JP2014129565A - 成膜装置 - Google Patents
成膜装置 Download PDFInfo
- Publication number
- JP2014129565A JP2014129565A JP2012287652A JP2012287652A JP2014129565A JP 2014129565 A JP2014129565 A JP 2014129565A JP 2012287652 A JP2012287652 A JP 2012287652A JP 2012287652 A JP2012287652 A JP 2012287652A JP 2014129565 A JP2014129565 A JP 2014129565A
- Authority
- JP
- Japan
- Prior art keywords
- film
- product part
- roll
- base film
- guide roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Electroluminescent Light Sources (AREA)
- Physical Vapour Deposition (AREA)
- Chemical Vapour Deposition (AREA)
Abstract
【課題】基材フィルムの成膜面側の製品部となる領域に異物が付着することを確実に防止した、成膜装置を提供する。
【解決手段】基材フィルムFの一方の面に機能材料を成膜する成膜装置1である。チャンバ2と巻き出しロール3と巻き取りロール4と、巻き出しロール3からの基材フィルムFを巻き取りロール4に案内するガイドロール5と、基材フィルムFの一方の面に対して機能材料を成膜する成膜部6とを備える。ガイドロール5は成膜部6によって機能膜Bが形成された一方の面側に接する製品部非接触ガイドロール50及び機能膜Bが形成される予定の一方の面側に接する製品部非接触ガイドロール5aのいずれか一方または両方を備え、製品部非接触ガイドロールは、基材フィルムの両側部の非製品部にのみ接触して両側部間の製品部とは非接触となるように、両側部に対して両側部間が凹んで形成されている。
【選択図】図1
【解決手段】基材フィルムFの一方の面に機能材料を成膜する成膜装置1である。チャンバ2と巻き出しロール3と巻き取りロール4と、巻き出しロール3からの基材フィルムFを巻き取りロール4に案内するガイドロール5と、基材フィルムFの一方の面に対して機能材料を成膜する成膜部6とを備える。ガイドロール5は成膜部6によって機能膜Bが形成された一方の面側に接する製品部非接触ガイドロール50及び機能膜Bが形成される予定の一方の面側に接する製品部非接触ガイドロール5aのいずれか一方または両方を備え、製品部非接触ガイドロールは、基材フィルムの両側部の非製品部にのみ接触して両側部間の製品部とは非接触となるように、両側部に対して両側部間が凹んで形成されている。
【選択図】図1
Description
本発明は、成膜装置に関する。
基材フィルムに機能材料を成膜した機能性フィルムとして、例えばガスバリアフィルムが知られている。ガスバリアフィルムは、基材フィルムにガスバリア性材料を成膜したもので、食品、医薬品、電子部品の包装材料や産業資源などとして用いられている。特に近年では、有機半導体を利用した可撓性基材を用いる有機ELディスプレイや有機薄膜太陽電池等の開発が進む中で、高いフレキシブル性を達成すべく、ガラス基板からバリアフィルムへ置き換える要求が高まっている。
基材フィルムにガスバリア性材料を成膜する方法としては、有機物や有機‐無機ハイブリット層をウェットコーティング法によって形成する方法や、無機薄膜をドライコーティング法によって形成する方法が提案されている。中でも、ドライコーティング法によって形成する酸化ケイ素、酸化窒化ケイ素、酸化炭化ケイ素、酸化アルミニウム、酸化マグネシウムなどからなるガスバリア膜は、高い透明性と緻密な構造による高いガスバリア性を併せ持っている。
このようなドライコーティング法によって、高いガスバリア性を実現する機能膜を基材フィルム上へ形成する具体的な方法としては、プラズマCVD法やスパッタリング法、真空蒸着法などの真空チャンバ内で成膜する方法が挙げられる。
ところが、このような成膜法では、成膜面側に異物が付着することにより、成膜不良が生じることがある。成膜面側に付着する異物は、基材フィルム上に堆積されることなく、チャンバ内に飛散してパーティクルとなった成膜材料であることが多い。このようなパーティクルが基材フィルムを搬送し案内するガイドロールに付着すると、成膜面が直接ガイドロール上のパーティクル(異物)に接触することによってパーティクルが転写され、成膜面に異物が付着することになる。
ところが、このような成膜法では、成膜面側に異物が付着することにより、成膜不良が生じることがある。成膜面側に付着する異物は、基材フィルム上に堆積されることなく、チャンバ内に飛散してパーティクルとなった成膜材料であることが多い。このようなパーティクルが基材フィルムを搬送し案内するガイドロールに付着すると、成膜面が直接ガイドロール上のパーティクル(異物)に接触することによってパーティクルが転写され、成膜面に異物が付着することになる。
このような異物に起因する成膜不良は、特にガスバリアフィルムではそのガスバリア性が大きく損なわれるため、大きな問題となる。
そこで、このような成膜不良を防止するため、従来では種々の手法が提案されている。
例えば特許文献1では、長尺粘着シートを搬送してロールの異物を除去してから、本成膜を行うようにしている。
また、特許文献2では、クリーニングシートを搬送してロールの異物を除去してから、本成膜を行うようにしている。
特許文献3では、ターンバーから空気を噴射してウェブを浮遊させるようにしている。
特許文献4では、成膜面にロールが当たらないように搬送ルートを設定している。
そこで、このような成膜不良を防止するため、従来では種々の手法が提案されている。
例えば特許文献1では、長尺粘着シートを搬送してロールの異物を除去してから、本成膜を行うようにしている。
また、特許文献2では、クリーニングシートを搬送してロールの異物を除去してから、本成膜を行うようにしている。
特許文献3では、ターンバーから空気を噴射してウェブを浮遊させるようにしている。
特許文献4では、成膜面にロールが当たらないように搬送ルートを設定している。
しかしながら、前記特許文献1では、本成膜中にロールに付着した異物に対してはこれをロールから除去することができず、したがってこのように本成膜中にロールに付着した異物が成膜面側に付着することを防止することはできない。
また、前記特許文献1でも、本成膜中にロールに付着した異物に対してはこれをロールから除去することができず、したがって特許文献1と同様に、異物が成膜面側に付着することを防止することはできない。
特許文献3では、空気を噴射するためチャンバ内の圧力が安定せず、また空気が原料ガス中に混入することにより、成膜品質を安定させるのが困難である。
特許文献4では、搬送ルートが長くなるため、その間に異物が付着する可能性が高くなり、またチャンバが大きくなってしまう。
また、前記特許文献1でも、本成膜中にロールに付着した異物に対してはこれをロールから除去することができず、したがって特許文献1と同様に、異物が成膜面側に付着することを防止することはできない。
特許文献3では、空気を噴射するためチャンバ内の圧力が安定せず、また空気が原料ガス中に混入することにより、成膜品質を安定させるのが困難である。
特許文献4では、搬送ルートが長くなるため、その間に異物が付着する可能性が高くなり、またチャンバが大きくなってしまう。
本発明は前記事情に鑑みてなされたもので、その目的とするところは、基材フィルムの成膜面側の製品部となる領域に異物が付着することを確実に防止した、成膜装置を提供することにある。
本発明の成膜装置は、帯状の基材フィルムを連続的に搬送しつつ、該基材フィルムの一方の面に機能材料の成膜を行う成膜装置であって、チャンバと、前記基材フィルムを巻き出す巻き出しロールと、前記巻き出しロールから巻き出された前記基材フィルムを巻き取る巻き取りロールと、前記巻き出しロールと前記巻き取りロールとの間に配置されるとともに前記チャンバ内に設けられて、前記巻き出しロールから巻き出された前記基材フィルムを前記巻き取りロールに案内するガイドロールと、前記チャンバ内に設けられて、前記巻き出しロールから巻き出された前記基材フィルムの一方の面に対して機能材料を成膜することで該一方の面に機能膜を形成する成膜部と、を備え、前記ガイドロールは少なくとも、前記成膜部によって機能膜が形成された前記一方の面側に接する製品部非接触ガイドロールおよび前記成膜部によって機能膜が形成される予定の前記一方の面側に接する製品部非接触ガイドロールのいずれか一方または両方を備え、前記製品部非接触ガイドロールは、前記基材フィルムの両側部の非製品部にのみ接触して該両側部間の製品部とは非接触となるように、両側部に対して該両側部間が凹んで形成されていることを特徴とする。
成膜後の基材フィルムは、通常、その幅方向の両側部については膜が均一に形成されないためカットされ、これらカット部(両側部)の間の中央部のみ、製品部とされる。
そこで、この成膜装置によれば、前記ガイドロールは少なくとも、前記成膜部によって機能膜が形成された前記一方の面側に接する製品部非接触ガイドロールおよび前記成膜部によって機能膜が形成される予定の前記一方の面側に接する製品部非接触ガイドロールのいずれか一方または両方を備え、前記製品部非接触ガイドロールを、基材フィルムの両側部の非製品部にのみ接触して該両側部間の製品部とは非接触となるように、両側部に対して該両側部間を凹ませて形成しているので、たとえこの凹んだ両側部間に異物が付着していても、この両側部間は基材フィルムに接触しないため、基材フィルムの製品部に異物が付着するのを確実に防止することができる。また、製品部非接触ガイドロールを、基材フィルムの両側部の非製品部に接触するように形成しているため、基材フィルムの両側部の非製品部には異物が付着する可能性がある。しかし、前記したように非製品部は後工程でカットし、残りの中央部のみを製品部とするため、製品部に異物が付着することはない。
そこで、この成膜装置によれば、前記ガイドロールは少なくとも、前記成膜部によって機能膜が形成された前記一方の面側に接する製品部非接触ガイドロールおよび前記成膜部によって機能膜が形成される予定の前記一方の面側に接する製品部非接触ガイドロールのいずれか一方または両方を備え、前記製品部非接触ガイドロールを、基材フィルムの両側部の非製品部にのみ接触して該両側部間の製品部とは非接触となるように、両側部に対して該両側部間を凹ませて形成しているので、たとえこの凹んだ両側部間に異物が付着していても、この両側部間は基材フィルムに接触しないため、基材フィルムの製品部に異物が付着するのを確実に防止することができる。また、製品部非接触ガイドロールを、基材フィルムの両側部の非製品部に接触するように形成しているため、基材フィルムの両側部の非製品部には異物が付着する可能性がある。しかし、前記したように非製品部は後工程でカットし、残りの中央部のみを製品部とするため、製品部に異物が付着することはない。
また、前記成膜装置において、前記製品部非接触ガイドロールには、前記基材フィルムを走行させつつ、該基材フィルムの両側部の非製品部を製品部非接触ガイドロールの両側部に保持させる保持手段が設けられていることが好ましい。
このようにすれば、基材フィルムが製品部非接触ガイドロール上を蛇行したり、基材フィルムの両側部がその間の中央部側に寄ることで基材フィルムに弛みが生じるのを防止することができる。したがって、蛇行や弛みに起因して製品部となる領域での成膜が不均一になったり、成膜後の機能膜に応力が加わるのを防止することができる。
このようにすれば、基材フィルムが製品部非接触ガイドロール上を蛇行したり、基材フィルムの両側部がその間の中央部側に寄ることで基材フィルムに弛みが生じるのを防止することができる。したがって、蛇行や弛みに起因して製品部となる領域での成膜が不均一になったり、成膜後の機能膜に応力が加わるのを防止することができる。
また、前記成膜装置において、前記基材フィルムには、その両側部の非製品部にマージナルパンチ孔が形成されており、前記保持手段は、前記製品部非接触ガイドロールの両側部に形成されて、前記基材フィルムの前記マージナルパンチ孔に係脱可能に係合するピンによって構成されていることが好ましい。
このようにすれば、ピンによって基材フィルムのマージナルパンチ孔を保持することにより、基材フィルムを走行させつつ、該基材フィルムの両側部の非製品部を製品部非接触ガイドロールの両側部に確実に保持させることができる。
このようにすれば、ピンによって基材フィルムのマージナルパンチ孔を保持することにより、基材フィルムを走行させつつ、該基材フィルムの両側部の非製品部を製品部非接触ガイドロールの両側部に確実に保持させることができる。
また、前記成膜装置において、前記保持手段は、前記製品部非接触ガイドロールに対向して配置されて、該製品部非接触ガイドロールとともに前記基材フィルムの両側部の非製品部を挟持する第2ガイドロールによって構成されていることが好ましい。
このようにすれば、第2ガイドロールによって基材フィルムを製品部非接触ガイドロール側に押圧しつつ、該第2ガイドロールと製品部非接触ガイドロールとによって基材フィルムの両側部の非製品部を挟持することにより、基材フィルムを走行させつつ、該基材フィルムの両側部の非製品部を製品部非接触ガイドロールの両側部に確実に保持させることができる。
このようにすれば、第2ガイドロールによって基材フィルムを製品部非接触ガイドロール側に押圧しつつ、該第2ガイドロールと製品部非接触ガイドロールとによって基材フィルムの両側部の非製品部を挟持することにより、基材フィルムを走行させつつ、該基材フィルムの両側部の非製品部を製品部非接触ガイドロールの両側部に確実に保持させることができる。
また、前記成膜装置において、前記製品部非接触ガイドロールと前記第2ガイドロールとの少なくとも一方には、前記基材フィルムの両側部の非製品部に対向する領域に、前記製品部を押圧する複数の凸部が設けられていることが好ましい。
このようにすれば、前記凸部によって基材フィルムの両側部の非製品部を押圧することにより、該非製品部に凹凸部を形成することができる。したがって、最終的に巻き取りロールに巻き取られた成膜後の基材フィルムが、重ねられた面間でくっついてはがしにくくなるブロッキングを防止することができる。
このようにすれば、前記凸部によって基材フィルムの両側部の非製品部を押圧することにより、該非製品部に凹凸部を形成することができる。したがって、最終的に巻き取りロールに巻き取られた成膜後の基材フィルムが、重ねられた面間でくっついてはがしにくくなるブロッキングを防止することができる。
また、前記成膜装置において、前記機能膜は、ガスの透過を防止するガスバリア膜であってもよい。
機能膜としてガスバリア膜を形成したガスバリアフィルムでは、異物に起因して成膜不良となるとそのガスバリア性が大きく損なわれる。したがって、前記したように基材フィルムの製品部に異物が付着するのを確実に防止することにより、本発明の成膜装置はガスバリアフィルムをより高い良品率で製造することが可能になる。
機能膜としてガスバリア膜を形成したガスバリアフィルムでは、異物に起因して成膜不良となるとそのガスバリア性が大きく損なわれる。したがって、前記したように基材フィルムの製品部に異物が付着するのを確実に防止することにより、本発明の成膜装置はガスバリアフィルムをより高い良品率で製造することが可能になる。
本発明の成膜装置によれば、基材フィルムの製品部に異物が付着するのを確実に防止したので、良品率を高めることによって製造コストを低減化することができる。
以下、図面を参照して本発明の成膜装置を詳しく説明する。なお、以下の図面においては、各部材を認識可能な大きさとするため、各部材の縮尺を適宜変更している。
図1は、本発明に係る成膜装置の第1実施形態の概略構成を示す模式図であり、図1中符号1は成膜装置である。この成膜装置1は、ガスバリア膜の成膜装置、すなわちガスバリアフィルムの製造に適用されたものである。
この成膜装置1は、帯状の基材フィルムFを連続的に搬送しつつ、該基材フィルムFの一方の面に機能材料の成膜を行う成膜装置であり、真空チャンバ(チャンバ)2と、巻き出しロール3及び巻き取りロール4と、これら巻き出しロール3と巻き取りロール4との間に配置された複数のガイドロール5と、成膜部6とを備えて構成されている。
図1は、本発明に係る成膜装置の第1実施形態の概略構成を示す模式図であり、図1中符号1は成膜装置である。この成膜装置1は、ガスバリア膜の成膜装置、すなわちガスバリアフィルムの製造に適用されたものである。
この成膜装置1は、帯状の基材フィルムFを連続的に搬送しつつ、該基材フィルムFの一方の面に機能材料の成膜を行う成膜装置であり、真空チャンバ(チャンバ)2と、巻き出しロール3及び巻き取りロール4と、これら巻き出しロール3と巻き取りロール4との間に配置された複数のガイドロール5と、成膜部6とを備えて構成されている。
真空チャンバ2は、成膜装置1の全体を覆うように直方体形状の箱体に構成されたもので、アルミ合金やステンレス鋼等によって形成されている。この真空チャンバ2は、図示しない真空ポンプに接続されており、これによってその内部空間が高真空状態にまで減圧可能となっている。
基材フィルムFは、帯状をなす高分子フィルムによって形成されている。高分子フィルムを形成する樹脂としては、例えばポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)等のポリエステル樹脂、ポリエチレン(PE)、ポリプロピレン(PP)、環状ポリオレフィン等のポリオレフィン樹脂、ポリアミド樹脂、ポリカーボネート樹脂、ポリスチレン樹脂、ポリビニルアルコール樹脂、エチレン−酢酸ビニル共重合体のケン化物、ポリアクリロニトリル樹脂、アセタール樹脂、ポリイミド樹脂、ポリエーテルサルファイド(PES)などが挙げられる。
巻き出しロール3は、本実施形態では真空チャンバ2内に配置されており、成膜前の基材フィルムFが巻き付けられている。また、この巻き出しロール3は、図示しないモータ等の駆動装置に連結されて回転駆動するようになっており、これによって巻き付けた基材フィルムFを、図1中矢印で示すように所定速さで巻き出す(繰り出す)ことができるようになっている。
巻き取りロール4も、本実施形態では真空チャンバ2内に配置されており、成膜後の基材フィルムFを巻き取るように構成されている。すなわち、この巻き取りロール4も、図示しないモータ等の駆動装置に連結されて回転駆動するようになっており、これにより、ガイドロール5によって案内されてきた成膜後の基材フィルムFを巻き取るようになっている。なお、駆動装置については、巻き出しロール3と巻き取りロール4との双方に設けることなく、例えば巻き取りロール4側のみに設けるようにしてもよい。
成膜部6は、真空チャンバ2内に配置されたもので、高周波電極7と、この高周波電極7の近傍に原料ガスを供給する原料ガス供給部(図示せず)と、高周波電極7の近傍に配置された成膜ロール8と、を備えたものであり、プラズマCVD法による成膜を行うものである。すなわち、高周波電極7は、図示しない電源によって電圧が印加されるようになっており、これによって高周波電極7近傍に原料ガス、すなわち成膜ガスの放電プラズマを生じさせ、プラズマ雰囲気Pを形成するようになっている。
原料ガス供給部から高周波電極7近傍に供給される成膜ガス(原料ガス)としては、形成する機能膜によって適宜に選択される。本実施形態では、機能膜としてガスバリア膜、例えば酸化ケイ素、酸化窒化ケイ素、酸化炭化ケイ素、酸化アルミニウム、酸化マグネシウムなどを形成することから、これらの成分を有する公知の成膜ガスが適宜選択され、用いられる。
成膜ロール8は、巻き出しロール3から巻き出されガイドロール5に案内されてきた基材フィルムFの一方の面(成膜面)を、前記プラズマ雰囲気P側に向けるように配置されたもので、該プラズマ雰囲気Pに対向して配置されている。これにより、成膜ロール8は、基材フィルムFの一方の面にプラズマ雰囲気Pで生成した成膜成分を堆積させるようになっている。すなわち、成膜を行わせてガスバリア膜Bを形成させるようになっている。
ガイドロール5は、前記巻き出しロール3と巻き取りロール4との間、すなわち巻き出しロール3から巻き出され、巻き取りロール4に巻き取られるまでの基材フィルムFの搬送ルート上に配置されたもので、基材フィルムFを弛ませずに搬送するように複数配置されている。これらガイドロール5は、回転自在に構成されたもので、基材フィルムFの走行によって回転するようになっている。なお、必要に応じてモータ等の駆動装置に連結し、回転駆動するように構成してもよい。
本実施形態では、巻き出しロール3から成膜ロール8までの間に二つ、成膜ロール8から巻き取りロール4までの間に二つの、合計四つのガイドロール5が配置されている。
これらガイドロール5のうち、前記成膜部6によってガスバリア膜Bが形成された一方の面側に接するものは、本発明における製品部非接触ガイドロール50となっている。
これらガイドロール5のうち、前記成膜部6によってガスバリア膜Bが形成された一方の面側に接するものは、本発明における製品部非接触ガイドロール50となっている。
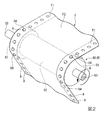
製品部非接触ガイドロール50は、図2に示すようにその両側部に配置された大径の大径部51と、該両側部(大径部51)間に配置されて該大径部51に対して凹んで形成された小径部52と、大径部51の側方に配置されて、図示しない軸受けに回転自在に支持される軸部材53と、を有して構成されている。大径部51は、基材フィルムFの両側部の非製品部F1にのみ接触するようになっている。また、小径部52は、基材フィルムFの前記両側部間に形成された製品部F2に対向するものの、大径部51に対して凹んでいることにより、該製品部F2とは非接触となるように形成されている。
なお、小径部52については、大径部51を回転させるための軸部材53によって形成されていてもよい。すなわち、小径部52となる軸部材53に、一対の大径部52が所定間隔で配置固定されることにより、本実施形態の製品部非接触ガイドロール50が形成されていてもよい。
ここで、基材フィルムFの両側部の非製品部F1は、本実施形態の成膜装置1による成膜処理後、カットされて除去される部位であり、製品部F2は、残されて製品として用いられる部位である。これは、基材フィルムFの両側部では成膜が不均一になされるためである。
ここで、基材フィルムFの両側部の非製品部F1は、本実施形態の成膜装置1による成膜処理後、カットされて除去される部位であり、製品部F2は、残されて製品として用いられる部位である。これは、基材フィルムFの両側部では成膜が不均一になされるためである。
そこで、本実施形態では、このようにカットされる基材フィルムFの非製品部F1に、マージナルパンチ孔9を形成している。マージナルパンチ孔9は、基材フィルムFの両側部(非製品部F1)にそれぞれ形成されたもので、基材フィルムFの長さ方向に沿って所定の大きさ、所定の間隔で形成されている。なお、このようなマージナルパンチ孔9の形成は、基材フィルムFを巻き出しロール3にセットする前に行う。マージナルパンチ孔9の形成に際して発生した微粉等の異物については、洗浄等によって充分に除去した後、基材フィルムFを巻き出しロール3にセットするようにする。
また、本実施形態では、前記製品部非接触ガイドロール50の大径部51に、ピン54が設けられている。ピン54は、マージナルパンチ孔9に係脱可能に係合するように形成された金属製で円柱状のもので、ゴムや樹脂などによって形成された大径部51に対し、その表面に埋め込まれることにより、該大径部51に一体に設けられている。
このような構成によってピン54は、図2に示すようにマージナルパンチ孔9に係脱可能に係合し、製品部非接触ガイドロール50の回転によって基材フィルムFを走行させるようになっている。その際、ピン54は、マージナルパンチ孔9に係合することで基材フィルムFの非製品部F1を、弛ませることなく製品部非接触ガイドロール50の両側部に保持するようになっている。すなわち、本発明における保持手段として機能するようになっている。
このような構成によってピン54は、図2に示すようにマージナルパンチ孔9に係脱可能に係合し、製品部非接触ガイドロール50の回転によって基材フィルムFを走行させるようになっている。その際、ピン54は、マージナルパンチ孔9に係合することで基材フィルムFの非製品部F1を、弛ませることなく製品部非接触ガイドロール50の両側部に保持するようになっている。すなわち、本発明における保持手段として機能するようになっている。
このような構成の製品部非接触ガイドロール50は、本実施形態では、図1に示すように成膜部6によってガスバリア膜Bが形成された一方の面側に接するガイドロール5に適用されている。すなわち、成膜ロール8と巻き取りロール4との間の二つのガイドロール5、5のうち、成膜ロール8側のガイドロール5が、製品部非接触ガイドロール50となっている。また、これら以外のガイドロール5は、円柱形状の一般的なロール構造となっている。ただし、巻き出しロール3と成膜ロール8との間の二つのガイドロール5、5のうち、成膜ロール8側のガイドロール5(5a)については、成膜前ではあるものの、前記一方の面側に直接接することから、該一方の面の製品部F2に異物が付着するのを防止すべく、該ガイドロール5aを前記の製品部非接触ガイドロール50としている。
次に、このような構成の成膜装置1による基材フィルムFへの成膜について説明する。
まず、予め準備され、巻き出しロール3にセットされた基材フィルムFを巻き出す。巻き出された基材フィルムFは、二つのガイドロール5、5(5a)に案内された後、成膜ロール8に至る。そして、この成膜ロール8の回転に連れて走行させられることにより、成膜ロール8に接することなくその反対側に露出する一方の面側が、成膜部6によって成膜され、ガスバリア膜Bが形成される。
まず、予め準備され、巻き出しロール3にセットされた基材フィルムFを巻き出す。巻き出された基材フィルムFは、二つのガイドロール5、5(5a)に案内された後、成膜ロール8に至る。そして、この成膜ロール8の回転に連れて走行させられることにより、成膜ロール8に接することなくその反対側に露出する一方の面側が、成膜部6によって成膜され、ガスバリア膜Bが形成される。
成膜ロール8を通過した基材フィルムFは、該成膜ロール8と巻き取りロール4との間の二つのガイドロール5(50)、5のうち、成膜ロール8側のガイドロール50に至る。これにより基材フィルムFは、ガスバリア膜Bを形成した成膜面(一方の面)が製品部非接触ガイドロール50に接する。しかし、製品部非接触ガイドロール50は図2に示したように中央部が小径部52となっていることにより、基材フィルムFの製品部F2には直接接することなく、両側部の大径部51のみが、基材フィルムFの非製品部F1に接するようになっている。
したがって、たとえこの小径部52に異物が付着していても、この小径部52は基材フィルムFに接触しないため、基材フィルムFの製品部F2に異物が付着することはない。
また、製品部非接触ガイドロール50ではピン54によって基材フィルムFのマージナルパンチ孔9が保持されるため、基材フィルムFは走行しつつ、その非製品部F1が製品部非接触ガイドロール50の両側部に確実に保持させる。したがって、基材フィルムFはその中央部側が弛むことが防止され、また、製品部非接触ガイドロール50上を蛇行することも防止される。
また、製品部非接触ガイドロール50ではピン54によって基材フィルムFのマージナルパンチ孔9が保持されるため、基材フィルムFは走行しつつ、その非製品部F1が製品部非接触ガイドロール50の両側部に確実に保持させる。したがって、基材フィルムFはその中央部側が弛むことが防止され、また、製品部非接触ガイドロール50上を蛇行することも防止される。
成膜ロール8側のガイドロール50に至った基材フィルムFは、その後巻き取りロール4側のガイドロール5に案内された後、巻き取りロール4に至り、これに巻き取られる。
なお、本実施形態の成膜装置1は、巻き取りロール4から巻き出しロール3へ走行方向を逆転してフィルムを搬送できるようにすることも可能である。走行方向を逆転可能とすることにより、成膜したフィルムの成膜層上に第2の成膜層を成膜させ、バリア性のより高いフィルムを得ることが可能となる。
なお、本実施形態の成膜装置1は、巻き取りロール4から巻き出しロール3へ走行方向を逆転してフィルムを搬送できるようにすることも可能である。走行方向を逆転可能とすることにより、成膜したフィルムの成膜層上に第2の成膜層を成膜させ、バリア性のより高いフィルムを得ることが可能となる。
本実施形態の成膜装置1によれば、成膜部6によってガスバリア膜Bが形成される予定の面側に接するガイドロール5a(製品部非接触ガイドロール50)を、基材フィルムFの両側部の非製品部F1にのみ接触する大径部51と、該両側部間の製品部F2に非接触となる小径部52とによって形成しているので、たとえ小径部52に異物が付着していても、この小径部52は基材フィルムFに接触しないため、基材フィルムFの製品部F2のガスバリア膜Bが成膜されるフィルム面に異物が付着するのを確実に防止することができる。したがって、異物付着に起因する成膜不良を防止して良品率を高めることができ、これにより、製造コストを低減化することができる。
また、成膜部6によってガスバリア膜Bが形成された一方の面側に接する製品部非接触ガイドロール50を、基材フィルムFの両側部の非製品部F1にのみ接触する大径部51と、該両側部間の製品部F2に非接触となる小径部52とによって形成しているので、たとえ小径部52に異物が付着していても、この小径部52は基材フィルムFに接触しないため、基材フィルムFの製品部F2のガスバリア膜Bに異物が付着するのを確実に防止することができる。したがって、本実施形態の成膜装置1によって得られるバリアフィルムは、装置に組み込まれる際にフィルム上に異物が付着していることに起因して発生する製品欠陥を防止して良品率を高めることができ、これにより、製造コストを低減化することができる。また、本実施形態の成膜装置1の走行方向を逆転させて成膜処理を行う場合には、製品部非接触ガイドロール50とガイドロール5a(製品部非接触ガイドロール50)の作用効果が入れ替わる。
また、成膜部6によってガスバリア膜Bが形成された一方の面側に接する製品部非接触ガイドロール50を、基材フィルムFの両側部の非製品部F1にのみ接触する大径部51と、該両側部間の製品部F2に非接触となる小径部52とによって形成しているので、たとえ小径部52に異物が付着していても、この小径部52は基材フィルムFに接触しないため、基材フィルムFの製品部F2のガスバリア膜Bに異物が付着するのを確実に防止することができる。したがって、本実施形態の成膜装置1によって得られるバリアフィルムは、装置に組み込まれる際にフィルム上に異物が付着していることに起因して発生する製品欠陥を防止して良品率を高めることができ、これにより、製造コストを低減化することができる。また、本実施形態の成膜装置1の走行方向を逆転させて成膜処理を行う場合には、製品部非接触ガイドロール50とガイドロール5a(製品部非接触ガイドロール50)の作用効果が入れ替わる。
また、製品部非接触ガイドロール50を、基材フィルムFの両側部の非製品部F1に接触するように形成しているため、基材フィルムFの両側部の非製品部F1には異物が付着する可能性がある。しかし、非製品部F1は後工程でカットし、残りの中央部のみを製品部F2とするため、製品部F2に異物が付着することはない。
また、製品部非接触ガイドロール50のピン54によって基材フィルムFのマージナルパンチ孔9を保持するようにしているので、基材フィルムFを走行させつつ、該基材フィルムFの両側部の非製品部F2を製品部非接触ガイドロール50の両側部に確実に保持させることができる。したがって、基材フィルムFが製品部非接触ガイドロール50上を蛇行したり、基材フィルムFの両側部がその間の中央部側に寄ることで基材フィルムFに弛みが生じるのを防止することができる。よって、蛇行や弛みに起因して製品部F2となる領域での成膜が不均一になったり、成膜後のガスバリア膜Bに応力が加わるのを防止することができる。
さらに、本実施形態では、基材フィルムFとしてマージナルパンチ孔9を形成したものを用いているので、最終的に巻き取りロール4に巻き取られた成膜後の基材フィルムFに、重ねられた面間でくっついてはがしにくくなるブロッキングが生じるのを、該マージナルパンチ孔9によって防止することができる。
次に、本発明に係る成膜装置の第2実施形態を説明する。
第2実施形態が図1、図2に示した第1実施形態と異なるところは、製品部非接触ガイドロールの構成にある。
第2実施形態が図1、図2に示した第1実施形態と異なるところは、製品部非接触ガイドロールの構成にある。
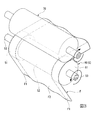
本実施形態の成膜装置における製品部非接触ガイドロール60は、図2に示した製品部非接触ガイドロール50に対して、図3に示すように同様の大径部51と小径部52とを有しているものの、大径部51にピン54を埋設していない構造となっている。また、図3に示した製品部非接触ガイドロール60では、前記のピン54が埋設されていない代わりに、該製品部非接触ガイドロール60に対向して第2ガイドロール70が配置されている。なお、本実施形態では、製品部非接触ガイドロール60にピン54が埋設されていないため、基材フィルムFとしてもマージナルパンチ孔9が形成されていないものを用いる。
第2ガイドロール70は、ゴムや軟質樹脂からなる円柱形状の一般的なロール構造のもので、前記製品部非接触ガイドロール60とともに基材フィルムFの両側部の非製品部F1を挟持するように、構成されている。なお、この第2ガイドロール70は、ガスバリア膜Bが形成された一方の面とは反対側の、他方の面に接してこれを送り出すようになっている。このような構成のもとに、第2ガイドロール70によって基材フィルムFを製品部非接触ガイドロール60側に押圧しつつ、該第2ガイドロール70と製品部非接触ガイドロール60とによって基材フィルムFの両側部の非製品部F1を挟持するようになっている。すなわち、第2ガイドロール70は、基材フィルムFを走行させつつ、該基材フィルムFの両側部の非製品部F1を製品部非接触ガイドロール60の両側部に確実に保持させる、本発明の保持手段として機能するようになっている。
したがって、本実施形態にあっても、基材フィルムFが製品部非接触ガイドロール60上を蛇行したり、基材フィルムFの両側部がその間の中央部側に寄ることで基材フィルムFに弛みが生じるのを防止することができる。よって、蛇行や弛みに起因して製品部F2となる領域での成膜が不均一になったり、成膜後のガスバリア膜Bに応力が加わるのを防止することができる。
また、第1実施形態と同様に、基材フィルムFの製品部F2に異物が付着するのを確実に防止し、これによって良品率を高め、製造コストを低減化することができる。
また、第1実施形態と同様に、基材フィルムFの製品部F2に異物が付着するのを確実に防止し、これによって良品率を高め、製造コストを低減化することができる。
次に、本発明に係る成膜装置の第3実施形態を説明する。
第3実施形態が図3に示した第2実施形態と異なるところは、製品部非接触ガイドロールの構成にある。
第3実施形態が図3に示した第2実施形態と異なるところは、製品部非接触ガイドロールの構成にある。
すなわち、本実施形態の成膜装置においても、製品部非接触ガイドロール60と保持手段としての第2ガイドロール70とを有している。ただし、本実施形態では、これら製品部非接触ガイドロール60と第2ガイドロール70との少なくとも一方、本実施形態では第2ガイドロール70のみに、基材フィルムFの両側部の非製品部F1を押圧する複数の凸部61が設けられている。
これら凸部61は、点字として用いられるような小さな突起状のもので、第2ガイドロール70の、基材フィルムFの両側部の非製品部F1に対向する領域に埋め込まれた金属製のものである。このように構成された凸部61は、特に限定されないものの、第2ガイドロール70の両側部においてその周方向に沿って所定の間隔で配置され、これによって第2ガイドロール70の両側部の全周にそれぞれ凸部61による列を形成している。また、このような列を、複数列形成している。これにより、凸部61は、基材フィルムFが製品部非接触ガイドロール60と第2ガイドロール70との間を通過する際に、基材フィルムFの両側部の、非製品部F1の非成膜面(他方の面)を押圧するようになっている。
したがって、本実施形態にあっては、複数の凸部61によって基材フィルムFの両側部の非製品部F1を押圧することにより、該非製品部F1にドット状の凹凸部を形成することができる。よって、最終的に巻き取りロール4に巻き取られた成膜後の基材フィルムFに、重ねられた面間でくっついてはがしにくくなるブロッキングが生じるのを、該凹凸部によって防止することができる。
また、複数の凸部61を、非成膜面(他方の面)側に接する第2ガイドロール70に設けているので、これら凸部61はガスバリア膜Bを直接押圧することがなく、したがってガスバリア膜Bを押圧することでその一部を剥離させ、異物を生じさせるおそれを回避することができる。
また、複数の凸部61を、非成膜面(他方の面)側に接する第2ガイドロール70に設けているので、これら凸部61はガスバリア膜Bを直接押圧することがなく、したがってガスバリア膜Bを押圧することでその一部を剥離させ、異物を生じさせるおそれを回避することができる。
また、第2実施形態と同様に、基材フィルムFが製品部非接触ガイドロール60上を蛇行したり、基材フィルムFの両側部がその間の中央部側に寄ることで基材フィルムFに弛みが生じるのを防止することができる。
さらに、第1実施形態と同様に、基材フィルムFの製品部F2に異物が付着するのを確実に防止し、これによって良品率を高め、製造コストを低減化することができる。
さらに、第1実施形態と同様に、基材フィルムFの製品部F2に異物が付着するのを確実に防止し、これによって良品率を高め、製造コストを低減化することができる。
なお、本発明は前記実施形態に限定されることなく、本発明の主旨を逸脱しない範囲で種々の偏向が可能である。
例えば、前記実施形態では、成膜部6としてプラズマCVD法による成膜を行う構成としてが、本発明はこれに限定されることなく、スパッタ法や蒸着法による成膜を行う構成としてもよい。
例えば、前記実施形態では、成膜部6としてプラズマCVD法による成膜を行う構成としてが、本発明はこれに限定されることなく、スパッタ法や蒸着法による成膜を行う構成としてもよい。
また、機能膜についても、ガスバリア膜に限定されることなく、各種の機能を有する膜の形成に、本発明の成膜装置を適用することができる。
また、基材フィルムFについても、高分子フィルムフィルムに限定されることなく、例えば、プラスチックシート、金属箔、金属シート、紙、不織布など可撓性材料から選択されてもよい。
さらに、巻き出しロール3や巻き取りロール4については真空チャンバ2内に配置することなく、大気中である外部に配置してもよい。外部に配置することで、巻き出しロール3に基材フィルムFをセットする際、容易に作業を行うことができる。また、巻き取りロール4に基材フィルムFが巻き取られ、巻き取りロール4の交換が必要となる場合にも、容易に作業を行うことができる。
また、基材フィルムFについても、高分子フィルムフィルムに限定されることなく、例えば、プラスチックシート、金属箔、金属シート、紙、不織布など可撓性材料から選択されてもよい。
さらに、巻き出しロール3や巻き取りロール4については真空チャンバ2内に配置することなく、大気中である外部に配置してもよい。外部に配置することで、巻き出しロール3に基材フィルムFをセットする際、容易に作業を行うことができる。また、巻き取りロール4に基材フィルムFが巻き取られ、巻き取りロール4の交換が必要となる場合にも、容易に作業を行うことができる。
また、ガイドロールの個数や配置、さらには成膜ロールの個数や配置についても、図1に示した構成に限定されることなく、種々の形態が採用可能である。
1…成膜装置、2…真空チャンバ、3…巻き出しロール、4…巻き取りロール、5…ガイドロール、5a…ガイドロール(製品部非接触ガイドロール)、6…成膜部、7…高周波電極、8…成膜ロール、9…マージナルパンチ孔、50…製品部非接触ガイドロール、51…大径部、52…小径部、54…ピン、60…製品部非接触ガイドロール、61…凸部、70…第2ガイドロール、B…ガスバリア膜(機能膜)、F…基材フィルム、F1…非製品部、F2…製品部
Claims (6)
- 帯状の基材フィルムを連続的に搬送しつつ、該基材フィルムの一方の面に機能材料の成膜を行う成膜装置であって、
チャンバと、
前記基材フィルムを巻き出す巻き出しロールと、
前記巻き出しロールから巻き出された前記基材フィルムを巻き取る巻き取りロールと、
前記巻き出しロールと前記巻き取りロールとの間に配置されるとともに前記チャンバ内に設けられて、前記巻き出しロールから巻き出された前記基材フィルムを前記巻き取りロールに案内するガイドロールと、
前記チャンバ内に設けられて、前記巻き出しロールから巻き出された前記基材フィルムの一方の面に対して機能材料を成膜することで該一方の面に機能膜を形成する成膜部と、を備え、
前記ガイドロールは少なくとも、前記成膜部によって機能膜が形成された前記一方の面側に接する製品部非接触ガイドロールおよび前記成膜部によって機能膜が形成される予定の前記一方の面側に接する製品部非接触ガイドロールのいずれか一方または両方を備え、前記製品部非接触ガイドロールは、前記基材フィルムの両側部の非製品部にのみ接触して該両側部間の製品部とは非接触となるように、両側部に対して該両側部間が凹んで形成されていることを特徴とする成膜装置。 - 前記製品部非接触ガイドロールには、前記基材フィルムを走行させつつ、該基材フィルムの両側部の非製品部を製品部非接触ガイドロールの両側部に保持させる保持手段が設けられていることを特徴とする請求項1記載の成膜装置。
- 前記基材フィルムには、その両側部の非製品部にマージナルパンチ孔が形成されており、
前記保持手段は、前記製品部非接触ガイドロールの両側部に形成されて、前記基材フィルムの前記マージナルパンチ孔に係脱可能に係合するピンによって構成されていることを特徴とする請求項2記載の成膜装置。 - 前記保持手段は、前記製品部非接触ガイドロールに対向して配置されて、該製品部非接触ガイドロールとともに前記基材フィルムの両側部の非製品部を挟持する第2ガイドロールによって構成されていることを特徴とする請求項2記載の成膜装置。
- 前記製品部非接触ガイドロールと前記第2ガイドロールとの少なくとも一方には、前記基材フィルムの両側部の非製品部に対向する領域に、前記製品部を押圧する複数の凸部が設けられていることを特徴とする請求項4記載の成膜装置。
- 前記機能膜は、ガスの透過を防止するガスバリア膜であることを特徴とする請求項1〜5のいずれか一項に記載の成膜装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012287652A JP2014129565A (ja) | 2012-12-28 | 2012-12-28 | 成膜装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012287652A JP2014129565A (ja) | 2012-12-28 | 2012-12-28 | 成膜装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014129565A true JP2014129565A (ja) | 2014-07-10 |
Family
ID=51408193
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012287652A Pending JP2014129565A (ja) | 2012-12-28 | 2012-12-28 | 成膜装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014129565A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016041840A (ja) * | 2014-08-18 | 2016-03-31 | 住友金属鉱山株式会社 | 成膜方法及びそれを用いた金属膜付樹脂フィルムの製造方法 |
| KR20200125554A (ko) * | 2018-08-17 | 2020-11-04 | 한국화학연구원 | 인라인 연속코팅 페로브스카이트 광활성층 형성방법 및 인라인 연속코팅 장치 |
| JP2020204069A (ja) * | 2019-06-17 | 2020-12-24 | 株式会社アルバック | 巻取り式成膜装置、および、巻取り式成膜装置の調整方法 |
-
2012
- 2012-12-28 JP JP2012287652A patent/JP2014129565A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016041840A (ja) * | 2014-08-18 | 2016-03-31 | 住友金属鉱山株式会社 | 成膜方法及びそれを用いた金属膜付樹脂フィルムの製造方法 |
| KR20200125554A (ko) * | 2018-08-17 | 2020-11-04 | 한국화학연구원 | 인라인 연속코팅 페로브스카이트 광활성층 형성방법 및 인라인 연속코팅 장치 |
| KR102310583B1 (ko) * | 2018-08-17 | 2021-10-08 | 한국화학연구원 | 인라인 연속코팅 페로브스카이트 광활성층 형성방법 및 인라인 연속코팅 장치 |
| JP2020204069A (ja) * | 2019-06-17 | 2020-12-24 | 株式会社アルバック | 巻取り式成膜装置、および、巻取り式成膜装置の調整方法 |
| JP7220127B2 (ja) | 2019-06-17 | 2023-02-09 | 株式会社アルバック | 巻取り式成膜装置、および、巻取り式成膜装置の調整方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6278545B2 (ja) | エッジウエブ部を有するガラス基板 | |
| US9902130B2 (en) | Methods of processing a glass substrate and glass apparatus | |
| JP2014065021A (ja) | 塗工装置 | |
| JP2008253864A (ja) | 搬送物の除塵方法及び装置 | |
| US20120286652A1 (en) | Method for manufacturing organic el device, manufacturing apparatus for organic el device, and organic el device | |
| JP2014129565A (ja) | 成膜装置 | |
| JP2015031751A (ja) | フィルム積層体からの異物除去方法、フィルム積層体の製造方法及び製造装置。 | |
| JP5010416B2 (ja) | 成膜装置および成膜方法 | |
| JP2011043392A (ja) | 膜厚測定装置 | |
| KR101832681B1 (ko) | 필름 제조 장치, 필름 권회체 제조 장치, 필름 제조 방법 및 필름 권회체 제조 방법 | |
| JP5803535B2 (ja) | フィルム積層体およびガラスフィルムの製造関連処理方法 | |
| JP5562760B2 (ja) | ガスバリアフィルムの製造方法 | |
| TWI608273B (zh) | Optical display device manufacturing method and manufacturing apparatus | |
| JP4719903B2 (ja) | 塗工剤のコーティング方法およびコーティング装置 | |
| JP2013022902A (ja) | ガラスフィルム積層体及びその製造方法 | |
| CN117460858A (zh) | 用于制造复合膜的设备和方法 | |
| JP6376587B2 (ja) | 長尺状ガラスの製造方法 | |
| JP7291606B2 (ja) | 成膜装置 | |
| JP5969247B2 (ja) | 光学表示パネルの連続製造方法およびその連続製造システム、切替方法および繰出装置 | |
| JP2013028409A (ja) | ローラ清掃用フィルム及びローラの清掃方法 | |
| JP6896848B2 (ja) | 貼合方法および貼合装置 | |
| WO2024116568A1 (ja) | 積層体チップの製造方法および積層体チップの製造装置 | |
| JPWO2017014092A1 (ja) | 原子層堆積巻き取り成膜装置、原子層堆積方法 | |
| JP5975308B2 (ja) | ガラスフィルムの端面処理方法 | |
| JP2014065020A (ja) | 塗工装置 |