JP2014136254A - レーザ溶接用治具およびこれを用いたレーザ溶接方法 - Google Patents
レーザ溶接用治具およびこれを用いたレーザ溶接方法 Download PDFInfo
- Publication number
- JP2014136254A JP2014136254A JP2013007783A JP2013007783A JP2014136254A JP 2014136254 A JP2014136254 A JP 2014136254A JP 2013007783 A JP2013007783 A JP 2013007783A JP 2013007783 A JP2013007783 A JP 2013007783A JP 2014136254 A JP2014136254 A JP 2014136254A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- hole
- jig
- laser
- assist gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 261
- 238000000034 method Methods 0.000 title claims description 16
- 239000000463 material Substances 0.000 claims abstract description 28
- 230000002093 peripheral effect Effects 0.000 claims abstract description 15
- 238000003825 pressing Methods 0.000 claims abstract description 11
- 230000001788 irregular Effects 0.000 claims description 11
- 239000004615 ingredient Substances 0.000 claims 1
- 230000000149 penetrating effect Effects 0.000 abstract description 3
- 239000007789 gas Substances 0.000 description 65
- 230000001965 increasing effect Effects 0.000 description 8
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 2
- 239000010953 base metal Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images







Landscapes
- Laser Beam Processing (AREA)
Abstract
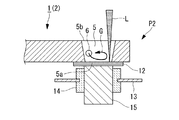
【解決手段】レーザ溶接用治具1は、溶接部品(接続タブ12)を溶接母材(電極端子15)に押圧して位置決めする治具本体2と、治具本体2に貫通形成されて、溶接母材と溶接部品との溶接部にレーザ光Lを照射可能にする溶接用貫通孔5と、を備え、溶接用貫通孔5は、溶接部品に接する開口部5a側から、レーザ光Lが入射する開口部5b側に向かって内径が大きくなるテーパー孔状に形成されている。また、治具本体2の外周部から溶接用貫通孔5に連通するように治具本体2に貫通形成されたアシストガス供給通路6を有し、このアシストガス供給通路6は、溶接用貫通孔5の底部側に向かってアシストガスGを供給するように形成されている。
【選択図】図5
Description
即ち、本発明に係るレーザ溶接用治具は、溶接部品を溶接母材に押圧して前記溶接部品を位置決めする治具本体と、前記治具本体に貫通形成されて、前記溶接母材と前記溶接部品との溶接部にレーザ光を照射可能にする溶接用貫通孔と、を備え、前記溶接用貫通孔は、前記溶接部品に接する開口部側から、前記レーザ光が入射する開口部側に向かって内径が大きくなるテーパー孔状に形成されていることを特徴とする。
図1は、本発明の実施形態に係るレーザ溶接用治具の平面図であり、図2と図3は、それぞれ図1のII-II線とIII-III線に沿うレーザ溶接用治具の縦断面図である。
2 治具本体
5 溶接用貫通孔
5a 溶接部品に接する開口部
5b レーザ光が入射する開口部
6 アシストガス供給通路
12 電極体の接続タブ(溶接部品)
15 電極端子(溶接母材)
F 乱反射防止皮膜
G アシストガス
L レーザ光
P1 位置決め工程
P2 溶接工程
Claims (5)
- 溶接部品を溶接母材に押圧して前記溶接部品を位置決めする治具本体と、
前記治具本体に貫通形成されて、前記溶接母材と前記溶接部品との溶接部にレーザ光を照射可能にする溶接用貫通孔と、を備え、
前記溶接用貫通孔は、前記溶接部品に接する開口部側から、前記レーザ光が入射する開口部側に向かって内径が大きくなるテーパー孔状に形成されていることを特徴とするレーザ溶接用治具。 - 前記治具本体の外周部から前記溶接用貫通孔に連通するように前記治具本体に貫通形成されたアシストガス供給通路をさらに有し、
前記アシストガス供給通路は、前記溶接用貫通孔の、前記溶接部品に接する開口部側に向かってアシストガスを供給するように形成されていることを特徴とする請求項1に記載のレーザ溶接用治具。 - 前記アシストガス供給通路は、前記溶接用貫通孔の軸方向視で、前記溶接用貫通孔の接線に沿ってアシストガスを供給するように形成されていることを特徴とする請求項2に記載のレーザ溶接用治具。
- 前記溶接用貫通孔の内周面には、前記レーザ光の乱反射を防止する乱反射防止皮膜が形成されていることを特徴とする請求項1〜3のいずれかに記載のレーザ溶接用治具。
- 請求項1〜4のいずれかに記載のレーザ溶接用治具と、前記レーザ光を照射するレーザ溶接機とを用いて前記溶接部品を前記溶接母材に押圧して位置決めする位置決め工程と、
前記レーザ溶接用治具に形成されたアシストガス供給通路から前記溶接用貫通孔にアシストガスを供給しながら、前記レーザ溶接機から前記溶接用貫通孔にレーザ光を照射して前記溶接部品を前記溶接母材に溶接する溶接工程と、
を備えてなることを特徴とするレーザ溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013007783A JP2014136254A (ja) | 2013-01-18 | 2013-01-18 | レーザ溶接用治具およびこれを用いたレーザ溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013007783A JP2014136254A (ja) | 2013-01-18 | 2013-01-18 | レーザ溶接用治具およびこれを用いたレーザ溶接方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014136254A true JP2014136254A (ja) | 2014-07-28 |
Family
ID=51414084
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013007783A Pending JP2014136254A (ja) | 2013-01-18 | 2013-01-18 | レーザ溶接用治具およびこれを用いたレーザ溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014136254A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017006942A (ja) * | 2015-06-19 | 2017-01-12 | 日本特殊陶業株式会社 | 溶接用治具および溶接装置 |
| CN107617824A (zh) * | 2017-07-28 | 2018-01-23 | 惠州金源精密自动化设备有限公司 | 中心孔扩孔机构及其电芯点底焊接设备 |
| CN109807466A (zh) * | 2019-01-25 | 2019-05-28 | 联动天翼新能源有限公司 | 一种电池成组焊接装置 |
| JP2019107669A (ja) * | 2017-12-18 | 2019-07-04 | トヨタ自動車株式会社 | 溶接装置 |
| CN113523561A (zh) * | 2021-07-23 | 2021-10-22 | 晖耀激光科技(洛阳)有限公司 | 一种刀片电池三合一激光焊接设备 |
| CN114178695A (zh) * | 2022-02-17 | 2022-03-15 | 武汉逸飞激光股份有限公司 | 一种全极耳电池金属箔材的激光焊接方法 |
| US20220184738A1 (en) * | 2019-10-23 | 2022-06-16 | Lg Energy Solution, Ltd. | Tight-Contact Jig for Secondary Battery Tab Laser Welding and Welding Method |
| US11383331B2 (en) * | 2018-02-12 | 2022-07-12 | Lg Energy Solution, Ltd. | Jig for spot welding |
| EP4234157A1 (en) * | 2022-02-28 | 2023-08-30 | Contemporary Amperex Technology Co., Limited | Protective apparatus |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001031719A1 (fr) * | 1999-10-28 | 2001-05-03 | The Furukawa Battery Co., Ltd. | Procede de production d'accumulateurs au plomb et gabarit destine a cette production |
| JP2001357915A (ja) * | 2000-06-13 | 2001-12-26 | Saginomiya Seisakusho Inc | コネクタ付きセンサおよびその組み立て方法 |
| JP2002239774A (ja) * | 2001-02-14 | 2002-08-28 | Hitachi Metals Ltd | レーザ加工治具 |
| JP2010142827A (ja) * | 2008-12-17 | 2010-07-01 | Honda Motor Co Ltd | スパッタ付着防止機構付クランプ装置及びスパッタ付着防止方法 |
-
2013
- 2013-01-18 JP JP2013007783A patent/JP2014136254A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001031719A1 (fr) * | 1999-10-28 | 2001-05-03 | The Furukawa Battery Co., Ltd. | Procede de production d'accumulateurs au plomb et gabarit destine a cette production |
| CN1336013A (zh) * | 1999-10-28 | 2002-02-13 | 古河电池株式会社 | 制备铅蓄电池的方法以及制备铅蓄电池的夹具 |
| US20040079738A1 (en) * | 1999-10-28 | 2004-04-29 | Furukawa Battery Co., Ltd. | Process for producing lead-acid battery, and jig for producing lead-acid battery |
| JP2001357915A (ja) * | 2000-06-13 | 2001-12-26 | Saginomiya Seisakusho Inc | コネクタ付きセンサおよびその組み立て方法 |
| JP2002239774A (ja) * | 2001-02-14 | 2002-08-28 | Hitachi Metals Ltd | レーザ加工治具 |
| JP2010142827A (ja) * | 2008-12-17 | 2010-07-01 | Honda Motor Co Ltd | スパッタ付着防止機構付クランプ装置及びスパッタ付着防止方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017006942A (ja) * | 2015-06-19 | 2017-01-12 | 日本特殊陶業株式会社 | 溶接用治具および溶接装置 |
| CN107617824A (zh) * | 2017-07-28 | 2018-01-23 | 惠州金源精密自动化设备有限公司 | 中心孔扩孔机构及其电芯点底焊接设备 |
| JP2019107669A (ja) * | 2017-12-18 | 2019-07-04 | トヨタ自動車株式会社 | 溶接装置 |
| US11383331B2 (en) * | 2018-02-12 | 2022-07-12 | Lg Energy Solution, Ltd. | Jig for spot welding |
| CN109807466A (zh) * | 2019-01-25 | 2019-05-28 | 联动天翼新能源有限公司 | 一种电池成组焊接装置 |
| US20220184738A1 (en) * | 2019-10-23 | 2022-06-16 | Lg Energy Solution, Ltd. | Tight-Contact Jig for Secondary Battery Tab Laser Welding and Welding Method |
| CN113523561A (zh) * | 2021-07-23 | 2021-10-22 | 晖耀激光科技(洛阳)有限公司 | 一种刀片电池三合一激光焊接设备 |
| CN113523561B (zh) * | 2021-07-23 | 2022-06-24 | 晖耀激光科技(洛阳)有限公司 | 一种刀片电池三合一激光焊接设备 |
| CN114178695A (zh) * | 2022-02-17 | 2022-03-15 | 武汉逸飞激光股份有限公司 | 一种全极耳电池金属箔材的激光焊接方法 |
| EP4234157A1 (en) * | 2022-02-28 | 2023-08-30 | Contemporary Amperex Technology Co., Limited | Protective apparatus |
| US12151317B2 (en) | 2022-02-28 | 2024-11-26 | Contemporary Amperex Technology (Hong Kong) Limited | Protective apparatus |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014136254A (ja) | レーザ溶接用治具およびこれを用いたレーザ溶接方法 | |
| KR101250093B1 (ko) | 레이저 용접 방법 및 그것을 포함하는 전지의 제조 방법 | |
| CN103378318B (zh) | 装置箱体及装置箱体的制造方法 | |
| ES2987017T3 (es) | Plantilla de contacto estrecho para soldadura por láser de lengüeta de batería secundaria y método de soldadura | |
| KR20210134087A (ko) | 반도체 패키징, 자동차 전기 장치, 배터리 및 기타 부품에 대한 가시 레이저 용접 방법 | |
| KR102639299B1 (ko) | 이차전지 및 그 용접방법 | |
| JP2000090893A (ja) | 電池及び電池の製造方法 | |
| US20190006776A1 (en) | Battery cell cap with integrated fusible link and method of attaching to an electrical interconnection | |
| JP6341054B2 (ja) | 蓄電素子の製造方法、及び、蓄電素子 | |
| JP2020087941A (ja) | 回路基板の製造方法及び回路基板 | |
| JP7110907B2 (ja) | 異種金属部材の重ね溶接方法 | |
| CN113937429A (zh) | 一种负极连接方法及装置 | |
| JP2002292486A (ja) | 固定構造 | |
| KR101585549B1 (ko) | 용접 장치용 팁 및 이를 이용한 용접 방법 | |
| CN206677442U (zh) | 一种焊接治具 | |
| JP2020093285A (ja) | 異種金属の接合方法 | |
| JP2021044890A (ja) | 導線の接合方法 | |
| JP2012252935A (ja) | 電力用半導体装置 | |
| JP2002184365A (ja) | 密閉型電池の封口方法および密閉型電池 | |
| JP6792802B2 (ja) | 密閉型電池および密閉型電池の製造方法 | |
| JP2015147220A (ja) | レーザ溶接方法 | |
| KR101593024B1 (ko) | 용접 장치용 팁 및 이를 이용한 용접 방법 | |
| JP5040269B2 (ja) | レーザ溶接方法 | |
| CN114434006A (zh) | 激光焊接方法、电极极柱与盖板的连接方法及盖板 | |
| US7878871B2 (en) | Weld terminal, switch assembly and methods of attachment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20151104 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160915 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161003 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170508 |