JP2014127559A - 圧電デバイスの製造方法 - Google Patents
圧電デバイスの製造方法 Download PDFInfo
- Publication number
- JP2014127559A JP2014127559A JP2012282351A JP2012282351A JP2014127559A JP 2014127559 A JP2014127559 A JP 2014127559A JP 2012282351 A JP2012282351 A JP 2012282351A JP 2012282351 A JP2012282351 A JP 2012282351A JP 2014127559 A JP2014127559 A JP 2014127559A
- Authority
- JP
- Japan
- Prior art keywords
- piezoelectric
- stress
- piezoelectric device
- film
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 33
- 238000000034 method Methods 0.000 claims abstract description 28
- 238000003825 pressing Methods 0.000 claims abstract description 27
- 239000000463 material Substances 0.000 claims abstract description 21
- 230000001681 protective effect Effects 0.000 claims description 27
- 239000011148 porous material Substances 0.000 claims description 5
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims description 3
- 239000011737 fluorine Substances 0.000 claims description 3
- 229910052731 fluorine Inorganic materials 0.000 claims description 3
- 230000035882 stress Effects 0.000 description 73
- 229920005989 resin Polymers 0.000 description 12
- 239000011347 resin Substances 0.000 description 12
- -1 polyethylene Polymers 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 8
- 229920002799 BoPET Polymers 0.000 description 7
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000005191 phase separation Methods 0.000 description 6
- 239000012790 adhesive layer Substances 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000004813 Perfluoroalkoxy alkane Substances 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229920011301 perfluoro alkoxyl alkane Polymers 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 230000001965 increasing effect Effects 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000004332 silver Substances 0.000 description 3
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000012792 core layer Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000012766 organic filler Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 125000002573 ethenylidene group Chemical group [*]=C=C([H])[H] 0.000 description 1
- 229920001038 ethylene copolymer Polymers 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- HCDGVLDPFQMKDK-UHFFFAOYSA-N hexafluoropropylene Chemical group FC(F)=C(F)C(F)(F)F HCDGVLDPFQMKDK-UHFFFAOYSA-N 0.000 description 1
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 210000001724 microfibril Anatomy 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000006072 paste Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002961 polybutylene succinate Polymers 0.000 description 1
- 239000004631 polybutylene succinate Substances 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920006289 polycarbonate film Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- YVTHLONGBIQYBO-UHFFFAOYSA-N zinc indium(3+) oxygen(2-) Chemical compound [O--].[Zn++].[In+3] YVTHLONGBIQYBO-UHFFFAOYSA-N 0.000 description 1
Images



Landscapes
- Piezo-Electric Transducers For Audible Bands (AREA)
Abstract
【課題】 圧電フィルムの材料を変えることなく、従来より高い圧電性能を有する圧電デバイスの製造方法を提供する。
【解決手段】 圧電フィルムの両面に電極が積層された圧電デバイスの製造方法であって、圧電デバイスの少なくとも片面に不均一に応力を付与する工程を含む製造方法。前記応力の付与は、一つ若しくは複数の凸部を有する押圧部材又は該押圧部材を備えた押圧器具によって圧電デバイス表面を押圧することによって行うことが好ましい。
【選択図】図1
【解決手段】 圧電フィルムの両面に電極が積層された圧電デバイスの製造方法であって、圧電デバイスの少なくとも片面に不均一に応力を付与する工程を含む製造方法。前記応力の付与は、一つ若しくは複数の凸部を有する押圧部材又は該押圧部材を備えた押圧器具によって圧電デバイス表面を押圧することによって行うことが好ましい。
【選択図】図1
Description
本発明は、圧電フィルムと、該圧電フィルムの両面に設けられた電極を備えた圧電デバイスにおいて、圧電性能を高める製造方法に関する。
樹脂フィルムに高電圧を印加することにより圧電性が付与された圧電フィルムは、超音波センサ、接触センサ、感圧センサ等のセンサ類、スイッチ、マイクロフォン、スピーカ等に利用されている。これらの用途において、圧電フィルムの感度を上げることが望まれており、そのための工夫が種々提案されている。
例えば、特開2008−47693号公報(特許文献1)には、フィルム材料である有機高分子圧電材料のマトリックス中に、無機圧電材料微粒子を分散させることが提案されており、フッ素系高分子材料(VDF−PFA)中にCaBi4Ti4O5の無機微粒子を分散させることにより、当該無機微粒子を含まない圧電フィルムと比べて、相対感度(入力電圧に対する出力電圧の比)が2倍以上増大したことが示されている。
また、積層構造タイプのフィルムを用いたエレクトレット化フィルムについて、特開2011−86924号公報(特許文献2)には、熱可塑性樹脂(ポリオレフィン系フィルム)に有機フィラー(実施例では架橋アクリル樹脂粒子)を添加した樹脂組成物の延伸フィルムをコア層として用いることで、有機フィラーを添加していない熱可塑性樹脂フィルムをコア層として用いた場合と比べて、圧電定数が増大することが示されている。
また、多孔質フィルムを用いた圧電フィルムについて、特開2011−18897号公報(特許文献3)では、気泡径を大きく且つアスペクト比を小さくすることで、圧電定数が増大することが示されている。なお、多孔質フィルムは、樹脂成分と相分離する相分離化剤を含む樹脂組成物を用いてミクロ層分離構造を有する樹脂シートを作成し、次いで樹脂シートから相分離化剤を除去することにより作成している。気泡サイズの調整は、相分離化剤の種類や配合比率、反応誘起相分離時における反応条件などにより行っている。
特許文献1〜3に提案の方法は、いずれも圧電フィルム材料の組成を変更して圧電性能を向上させるものであることから、圧電性が付与される樹脂フィルム自体の製造工程、製造条件等の変更を伴う。このため、圧電性能の改善方法として、製造現場、材料調達に対する影響が大きく、汎用性に乏しい。
本発明は、以上のような事情に鑑みてなされたものであり、その目的とするところは、圧電フィルムの材料を変えることなく、圧電デバイスとしての圧電性能を高める方法、当該方法により圧電性能が高められた圧電デバイスの製造方法を提供することにある。
すなわち本発明の圧電デバイスの製造方法は、圧電フィルムの両面に電極が積層されている圧電デバイスの製造方法であって、圧電デバイスの少なくとも片面に不均一に応力を付与する工程を含むことを特徴とする。
前記応力の付与は、一定の応力を所定距離間隔毎に付与することが好ましく、一つ若しくは複数の凸部を有する押圧部材又は該押圧部材を備えた押圧器具によって圧電デバイス表面を押圧することによって行うことが好ましい。また、前記凸部の先端面は、平面及び/又は凸曲面からなることが好ましい。
前記圧電デバイスが、圧電デバイス本体の少なくとも一面に保護フィルムが設けられた圧電デバイスの場合、該保護フィルムを該圧電デバイス本体に応力を付与した後に設けてもよいし、該保護フィルムを設けた後に応力を付与してもよい。
前記応力を付与する範囲は、少なくともセンサとして応力を受ける部分を含んでいることが好ましい。
圧電フィルムの材料は多孔質材料を含むことが好ましく、特に多孔質フッ素材料を含むことが好ましい。
本発明の圧電デバイスの製造方法は、圧電デバイスに応力を付与するという簡便な工程を追加するだけで、従来より高い圧電性能を有する圧電デバイスを提供することができる。
以下に本発明の実施の形態を説明するが、今回、開示された実施の形態は、すべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内のすべての変更が含まれることが意図される。
本発明の圧電デバイスの製造方法は、圧電フィルムと、該圧電フィルムの両面に設けられた電極を備えた圧電デバイスの製造方法であって、圧電デバイスの少なくとも片面に不均一に応力を付与する工程を含む。
〔圧電デバイス〕
はじめに、本発明の製造対象となる圧電デバイス10について説明する。
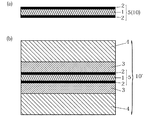
本発明の製造対象となる圧電デバイス10は、代表的には図1(a)に示すように、圧電フィルム1の両面に電極2,2が積層された圧電デバイス本体5のみからなる、保護フィルムが設けられていない圧電デバイスであり、図1(b)に示すように、圧電デバイス本体5上に少なくとも一面に保護フィルム4が設けられた圧電デバイス10’でもよい。好ましくは、保護フィルムが設けられた圧電デバイス10’である。
はじめに、本発明の製造対象となる圧電デバイス10について説明する。
本発明の製造対象となる圧電デバイス10は、代表的には図1(a)に示すように、圧電フィルム1の両面に電極2,2が積層された圧電デバイス本体5のみからなる、保護フィルムが設けられていない圧電デバイスであり、図1(b)に示すように、圧電デバイス本体5上に少なくとも一面に保護フィルム4が設けられた圧電デバイス10’でもよい。好ましくは、保護フィルムが設けられた圧電デバイス10’である。
圧電フィルム1としては、圧電性を有するフィルムであればよくその材質は特に限定しないが樹脂であることが好ましい。例えば、ポリエチレン、ポリプロピレン、ポリメチル-1-ペンテン等のポリオレフィン系樹脂;ナイロン-6、ナイロン6,6等のポリアミド系樹脂;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリブチレンサクシネート等のポリエステル系樹脂;パーフルオロアルコキシアルカン(PFA)、テトラフルオロエチレン・ヘキサフルオロプロピレン共重合体(FEP)、テトラフルオロエチレン・ヘキサフルオロプロピレン・パーフルオロアルキルビニルエーテル(EPA)、テトラフルオロエチレン・エチレン共重合体(ETFE)、ポリフッ化ビニリデン、ポリクロロ・テトラフルオロエチレン、クロロトリフルオロエチレン・エチレン共重合体、及びこれらの1種又は2種以上とポリテトラフルオロエチレン(PTFE)との混合物等のフッ素系樹脂などを用いることができる。これらの樹脂フィルムは多孔質フィルムであっても、空孔のないフィルムであってもよい。これらのうち、好ましくは多孔質フィルムであり、より好ましくは、耐熱性の観点から、多孔質フッ素樹脂フィルムである。
なお、多孔質フィルムの場合、空孔の形成方法は特に限定されず、延伸によりミクロフィブリル(微細繊維)構造による孔を形成する方法、高圧下で樹脂シートに発泡剤(不活性ガス)を飽和させ、その後急激に減圧して気泡核を生成して多孔化する方法、相分離化剤等を用いて作成したフィルムから相分離化剤を抽出除去することにより多孔質とする方法、又はフィルム材料としての樹脂溶液から溶媒除去することにより多孔質とする方法を採用してもよいし、その他、公知の方法を採用してもよい。
なお、多孔質フィルムの場合、空孔の形成方法は特に限定されず、延伸によりミクロフィブリル(微細繊維)構造による孔を形成する方法、高圧下で樹脂シートに発泡剤(不活性ガス)を飽和させ、その後急激に減圧して気泡核を生成して多孔化する方法、相分離化剤等を用いて作成したフィルムから相分離化剤を抽出除去することにより多孔質とする方法、又はフィルム材料としての樹脂溶液から溶媒除去することにより多孔質とする方法を採用してもよいし、その他、公知の方法を採用してもよい。
圧電フィルム1は、上記フィルム単独で用いても良いし、2層以上積層して用いてもよい。2層以上積層される場合、同種類の材質のフィルムを積層してもよいし、異なる種類のフィルムを積層して用いてもよい。
圧電フィルム1は、上記のようなフィルムに圧電処理を行うことによって得られる。圧電処理は高電圧を印加する方法、コロナ放電を用いる方法、プラズマを用いる方法、その他の公知の方法などを用いることができる。
圧電フィルム1の厚みは特に限定しないが、多孔質フッ素樹脂フィルムの場合5μm〜300μmであることが好ましい。薄すぎると強度不足により取り扱い性が低下するからであり、厚すぎると圧電処理が難しくなるからである。
電極2としては、十分な導電性を備える物質であればよい。例えばアルミニウム、鉄、銅、銀、金、白金などの金属やITO(酸化インジウムスズ)、FTO(フッ素ドープ酸化スズ)、ZnO(酸化亜鉛)、IZO(酸化インジウム亜鉛)などの化合物、カーボンなどを用いることができる。
電極2は、圧電フィルム1上に形成される。形成の方法としては、上記金属若しくは化合物若しくはカーボン若しくはその他の導電性を備える物質又はそれらを含むペーストや接着剤、混合物などを蒸着、スパッタリング、印刷、エッチング、塗布するなどの方法や、金属箔を接着する、積層するなどの方法が挙げられる。その他の公知の方法により形成してもよい。
電極2の厚みは特に限定しないが、0.1μm〜50μmであることが好ましい。
保護フィルム4は、圧電フィルム1及び電極2を保護するために設けられるもので、例えば接着層3によって接着する、ラミネートするなどの方法によって設けられる。保護フィルムの材質は特に限定しないが、通常、PETフィルム、ポリオレフィンフィルム、ポリエステルフィルム、ポリアミドフィルム、ポリカーボネートフィルムなどの樹脂フィルムが一般的に用いられる。保護フィルムを接着するための接着層3の材質等は特に限定しないが、通常、接着剤や両面テープなどが用いられる。
〔応力を付与する工程〕
以上のような圧電デバイスに対して応力を付与する工程を行う。
応力を付与する工程は圧電フィルム上への電極の形成よりも後に行う。圧電フィルム上に電極が形成された状態で応力を付与することにより圧電性能向上の効果が得られる。保護フィルムが設けられた圧電デバイスにおいては、保護フィルムを接着する前の圧電デバイス本体に対して行ってもよいし保護フィルムを接着した後の圧電デバイスに対して行ってもよい。
以上のような圧電デバイスに対して応力を付与する工程を行う。
応力を付与する工程は圧電フィルム上への電極の形成よりも後に行う。圧電フィルム上に電極が形成された状態で応力を付与することにより圧電性能向上の効果が得られる。保護フィルムが設けられた圧電デバイスにおいては、保護フィルムを接着する前の圧電デバイス本体に対して行ってもよいし保護フィルムを接着した後の圧電デバイスに対して行ってもよい。
応力を付与する範囲は片側もしくは両側の表面であり、片側である場合は圧電デバイスをセンサとして用いたときに応力を受ける側の面であることが好ましい。また、応力を付与する範囲は圧電デバイスとして応力を受ける部分を含んでいることが好ましく、応力を受ける部分であることがより好ましい。後述の、圧電性能の経年変化を抑制する効果を得やすくするためである。
応力は不均一に付与する。不均一とは、応力を付与する範囲において、部分によって受ける応力に差異がある状態をいい、これにより圧電性能が向上する。部分ごとに付与する応力の大きさを変える若しくは部分的に応力を付与する又はその両方によって付与する応力を不均一なものにすることができるが、部分的に応力を付与することによって付与する応力を不均一なものにすることが好ましい。応力の大きさを変える場合は、その大きさの分布パターンが一定の規則性を有していることが好ましい。部分的に応力を付与する場合は、応力を付与する部分が所定距離間隔毎に配されていることが好ましく、前記応力付与部分に加えられる力はいずれも等しいことが好ましい。
付与する応力の大きさは構成材料、特に保護フィルムの強度により適宜変更することが好ましい。付与する応力が大きすぎると圧電デバイスが破壊されるからであり、付与する応力が小さすぎると十分な圧電性能向上の効果を得られないからである。
応力の付与は、応力付与部分に独立的に応力を付与してもよいし複数の応力付与部分に対して同時に応力を付与してもよいが、生産性の観点から応力付与部分全てに対して同時に応力を付与することが好ましい。また、応力の付与は複数回に分けて行ってもよいが生産性の観点から一回で行うことが好ましい。
応力の付与は、押圧部材又は該押圧部材を備えた押圧器具によって圧電デバイス表面を押圧することにより行う。
前記押圧部材は、圧電デバイス表面との接触面に一つ若しくは複数の凸部を有する押圧部材である。凸部の形状は特に限定しない。凸部の先端面は特に限定しないが、平面及び/又は凸曲面からなることが好ましい。
部分的に応力を付与することによって不均一な応力を付与する場合の押圧部材は、所定距離間隔毎に応力を付与することが出来る点で凸部が所定距離間隔毎に設けられている部材が好ましく、全ての部分に対して等しい大きさの応力を付与できる点で全ての凸部が同大同形である部材が好ましい。付与する応力の大きさを変えることにより不均一な応力を付与する場合の押圧部材は、大きさや形状が異なる凸部が設けられた部材を用いることで付与する応力の大きさを変えることができる。押圧部材の材料は特に限定しないが、応力を付与する工程を行う過程で、押圧部材に破壊や塑性変形、摩耗などが起こりにくいものを好ましく用いることができ、例えば、金属や樹脂などを用いることができる。
前記押圧器具は、圧電デバイス表面を押圧することができる器具や装置などであり、例えばハンマーやローラー、プレス機などを用いることができ、その他の公知の器具や装置を用いることもできる。
保護フィルムを接着するより前の圧電デバイス本体に応力を付与する場合や、保護フィルムを有さない圧電デバイスに対して応力を付与する場合においては、応力を付与した時に電極が破損することを防ぐため、応力を付与する間、シートやフィルムなどを被せてその上から応力を付与することが好ましい。
以上のような応力を付与する工程を含む製造方法により製造された圧電デバイスは、応力を付与する工程を含まない場合に比べて圧電性能が向上する。その機構は明らかではないが、応力を付与する工程を行うことで電荷分布の対称性が崩れやすくなり圧電性能が向上するためではないかと考えられる。また、応力を付与することにより生じる電極の撓みが圧電性能の向上に寄与していることも考えられる。
圧電デバイスの使用態様は応力を受けることであるため、使用により圧電性能が変化していくことが予想されるが、本発明の製造方法では応力付与によりあらかじめ起こりうる変化を起こしていると考えられる。よって、応力を付与する工程を含む本発明の製造方法は、圧電性能の経年変化を抑制できるという効果も期待できる。
本発明を実施するための最良の形態を本発明の製造方法により製造した実施例および比較例に示す圧電デバイスを用いて説明する。実施例および比較例は、本発明の範囲を限定するものではない。
〔実施例1〕
圧電フィルムとして厚さ0.01mmの多孔質ポリテトラフルオロエチレンの両面に非多孔質パーフルオロアルコキシアルカンを被覆した厚さ0.03mm、幅12mm、長さ30mmの圧電フィルムを採用し、該圧電フィルムの両面に厚さ12μmのアルミニウム箔を電極として積層し、圧電デバイス本体とした。接着層として厚さ50μmの両面テープを用い、圧電デバイス本体と保護フィルムとを接着した。保護フィルムとしては、厚さ350μmのPETフィルムを用いた。以上のような構成を有する圧電デバイスの片側表面に押圧部材を用いて応力を付与する工程を行うことにより、圧電デバイスを製造した。
押圧部材を用いて応力を付与する工程は次のように行った。押圧部材はステンレス製で、先端部が図2に示すように直径3.5mmの円柱体の稜角部を半径1.0mmでR面取りした形状であるものを用いた。このような押圧部材の先端部によって図3に示すような所定のパターン(打撃間隔p=3.0mm、q=4.0mmの規則的なパターン)にしたがって打撃位置11の中心を打撃した。打撃の強さは、重さ225gのおもりを高さ20cmから自由落下させて押圧部材の後端に衝突させる強さに相当する。打撃位置11以外の部分には打撃は加えていない。以下の実施例において、応力を付与する工程は全て同様に行った。
圧電フィルムとして厚さ0.01mmの多孔質ポリテトラフルオロエチレンの両面に非多孔質パーフルオロアルコキシアルカンを被覆した厚さ0.03mm、幅12mm、長さ30mmの圧電フィルムを採用し、該圧電フィルムの両面に厚さ12μmのアルミニウム箔を電極として積層し、圧電デバイス本体とした。接着層として厚さ50μmの両面テープを用い、圧電デバイス本体と保護フィルムとを接着した。保護フィルムとしては、厚さ350μmのPETフィルムを用いた。以上のような構成を有する圧電デバイスの片側表面に押圧部材を用いて応力を付与する工程を行うことにより、圧電デバイスを製造した。
押圧部材を用いて応力を付与する工程は次のように行った。押圧部材はステンレス製で、先端部が図2に示すように直径3.5mmの円柱体の稜角部を半径1.0mmでR面取りした形状であるものを用いた。このような押圧部材の先端部によって図3に示すような所定のパターン(打撃間隔p=3.0mm、q=4.0mmの規則的なパターン)にしたがって打撃位置11の中心を打撃した。打撃の強さは、重さ225gのおもりを高さ20cmから自由落下させて押圧部材の後端に衝突させる強さに相当する。打撃位置11以外の部分には打撃は加えていない。以下の実施例において、応力を付与する工程は全て同様に行った。
〔実施例2〕
実施例1と同様の構成の圧電デバイス本体に、応力を付与する工程を行った。尚、応力の付与は、電極の破損を防ぐために一時的に電極表面にPETフィルムを被せて行い、応力を付与した後このPETフィルムを取り除いた。その後、実施例1と同様の保護フィルムを実施例1と同様の両面テープを用いて接着することにより圧電デバイスを製造した。
実施例1と同様の構成の圧電デバイス本体に、応力を付与する工程を行った。尚、応力の付与は、電極の破損を防ぐために一時的に電極表面にPETフィルムを被せて行い、応力を付与した後このPETフィルムを取り除いた。その後、実施例1と同様の保護フィルムを実施例1と同様の両面テープを用いて接着することにより圧電デバイスを製造した。
〔比較例1〕
応力を付与する工程を行わなかった以外は実施例1と同様にして圧電デバイスを製造した。
応力を付与する工程を行わなかった以外は実施例1と同様にして圧電デバイスを製造した。
〔実施例3〕
圧電フィルムとして実施例1と同様の圧電フィルムを採用し、該圧電フィルムの両面に、10μmの厚さで銀ペースト(ドータイト D−550(登録商標)(藤倉化成株式会社製))を塗布して、電極とした。接着層として厚さ50μmの両面テープを用い、電極と保護フィルムとを接着した。保護フィルムは、一方の面に厚さ100μmのPETフィルム、他方の面に厚さ350μmのPETフィルムを用いた。以上のような構成の圧電デバイスの厚さ350μmのPETフィルム側の表面に応力を付与する工程を行うことにより圧電デバイスを製造した。
圧電フィルムとして実施例1と同様の圧電フィルムを採用し、該圧電フィルムの両面に、10μmの厚さで銀ペースト(ドータイト D−550(登録商標)(藤倉化成株式会社製))を塗布して、電極とした。接着層として厚さ50μmの両面テープを用い、電極と保護フィルムとを接着した。保護フィルムは、一方の面に厚さ100μmのPETフィルム、他方の面に厚さ350μmのPETフィルムを用いた。以上のような構成の圧電デバイスの厚さ350μmのPETフィルム側の表面に応力を付与する工程を行うことにより圧電デバイスを製造した。
〔比較例2〕
応力を付与する工程を行わなかった以外は実施例3と同様にして圧電デバイスを製造した。
応力を付与する工程を行わなかった以外は実施例3と同様にして圧電デバイスを製造した。
実施例1〜3並びに比較例1及び2の製造方法により製造した圧電デバイスについて、次のような評価方法で圧電性能を比較した。
〔評価方法〕
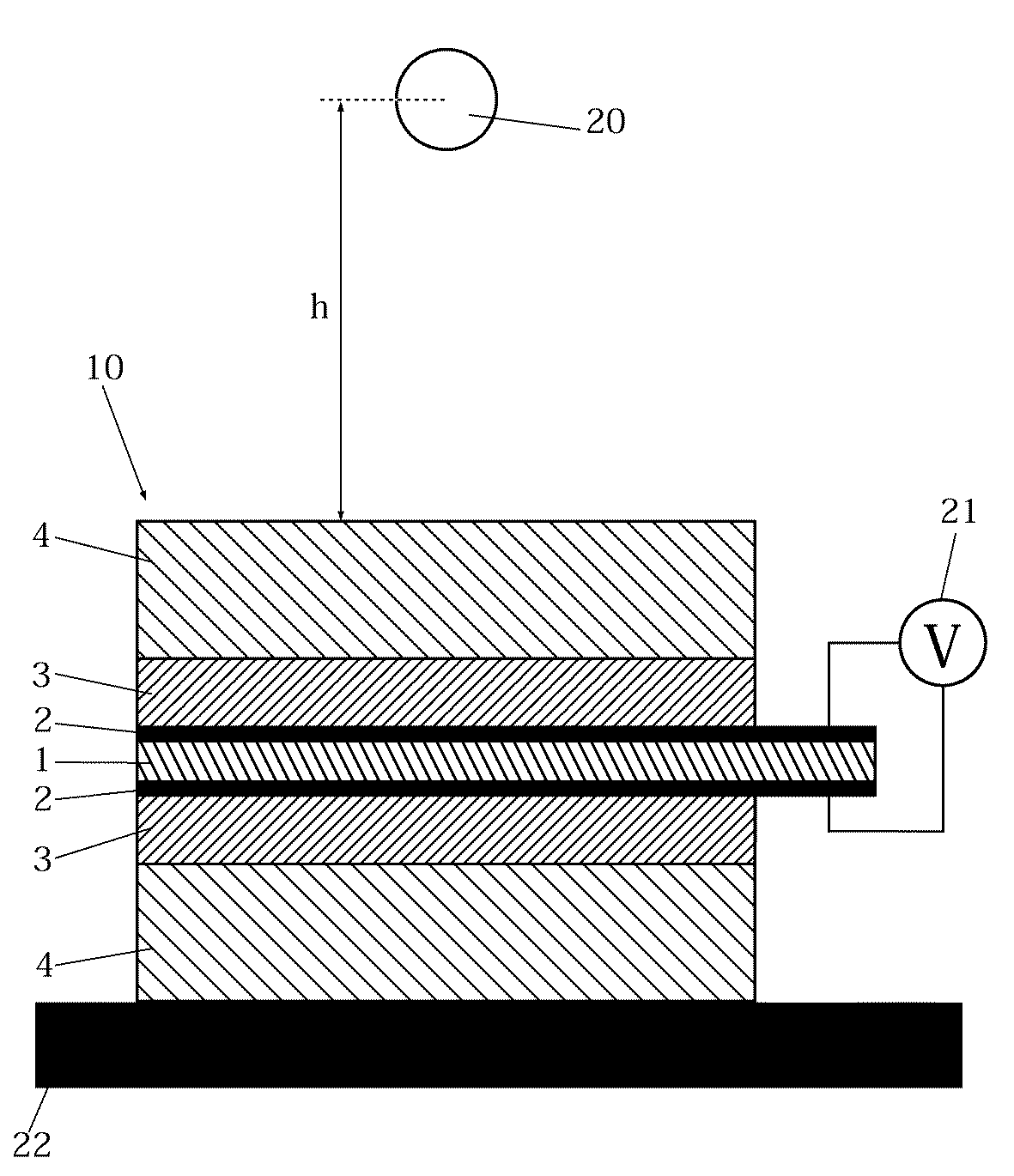
評価方法について、図4に基づいて説明する。
実施例1〜3並びに比較例1及び2の製造方法により製造した圧電デバイス10をアルミ板22の上に置き、圧電デバイス10の両電極を、それぞれオシロスコープ21に接続した。圧電デバイス10の上面より高さ(h)20cmの位置から、圧電デバイス10に向けて、重さ1.5gの鉄球20を自由落下させた。鉄球20が圧電デバイスに衝突した衝撃で、電圧が発生し、これをオシロスコープ21で検出した。測定は5回繰り返し、5回の平均値を測定用圧電デバイスの発生電圧とした。製造条件と共に発生電圧の結果を表1に示す。
〔評価方法〕
評価方法について、図4に基づいて説明する。
実施例1〜3並びに比較例1及び2の製造方法により製造した圧電デバイス10をアルミ板22の上に置き、圧電デバイス10の両電極を、それぞれオシロスコープ21に接続した。圧電デバイス10の上面より高さ(h)20cmの位置から、圧電デバイス10に向けて、重さ1.5gの鉄球20を自由落下させた。鉄球20が圧電デバイスに衝突した衝撃で、電圧が発生し、これをオシロスコープ21で検出した。測定は5回繰り返し、5回の平均値を測定用圧電デバイスの発生電圧とした。製造条件と共に発生電圧の結果を表1に示す。
表1から、応力を付与する工程を含む製造方法により製造した圧電デバイスは、発生電圧が増大することがわかる。実施例1と比較例1を比較すると、電極がアルミニウム箔の場合では1.5倍近く増大していることがわかり、実施例3と比較例2を比較すると、電極が銀ペーストの場合では2倍近く増大していることがわかる。このことから、電極の材質に関わらずに圧電性能向上の効果が得られることがわかる。
実施例1と実施例2との比較から、応力を付与する工程は、保護フィルムを接着する前に行っても保護フィルムを接着した後に行っても同様に圧電性能を増大できることがわかる。
圧電フィルムの材料を変えることなく、圧電デバイスに応力を付与するという簡易な工程を行うだけで圧電性能の向上が可能であることから、圧電デバイス全般の性能の向上に適用可能である。
1 圧電フィルム
2 電極
3 接着層
4 保護フィルム
5 圧電デバイス本体
10 圧電デバイス
10’ 保護フィルムが設けられた圧電デバイス
2 電極
3 接着層
4 保護フィルム
5 圧電デバイス本体
10 圧電デバイス
10’ 保護フィルムが設けられた圧電デバイス
Claims (11)
- 圧電フィルムの両面に電極が積層されている圧電デバイスの製造方法であって、圧電デバイスの少なくとも片面に不均一に応力を付与する工程を含む圧電デバイスの製造方法。
- 前記応力の付与は、一定の応力を所定距離間隔毎に付与するように行う請求項1に記載の製造方法。
- 前記応力の付与は、一つ若しくは複数の凸部を有する押圧部材又は該押圧部材を備えた押圧器具によって圧電デバイス表面を押圧することによって行う請求項1又は2に記載の製造方法。
- 前記凸部の先端面は、平面及び/又は凸曲面からなる請求項3に記載の製造方法。
- 前記応力の付与は、前記圧電フィルムの両面に電極が積層された後に行われる請求項1〜4のいずれか1項に記載の製造方法。
- 前記圧電デバイスが、圧電デバイス本体の少なくとも一面に保護フィルムが設けられた圧電デバイスであって、該保護フィルムは該圧電デバイス本体に応力を付与した後に設けられる請求項1〜5のいずれか1項に記載の製造方法。
- 前記圧電デバイスが、圧電デバイス本体の少なくとも一面に保護フィルムが設けられた圧電デバイスであって、該保護フィルムを設けた後に応力を付与する請求項1〜5のいずれか1項に記載の製造方法。
- 前記応力を付与する範囲は、少なくともセンサとして応力を受ける部分を含んでいる請求項1〜7のいずれか1項に記載の製造方法。
- 前記圧電フィルムの材料が多孔質材料を含むことを特徴とする請求項1〜8のいずれか1項に記載の製造方法。
- 前記圧電フィルムの材料が多孔質フッ素材料を含むことを特徴とする請求項1〜8のいずれか1項に記載の製造方法。
- 圧電フィルムの両面に電極が積層されている圧電デバイスの少なくとも片面の表面に不均一に応力を付与することで圧電デバイスの圧電性能を向上させる方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012282351A JP2014127559A (ja) | 2012-12-26 | 2012-12-26 | 圧電デバイスの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012282351A JP2014127559A (ja) | 2012-12-26 | 2012-12-26 | 圧電デバイスの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014127559A true JP2014127559A (ja) | 2014-07-07 |
Family
ID=51406840
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012282351A Pending JP2014127559A (ja) | 2012-12-26 | 2012-12-26 | 圧電デバイスの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014127559A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021142347A (ja) * | 2016-08-29 | 2021-09-24 | 積水化学工業株式会社 | 圧電センサ構造体 |
-
2012
- 2012-12-26 JP JP2012282351A patent/JP2014127559A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021142347A (ja) * | 2016-08-29 | 2021-09-24 | 積水化学工業株式会社 | 圧電センサ構造体 |
| JP7274151B2 (ja) | 2016-08-29 | 2023-05-16 | 積水化学工業株式会社 | 圧電センサ構造体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5705454B2 (ja) | エレクトレット材および静電型音響変換器 | |
| US20220115582A1 (en) | Polymer-based piezoelectric composite material and piezoelectric film | |
| CN104956692A (zh) | 压电振动体 | |
| JP2019530988A5 (ja) | ||
| KR101695932B1 (ko) | 접촉 대전 발전기 및 그 제조 방법 | |
| KR20170007006A (ko) | 전극조립체 및 그의 제조방법 | |
| TWM395976U (en) | Electret electroacoustic transducer | |
| KR101387387B1 (ko) | 대전방지용 시트 및 이를 포함하여 대전방지된 작업 스테이지 | |
| US20230363284A1 (en) | Piezoelectric film | |
| JP2012124434A (ja) | 圧電・焦電素子用多孔質樹脂シート及びその製造方法 | |
| JP2014127559A (ja) | 圧電デバイスの製造方法 | |
| JP2016115178A (ja) | 可撓性積層体及びその製造方法、静電容量式3次元センサ | |
| US12376495B2 (en) | Polymer-based piezoelectric composite material and piezoelectric film | |
| EP4129497A1 (en) | Layered piezoelectric element and electroacoustic transducer | |
| JP7088190B2 (ja) | 電気化学素子用積層体及び電気化学素子用部材の製造方法 | |
| EP1648194B1 (en) | Material for heat-resistant electret and heat-resistant electret | |
| JP5567030B2 (ja) | フェロエレクトレット2層および多層コンポジットおよびその製造方法 | |
| JP2006142611A (ja) | 加熱圧着用複合シート及びその製造方法 | |
| US20240407266A1 (en) | Piezoelectric element and electroacoustic transducer | |
| EP4593576A1 (en) | Piezoelectric film | |
| EP4306225A1 (en) | Multilayer piezoelectric element | |
| JP2014022583A (ja) | 圧電素子デバイスの製造方法 | |
| JP2002125297A (ja) | エレクトレット用積層板 | |
| JP2019096437A (ja) | 電極の製造方法 | |
| CN120604526A (zh) | 层叠压电元件及电声换能器 |