JP2014136357A - 電子機器の筐体及び該筐体の製造方法 - Google Patents
電子機器の筐体及び該筐体の製造方法 Download PDFInfo
- Publication number
- JP2014136357A JP2014136357A JP2013005638A JP2013005638A JP2014136357A JP 2014136357 A JP2014136357 A JP 2014136357A JP 2013005638 A JP2013005638 A JP 2013005638A JP 2013005638 A JP2013005638 A JP 2013005638A JP 2014136357 A JP2014136357 A JP 2014136357A
- Authority
- JP
- Japan
- Prior art keywords
- thin plate
- prepreg
- resin
- prepreg thin
- continuous fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
【解決手段】連続繊維11を熱可塑性樹脂12で被覆してプリプレグ薄板10を作り、プリプレグ薄板10を、表面の少なくとも1箇所に凹凸を備えるプレス金型で圧縮加工して、プリプレグ薄板10の内部にある連続繊維11を凹凸形状に変形させ、変形してプリプレグ薄板10の表層部分に位置する連続繊維11を、熱可塑性樹脂12を切削加工によって除去することによってプリプレグ薄板10の表層部分に凸状または凹状の形態で露出させ、連続繊維11が凸状または凹状の形態で露出しているプリプレグ薄板10の表面を覆うように、強化繊維13を含む樹脂材料14を積層することによって形成した電子機器の筐体15である。
【選択図】図11
Description
(1)ガラス繊維や炭素繊維を充填した繊維強化熱可塑性樹脂を射出成形する方法
(2)アルミニウム合金やマグネシウム合金の圧延板をプレス加工する方法
(3)アルミニウム合金やマグネシウム合金を射出成形(ダイカスト法、チクソモールド法など)する方法
(4)金属板や繊維強化樹脂(以後FRPという)の板とをインサート成形により一体成形する方法
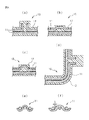
(A)図1(a)に示すようにFRP製の部品2を熱可塑性樹脂製の薄板基材1にネジ3で接合する。
(B)図1(b)に示すようにFRP製の部品2を熱可塑性樹脂製の薄板基材1に接着剤4を用いて接合する。
(C)図1(c)に示すように、熱可塑性樹脂製の薄板基材1に貫通孔5を設け、成形時にモールド樹脂14が貫通孔5を通じて薄板基材1の裏面に回り込むようなマクロな嵌合構造を設けて接合する。この方法に使用するモールド樹脂14は熱硬化性FRPであり、固まると熱が加わっても溶けない性質を持つ。
直径10mmで深さ0.5mm:連続繊維に破断なし
直径10mmで深さ1.0mm:連続繊維に破断なし
直径10mmで深さ1.5mm:連続繊維に破断あり
直径1mmで深さ0.5mm:連続繊維に破断なし
直径1mmで深さ1.0mm:連続繊維に破断あり
(2)角穴
2mm×5mmで深さ0.5mm:連続繊維に破断なし
2mm×5mmで深さ1.0mm:連続繊維に破断なし
2mm×5mmで深さ1.5mm:連続繊維に破断あり
0.5mm×5mmで深さ0.5mm:連続繊維に破断なし
0.5mm×5mmで深さ1.0mm:連続繊維に破断あり
(1)連続繊維を熱可塑性樹脂でコーティングしただけのプリプレグ薄板では、10kgf/cmであった。
(2)連続繊維を熱可塑性樹脂でコーティングし、プレス加工は行わずに表層にある熱可塑性樹脂を除去して連続繊維を除去したプリプレグ薄板では、70kgf/cmであった。
(3)連続繊維を熱可塑性樹脂でコーティングし、プレス加工を行って連続繊維に凹凸を形成し、微細凹凸の表層樹脂を除去したサンプルでは、120kgf/cm2であり、FRP板が破壊した。
前記プリプレグ薄板の少なくとも一方の面に、前記連続繊維が凸状または凹状の形態で露出しており、
前記連続繊維が凸状または凹状の形態で露出している前記プリプレグ薄板の表面を覆うように、強化繊維を含む樹脂材料が積層されて形成されたことを特徴とする電子機器の筐体。
(付記2) 前記連続繊維の凸状の形態は、前記連続繊維が破断されて折れ曲がった形態であることを特徴とする付記1に記載の電子機器の筐体。
(付記3) 前記連続繊維の凸状の形態は、前記連続繊維が台形状に盛り上がった形態であることを特徴とする付記1に記載の電子機器の筐体。
(付記4) 前記連続繊維の凸状の形態は、前記連続繊維がドーム状に盛り上がった形態であることを特徴とする付記1に記載の電子機器の筐体。
(付記5) 前記プリプレグ薄板が複数層の連続繊維に対して前記熱可塑性樹脂がコーティングされて形成されたものであることを特徴とする付記1から4の何れかに記載の電子機器の筐体。
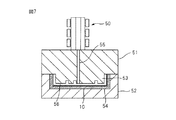
プレス面の少なくとも1箇所に微細凹凸を備えるプレス金型により前記プリプレグ薄板を両面から圧縮し、
前記圧縮時に、前記微細凹凸によって前記プリプレグ薄板を三次元形状に変形させると共に、前記プリプレグ薄板の内部にある前記連続繊維を凹凸形状に変形させ、
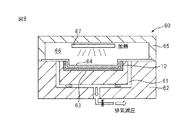
前記プリプレグ薄板の変形部分の表層部分に位置する前記熱可塑性樹脂を切削加工によって除去して、前記連続繊維の少なくとも一部を前記プリプレグ薄板の表層部分に露出させ、
前記連続繊維の露出部を含む前記プリプレグ薄板の表面に、強化繊維を含む樹脂材料を積層することによって電子機器の筐体を製造する方法。
(付記7) 前記連続繊維の凸状の形態は、前記連続繊維が破断されて折れ曲がった形態であることを特徴とする付記6に記載の電子機器の筐体の製造方法。
(付記8) 前記連続繊維の凸状の形態は、前記連続繊維が台形状に盛り上がった形態であることを特徴とする付記6に記載の電子機器の筐体の製造方法。
(付記9) 前記連続繊維の凸状の形態は、前記連続繊維がドーム状に盛り上がった形態であることを特徴とする付記6に記載の電子機器の筐体の製造方法。
(付記10) 前記切削加工により、前記凸状の前記連続繊維の上面に位置する前記熱可塑性樹脂を全て除去することを特徴とする付記8または9に記載の電子機器の筐体の製造方法。
(付記12) 前記切削加工がレーザ切削であることを特徴とする付記6から11の何れかに記載の電子機器の筐体の製造方法。
(付記13) 前記強化繊維を含む樹脂材料を前記繊維強化樹脂の上に積層する工程が前記プリプレグ薄板を収容する金型と、射出成形機によって行われることを特徴とする付記6から11の何れかに記載の電子機器の筐体の製造方法。
11 連続繊維
12 熱可塑性樹脂
13 強化繊維
14 樹脂材料(モールド樹脂)
20 プレス金型
25〜27 凹部
30 レーザ装置
40 モールド金型
50 射出成形機
Claims (5)
- 連続繊維を熱可塑性樹脂でコーティングしたプリプレグ薄板をマトリクスとし、
前記プリプレグ薄板の少なくとも一方の面に、前記連続繊維が凸状または凹状の形態で露出しており、
前記連続繊維が凸状または凹状の形態で露出している前記プリプレグ薄板の表面を覆うように、強化繊維を含む樹脂材料が積層されて形成されたことを特徴とする電子機器の筐体。 - 前記連続繊維の凸状の形態は、前記連続繊維が破断されて折れ曲がった形態であることを特徴とする請求項1に記載の電子機器の筐体。
- 連続繊維を熱可塑性樹脂でコーティングしてプリプレグ薄板を作り、
プレス面の少なくとも1箇所に微細凹凸を備えるプレス金型により前記プリプレグ薄板を両面から圧縮し、
前記圧縮時に、前記微細凹凸によって前記プリプレグ薄板を三次元形状に変形させると共に、前記プリプレグ薄板の内部にある前記連続繊維を凹凸形状に変形させ、
前記プリプレグ薄板の変形部分の表層部分に位置する前記熱可塑性樹脂を切削加工によって除去して、前記連続繊維の少なくとも一部を前記プリプレグ薄板の表層部分に露出させ、
前記連続繊維の露出部を含む前記プリプレグ薄板の表面に、強化繊維を含む樹脂材料を積層することによって電子機器の筐体を製造する方法。 - 前記切削加工がレーザ切削であることを特徴とする請求項3に記載の電子機器の筐体の製造方法。
- 前記強化繊維を含む樹脂材料を前記プリプレグ薄板の上に積層する工程が、前記プリプレグ薄板を収容する金型と、射出成形機によって行われることを特徴とする請求項3または4に記載の電子機器の筐体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013005638A JP2014136357A (ja) | 2013-01-16 | 2013-01-16 | 電子機器の筐体及び該筐体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013005638A JP2014136357A (ja) | 2013-01-16 | 2013-01-16 | 電子機器の筐体及び該筐体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014136357A true JP2014136357A (ja) | 2014-07-28 |
Family
ID=51414155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013005638A Pending JP2014136357A (ja) | 2013-01-16 | 2013-01-16 | 電子機器の筐体及び該筐体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014136357A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016051574A1 (ja) * | 2014-10-02 | 2016-04-07 | 富士通株式会社 | 部材、部材の製造方法、電子機器、電子機器の製造方法 |
| JP2016083907A (ja) * | 2014-10-29 | 2016-05-19 | トヨタ自動車株式会社 | 繊維強化樹脂成形部材の製造方法と部材の接続方法 |
| JP2017202640A (ja) * | 2016-05-12 | 2017-11-16 | トヨタ自動車株式会社 | 繊維強化熱可塑性樹脂構造体の製造方法 |
| JP2020055252A (ja) * | 2018-10-03 | 2020-04-09 | キヤノン株式会社 | 樹脂部品、樹脂部品の製造方法、鏡筒部品、および光学機器 |
| EP3644059A1 (en) | 2014-07-01 | 2020-04-29 | NIPPON STEEL Chemical & Material Co., Ltd. | Marker, immunoassay method, immunoassay reagent, method for assaying analyte, analyte measurement kit, and lateral-flow chromatographic test strip |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0946082A (ja) * | 1995-05-19 | 1997-02-14 | Toray Ind Inc | 電気・電子機器用筐体およびその製造法 |
| JPH11320737A (ja) * | 1998-05-14 | 1999-11-24 | Toyobo Co Ltd | 繊維強化熱可塑性樹脂成形用材料及びそれを用いた電子・電気機器用筐体 |
-
2013
- 2013-01-16 JP JP2013005638A patent/JP2014136357A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0946082A (ja) * | 1995-05-19 | 1997-02-14 | Toray Ind Inc | 電気・電子機器用筐体およびその製造法 |
| JPH11320737A (ja) * | 1998-05-14 | 1999-11-24 | Toyobo Co Ltd | 繊維強化熱可塑性樹脂成形用材料及びそれを用いた電子・電気機器用筐体 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3644059A1 (en) | 2014-07-01 | 2020-04-29 | NIPPON STEEL Chemical & Material Co., Ltd. | Marker, immunoassay method, immunoassay reagent, method for assaying analyte, analyte measurement kit, and lateral-flow chromatographic test strip |
| WO2016051574A1 (ja) * | 2014-10-02 | 2016-04-07 | 富士通株式会社 | 部材、部材の製造方法、電子機器、電子機器の製造方法 |
| JP2016083907A (ja) * | 2014-10-29 | 2016-05-19 | トヨタ自動車株式会社 | 繊維強化樹脂成形部材の製造方法と部材の接続方法 |
| JP2017202640A (ja) * | 2016-05-12 | 2017-11-16 | トヨタ自動車株式会社 | 繊維強化熱可塑性樹脂構造体の製造方法 |
| JP2020055252A (ja) * | 2018-10-03 | 2020-04-09 | キヤノン株式会社 | 樹脂部品、樹脂部品の製造方法、鏡筒部品、および光学機器 |
| JP7134820B2 (ja) | 2018-10-03 | 2022-09-12 | キヤノン株式会社 | 樹脂部品、樹脂部品の製造方法、機器、および光学機器 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114269548B (zh) | 用于制造由纤维复合材料构成的构件的方法和装置 | |
| JP2014136357A (ja) | 電子機器の筐体及び該筐体の製造方法 | |
| JP6005086B2 (ja) | 複合構造体の製造方法 | |
| KR101394408B1 (ko) | Z-피닝 패치 및 이를 이용한 복합재 적층 구조물의 제조 또는 결합 방법 | |
| JP2010137570A (ja) | 外枠およびその製造方法 | |
| CN102118925A (zh) | 电子装置外壳及其制作方法 | |
| CN102958300A (zh) | 树脂与纤维的复合体及其制造方法 | |
| TW201420353A (zh) | 立體玻璃貼膜的製程方法 | |
| CN103946009A (zh) | 具有中空部的热塑性树脂成型体及其制造方法 | |
| CN105774067A (zh) | 一种复合板材、电子设备及复合板材的部件制作方法 | |
| JP5738610B2 (ja) | 複合体及びその製造方法 | |
| JP5682843B2 (ja) | 長繊維強化樹脂成形体とその製造方法 | |
| CN101746063B (zh) | 壳体及其制造方法 | |
| JP4332016B2 (ja) | プラスチック積層体の製造方法 | |
| JP2014172241A5 (ja) | 繊維強化熱可塑性樹脂成形体の製造方法 | |
| JP2021014125A (ja) | 繊維強化樹脂構造物の製造方法、繊維強化樹脂構造物の製造システム及び繊維強化樹脂構造物 | |
| JPWO2021005391A5 (ja) | ||
| CN115625906A (zh) | 碳纤维复合材料外壳及其制备方法、电子设备 | |
| TW201129277A (en) | Housing for electronic device and method for making the same | |
| JP2018202771A (ja) | 繊維積層シート部材及びその繊維積層シート部材を用いた繊維成形品の製造方法 | |
| JP2016221884A (ja) | 繊維強化樹脂構造体の製造方法 | |
| CN105082559A (zh) | 复合材料外壳的成型方法 | |
| JP2016179598A (ja) | 繊維強化熱可塑性樹脂からなる成形体の成形方法 | |
| US20160096317A1 (en) | Method of making a molded article and molded article | |
| TWI398355B (zh) | Manufacturing method of composite workpiece for embedded metal parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160727 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20161025 |