 (en) * | 2009-07-28 | 2011-02-03 | Sicpa Holding Sa | Transfer foil comprising optically variable magnetic pigment, method of making, use of transfer foil, and article or document comprising such |
| JP2011227978A (ja) * | 2010-03-30 | 2011-11-10 | Panasonic Corp | 磁気シートの製造方法および磁気シート |
| JP2012123854A (ja) * | 2010-12-06 | 2012-06-28 | Panasonic Corp | リール状磁気フィルムの製造方法 |
-
2012
- 2012-12-03 JP JP2012264041A patent/JP2014110065A/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61120791A (ja) * | 1984-11-16 | 1986-06-07 | Hosokawa Katsupanshiyo:Kk | 磁気層の転写方法 |
| JPS61175927A (ja) * | 1985-01-29 | 1986-08-07 | Fuji Photo Film Co Ltd | 磁気記録媒体の製造方法 |
| JPH02278517A (ja) * | 1989-04-20 | 1990-11-14 | Kyodo Printing Co Ltd | 磁気カードの製造方法 |
| JP2006018990A (ja) * | 2004-05-31 | 2006-01-19 | Dainippon Ink & Chem Inc | 磁気記録媒体及びその製造方法 |
| JP2006114097A (ja) * | 2004-10-13 | 2006-04-27 | Tdk Corp | 磁気媒体及びその製造方法 |
| JP2007181941A (ja) * | 2006-01-05 | 2007-07-19 | Dainippon Printing Co Ltd | 磁気転写箔 |
| JP2009170067A (ja) * | 2008-01-21 | 2009-07-30 | Dic Corp | 熱転写用積層体およびこれを用いた磁気記録媒体の製造方法 |
| WO2011012520A2 (en) * | 2009-07-28 | 2011-02-03 | Sicpa Holding Sa | Transfer foil comprising optically variable magnetic pigment, method of making, use of transfer foil, and article or document comprising such |
| JP2011227978A (ja) * | 2010-03-30 | 2011-11-10 | Panasonic Corp | 磁気シートの製造方法および磁気シート |
| JP2012123854A (ja) * | 2010-12-06 | 2012-06-28 | Panasonic Corp | リール状磁気フィルムの製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021147449A (ja) * | 2020-03-17 | 2021-09-27 | ニチレイマグネット株式会社 | 水性マグネット塗料、それを用いたマグネットシート及びマグネット面、及びその着磁方法 |
| JP7022966B2 (ja) | 2020-03-17 | 2022-02-21 | ニチレイマグネット株式会社 | 水性マグネット塗料を用いたマグネットシート及びマグネット面 |
| JPWO2022163300A1 (ja) * | 2021-01-29 | 2022-08-04 | ||
| WO2022163300A1 (ja) * | 2021-01-29 | 2022-08-04 | パナソニックIpマネジメント株式会社 | 部品保持ユニット、保持部材、及び部品保持ユニットを用いる製造方法 |
| JP7738272B2 (ja) | 2021-01-29 | 2025-09-12 | パナソニックIpマネジメント株式会社 | 部品保持ユニット、保持部材、及び部品保持ユニットを用いる製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101793684B1 (ko) | 그래핀 전사장치 | |
| US9597867B2 (en) | Digital printed duct tape | |
| CN105451899B (zh) | 用于内嵌式无溶剂层压的方法及装置 | |
| JP2015083373A5 (ja) | ||
| KR20170090157A (ko) | 이차전지용 파우치필름을 제조하기 위한 복합 라미네이션 장치 | |
| JP2014110065A (ja) | 磁気シートの製造方法、磁気シートの使用方法および磁気シート | |
| TW201313591A (zh) | 用於製造具有突出的襯墊之黏著帶之方法 | |
| JP2014097889A5 (ja) | ||
| JP5625575B2 (ja) | 磁気シートの製造方法 | |
| JP6388325B2 (ja) | シートの接続方法 | |
| JP2009277935A (ja) | 金属画像形成方法及び金属画像形成フィルム | |
| JP2013089843A (ja) | 熱伝導シート | |
| JP2015140384A (ja) | テープロール体およびテープロール体の製造方法 | |
| KR20150049100A (ko) | 보호 필름 박리 방법 | |
| JP4690670B2 (ja) | 両面粘着シートおよびその製造方法 | |
| JP5202273B2 (ja) | 粘着テープロール | |
| JP6359151B1 (ja) | ウェブ材の巻き取り方法 | |
| KR101472795B1 (ko) | 자기력을 이용한 나노박막 전사 장비 | |
| KR20130001375A (ko) | 부분점착 테이프 제조방법 | |
| KR101733524B1 (ko) | 무소음 저풀림력 포장테이프 제조장치 | |
| JP2011227978A5 (ja) | ||
| JP2009096909A (ja) | 両面テープ製造方法及び両面テープ製造装置 | |
| JP3164655B2 (ja) | 粘着体転写方法 | |
| JP2001164205A (ja) | 機能フィルムへの粘着剤塗布方法と粘着剤塗布装置 | |
| KR101402693B1 (ko) | 합지 용지 제조 방법 및 합지 용지 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20150225 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150909 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20160518 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160629 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160705 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170110 |